Fabrication, Mechanical Properties and In-Vitro Behavior of Akermanite Bioceramic



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussions
3.1. Thermogravimetry/Mass Spectrometry Analyses
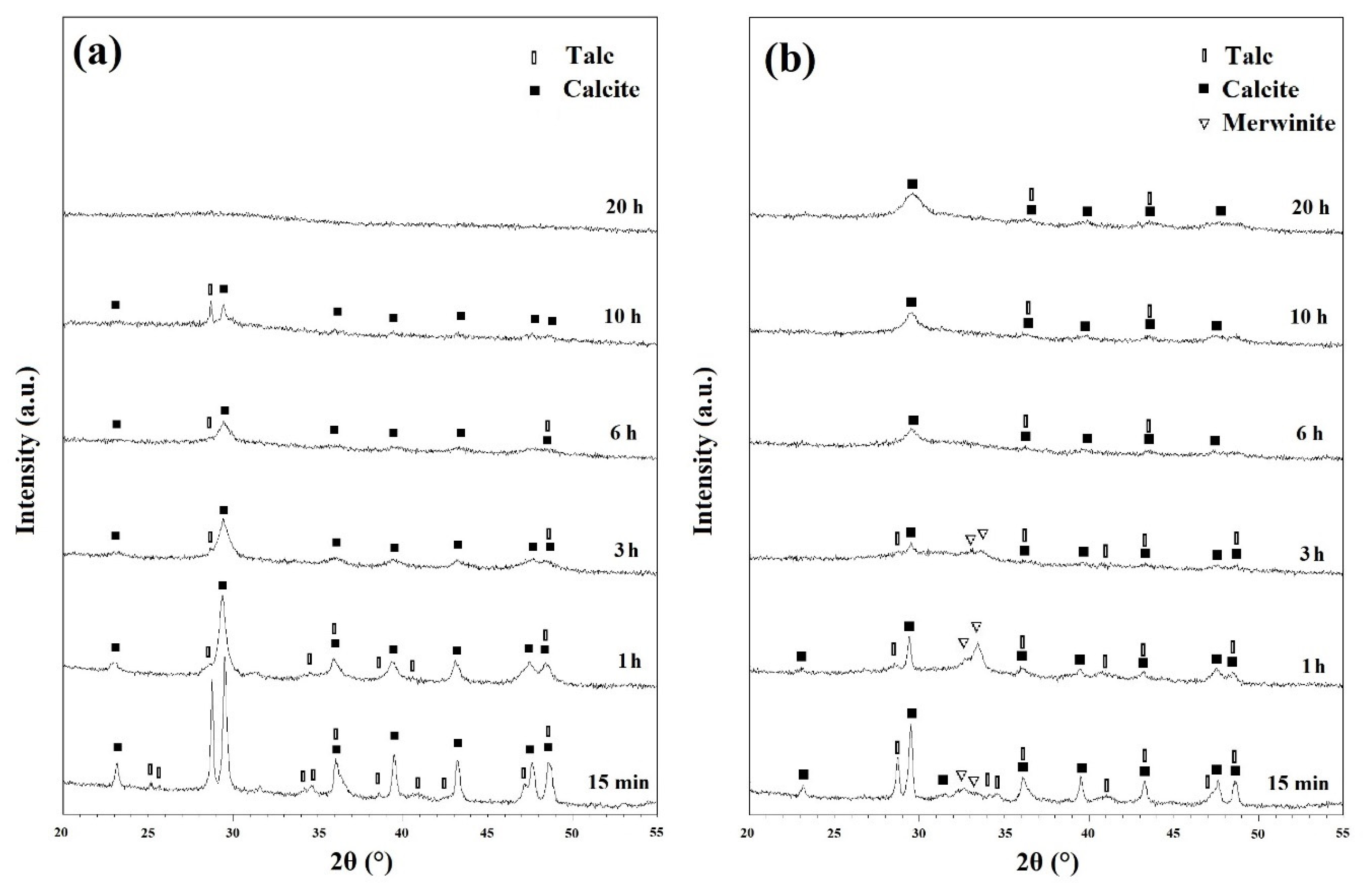
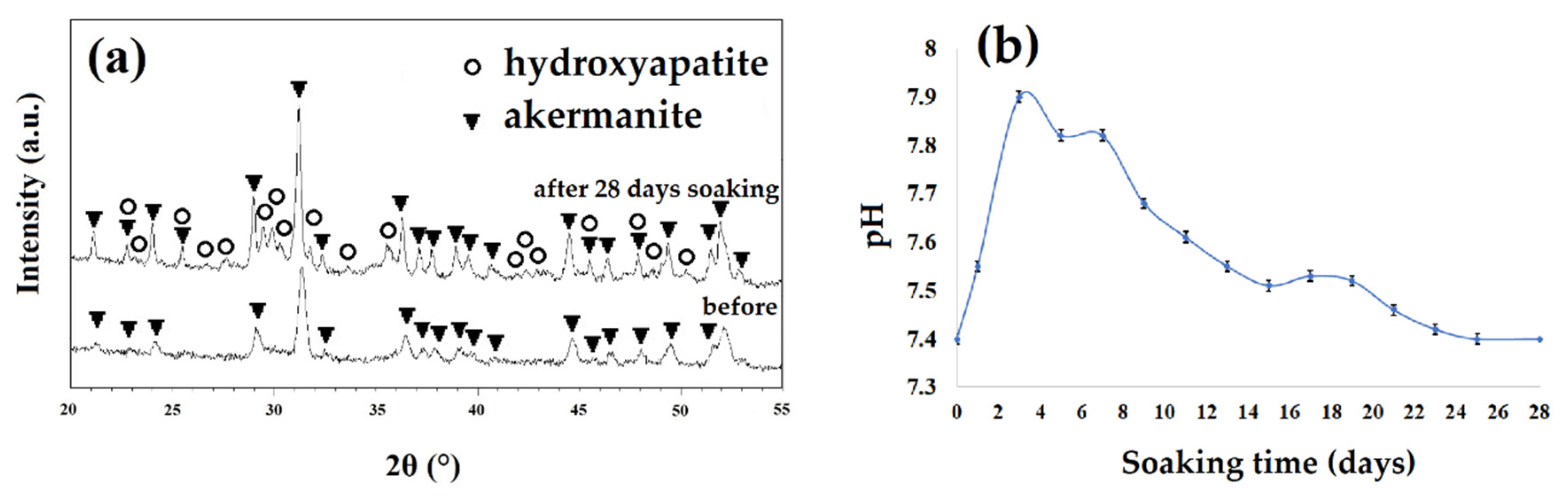
3.2. X-ray Diffraction Analysis
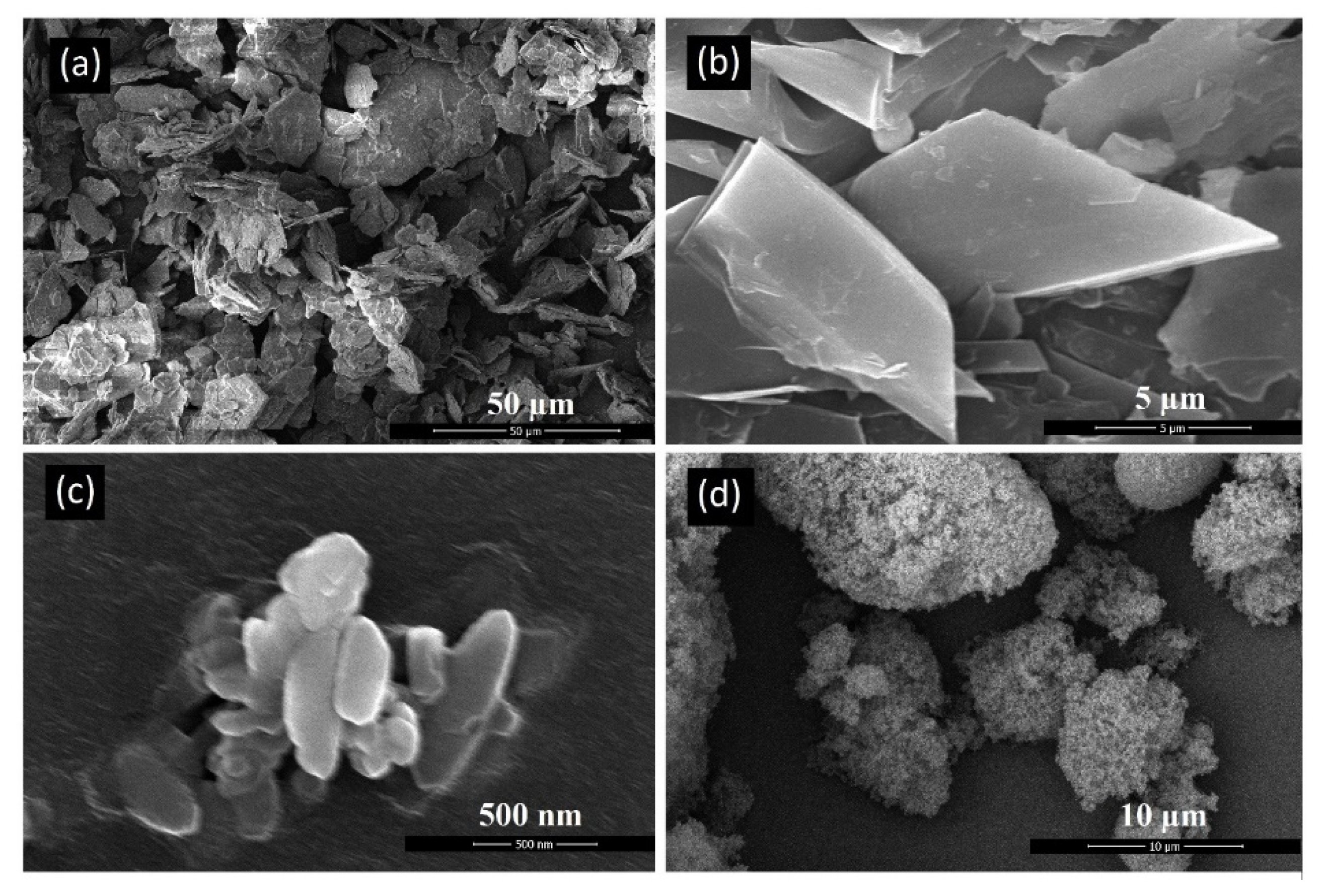
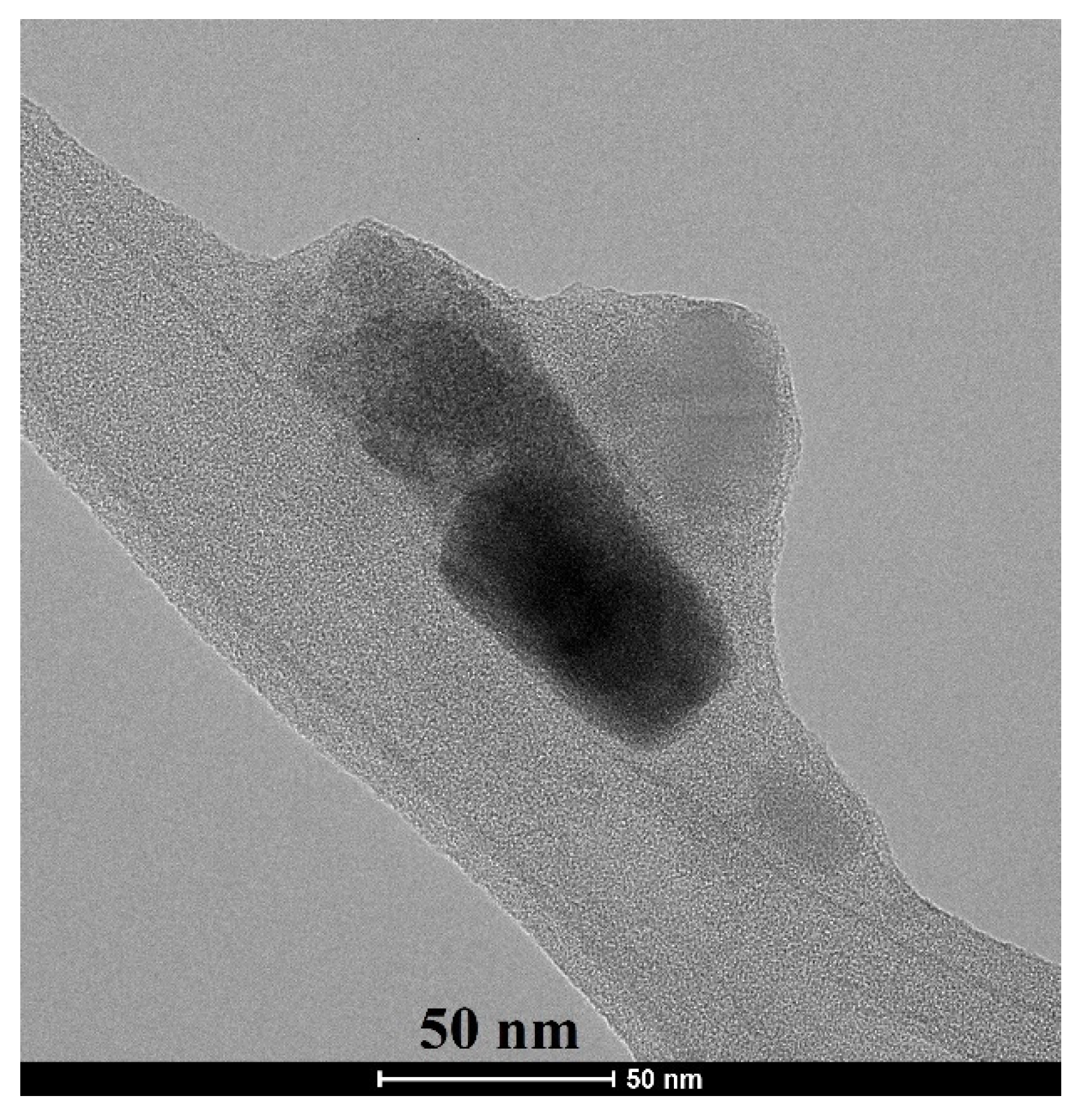
3.3. SEM and TEM Evaluation
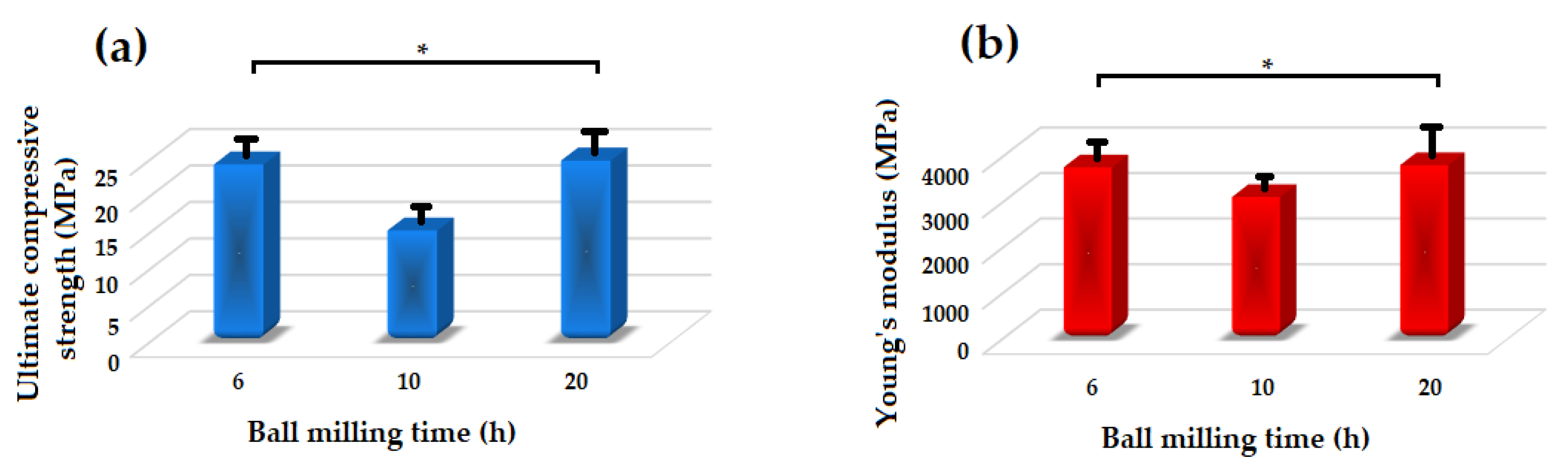
3.4. Mechanical Properties Evaluation
3.5. Bioactivity Evaluation
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Conflicts of Interest
References
- Feng, P.; Gao, C.; Shuai, C.; Peng, S. Toughening and strengthening mechanisms of porous akermanite scaffolds reinforced with nano-titania. RSC Adv. 2014, 5, 3498–3507. [Google Scholar] [CrossRef]
- Tian, T.; Han, Y.; Ma, B.; Wu, C.; Chang, J. Novel Co-akermanite (Ca2CoSi2O7) bioceramics with the activity to stimulate osteogenesis and angiogenesis. J. Mater. Chem. B 2015, 3, 6773–6782. [Google Scholar] [CrossRef]
- Liu, Q.; Cen, L.; Yin, S.; Chen, L.; Liu, G.; Chang, J.; Cui, L. A comparative study of proliferation and osteogenic differentiation of adipose-derived stem cells on akermanite and beta-TCP ceramics. Biomaterials 2008, 29, 4792–4799. [Google Scholar] [CrossRef]
- Xynos, I.D.; Edgar, A.J.; Buttery, L.D.K.; Hench, L.L.; Polak, J.M. Gene-expression profiling of human osteoblasts following treatment with the ionic products of Bioglass® 45S5 dissolution. J. Biomed. Mater. Res. 2001, 55, 151–157. [Google Scholar] [CrossRef]
- Wu, C.; Chang, J. Degradation, bioactivity, and cytocompatibility of diopside, akermanite, and bredigite ceramics. J. Biomed. Mater. Res. Part B Appl. Biomater. 2007, 83B, 153–160. [Google Scholar] [CrossRef]
- Valerio, P.; Pereira, M.M.; Goes, A.M.; Leite, M.F. The effect of ionic products from bioactive glass dissolution on osteoblast proliferation and collagen production. Biomaterials 2004, 25, 2941–2948. [Google Scholar] [CrossRef]
- Wu, C.; Chang, J.; Ni, S.; Wang, J. In vitro bioactivity of akermanite ceramics. J. Biomed. Mater. Res. Part A 2006, 76A, 73–80. [Google Scholar] [CrossRef]
- Wu, C.; Chang, J.; Zhai, W.; Ni, S.; Wang, J. Porous akermanite scaffolds for bone tissue engineering: Preparation, characterization, and in vitro studies. J. Biomed. Mater. Res. Part B Appl. Biomater. 2006, 78B, 47–55. [Google Scholar] [CrossRef]
- Choudhary, R.; Koppala, S.; Swamiappan, S. Bioactivity studies of calcium magnesium silicate prepared from eggshell waste by sol–gel combustion synthesis. J. Asian Ceram. Soc. 2015, 3, 173–177. [Google Scholar] [CrossRef]
- Abed, E.; Moreau, R. Importance of melastatin-like transient receptor potential 7 and cations (magnesium, calcium) in human osteoblast-like cell proliferation. Cell Prolif. 2007, 40, 849–865. [Google Scholar] [CrossRef]
- Gough, J.E.; Jones, J.R.; Hench, L.L. Nodule formation and mineralisation of human primary osteoblasts cultured on a porous bioactive glass scaffold. Biomaterials 2004, 25, 2039–2046. [Google Scholar] [CrossRef]
- Gough, J.E.; Clupper, D.C.; Hench, L.L. Osteoblast responses to tape-cast and sintered bioactive glass ceramics. J. Biomed. Mater. Res. Part A 2004, 69, 621. [Google Scholar] [CrossRef]
- Zhai, W.; Lu, H.; Wu, C.; Chen, L.; Lin, X.; Naoki, K.; Chen, G.; Chang, J. Stimulatory effects of the ionic products from Ca-Mg-Si bioceramics on both osteogenesis and angiogenesis in vitro. Acta Biomater. 2013, 9, 8004–8014. [Google Scholar] [CrossRef]
- Webster, T.J.; Ergun, C.; Doremus, R.H.; Bizios, R. Hydroxylapatite with substituted magnesium, zinc, cadmium, and yttrium. II. Mechanisms of osteoblast adhesion. J. Biomed. Mater. Res. 2002, 59, 312–317. [Google Scholar] [CrossRef] [PubMed]
- Smith, B.S.W.; Nisbet, D.I. Biochemical and pathological studies on magnesium deficiency in the rat: I. Young animals. J. Comp. Pathol. 1968, 78, 149–159. [Google Scholar] [CrossRef]
- Smith, B.S.W.; Nisbet, D.I. Biochemical and pathological studies on magnesium deficiency in the rat: II. Adult animals. J. Comp. Pathol. 1972, 82, 37–46. [Google Scholar] [CrossRef]
- Bhatkar, V.B.; Bhatkar, N.V. Combustion synthesis and photoluminescence study of silicate biomaterials. Bull. Mater. Sci. 2011, 34, 1281–1284. [Google Scholar] [CrossRef]
- Ventura, J.M.G.; Tulyaganov, D.U.; Agathopoulos, S.; Ferreira, J.M.F. Sintering and crystallization of akermanite-based glass–ceramics. Mater. Lett. 2006, 60, 1488–1491. [Google Scholar] [CrossRef]
- Tavangarian, F.; Zolko, C.A.; Fahami, A.; Forghani, A.; Hayes, D. Facile synthesis and structural insight of nanostructure akermanite powder. Ceram. Int. 2019, 45, 7871–7877. [Google Scholar] [CrossRef]
- Hsieh, S.; Maranda, E.L.; Cantekin, L.; Salih, T.; Nguyen, A.; Jimenez, J. The Softest Rock on Earth. JAMA Dermatology 2016, 152, 317. [Google Scholar] [CrossRef]
- Williamson, G.K.; Hall, W.H. X-ray line broadening from filed aluminium and wolfram. Acta Metall. 1953, 1, 22–31. [Google Scholar] [CrossRef]
- Sadeghzade, S.; Emadi, R.; Labbaf, S. Manufact Hardystonite-diopside nanocomposite scaffolds for bone tissueengineering applications. Mater. Chem. Phys. 2017, 202, 95–103. [Google Scholar] [CrossRef]
- Tavangarian, F.; Emadi, R. Mechanochemical synthesis of single phase nanocrystalline forsterite powder. Int. J. Mod. Phys. B 2010, 24, 343–350. [Google Scholar] [CrossRef]
- Galan, I.; Glasser, F.P.; Andrade, C. Calcium carbonate decomposition. J. Therm. Anal. Calorim. 2013, 111, 1197–1202. [Google Scholar] [CrossRef]
- Abdolmohammadi, S.; Siyamak, S.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Rahman, M.Z.A.; Azizi, S.; Fatehi, A. Enhancement of mechanical and thermal properties of polycaprolactone/chitosan blend by calcium carbonate nanoparticles. Int. J Mol. Sci. 2012, 13, 4508–4522. [Google Scholar] [CrossRef]
- Wieczorek-Ciurowa, K.; Shirokov, J.G.; Paryło, M. The Use of Thermogravimetry to Assess the Effect of Mechanical Activation of Selected Inorganic Salts. J. Therm. Anal. Calorim. 2000, 60, 59–65. [Google Scholar] [CrossRef]
- Filio, J.M.; Sugiyama, K.; Saito, F.; Waseda, Y. Effect of Dry Grinding on the Structures and Physical Properties of Pyrophyllite and Talc by a Planetary Ball Mill. Int. J. Soc. Mater. Eng. Resour. 1993, 1, 140–147. [Google Scholar] [CrossRef]
- Orosco, P.; Ruiz, M.D.C.; González, J. Phase transformations of a talc ore under heated chlorine atmosphere. Thermochim. Acta 2013, 554, 15–24. [Google Scholar] [CrossRef]
- Tavangarian, F.; Emadi, R. Synthesis and characterization of pure nanocrystalline magnesium aluminate spinel powder. J. Alloy. Compd. 2010, 489, 600–604. [Google Scholar] [CrossRef]
- Tavangarian, F.; Emadi, R. Mechanical activation assisted synthesis of pure nanocrystalline forsterite powder. J. Alloy. Compd. 2009, 485, 648–652. [Google Scholar] [CrossRef]
- Sadeghzade, S.; Emadi, R.; Tavangarian, F.; Naderi, M. Fabrication and evaluation of silica-based ceramic scaffolds for hard tissue engineering applications, Mater. Sci. Eng. C 2017, 17, 431–438. [Google Scholar] [CrossRef]
- Diba, D.; Tapia, F.; Boccaccini, A.R.; Strobel, L.A. Magnesium-containing bioactive glasses for biomedical applications, Int. J. Appl. Glas. Sci 2012, 3, 221–253. [Google Scholar] [CrossRef]
- Sadeghzade, S.; Shamoradi, F.; Emadi, R.; Tavangarian, F. Fabrication and characterization of baghdadite nanostructured scaffolds by space holder method. J. Mech. Behav. Biomed. Mater. 2017, 68, 1–7. [Google Scholar] [CrossRef]
- Sadeghzade, S.; Emadi, R.; Ahmadi, T.; Tavangarian, F. Synthesis, characterization and strengthening mechanism of modified and unmodified porous diopside/baghdadite scaffolds. Mater. Chem. Phys. 2019, 228, 89–97. [Google Scholar] [CrossRef]











Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tavangarian, F.; Zolko, C.A.; Sadeghzade, S.; Fayed, M.; Davami, K. Fabrication, Mechanical Properties and In-Vitro Behavior of Akermanite Bioceramic. Materials 2020, 13, 4887. https://doi.org/10.3390/ma13214887
Tavangarian F, Zolko CA, Sadeghzade S, Fayed M, Davami K. Fabrication, Mechanical Properties and In-Vitro Behavior of Akermanite Bioceramic. Materials. 2020; 13(21):4887. https://doi.org/10.3390/ma13214887
Chicago/Turabian StyleTavangarian, Fariborz, Caleb A. Zolko, Sorour Sadeghzade, Marwan Fayed, and Keivan Davami. 2020. "Fabrication, Mechanical Properties and In-Vitro Behavior of Akermanite Bioceramic" Materials 13, no. 21: 4887. https://doi.org/10.3390/ma13214887
APA StyleTavangarian, F., Zolko, C. A., Sadeghzade, S., Fayed, M., & Davami, K. (2020). Fabrication, Mechanical Properties and In-Vitro Behavior of Akermanite Bioceramic. Materials, 13(21), 4887. https://doi.org/10.3390/ma13214887