Microstructure Features and High Temperature Oxidation Resistance of In-Situ TiN-Ti Composite Coatings by Plasma Transferred Arc Welding

Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparing of In-Situ TiN-Ti Composite Coatings
2.3. Phase and Microstructure Analysis
2.4. High Temperature Oxidation Tests
3. Results
3.1. XRD Results
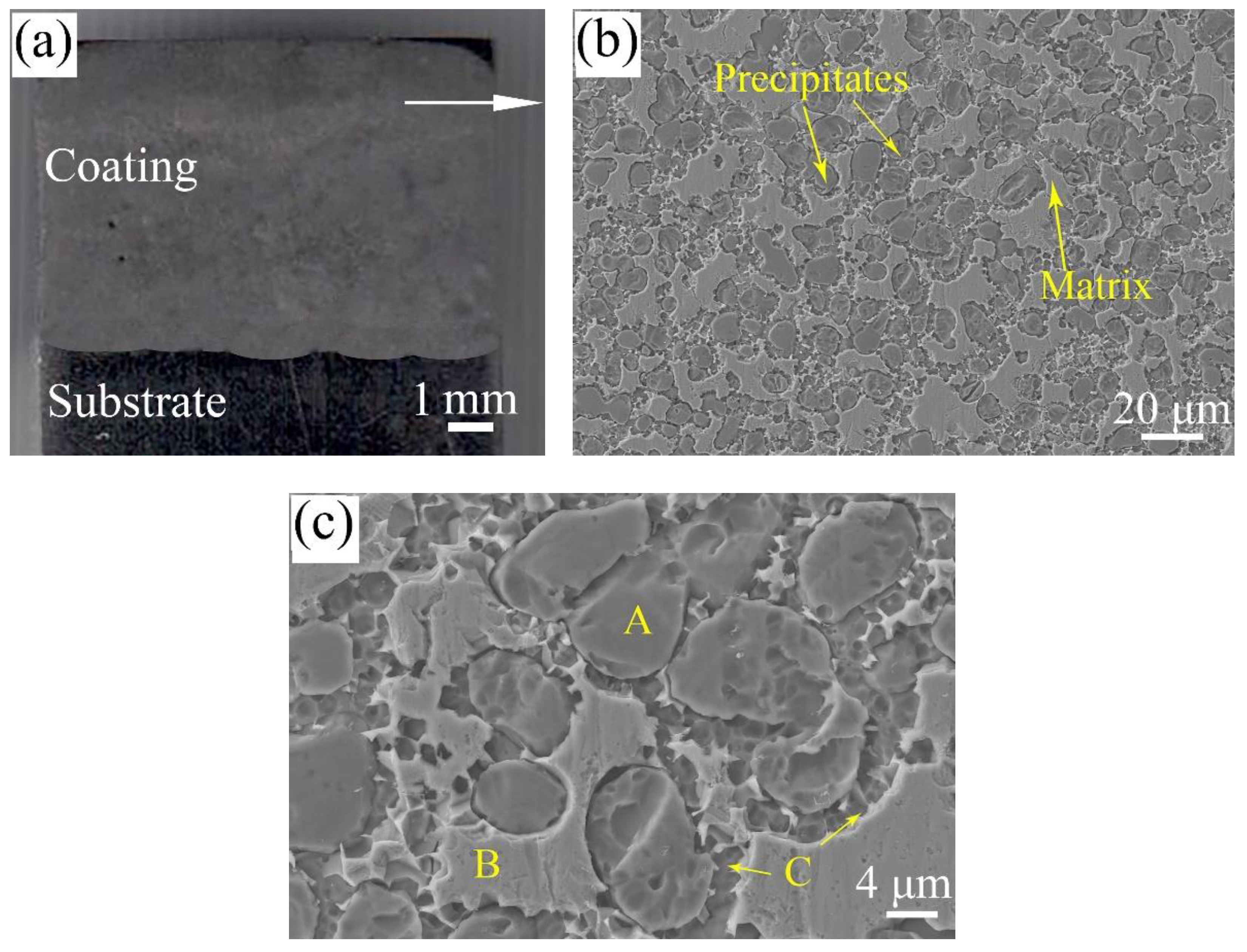
3.2. Microstructure Features
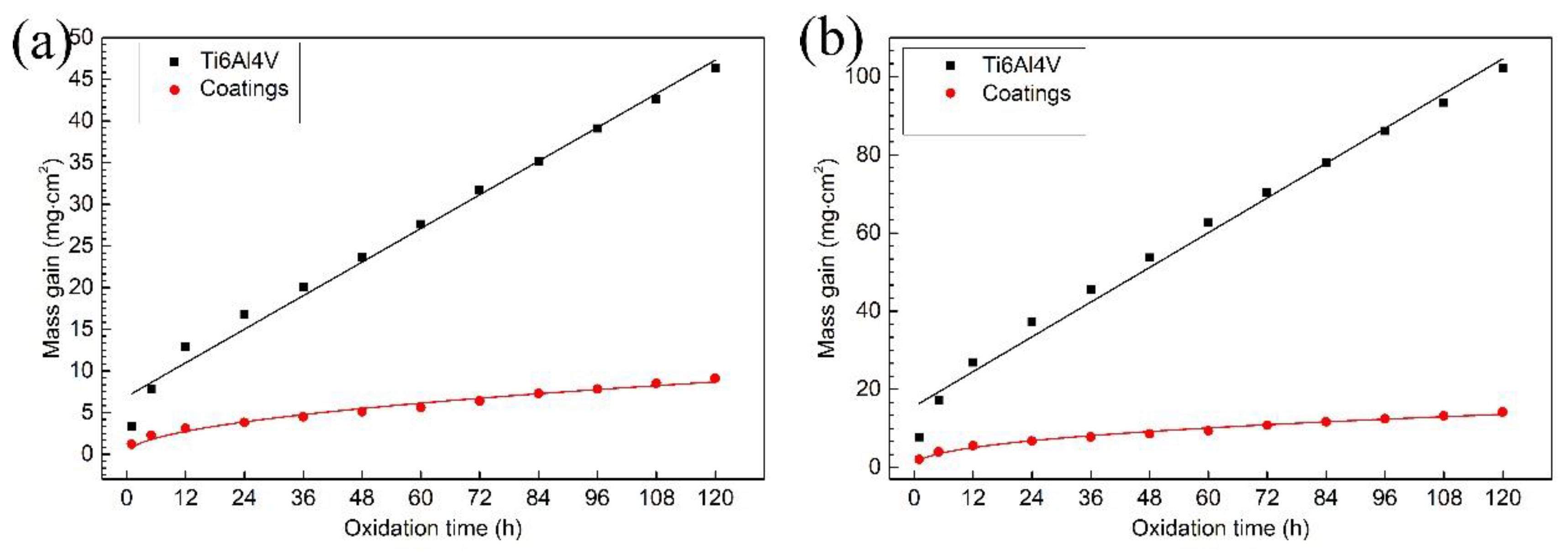
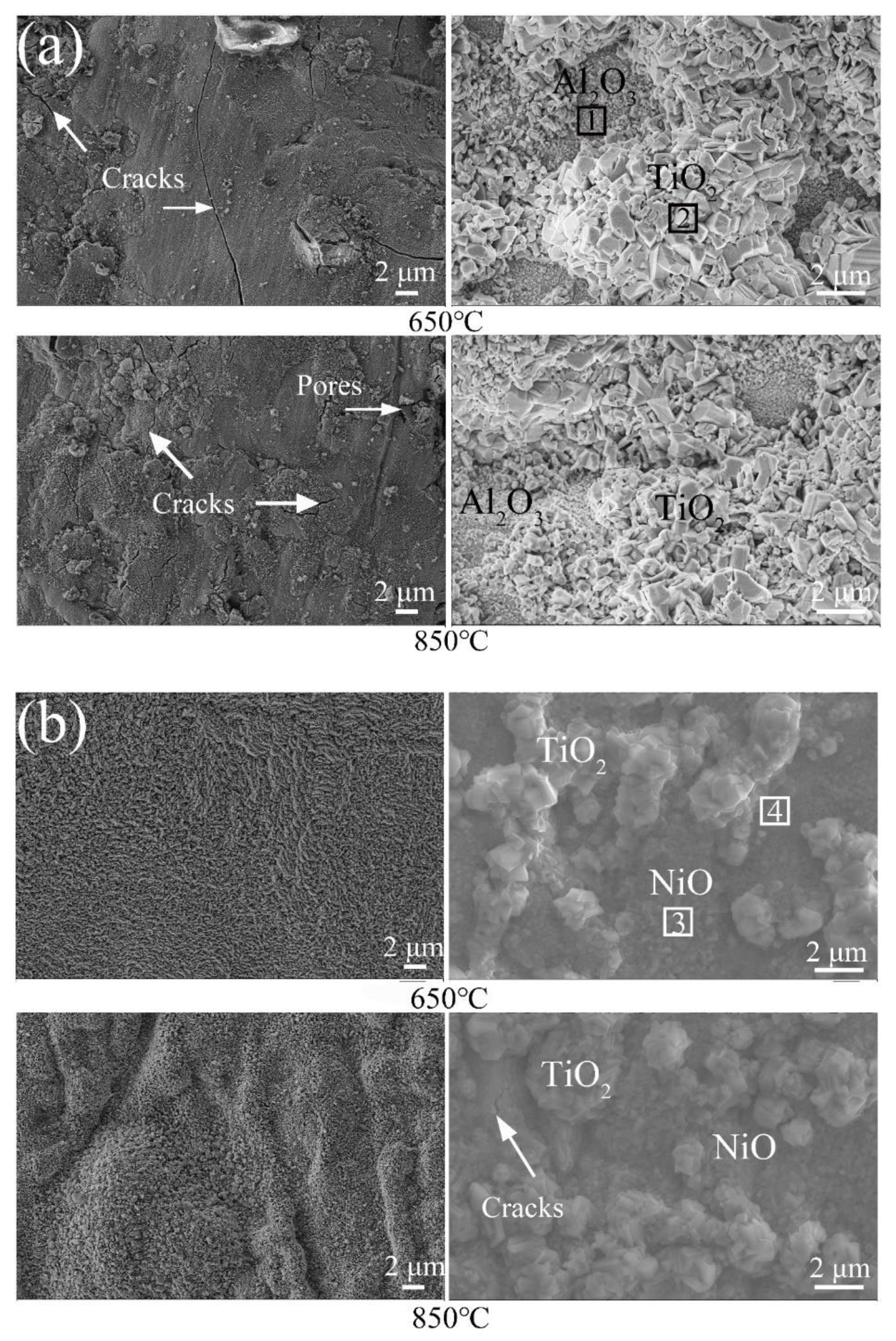
3.3. High Temperature Oxidation
4. Conclusions
- (1)
- In-situ synthesized TiN-Ti composite coatings were obtained by plasma transferred arc welding. The in-situ reactions of reinforced particles could proceed smoothly because the powders were fully exposed to nitrogen gas, which was used as the transport gas.
- (2)
- In-situ TiN particles were uniformly distributed in a Ti matrix. A small number of Nb powders entered into in-situ TiN particles, and other Nb atoms dissolved in the Ti matrix.
- (3)
- Due to the compact and smooth oxidation film, the composite coatings exhibited superior high temperature oxidation resistance than Ti6Al4V alloy both at 650 °C and at 850 °C.
Author Contributions
Funding
Conflicts of Interest
References
- Lin, N.; Huang, X.; Zhang, X.; Fan, A.; Qin, L.; Tang, B. In vitro assessments on bacterial adhesion and corrosion performance of TiN coating on Ti6Al4V titanium alloy synthesized by multi-arc ion plating. Appl. Surf. Sci. 2012, 258, 7047–7051. [Google Scholar] [CrossRef]
- Ochonogor, O.; Meacock, C.; Abdulwahab, M.; Pityana, S.; Popoola, A. Effects of Ti and TiC ceramic powder on laser-cladded Ti–6Al–4V in situ intermetallic composite. Appl. Surf. Sci. 2012, 263, 591–596. [Google Scholar] [CrossRef]
- Tran, H.-S.; Tchuindjang, J.; Paydas, H.; Mertens, A.; Jardin, R.; Duchêne, L.; Carrus, R.; Lecomte-Beckers, J.; Habraken, A. 3D thermal finite element analysis of laser cladding processed Ti-6Al-4V part with microstructural correlations. Mater. Des. 2017, 128, 130–142. [Google Scholar] [CrossRef]
- Lan, X.; Wu, H.; Liu, Y.; Zhang, W.; Li, R.; Chen, S.; Zai, X.; Hu, T. Microstructures and tribological properties of laser cladded Ti-based metallic glass composite coatings. Mater. Charact. 2016, 120, 82–89. [Google Scholar] [CrossRef]
- Castany, P.; Besse, M.; Gloriant, T. In situ TEM study of dislocation slip in a metastable β titanium alloy. Scr. Mater. 2012, 66, 371–373. [Google Scholar] [CrossRef]
- Yang, Y.; Yao, W.; Zhang, H. Phase constituents and mechanical properties of laser in-situ synthesized TiCN/TiN composite coating on Ti-6Al-4V. Surf. Coat. Technol. 2010, 205, 620–624. [Google Scholar] [CrossRef]
- Lin, X.; Yue, T.M.; Yang, H.; Huang, W. Microstructure and phase evolution in laser rapid forming of a functionally graded Ti–Rene88DT alloy. Acta Mater. 2006, 54, 1901–1915. [Google Scholar] [CrossRef]
- Fu, Y.; Zhang, X.; Sui, J.-F.; Tu, S.-T.; Xuan, F.-Z.; Wang, Z.-D. Microstructure and wear resistance of one-step in-situ synthesized TiN/Al composite coatings on Ti6Al4V alloy by a laser nitriding process. Opt. Laser Technol. 2015, 67, 78–85. [Google Scholar] [CrossRef]
- Patel, P.; Jamnapara, N.; Zala, A.B.; Kahar, S. Investigation of hot-dip aluminized Ti6Al4V alloy processed by different thermal treatments in an oxidizing atmosphere. Surf. Coat. Technol. 2020, 385, 125323. [Google Scholar] [CrossRef]
- Jeng, S.-C. Oxidation behavior and microstructural evolution of hot-dipped aluminum coating on Ti-6Al-4V alloy at 800 °C. Surf. Coat. Technol. 2013, 235, 867–874. [Google Scholar] [CrossRef]
- Song, C.; Liu, M.; Deng, Z.-Q.; Niu, S.-P.; Deng, C.-M.; Liao, H.-L. A novel method for in-situ synthesized TiN coatings by plasma spray-physical vapor deposition. Mater. Lett. 2018, 217, 127–130. [Google Scholar] [CrossRef]
- Zhang, X.; Liu, Z.; Xu, J.; Xuan, F.; Wang, Z.; Tu, S. Synthesis of TiN/Ti3Al composite coatings on Ti6Al4V alloy by plasma spraying and laser nitriding. Surf. Coat. Technol. 2013, 228, S107–S110. [Google Scholar] [CrossRef]
- Hager, C.; Sanders, J.; Sharma, S. Unlubricated gross slip fretting wear of metallic plasma-sprayed coatings for Ti6Al4V surfaces. Wear 2008, 265, 439–451. [Google Scholar] [CrossRef]
- Huang, C.; Zhang, Y.; Vilar, R.; Shen, J. Dry sliding wear behavior of laser clad TiVCrAlSi high entropy alloy coatings on Ti–6Al–4V substrate. Mater. Des. 2012, 41, 338–343. [Google Scholar] [CrossRef]
- Sun, R.; Lei, Y.W.; Niu, W. Laser clad TiC reinforced NiCrBSi composite coatings on Ti–6Al–4V alloy using a CW CO2 laser. Surf. Coat. Technol. 2009, 203, 1395–1399. [Google Scholar] [CrossRef]
- Lu, X.; Liu, X.-B.; Yu, P.-C.; Fu, G.-Y.; Zhu, G.-X.; Wang, Y.-G.; Chen, Y. Effects of annealing on laser clad Ti2SC/CrS self-lubricating anti-wear composite coatings on Ti6Al4V alloy: Microstructure and tribology. Tribol. Int. 2016, 101, 356–363. [Google Scholar] [CrossRef]
- Gao, Q.; Yan, H.; Qin, Y.; Zhang, P.; Guo, J.; Chen, Z.; Yu, Z. Laser cladding Ti-Ni/TiN/TiW+TiS/WS2 self-lubricating wear resistant composite coating on Ti-6Al-4V alloy. Opt. Laser Technol. 2019, 113, 182–191. [Google Scholar] [CrossRef]
- Weng, F.; Yu, H.; Chen, C.; Dai, J. Microstructures and wear properties of laser cladding Co-based composite coatings on Ti–6Al–4V. Mater. Des. 2015, 80, 174–181. [Google Scholar] [CrossRef]
- Pillai, R.S.; Frasnelli, M.; Sglavo, V.M. HA/β-TCP plasma sprayed coatings on Ti substrate for biomedical applications. Ceram. Int. 2018, 44, 1328–1333. [Google Scholar] [CrossRef]
- Feng, S.-R.; Tang, H.-B.; Zhang, S.-Q.; Wang, H.-M. Microstructure and wear resistance of laser clad TiB–TiC/TiNi–Ti2Ni intermetallic coating on titanium alloy. Trans. Nonferrous Met. Soc. China 2012, 22, 1667–1673. [Google Scholar] [CrossRef]
- Zhao, G.-H.; Liang, X.; Kim, B.; Rivera-Díaz-Del-Castillo, P. Modelling strengthening mechanisms in beta-type Ti alloys. Mater. Sci. Eng. A 2019, 756, 156–160. [Google Scholar] [CrossRef]
- Pougoum, F.; Schmitt, T.; Martinu, L.; Klemberg-Sapieha, J.-E.; Savoie, S.; Schulz, R. Wear behavior of Fe3Al-TiN-TiB2 HVOF coatings: A comparative study. Ceram. Int. 2017, 43, 8040–8050. [Google Scholar] [CrossRef]
- Liu, H.; Zhang, X.; Jiang, Y.; Zhou, R. Microstructure and high temperature oxidation resistance of in-situ synthesized TiN/Ti3Al intermetallic composite coatings on Ti6Al4V alloy by laser cladding process. J. Alloys Compd. 2016, 670, 268–274. [Google Scholar] [CrossRef]
- Li, Q.; Lei, Y.; Fu, H. Growth mechanism, distribution characteristics and reinforcing behavior of (Ti, Nb)C particle in laser cladded Fe-based composite coating. Appl. Surf. Sci. 2014, 316, 610–616. [Google Scholar] [CrossRef]
- Han, T.; Xiao, M.; Zhang, Y.; Shen, Y. Effects of graphite and graphene spatial structure on the TiC crystal structure and the properties of composite coatings. Surf. Coat. Technol. 2019, 377, 124909. [Google Scholar] [CrossRef]
- Lv, Y.; Li, J.; Tao, Y.; Hu, L. High-temperature wear and oxidation behaviors of TiNi/Ti2Ni matrix composite coatings with TaC addition prepared on Ti6Al4V by laser cladding. Appl. Surf. Sci. 2017, 402, 478–494. [Google Scholar] [CrossRef]
- Li, Y.; Katsui, H.; Goto, T. Spark plasma sintering of TiC–ZrC composites. Ceram. Int. 2015, 41, 7103–7108. [Google Scholar] [CrossRef]
- Guo, W.; Wang, H.; Peng, P.; Song, B.; Zhang, H.; Shao, T.; Huan, H.; Qiao, H.; Qu, G.; Zhu, D.; et al. Effect of laser shock processing on oxidation resistance of laser additive manufactured Ti6Al4V titanium alloy. Corros. Sci. 2020, 170, 108655. [Google Scholar] [CrossRef]
- Wei, D.; Zhang, P.; Yao, Z.; Wei, X.-F.; Zhou, J.; Chen, X. Preparation and high-temperature oxidation behavior of plasma Cr–Ni alloying on Ti6Al4V alloy based on double glow plasma surface metallurgy technology. Appl. Surf. Sci. 2016, 388, 571–578. [Google Scholar] [CrossRef]
- Chen, J.; Dong, Y.; Wan, L.; Yang, Y.; Chu, Z.; Zhang, J.; He, J.; Li, D. Effect of induction remelting on the microstructure and properties of in situ TiN-reinforced NiCrBSi composite coatings. Surf. Coat. Technol. 2018, 340, 159–166. [Google Scholar] [CrossRef]
- Chicardi, E.; Córdoba, J.; Gotor, F. Kinetics of high-temperature oxidation of (Ti,Ta)(C,N)-based cermets. Corros. Sci. 2016, 102, 168–177. [Google Scholar] [CrossRef]
- Zhu, L.; Zhang, Y.; Hu, T.; Leicht, P.; Liu, Y. Oxidation resistance and thermal stability of Ti(C,N) and Ti(C,N,O) coatings deposited by chemical vapor deposition. Int. J. Refract. Met. Hard Mater. 2016, 54, 295–303. [Google Scholar] [CrossRef]
- Yang, Q.; Xiong, W.; Li, S.; Yao, Z.; Chen, X. Early high temperature oxidation behaviour of Ti(C,N)-based cermets in air. Corros. Sci. 2010, 52, 3205–3211. [Google Scholar] [CrossRef]
- Chicardi, E.; Córdoba, J.; Gotor, F.J. High temperature oxidation resistance of (Ti,Ta)(C,N)-based cermets. Corros. Sci. 2016, 102, 125–136. [Google Scholar] [CrossRef]
- Kang, X.; Lin, N.; He, Y.; Zhang, M. Influence of ZrC addition on the microstructure, mechanical properties and oxidation resistance of Ti(C,N)-based cermets. Ceram. Int. 2018, 44, 11151–11159. [Google Scholar] [CrossRef]
- Liu, X.-B.; Wang, H.-M. Microstructure, wear and high-temperature oxidation resistance of laser clad Ti5Si3/γ/TiSi composite coatings on γ-TiAl intermetallic alloy. Surf. Coat. Technol. 2006, 200, 4462–4470. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
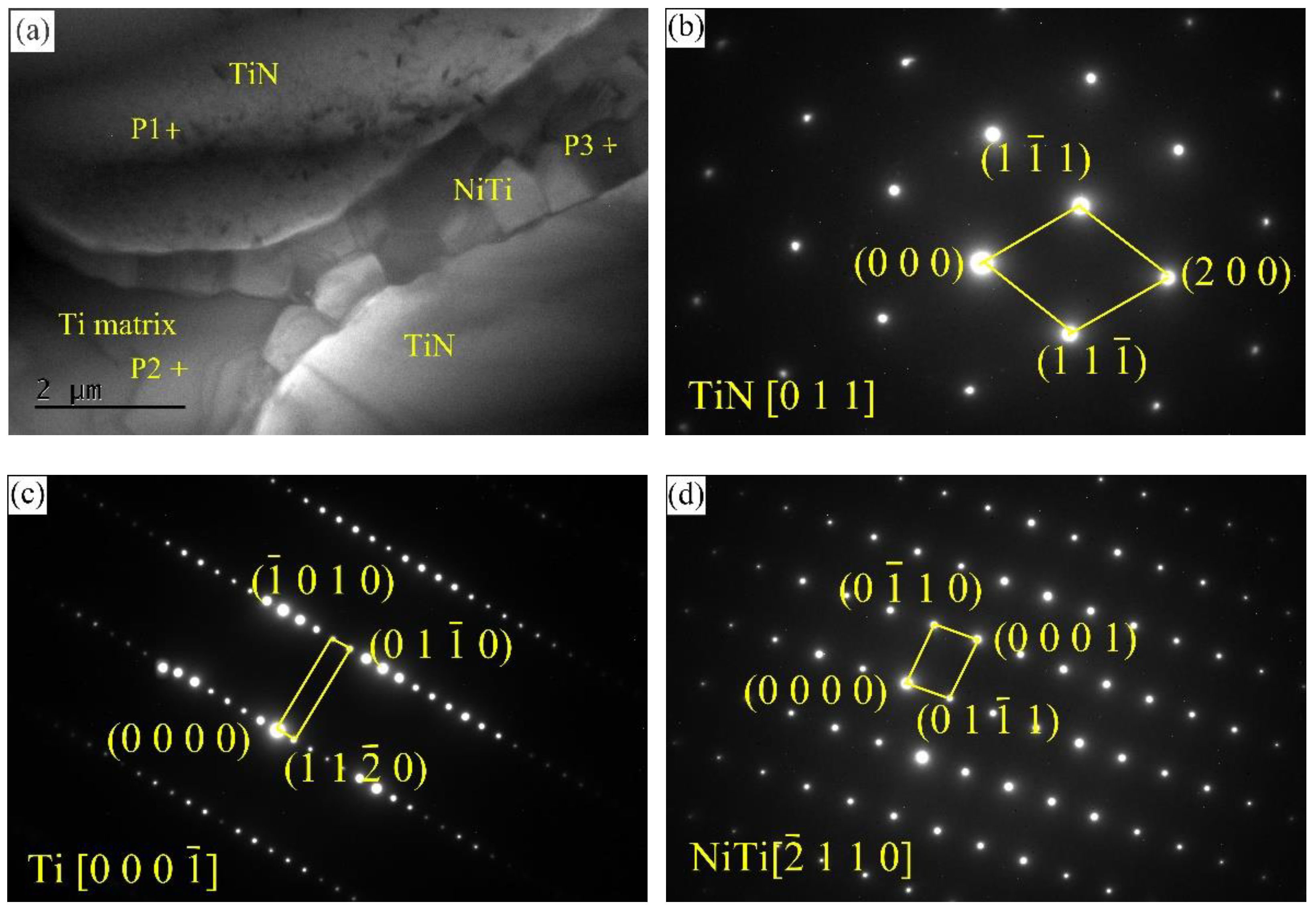
| Marked Locations | Ti (at.%) | Cr (at.%) | Ni (at.%) | Nb (at.%) | N (at.%) |
|---|---|---|---|---|---|
| P1 | 55.14 | - | - | 5.65 | 39.21 |
| P2 | 63.19 | 12.47 | 1.03 | 18.64 | 4.67 |
| P3 | 51.91 | 2.16 | 43.69 | 2.24 | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, M.; Shi, B.; Huang, S.; Qin, X.; Feng, Y.; Yu, Z. Microstructure Features and High Temperature Oxidation Resistance of In-Situ TiN-Ti Composite Coatings by Plasma Transferred Arc Welding. Materials 2020, 13, 4882. https://doi.org/10.3390/ma13214882
Chen M, Shi B, Huang S, Qin X, Feng Y, Yu Z. Microstructure Features and High Temperature Oxidation Resistance of In-Situ TiN-Ti Composite Coatings by Plasma Transferred Arc Welding. Materials. 2020; 13(21):4882. https://doi.org/10.3390/ma13214882
Chicago/Turabian StyleChen, Mengying, Baoming Shi, Shiming Huang, Xuefei Qin, Yuan Feng, and Zhaorui Yu. 2020. "Microstructure Features and High Temperature Oxidation Resistance of In-Situ TiN-Ti Composite Coatings by Plasma Transferred Arc Welding" Materials 13, no. 21: 4882. https://doi.org/10.3390/ma13214882
APA StyleChen, M., Shi, B., Huang, S., Qin, X., Feng, Y., & Yu, Z. (2020). Microstructure Features and High Temperature Oxidation Resistance of In-Situ TiN-Ti Composite Coatings by Plasma Transferred Arc Welding. Materials, 13(21), 4882. https://doi.org/10.3390/ma13214882