Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images

 ,
,  ,
, 
Abstract
:1. Introduction
2. Methods
2.1. Experimental Database
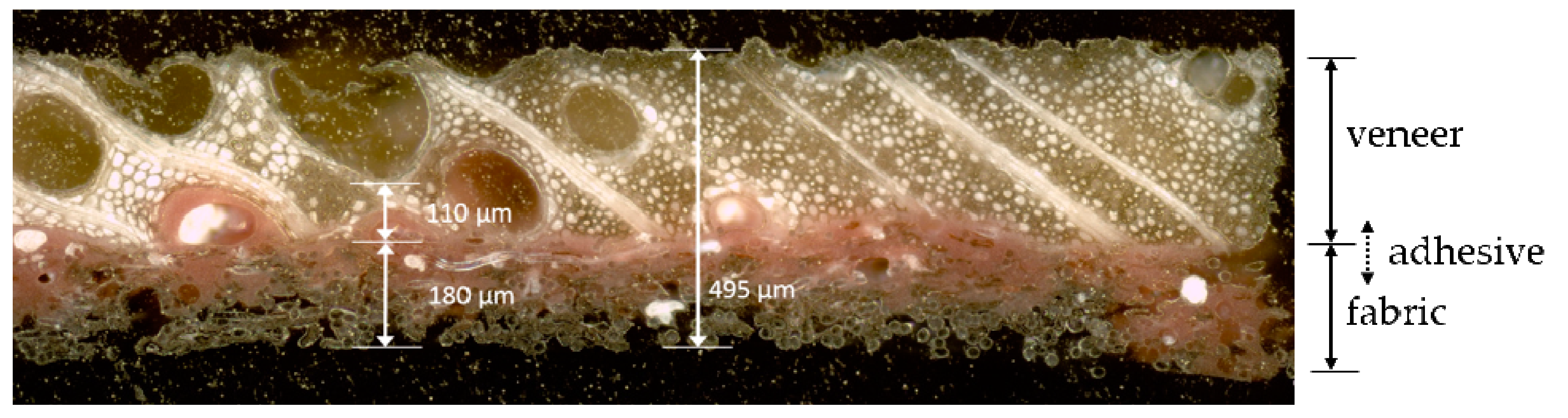
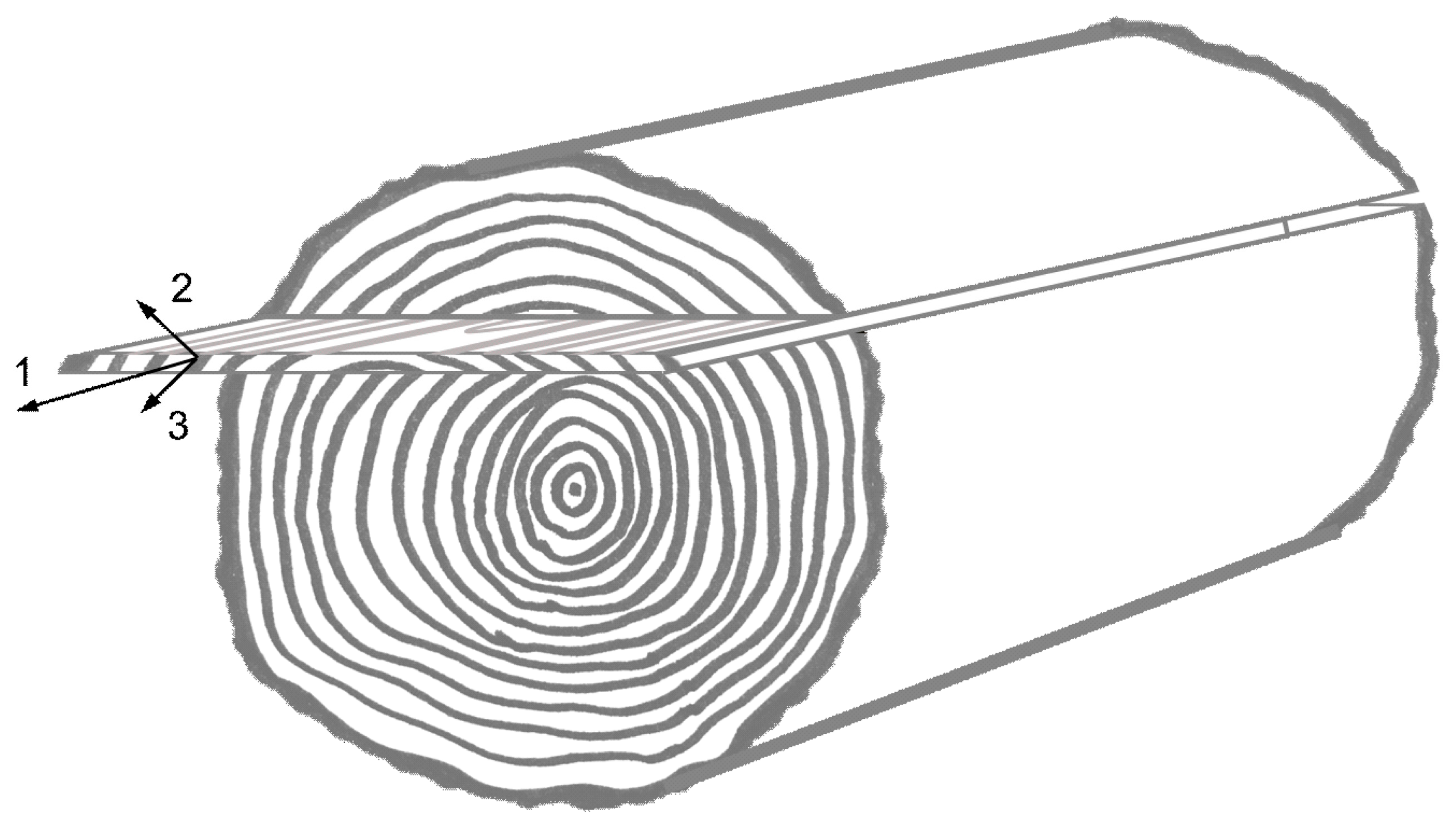
2.1.1. Material Composition and Testing Methods
2.1.2. Tensile Properties
2.2. Material Model
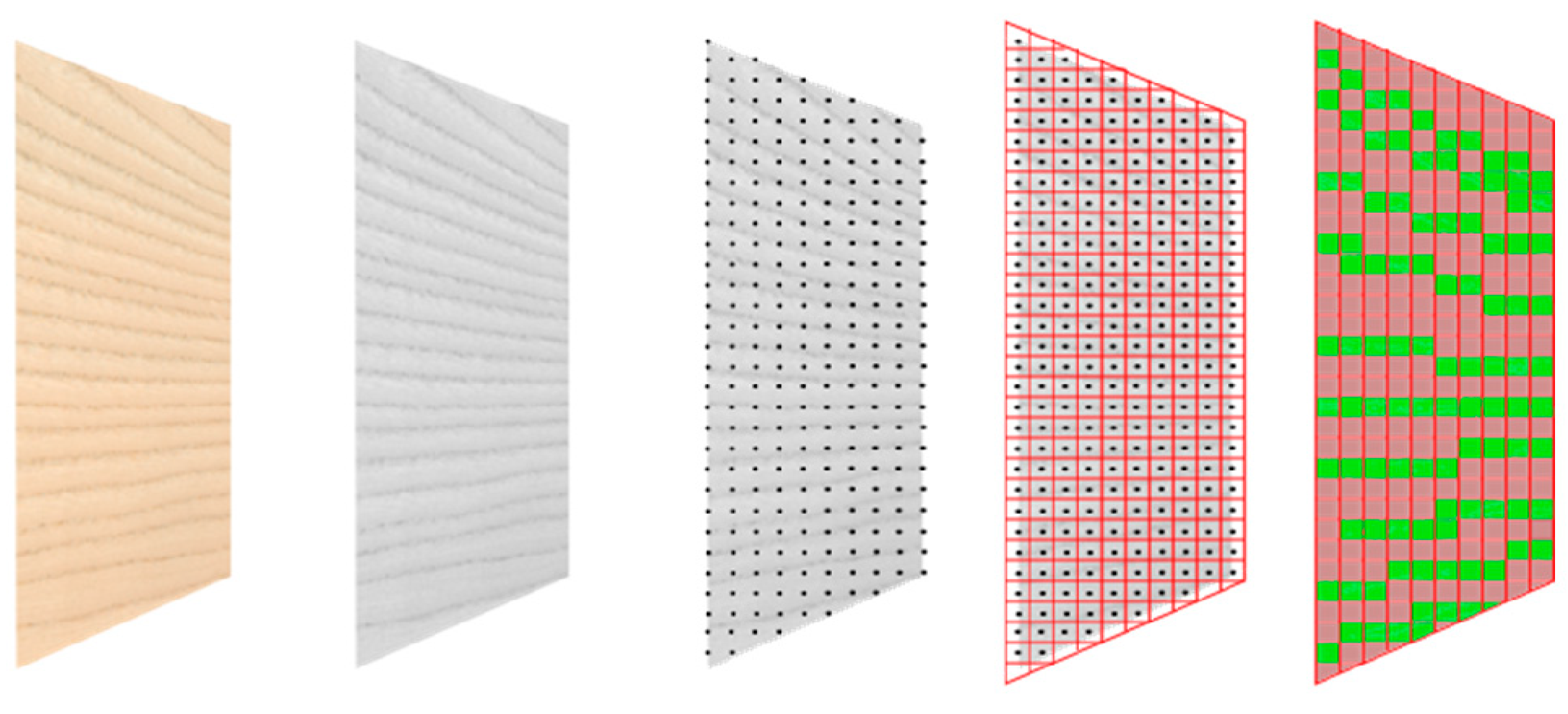
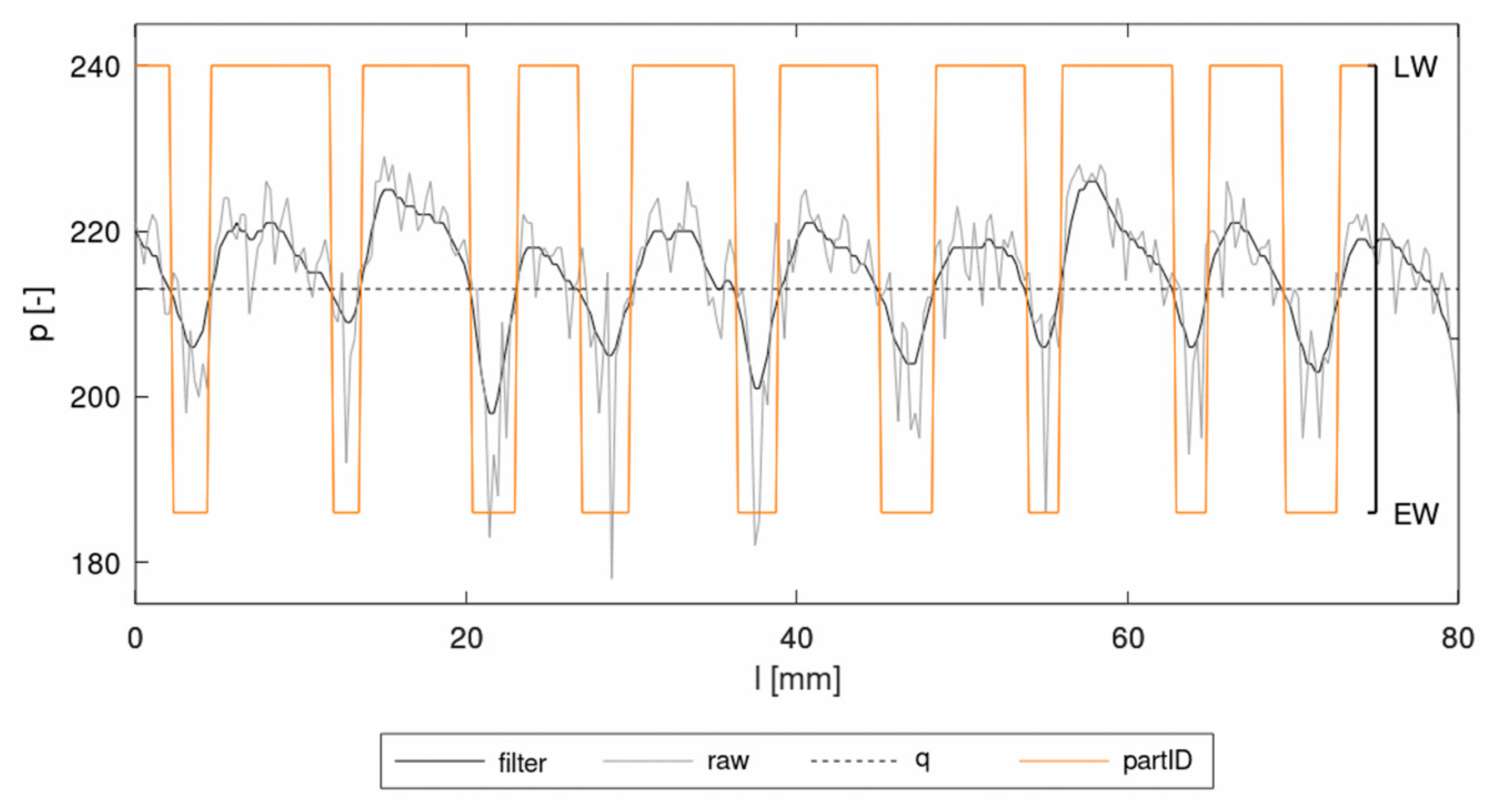
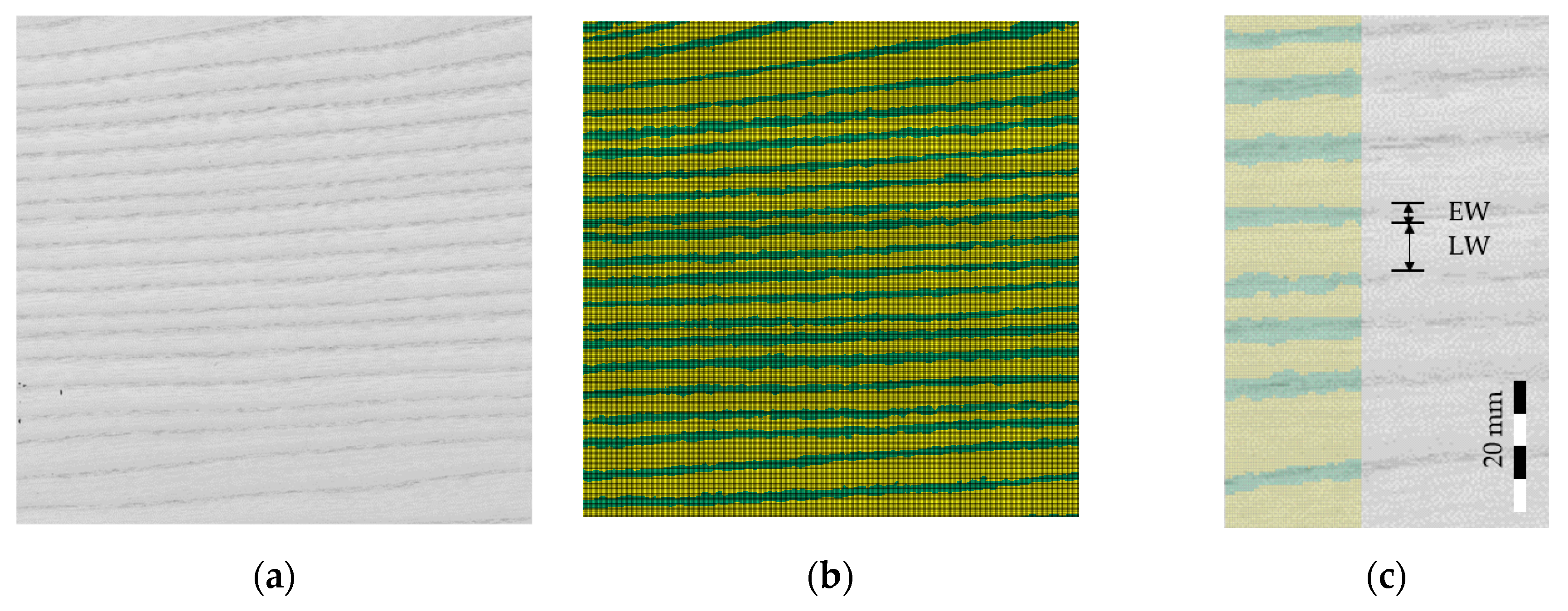
2.3. Modelling Strategy by Grayscale Mapping
2.4. Identification of Local Material Parameters
3. Results
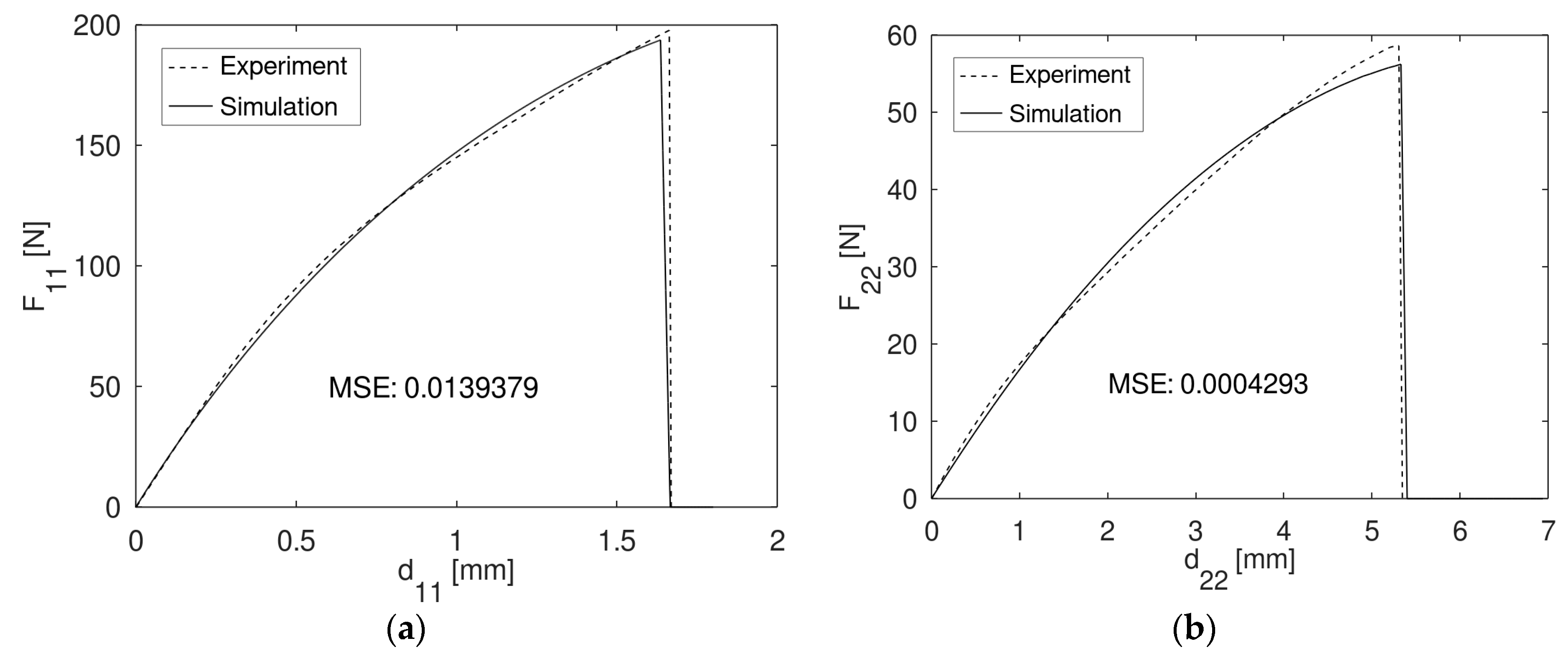
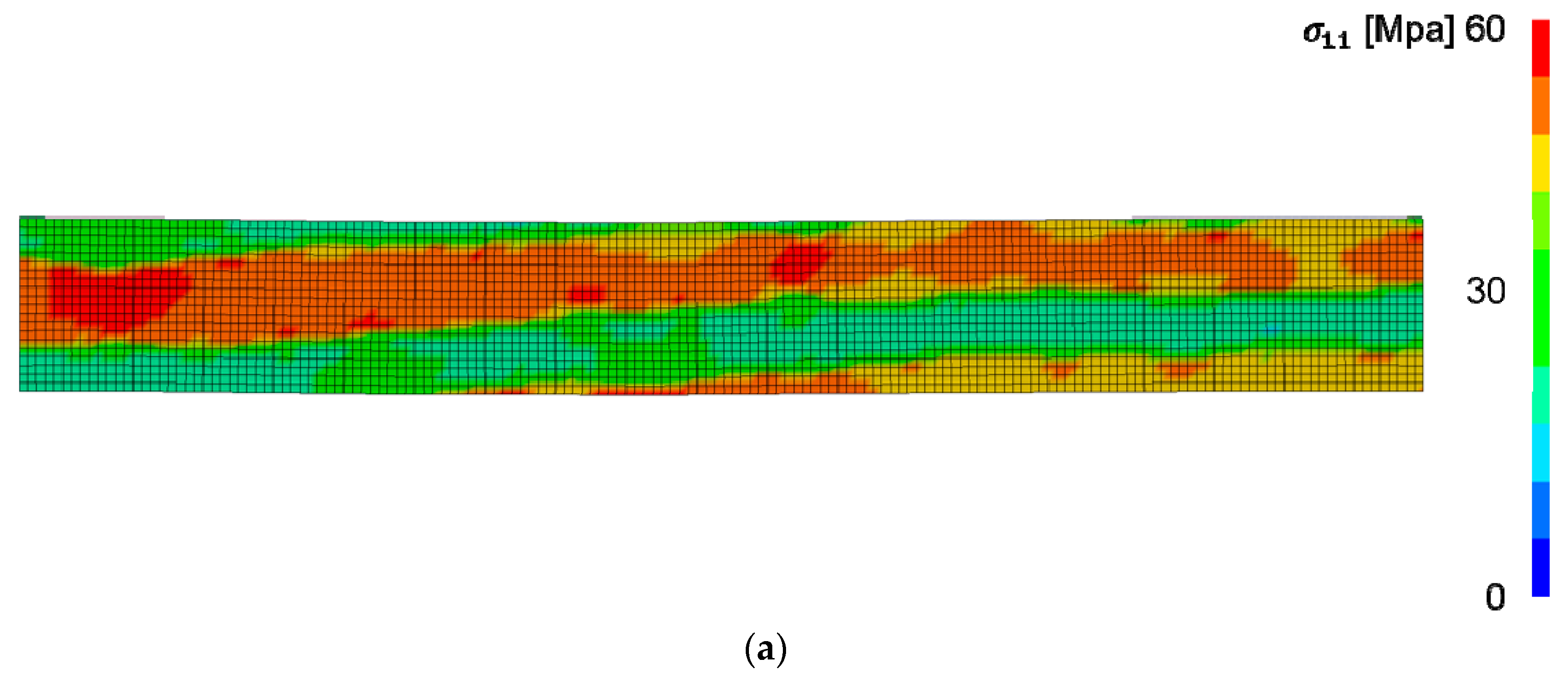
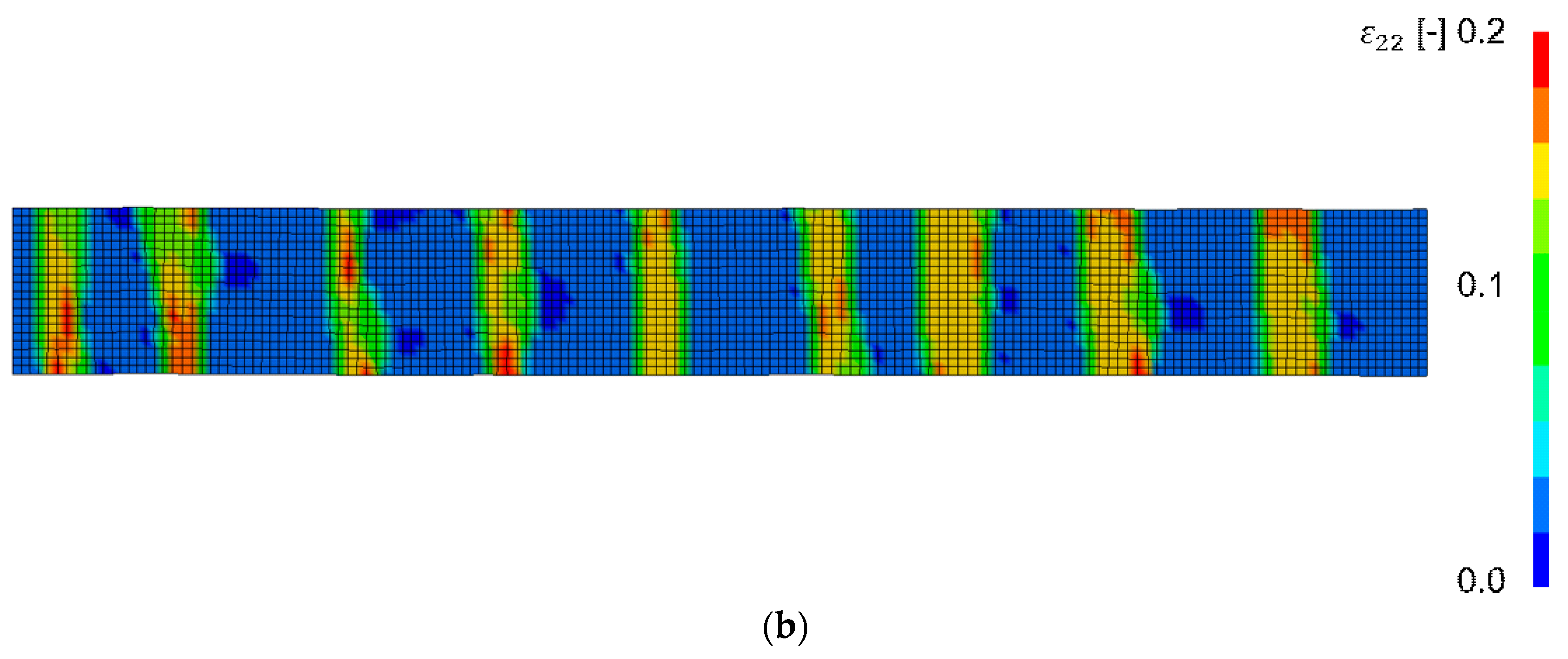
3.1. Model Calibration
3.2. Stochastic Analysis
4. Summary and Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Bellair, B. Beschreibung des Anisotropen Materialverhaltens von Rotbuchenfurnier als Basis für Rechnergestützte Umformsimulationen; Zugl.: Ilmenau, Techn. Univ., Diss., 2012; Shaker: Aachen, Germany, 2013; ISBN 9783844018004. [Google Scholar]
- Lukacevic, M.; Füssl, J.; Eberhardsteiner, J. Discussion of common and new indicating properties for the strength grading of wooden boards. Wood Sci. Technol. 2015, 49, 551–576. [Google Scholar] [CrossRef]
- Füssl, J.; Kandler, G.; Eberhardsteiner, J. Application of stochastic finite element approaches to wood-based products. Arch. Appl. Mech. 2016, 86, 89–110. [Google Scholar] [CrossRef]
- Graf, W.; Kaliske, M.; Leichsenring, F.; Jenkel, C. Numerical simulation of wooden structures with polymorphic uncertainty in material properties. IJRS 2018, 12, 24. [Google Scholar] [CrossRef]
- Müllerschön, H.; Lorenz, D.; Roll, K. Reliability based design optimization with LS-OPT for a metal forming application. In Proceedings of the 6th German LS-DYNA Forum, Frankenthal, Germany, 11–12 October 2007. [Google Scholar]
- Kandler, G.; Lukacevic, M.; Füssl, J. An algorithm for the geometric reconstruction of knots within timber boards based on fibre angle measurements. Constr. Build. Mater. 2016, 124, 945–960. [Google Scholar] [CrossRef]
- Lukacevic, M.; Kandler, G.; Hu, M.; Olsson, A.; Füssl, J. A 3D model for knots and related fiber deviations in sawn timber for prediction of mechanical properties of boards. Mater. Des. 2019, 166, 107617. [Google Scholar] [CrossRef]
- Füssl, J.; Lukacevic, M.; Pillwein, S.; Pottmann, H. Computational Mechanical Modelling of Wood—From Microstructural Characteristics Over Wood-Based Products to Advanced Timber Structures. In Digital Wood Design; Springer: Cham, Switzerland, 2019; Volume 24, pp. 639–673. [Google Scholar] [CrossRef]
- Qing, H.; Mishnaevsky, L. 3D hierarchical computational model of wood as a cellular material with fibril reinforced, heterogeneous multiple layers. Mech. Mater. 2009, 41, 1034–1049. [Google Scholar] [CrossRef]
- Lukacevic, M.; Füssl, J.; Lampert, R. Failure mechanisms of clear wood identified at wood cell level by an approach based on the extended finite element method. Eng. Fract. Mech. 2015, 144, 158–175. [Google Scholar] [CrossRef]
- Lukacevic, M.; Lederer, W.; Füssl, J. A microstructure-based multisurface failure criterion for the description of brittle and ductile failure mechanisms of clear-wood. Eng. Fract. Mech. 2017, 176, 83–99. [Google Scholar] [CrossRef]
- Liebold, C.; Haufe, A. Mapping-Übertragung der Ergebnisse der Prozesssimulation auf die Struktursimulation. In Der Digitale Prototyp: Ganzheitlicher Digitaler Prototyp im Leichtbau für die Großserienproduktion; Dittmann, J., Middendorf, P., Eds.; Springer: Berlin/Heidelberg, Germany, 2019; pp. 83–93. ISBN 978-3-662-58957-1. [Google Scholar]
- Nutini, M.; Vitali, M. Interactive failure criteria for glass fibre reinforced polypropylene: Validation on an industrial part. Int. J. Crashworthiness 2019, 24, 24–38. [Google Scholar] [CrossRef]
- Zerbst, D.; Affronti, E.; Gereke, T.; Buchelt, B.; Clauß, S.; Merklein, M.; Cherif, C. Experimental analysis of the forming behavior of ash wood veneer with nonwoven backings. Eur. J. Wood Prod. 2020, 65, 107. [Google Scholar] [CrossRef] [Green Version]
- Buchelt, B.; Wagenführ, A. Influence of the adhesive layer on the mechanical properties of thin veneer-based composite materials. Eur. J. Wood Prod. 2010, 68, 475–477. [Google Scholar] [CrossRef] [Green Version]
- Grimsel, M. Mechanisches Verhalten von Holz. Struktur- und Parameteridentifikation Eines Anisotropen Werkstoffes; Zugl.: Dresden, Techn. Univ., Diss., 1999; w.e.b.-Univ.-Verl.: Dresden, Germany, 1999; ISBN 3-933592-66-6. [Google Scholar]
- Hashin, Z. Failure Criteria for Unidirectional Fiber Composites. J. Appl. Mech. 1980, 47, 329–334. [Google Scholar] [CrossRef]
- Schmidt, J.; Kaliske, M. Models for numerical failure analysis of wooden structures. Eng. Struct. 2009, 31, 571–579. [Google Scholar] [CrossRef]
- Mascia, N.T.; Simoni, R.A. Analysis of failure criteria applied to wood. Eng. Fail. Anal. 2013, 35, 703–712. [Google Scholar] [CrossRef]
- Matzenmiller, A.; Lubliner, J.; Taylor, R.L. A constitutive model for anisotropic damage in fiber-composites. Mech. Mater. 1995, 20, 125–152. [Google Scholar] [CrossRef]
- Baumann, G.; Hartmann, S.; Müller, U.; Kurzböck, C.; Feist, F. Comparison of the two material models 58, 143 in LS Dyna for modelling solid birch wood. In Proceedings of the 12th European LS-DYNA Conference, Koblenz, Germany, 14–16 May 2019. [Google Scholar]
- Liebold, C.; Zerbst, D.; Hedwig, M.; Hagmann, S. Bake-Hardening Effects, Arbitrary Image Data and Finite Pointset Analysis Results made Accessible with envyo. In Proceedings of the 12th European LS-DYNA Conference, Koblenz, Germany, 14–16 May 2019. [Google Scholar]
- Dietzel, A.; Raßbach, H.; Krichenbauer, R. Material Testing of Decorative Veneers and Different Approaches for Structural-Mechanical Modelling: Walnut Burl Wood and Multilaminar Wood Veneer. BioResources 2016, 11. [Google Scholar] [CrossRef]
- Riggio, M.; Sandak, J.; Franke, S. Application of imaging techniques for detection of defects, damage and decay in timber structures on-site. Constr. Build. Mater. 2015, 101, 1241–1252. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Loading Direction | |||
|---|---|---|---|
| ij | [MPa] | [MPa] | [-] |
| 11 | 3530 (11%) | 40 (7%) | 0.02 (22%) |
| 22 | 380 (7%) | 12 (3%) | 0.06 (7%) |
| Part | Parameter | Type | Unit | Range |
|---|---|---|---|---|
| LW | Variable | MPa | 3000–5000 | |
| Constant | MPa | 600 | ||
| Constant | - | 0.42 | ||
| Dependent | - | - | ||
| Variable | - | 0.01–0.04 | ||
| Variable | - | 0.08–0.15 | ||
| XT | Variable | MPa | 40–70 | |
| YT | Variable | MPa | 20–40 | |
| EW | Constant | MPa | 2000 | |
| Variable | MPa | 100–400 | ||
| Constant | - | 0.42 | ||
| Dependent | - | - | ||
| Variable | - | 0.03–0.08 | ||
| Variable | - | 0.15–0.3 | ||
| XT | Variable | MPa | 25–40 | |
| YT | Variable | MPa | 10–14 |
| Part | ||||||||
|---|---|---|---|---|---|---|---|---|
| [MPa] | [MPa] | [MPa] | [MPa] | [-] | [-] | [-] | [-] | |
| LW | 4452 | 600 | 61 | 27 | 0.039 | 0.116 | 0.42 | 0.05660 |
| EW | 2000 | 136 | 30 | 12 | 0.056 | 0.207 | 0.42 | 0.02856 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zerbst, D.; Liebold, C.; Gereke, T.; Haufe, A.; Clauß, S.; Cherif, C. Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images. Materials 2020, 13, 2993. https://doi.org/10.3390/ma13132993
Zerbst D, Liebold C, Gereke T, Haufe A, Clauß S, Cherif C. Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images. Materials. 2020; 13(13):2993. https://doi.org/10.3390/ma13132993
Chicago/Turabian StyleZerbst, David, Christian Liebold, Thomas Gereke, André Haufe, Sebastian Clauß, and Chokri Cherif. 2020. "Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images" Materials 13, no. 13: 2993. https://doi.org/10.3390/ma13132993
APA StyleZerbst, D., Liebold, C., Gereke, T., Haufe, A., Clauß, S., & Cherif, C. (2020). Modelling Inhomogeneity of Veneer Laminates with a Finite Element Mapping Method Based on Arbitrary Grayscale Images. Materials, 13(13), 2993. https://doi.org/10.3390/ma13132993