Superelastic Behavior of Ti-Nb Alloys Obtained by the Laser Engineered Net Shaping (LENS) Technique

 , ,
, ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
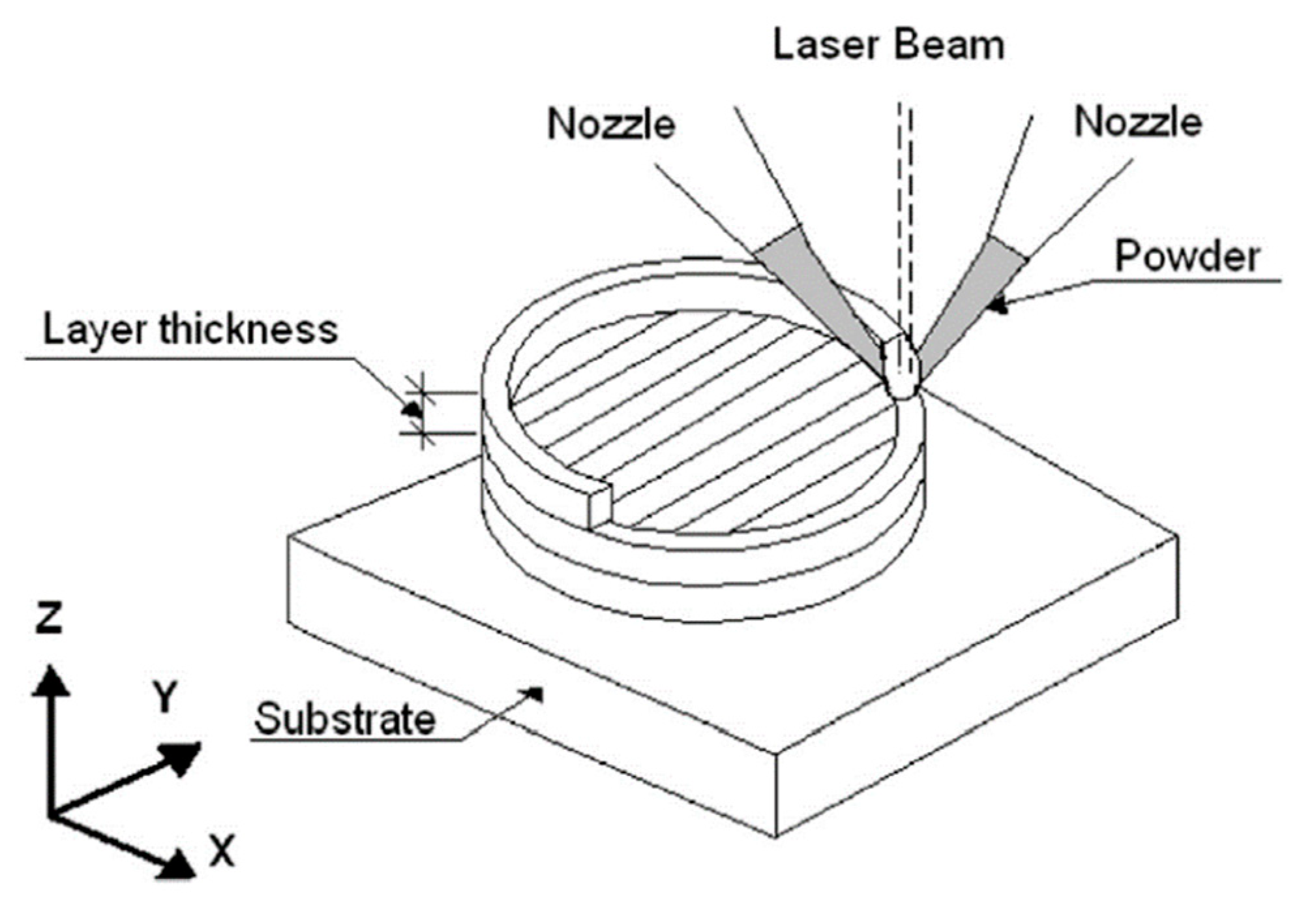
2.1. Material Fabrication
2.2. Material Characterization
3. Results and Discussion
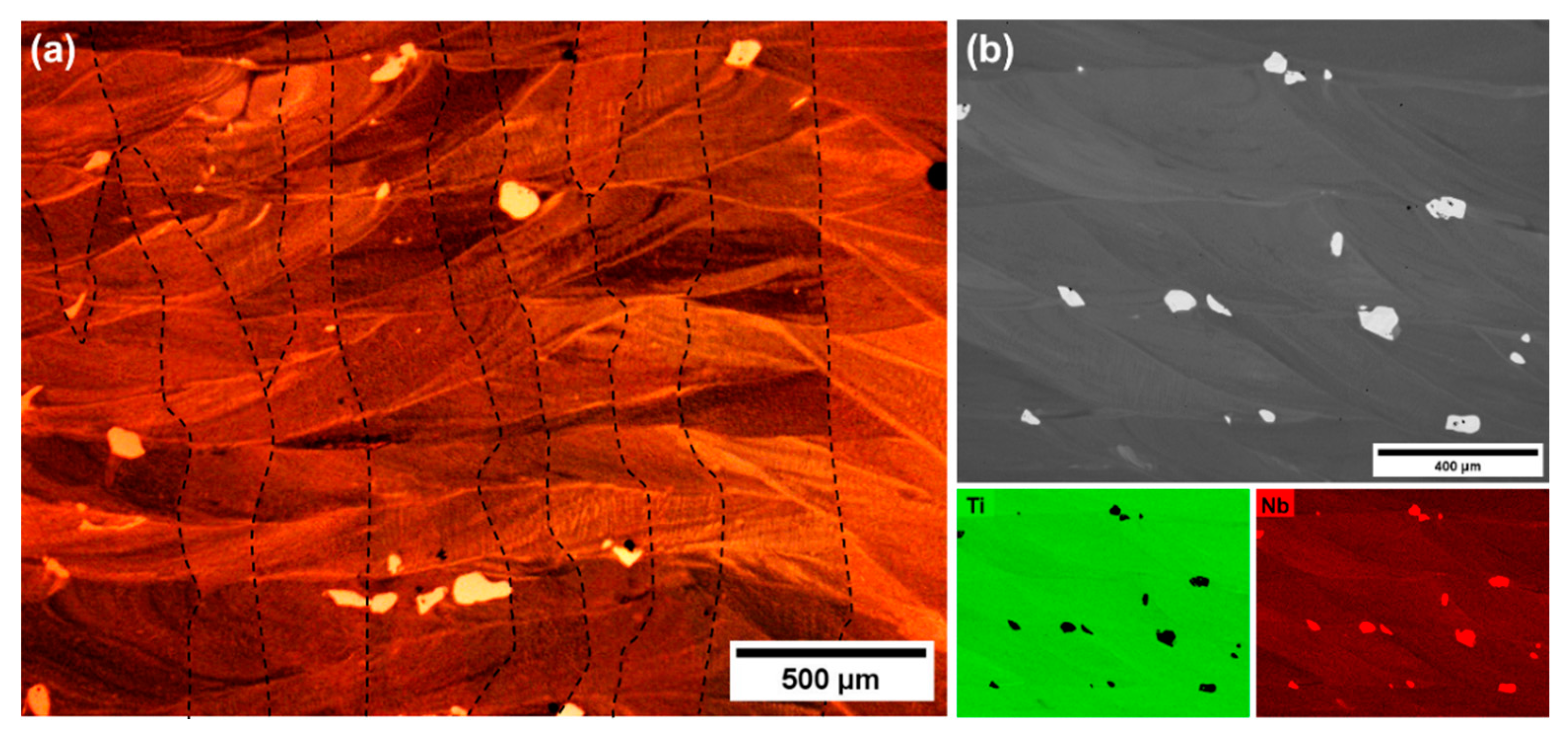
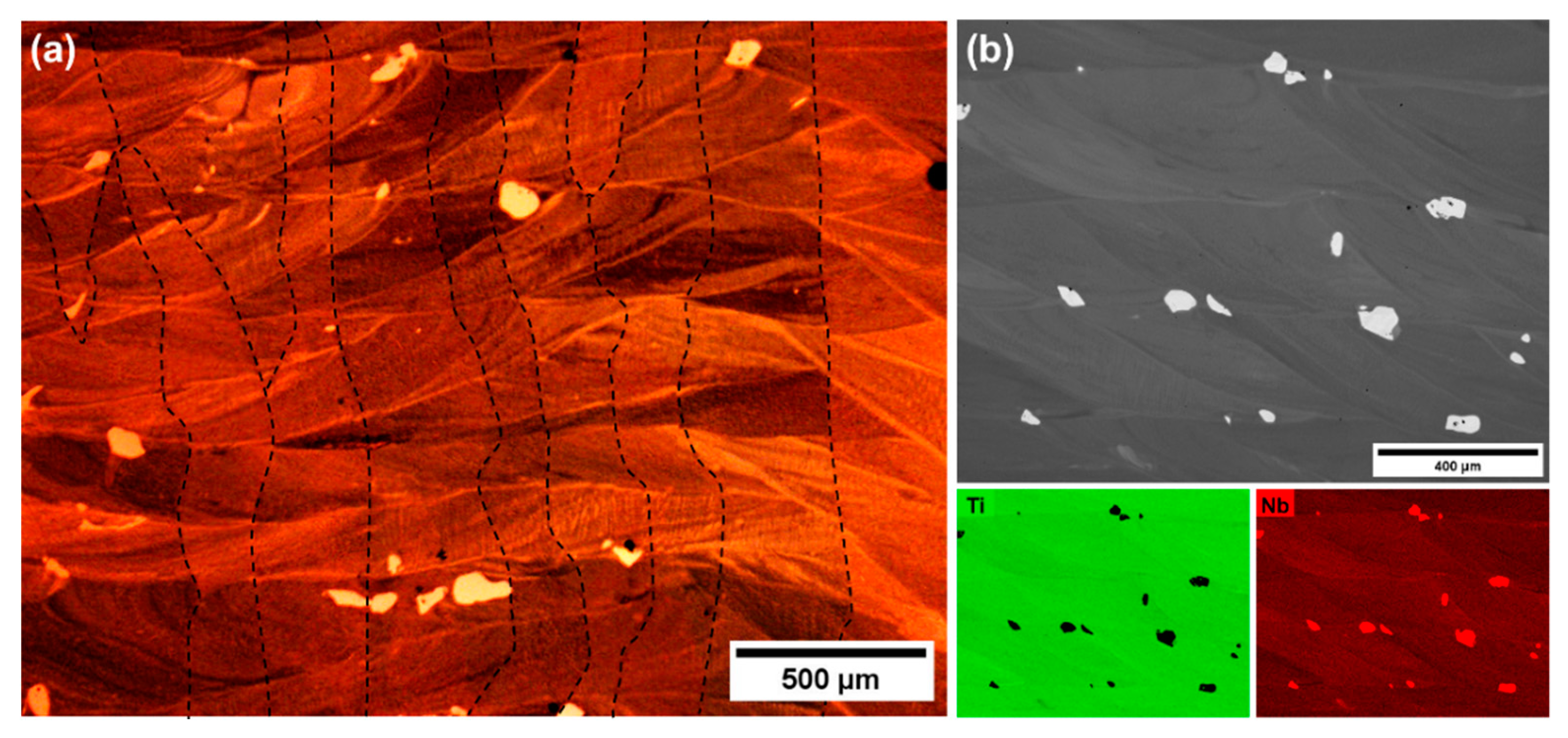
3.1. Microstructure of the As-Deposited Alloys
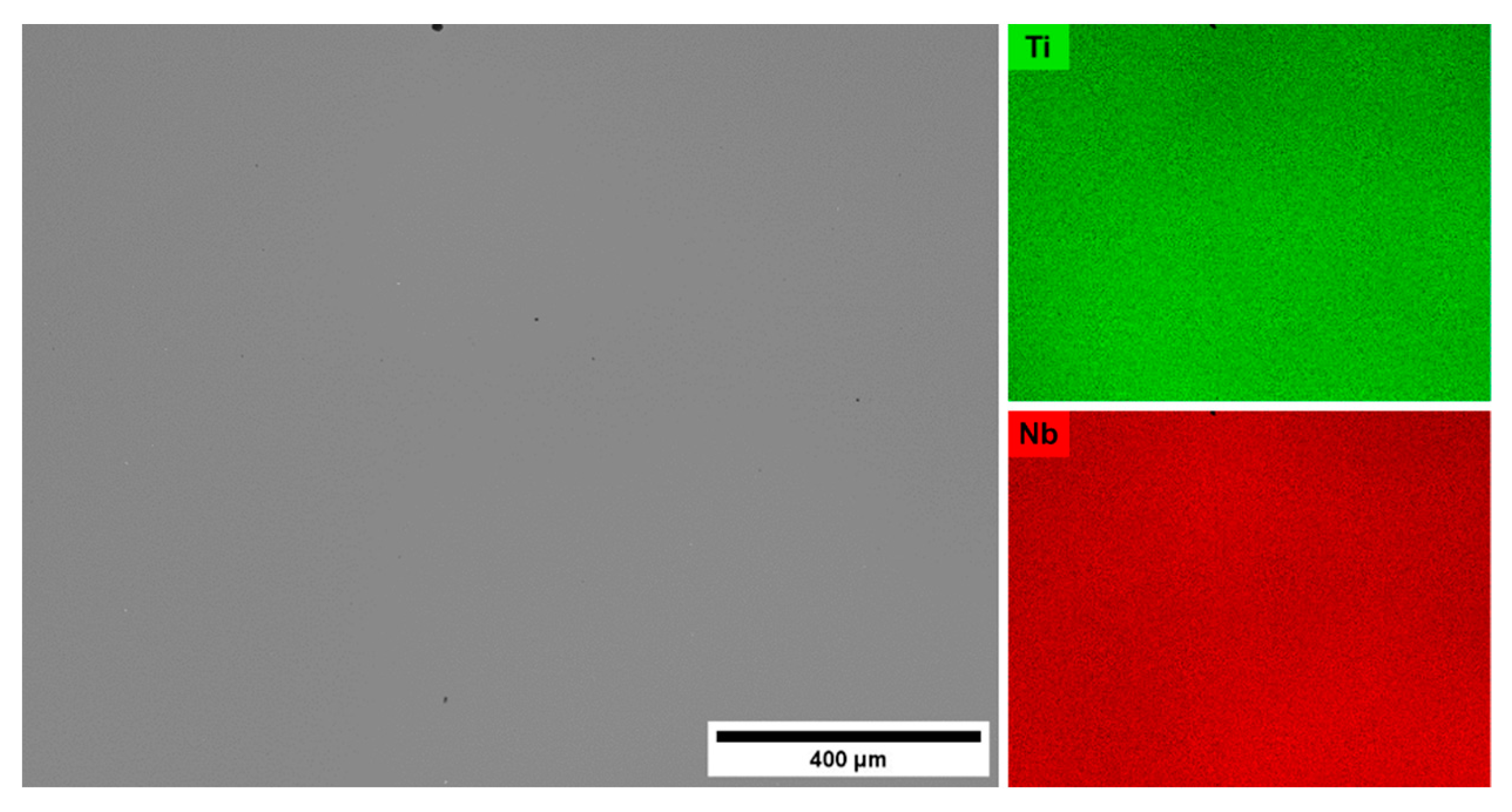
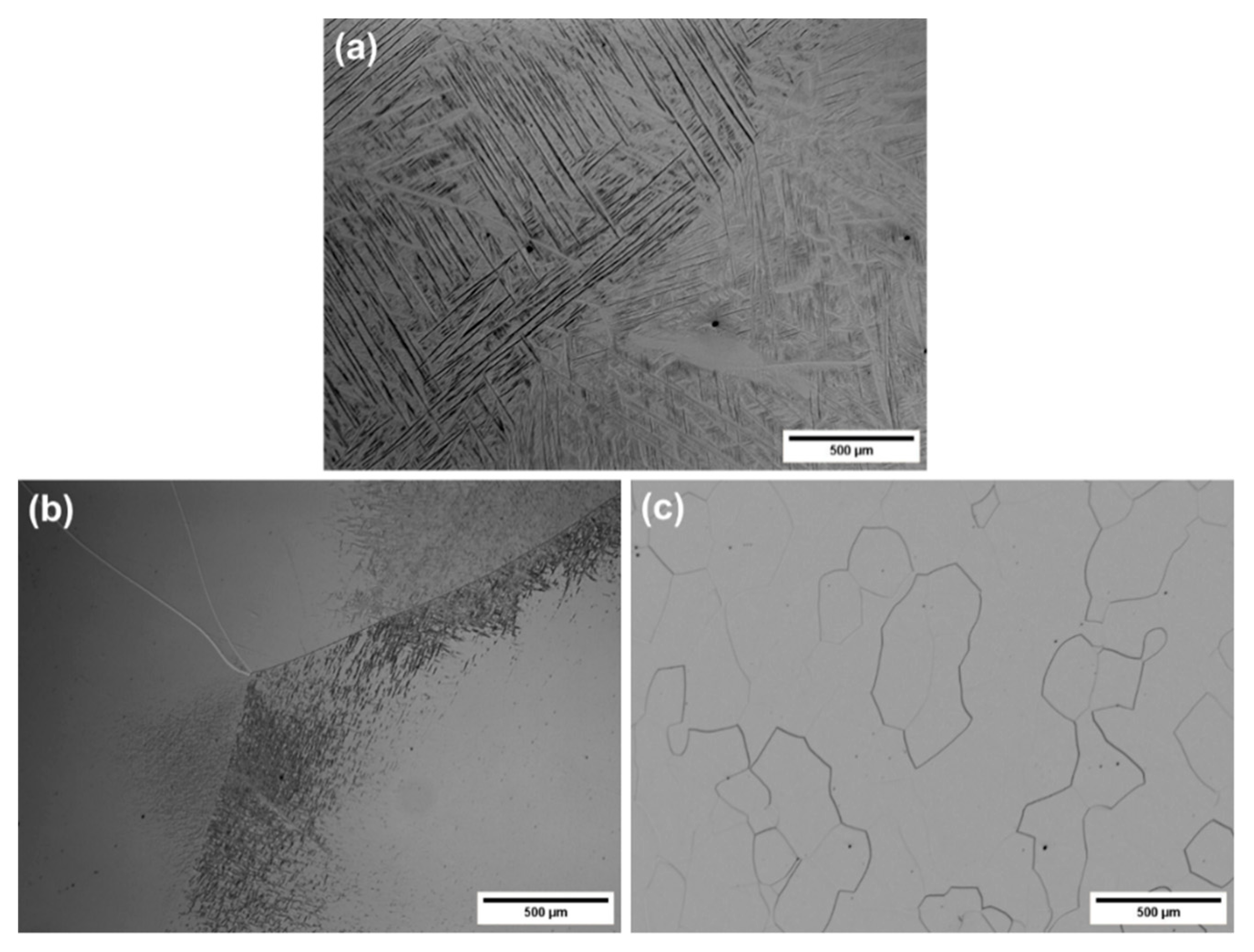
3.2. Microstructure of Solution-Treated Alloys
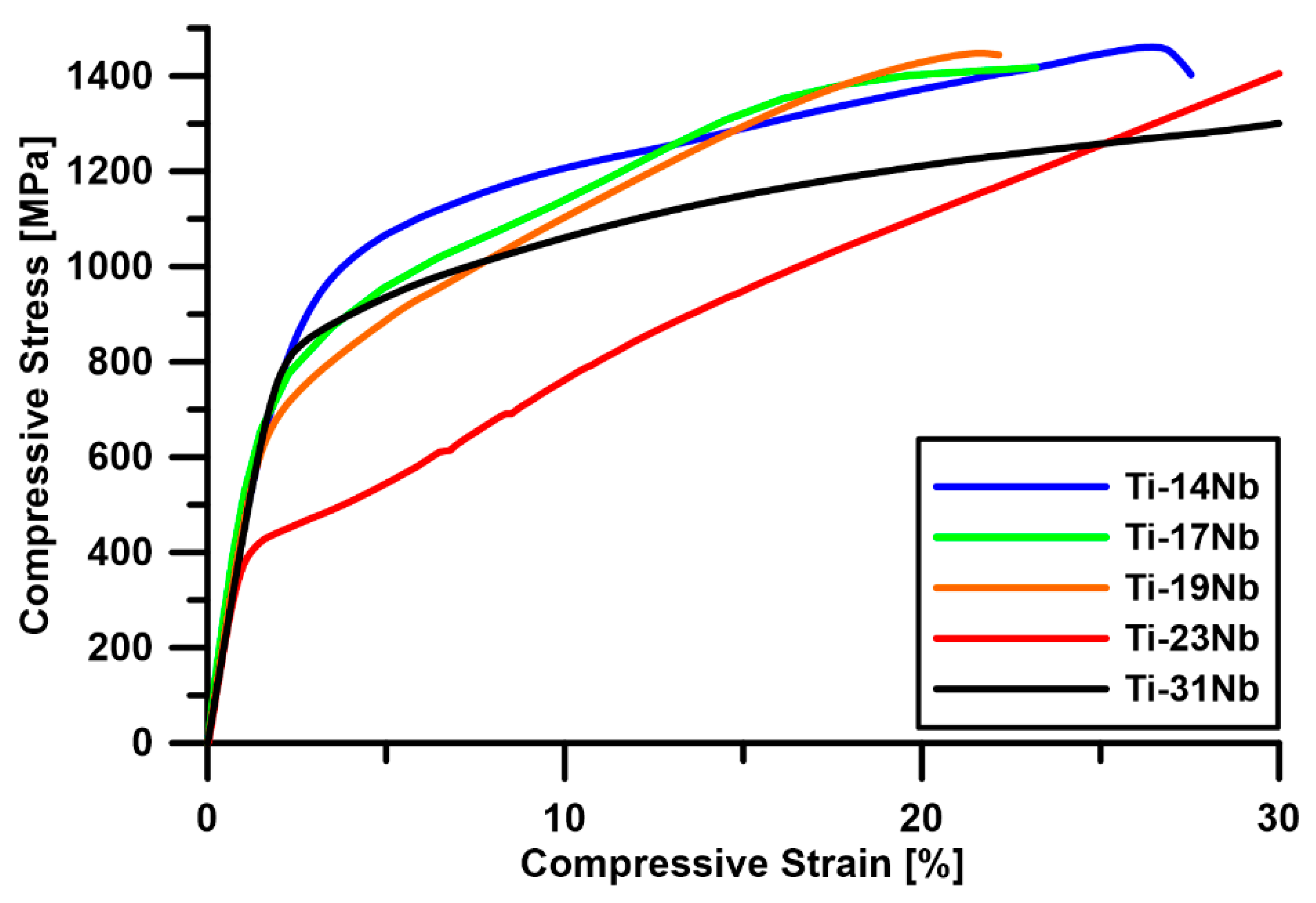
3.3. Mechanical Properties
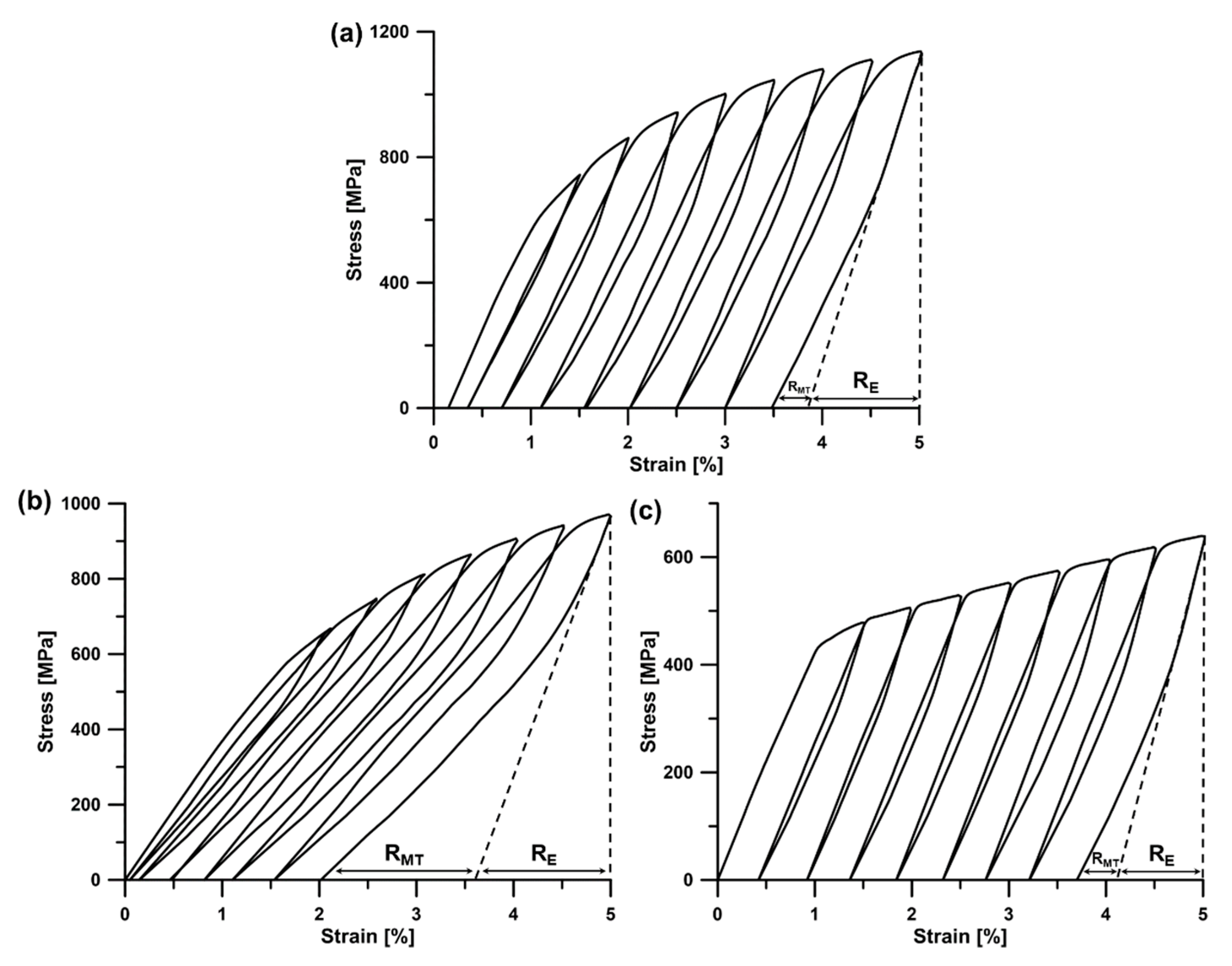
3.4. Superelastic Behavior
4. Conclusions
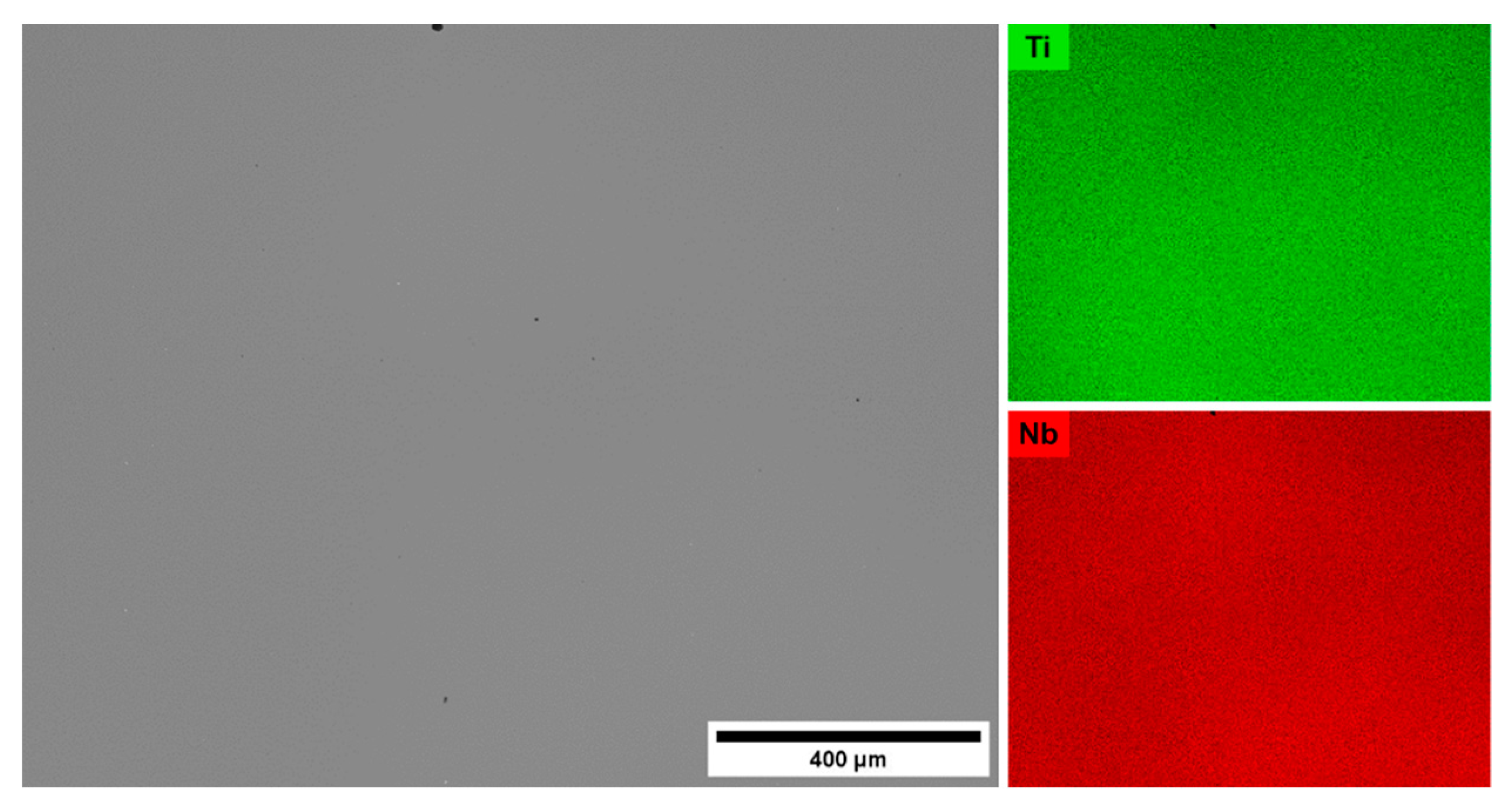
- The applied LENS fabrication parameters allowed the fabrication of almost fully dense materials with porosity of about 0.15 vol.%. However, the energy density was insufficient to melt the Nb particles. Additional annealing at 1250 °C for 24 h was necessary in order to ensure a suitable level of homogeneity.
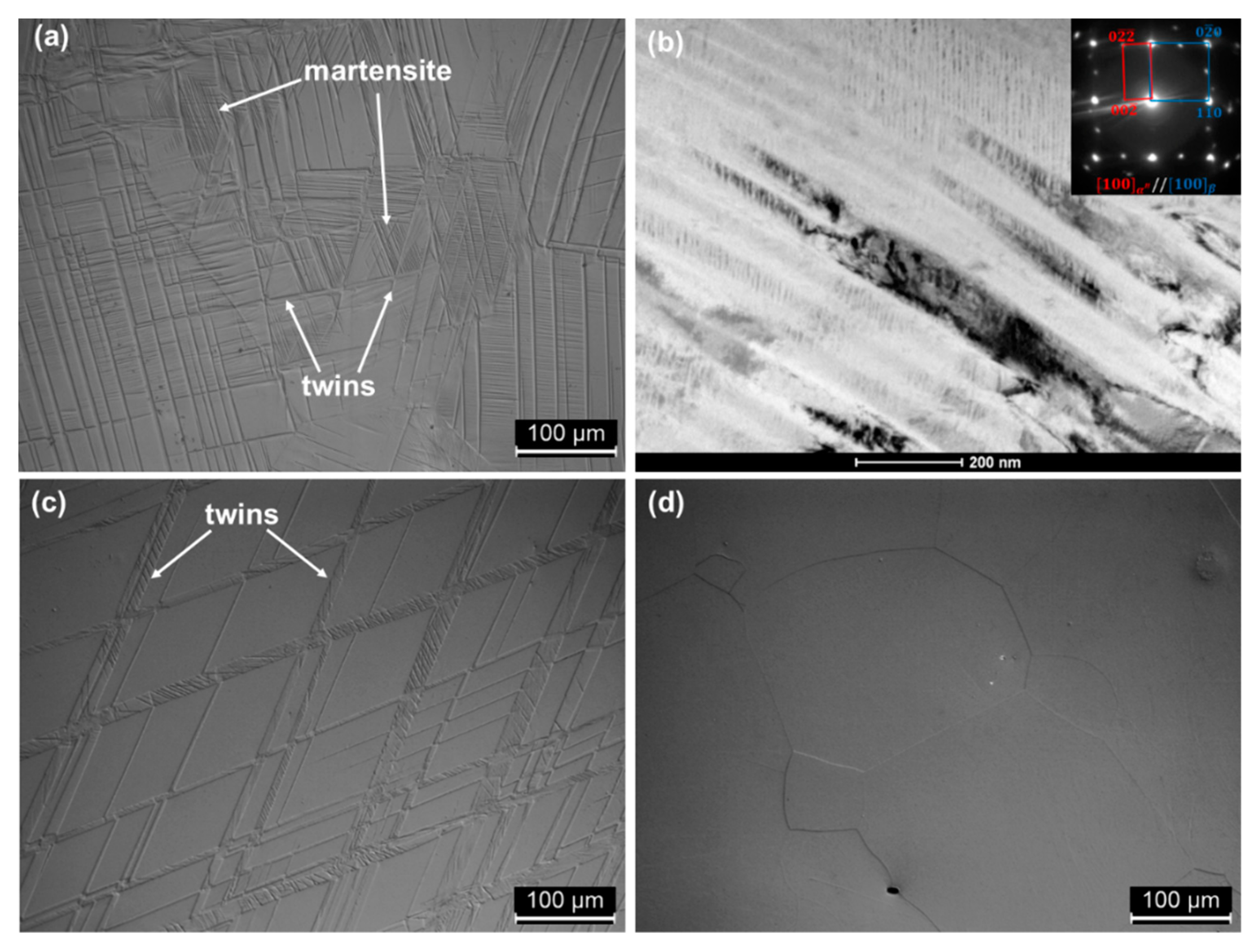
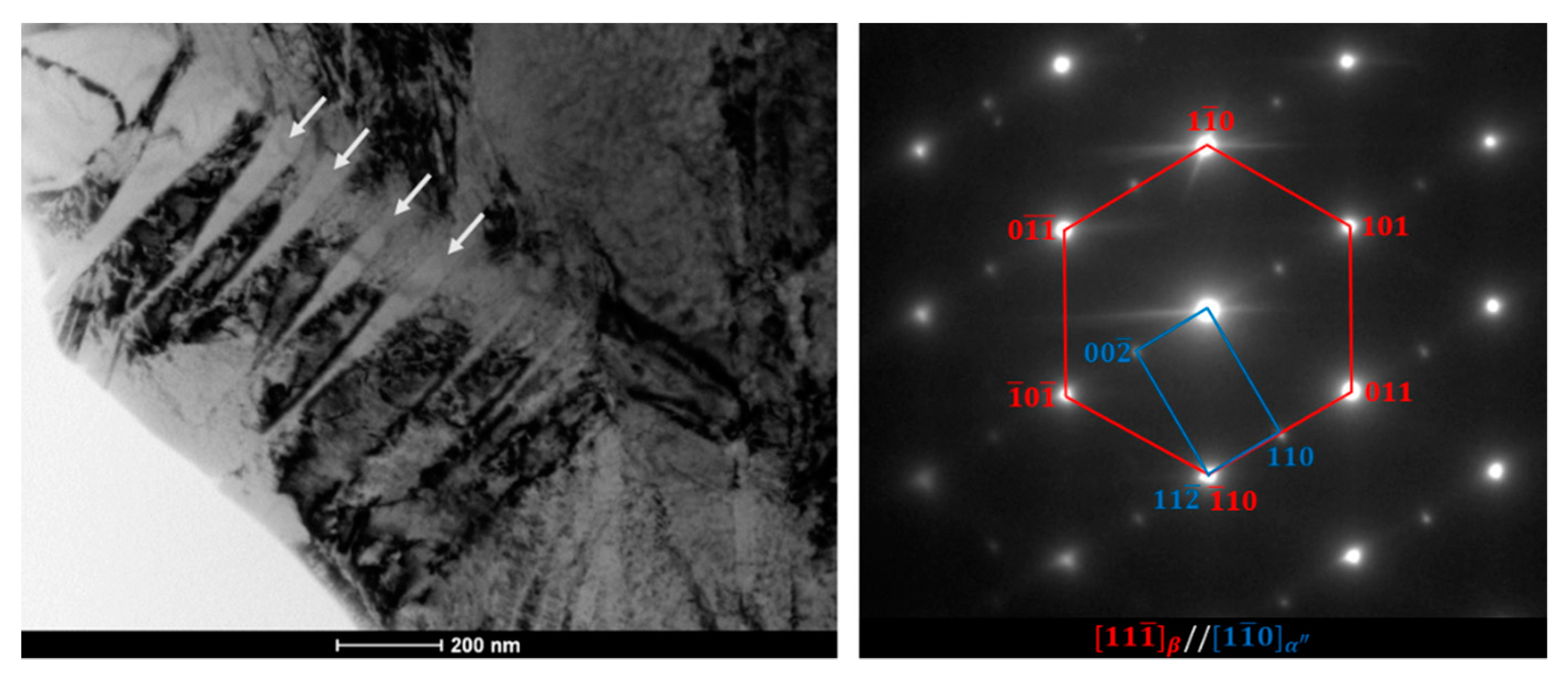
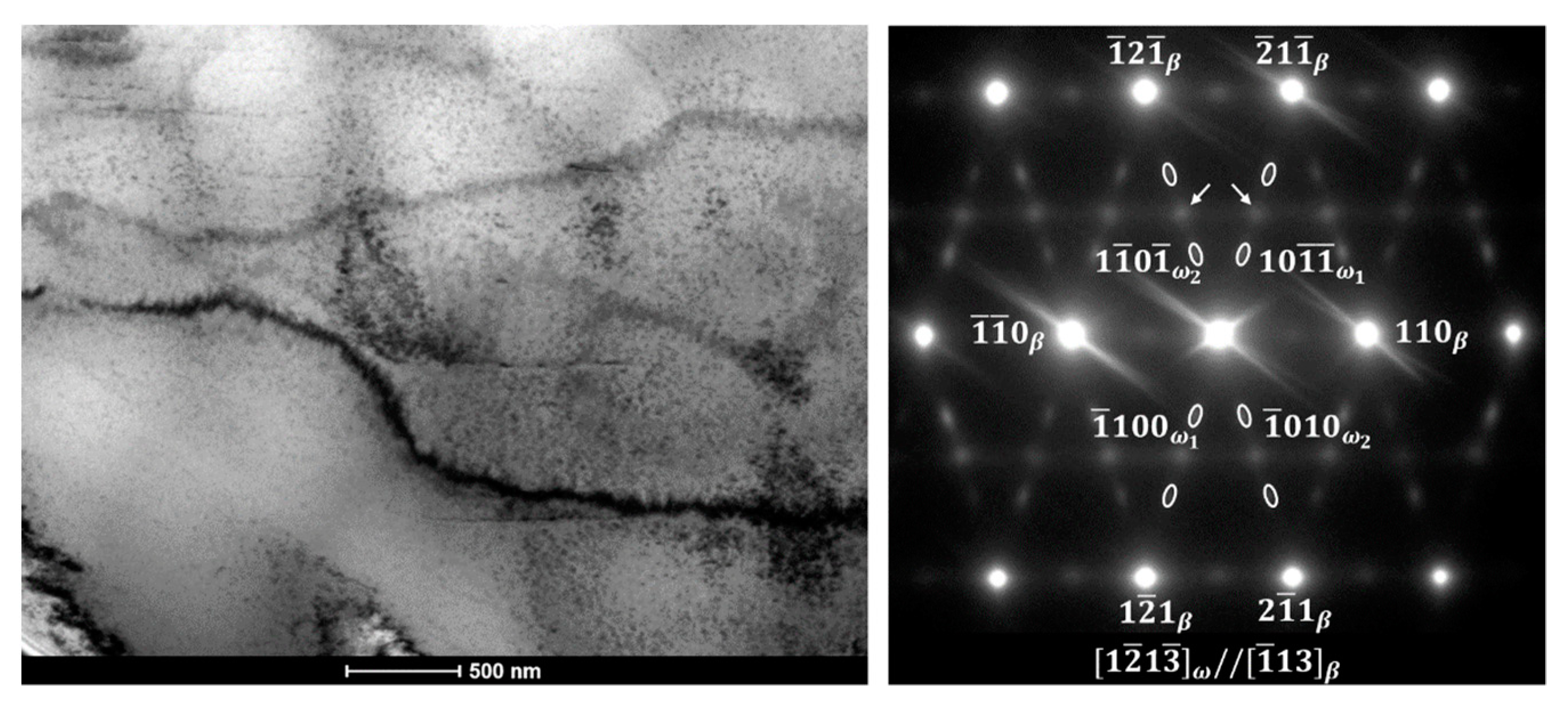
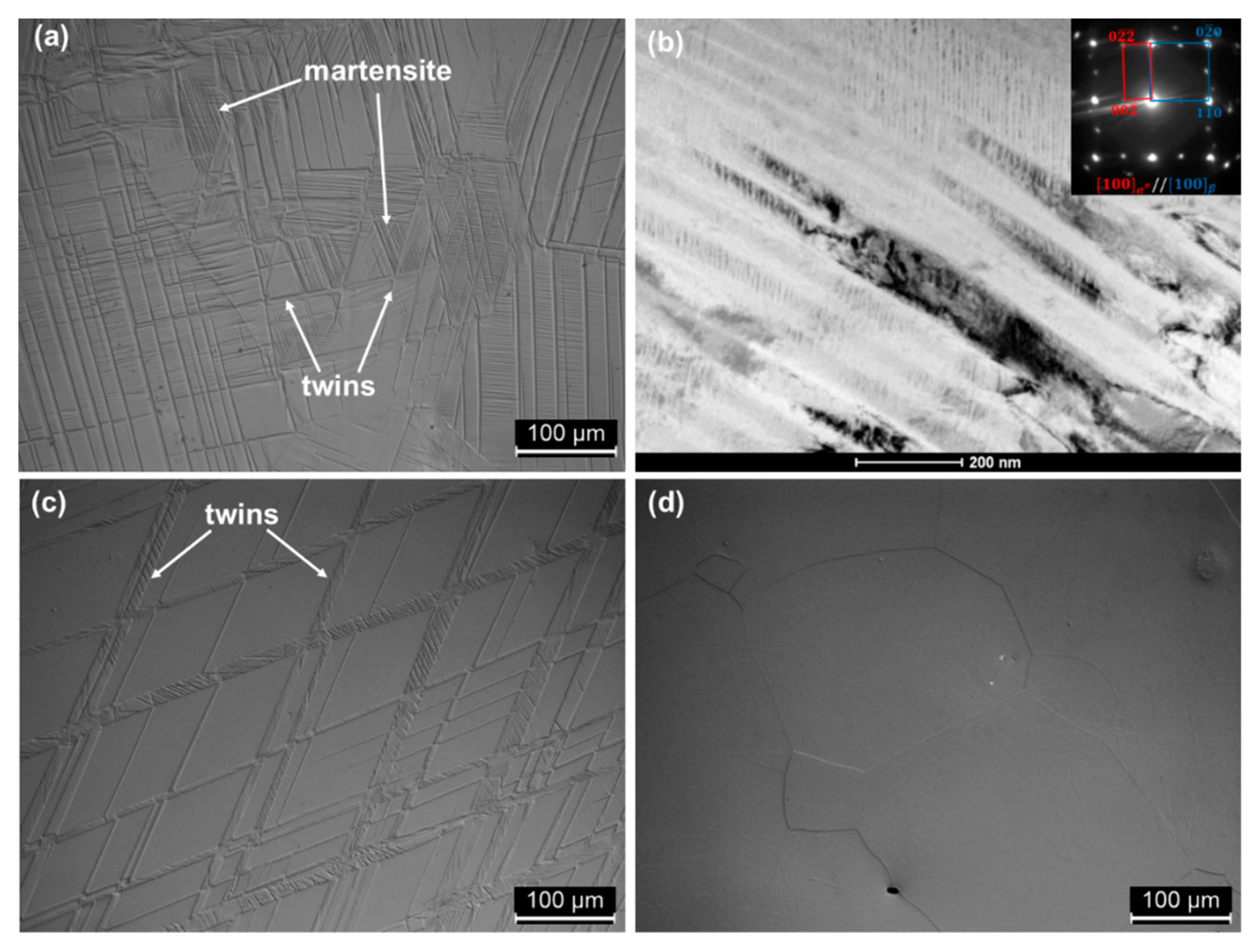
- The phase composition of the investigated alloys changed from single α″ martensite (Ti-14Nb) to a mixture of α″ + β phases (Ti-17Nb, Ti-19Nb) and finally β + ωath (Ti-23Nb, Ti-31Nb).
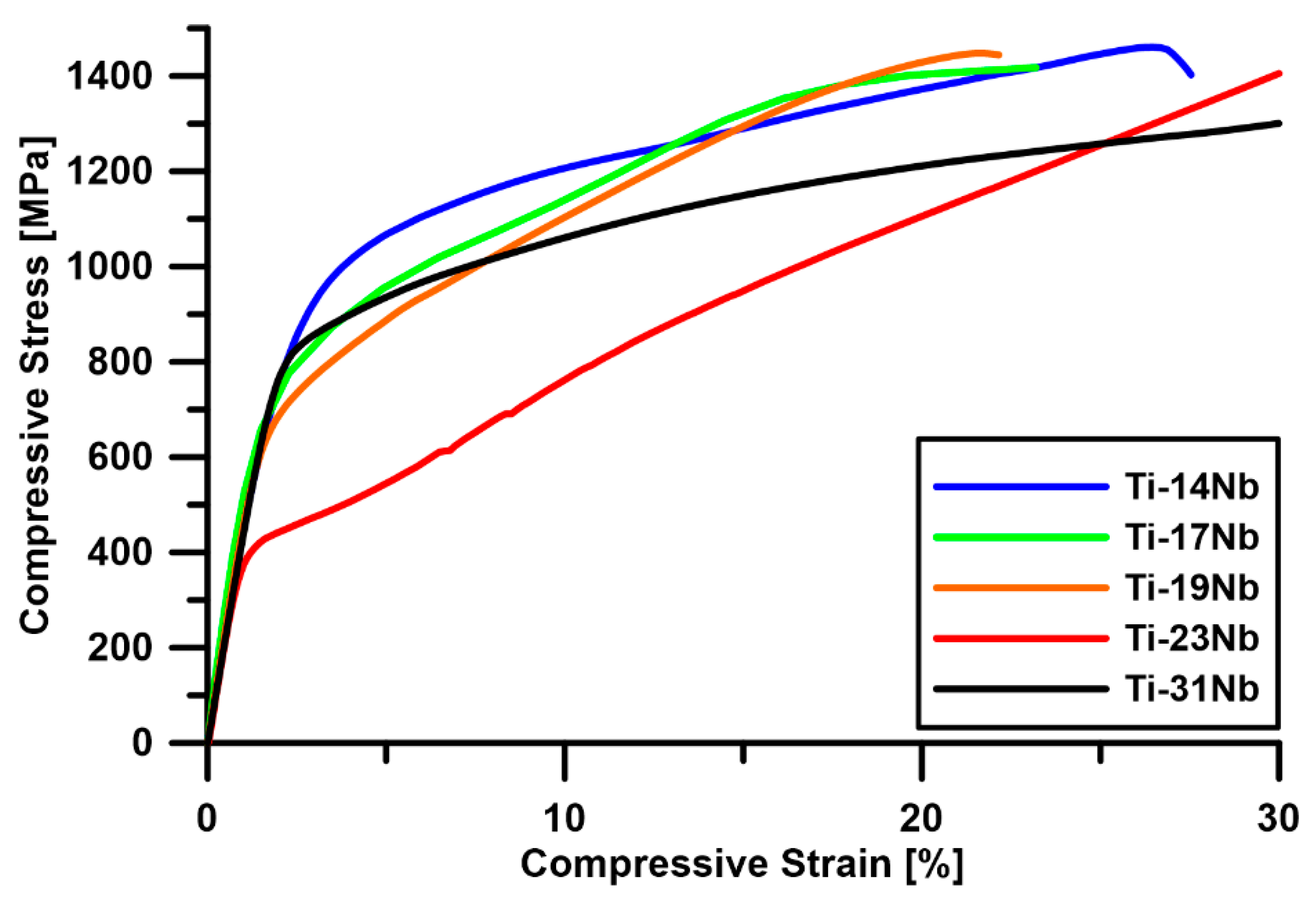
- The observed changes in the mechanical properties of the investigated materials were associated with changes in the deformation modes. The SIMT and twinning mechanisms were observed in the Ti-17Nb and Ti-19Nb alloys, but it should be noted that with increasing Nb content the mechanism evolved to twinning in Ti-23Nb and slip in Ti-31Nb. Similar behavior was observed in cast alloys; however, in our case, the specific mechanism occurred at lower Nb concentration, which was associated with higher oxygen content. This leads to the conclusion that, although oxygen is considered as an α stabilizing element, it increases β phase stability in the β phase alloys.
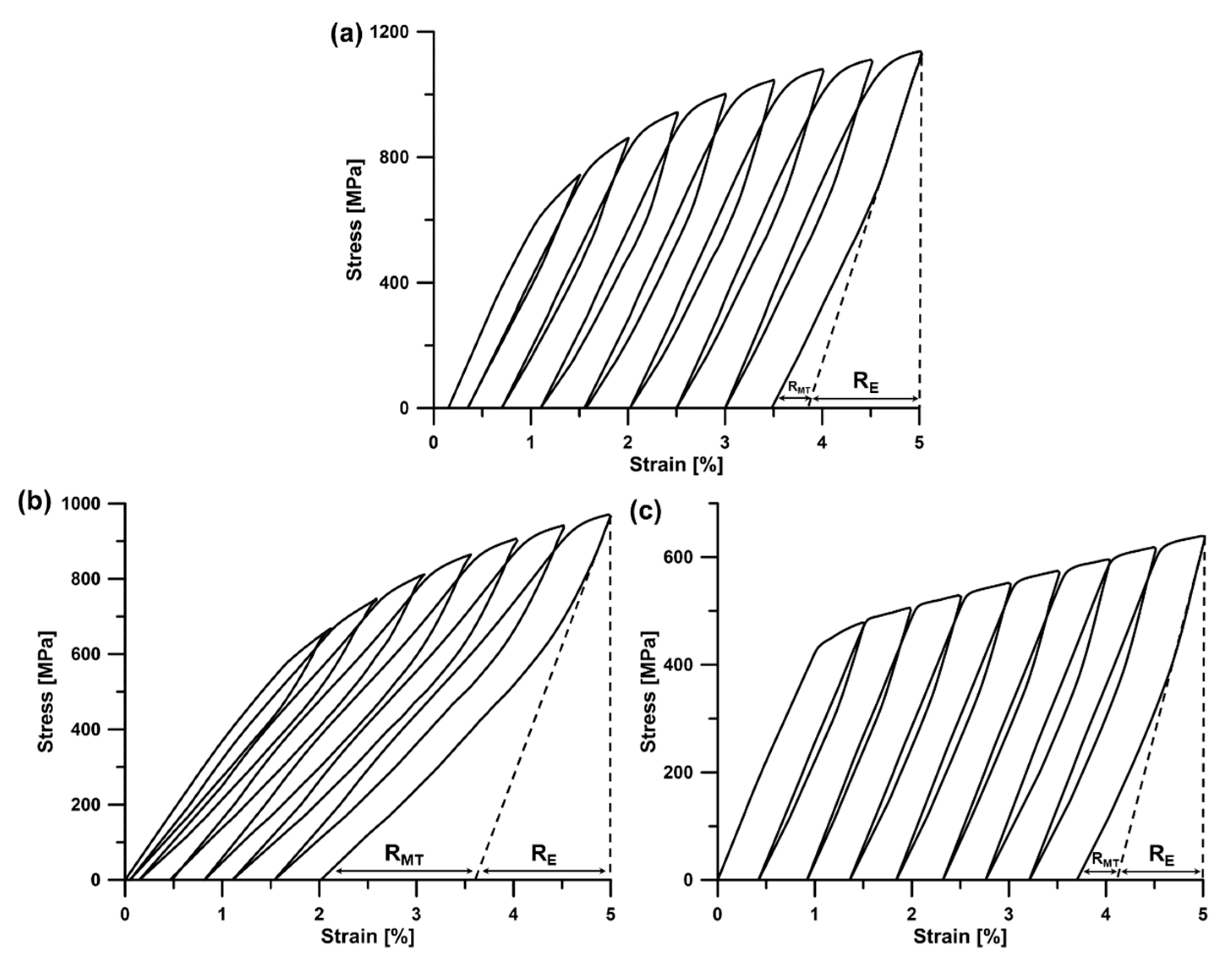
- For the first time, superelastic behavior was observed in Ti–Nb alloys obtained using additive manufacturing techniques. The maximum recoverable strain, as high as 3%, was registered in the Ti-19Nb alloy. The obtained results allowed the statement to be made that oxygen has a significant influence on the superelasticity of alloys fabricated using AM techniques, which should be considered during the development of new compositions.
Author Contributions
Funding
Conflicts of Interest
References
- Wang, B.L.; Li, L.; Zheng, Y.F. In Vitro Cytotoxicity and Hemocompatibility Studies of Ti-Nb, Ti-Nb-Zr and Ti-Nb-Hf Biomedical Shape Memory Alloys. Biomed. Mater. 2010, 5, 044102. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Kim, H.Y.; Ikehara, Y.; Kim, J.I.; Hosoda, H.; Miyazaki, S. Martensitic Transformation, Shape Memory Effect and Superelasticity of Ti-Nb Binary Alloys. Acta Mater. 2006, 54, 2419–2429. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Zhang, L.C.; Chen, L.Y. A review on biomedical titanium alloys: Recent progress and prospect. Adv. Eng. Mater. 2019, 21, 1801215. [Google Scholar] [CrossRef] [Green Version]
- Noyama, Y.; Miura, T.; Ishimoto, T.; Itaya, T.; Niinomi, M.; Nakano, T. Bone loss and reduced bone quality of the human femur after total hip arthroplasty under stress-shielding effects by titanium-based implant. Mater. Trans. 2012, 53, 565–570. [Google Scholar] [CrossRef] [Green Version]
- Ziolkowski, A. Pseudoelasticity of Shape Memory Alloys: Theory and Experimental Studies; Butterworth-Heinemann: Waltham, MA, USA, 2015. [Google Scholar]
- Miyazaki, S.; Kim, H.Y.; Hosoda, H. Development and Characterization of Ni-Free Ti-Base Shape Memory and Superelastic Alloys. Mater. Sci. Eng. A 2006, 438, 18–24. [Google Scholar] [CrossRef]
- Kuroda, D.; Niinomi, M.; Morinaga, M.; Kato, Y.; Yashiro, T. Design and Mechanical Properties of New β Type Titanium Alloys for Implant Materials. Mater. Sci. Eng. A 1998, 243, 244–249. [Google Scholar] [CrossRef]
- Kim, H.Y.; Miyazaki, S. Several Issues in the Development of Ti-Nb-Based Shape Memory Alloys. Shape Mem. Superelast. 2016, 2, 380–390. [Google Scholar] [CrossRef] [Green Version]
- Rao, X.; Chu, C.L.; Zheng, Y.Y. Phase composition, microstructure, and mechanical properties of porous Ti–Nb–Zr alloys prepared by a two-step foaming powder metallurgy method. J. Mech. Behav. Biomed. 2014, 34, 27–36. [Google Scholar] [CrossRef]
- Liu, Y.J.; Li, S.J.; Wang, H.L.; Hou, W.T.; Hao, Y.L.; Yang, R.; Sercombe, T.B.; Zhang, L.C. Microstructure, defects and mechanical behavior of beta-type titanium porous structures manufactured by electron beam melting and selective laser melting. Acta Mater. 2016, 113, 56–67. [Google Scholar] [CrossRef] [Green Version]
- Kalita, D.; Rogal, Ł.; Czeppe, T.; Wójcik, A.; Kolano-Burian, A.; Zackiewicz, P.; Kania, B.; Dutkiewicz, J. Microstructure and Mechanical Properties of Ti-Nb Alloys Prepared by Mechanical Alloying and Spark Plasma Sintering. J. Mater. Eng. Perform. 2020, 29, 1145–1452. [Google Scholar] [CrossRef] [Green Version]
- Kim, H.Y.; Hashimoto, S.; Kim, J.I.; Hosoda, H.; Miyazaki, S. Mechanical properties and shape memory behavior of Ti-Nb alloys. Mater. Trans. 2004, 45, 2443–2448. [Google Scholar] [CrossRef] [Green Version]
- Kim, J.I.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Shape memory behavior of Ti–22Nb–(0.5–2.0) O (at%) biomedical alloys. Mater. Trans. 2005, 46, 852–857. [Google Scholar] [CrossRef] [Green Version]
- Lai, M.; Gao, Y.; Yuan, B.; Zhu, M. Remarkable Superelasticity of Sintered Ti-Nb Alloys by Ms Adjustment Via Oxygen Regulation. Mater. Des. 2015, 87, 466–472. [Google Scholar] [CrossRef]
- Hernandez, J.; Li, S.J.; Martinez, E.; Murr, L.E.; Pan, X.M.; Amato, K.N.; Cheng, X.Y.; Fang, F.; Terrazas, C.A.; Gaytan, S.M.; et al. Microstructures and Hardness Properties for β-Phase Ti–24Nb–4Zr–7.9Sn Alloy Fabricated by Electron Beam Melting. J. Mater. Sci. Technol. 2013, 29, 1011–1017. [Google Scholar] [CrossRef]
- Chen, W.; Chen, C.; Zi, X.; Cheng, X.; Zhang, X.; Lin, Y.C.; Zhou, K. Controlling the microstructure and mechanical properties of a metastable β titanium alloy by selective laser melting. Mater. Sci. Eng. A 2018, 726, 240–250. [Google Scholar] [CrossRef]
- Schwab, H.; Prashanth, K.G.; Löber, L.; Kühn, U.; Eckert, J. Selective laser melting of Ti-45Nb alloy. Metals 2015, 5, 686–694. [Google Scholar] [CrossRef] [Green Version]
- Schulze, C.; Weinmann, M.; Schweigel, C.; Keßler, O.; Bader, R. Mechanical properties of a newly additive manufactured implant material based on Ti-42Nb. Materials 2018, 11, 124. [Google Scholar] [CrossRef] [Green Version]
- Wang, J.C.; Liu, Y.J.; Qin, P.; Liang, S.X.; Sercombe, T.B.; Zhang, L.C. Selective laser melting of Ti–35Nb composite from elemental powder mixture: Microstructure, mechanical behavior and corrosion behavior, 2019. Mater. Sci. Eng. A 2019, 760, 214–224. [Google Scholar] [CrossRef]
- Fischer, M.; Joguet, D.; Robin, G.; Peltier, L.; Laheurte, P. In situ elaboration of a binary Ti–26Nb alloy by selective laser melting of elemental titanium and niobium mixed powders. Mater. Sci. Eng. C 2016, 62, 852–859. [Google Scholar] [CrossRef] [Green Version]
- Antolak-Dudka, A.; Płatek, P.; Durejko, T.; Baranowski, P.; Małachowski, J.; Sarzyński, M.; Czujko, T. Static and Dynamic Loading Behavior of Ti6Al4V Honeycomb Structures Manufactured by Laser Engineered Net Shaping (LENSTM) Technology. Materials 2019, 12, 1225. [Google Scholar] [CrossRef] [Green Version]
- Attar, H.; Ehtemam-Haghighi, S.; Kent, D.; Wu, X.; Dargusch, M.S. Comparative study of commercially pure titanium produced by laser engineered net shaping, selective laser melting and casting processes. Mater. Sci. Eng. A 2017, 705, 385–393. [Google Scholar] [CrossRef]
- Wei, J.; Sun, H.; Zhang, D.; Gong, L.; Lin, J.; Wen, C. Influence of Heat Treatments on Microstructure and Mechanical Properties of Ti–26Nb Alloy Elaborated In Situ by Laser Additive Manufacturing with Ti and Nb Mixed Powder. Materials 2019, 12, 61. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Banerjee, R.; Nag, S.; Samuel, S.; Fraser, H.L. Laser-deposited Ti-Nb-Zr-Ta orthopedic alloys. J. Biomed. Mater. Res. A 2006, 78, 298–305. [Google Scholar] [CrossRef] [PubMed]
- Schwendner, K.I.; Banerjee, R.; Collins, P.C.; Brice, C.A.; Fraser, H.L. Direct laser deposition of alloys from elemental powder blends. Scr. Mater. 2001, 45, 1123–1129. [Google Scholar] [CrossRef]
- Kunce, I.; Polanski, M.; Karczewski, K.; Plocinski, T.; Kurzydlowski, K.J. Microstructural characterisation of high-entropy alloy AlCoCrFeNi fabricated by laser engineered net shaping. J. Alloys Compd. 2015, 648, 751–758. [Google Scholar] [CrossRef]
- Durejko, T.; Łazińska, M.; Dworecka-Wójcik, J.; Lipiński, S.; Varin, R.A.; Czujko, T. The Tribaloy T-800 Coatings Deposited by Laser Engineered Net Shaping (LENSTM). Materials 2019, 12, 1366. [Google Scholar] [CrossRef] [Green Version]
- Tahara, M.; Kim, H.Y.; Inamura, T.; Hosoda, H.; Miyazaki, S. Lattice modulation and superelasticity in oxygen-added β-Ti alloys. Acta Mater. 2011, 59, 6208–6218. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Fuwa, H.; Hinoshita, K.; Kimura, H.; Shinzato, Y.; Morinaga, M. Phase stability change with Zr content in β-type Ti–Nb alloys. Scr. Mater. 2007, 57, 1000–1003. [Google Scholar] [CrossRef]
- Terayama, A.; Fuyama, N.; Yamashita, Y.; Ishizaki, I.; Kyogoku, H. Fabrication of Ti–Nb alloys by powder metallurgy process and their shape memory characteristics. J. Alloys Compd. 2013, 577, S408–S412. [Google Scholar] [CrossRef]
- Xue, Q.; Ma, Y.J.; Lei, J.F.; Yang, R.; Wang, C. Evolution of microstructure and phase composition of Ti-3Al-5Mo-4.5V alloy with varied β phase stability. J. Mater. Sci. Technol. 2018, 34, 2325–2330. [Google Scholar] [CrossRef]
- Banerjee, S.; Tewari, R.; Dey, G.K. Omega phase transformation—Morphologies and mechanisms. Int. J. Mater. Res. 2006, 97, 963–977. [Google Scholar] [CrossRef]
- De Fontaine, D. Mechanical instabilities in the bcc lattice and the beta to omega phase transformation. Acta Metall. 1970, 18, 275–279. [Google Scholar] [CrossRef]
- Sukedai, E.; Hashimoto, H.; Hida, M.; Mabuchi, H. Formation of ω phase in Ti–Mo alloys after aging and deforming. Mater. Sci. Technol. 1992, 8, 1–9. [Google Scholar] [CrossRef]
- Lai, M.J.; Tasan, C.C.; Zhang, J.; Grabowski, B.; Huang, L.F.; Raabe, D. Origin of Shear Induced β to ω Transition in Ti-Nb-Based Alloys. Acta Mater. 2015, 92, 55–63. [Google Scholar] [CrossRef]
- Moffat, D.L.; Larbalestier, D.C. The Competition Between Martensite and Omega in Quenched Ti-Nb Alloys. Metall. Trans. A 1988, 19, 1677–1686. [Google Scholar] [CrossRef]
- Cai, S.; Schaffer, J.E.; Ren, Y. Deformation of a Ti-Nb alloy containing α”-martensite and omega phases. Appl. Phys. Lett. 2015, 106, 131907. [Google Scholar] [CrossRef]
- Ping, D.H.; Cui, C.Y.; Yin, F.X.; Yamabe-Mitarai, Y. TEM investigations on martensite in a Ti–Nb-based shape memory alloy. Scr. Mater. 2006, 54, 1305–1310. [Google Scholar] [CrossRef]
- Lee, S.; Park, C.; Hong, J.; Yeom, J.T. The role of nano-domains in {1–011} twinned martensite in metastable titanium alloys. Sci. Rep. 2018, 8, 1–9. [Google Scholar] [CrossRef]
- Kolli, R.P.; Joost, W.J.; Ankem, S. Phase Stability and Stress-Induced Transformations in Beta Titanium Alloys. Jom 2015, 67, 1273–1280. [Google Scholar] [CrossRef]
- Abdel-Hady, M.; Hinoshita, K.; Morinaga, M. General approach to phase stability and elastic properties of β-type Ti-alloys using electronic parameters. Scr. Mater. 2006, 55, 477–480. [Google Scholar] [CrossRef]
- Sun, F.; Zhang, J.Y.; Marteleur, M.; Gloriant, T.; Vermaut, P.; Laille, D.; Castany, P.; Curfs, C.; Jacques, P.J.; Prima, F. Investigation of early stage deformation mechanisms in a metastable β titanium alloy showing combined twinning-induced plasticity and transformation-induced plasticity effects. Acta Mater. 2013, 61, 6406–6417. [Google Scholar] [CrossRef] [Green Version]
- Yao, T.; Du, K.; Wang, H.; Huang, Z.; Li, C.; Li, L.; Hao, Y.; Yang, R.; Ye, H. In situ scanning and transmission electron microscopy investigation on plastic deformation in a metastable β titanium alloy. Acta Mater. 2017, 133, 21–29. [Google Scholar] [CrossRef]
- Sun, F.; Zhang, J.Y.; Marteleur, M.; Brozek, C.; Rauch, E.F.; Veron, M.; Vermaut, P.; Jacques, P.J.; Prima, F. A new titanium alloy with a combination of high strength, high strain hardening and improved ductility. Scr. Mater. 2015, 94, 17–20. [Google Scholar] [CrossRef]
- Bertrand, E.; Castany, P.; Péron, I.; Gloriant, T. Twinning system selection in a metastable β-titanium alloy by Schmid factor analysis. Scr. Mater. 2011, 64, 1110–1113. [Google Scholar] [CrossRef] [Green Version]
- Min, X.H.; Emura, S.; Sekido, N.; Nishimura, T.; Tsuchiya, K.; Tsuzaki, K. Effects of Fe addition on tensile deformation mode and crevice corrosion resistance in Ti–15Mo alloy. Mater. Sci. Eng. A 2010, 527, 2693–2701. [Google Scholar] [CrossRef]
- Kolli, R.P.; Devaraj, A. A review of metastable beta titanium alloys. Metals 2018, 8, 506. [Google Scholar] [CrossRef] [Green Version]
- Hao, Y.L.; Yang, R.; Niinomi, M.; Kuroda, D.; Zhou, Y.L.; Fukunaga, K.; Suzuki, A. Young’s modulus and mechanical properties of Ti-29Nb-13Ta-4.6 Zr in relation to α ″martensite. Metall. Mater. Trans. A 2002, 33, 3137–3144. [Google Scholar] [CrossRef]
- Hon, Y.H.; Wang, J.Y.; Pan, Y.N. Composition/phase structure and properties of titanium-niobium alloys. Mater. Trans. 2003, 44, 2384–2390. [Google Scholar] [CrossRef] [Green Version]
- Besse, M.; Castany, P.; Gloriant, T. Mechanisms of deformation in gum metal TNTZ-O and TNTZ titanium alloys: A comparative study on the oxygen influence. Acta Mater. 2003, 59, 5982–5988. [Google Scholar] [CrossRef] [Green Version]
- Castany, P.; Ramarolahy, A.; Prima, F.; Laheurte, P.; Curfs, C.; Gloriant, T. In situ synchrotron X-ray diffraction study of the martensitic transformation in superelastic Ti-24Nb-0.5 N and Ti-24Nb-0.5 O alloys. Acta Mater. 2015, 88, 102–111. [Google Scholar] [CrossRef]
- Tahara, M.; Kim, H.Y.; Hosoda, H.; Miyazaki, S. Cyclic deformation behavior of a Ti–26 at.% Nb alloy. Acta Mater. 2009, 57, 2461–2469. [Google Scholar] [CrossRef]
- Sun, F.; Hao, Y.L.; Nowak, S.; Gloriant, T.; Laheurte, P.; Prima, F. A thermo-mechanical treatment to improve the superelastic performances of biomedical Ti–26Nb and Ti–20Nb–6Zr (at.%) alloys. J. Mech. Behav. Biomed. 2011, 4, 1864–1872. [Google Scholar] [CrossRef] [PubMed]
- Nagase, T.; Hori, T.; Todai, M.; Sun, S.H.; Nakano, T. Additive manufacturing of dense components in beta-titanium alloys with crystallographic texture from a mixture of pure metallic element powders. Mater. Des. 2019, 173, 107771. [Google Scholar] [CrossRef]
- Kreitcberg, A.; Brailovski, V.; Prokoshkin, S. New biocompatible near-beta Ti-Zr-Nb alloy processed by laser powder bed fusion: Process optimization. J. Mater. Process. Technol. 2018, 252, 821–829. [Google Scholar] [CrossRef]
- Liu, Y.J.; Wang, H.L.; Li, S.J.; Wang, S.G.; Wang, W.J.; Hou, W.T.; Hao, Y.L.; Yang, R.; Zhang, L.C. Compressive and fatigue behavior of beta-type titanium porous structures fabricated by electron beam melting. Acta Mater. 2017, 126, 58–66. [Google Scholar] [CrossRef]
- Fischer, M.; Laheurte, P.; Acquier, P.; Joguet, D.; Peltier, L.; Petithory, T.; Anselme, K.; Mille, P. Synthesis and characterization of Ti-27.5 Nb alloy made by CLAD® additive manufacturing process for biomedical applications. Mater. Sci. Eng. C 2017, 75, 341–348. [Google Scholar] [CrossRef] [PubMed] [Green Version]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition | Sample | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Ti [at.%] | 90.2 | 89.0 | 87.9 | 85.7 | 80.5 |
| Nb [at.%] | 9.8 | 11.0 | 12.1 | 14.3 | 19.5 |
| Chemical Composition | Sample | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Ti [at.%] | 85.8 | 82.1 | 80.7 | 77.2 | 69.2 |
| Nb [at.%] | 14.2 | 17.2 | 19.3 | 22.8 | 30.8 |
| Alloy Composition [at.%] | |||||
|---|---|---|---|---|---|
| Ti–14Nb | Ti–17Nb | Ti–19Nb | Ti–23Nb | Ti–31Nb | |
| YS [MPa] | 734 ± 12 | 695 ± 38 | 669 ± 36 | 418 ± 19 | 762 ± 22 |
| A [%] | 21 ± 3 | 23 ± 10 | 22 ± 4 | > 50 | > 50 |
| E [GPa] | 54 ± 6 | 49 ± 5 | 40 ± 6 | 49 ± 6 | 55 ± 2 |
| Alloy Composition | |||||
|---|---|---|---|---|---|
| Ti–14Nb | Ti–17Nb | Ti–19Nb | Ti–23Nb | Ti–31Nb | |
| RT [%] | 1.5 | 2.0 | 3.0 | 1.3 | 1.6 |
| RE [%] | 1.2 | 1.2 | 1.4 | 0.9 | 1.4 |
| RMT [%] | 0.3 | 0.8 | 1.6 | 0.4 | 0.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalita, D.; Rogal, Ł.; Bobrowski, P.; Durejko, T.; Czujko, T.; Antolak-Dudka, A.; Cesari, E.; Dutkiewicz, J. Superelastic Behavior of Ti-Nb Alloys Obtained by the Laser Engineered Net Shaping (LENS) Technique. Materials 2020, 13, 2827. https://doi.org/10.3390/ma13122827
Kalita D, Rogal Ł, Bobrowski P, Durejko T, Czujko T, Antolak-Dudka A, Cesari E, Dutkiewicz J. Superelastic Behavior of Ti-Nb Alloys Obtained by the Laser Engineered Net Shaping (LENS) Technique. Materials. 2020; 13(12):2827. https://doi.org/10.3390/ma13122827
Chicago/Turabian StyleKalita, Damian, Łukasz Rogal, Piotr Bobrowski, Tomasz Durejko, Tomasz Czujko, Anna Antolak-Dudka, Eduard Cesari, and Jan Dutkiewicz. 2020. "Superelastic Behavior of Ti-Nb Alloys Obtained by the Laser Engineered Net Shaping (LENS) Technique" Materials 13, no. 12: 2827. https://doi.org/10.3390/ma13122827