A Design of Experiment Approach for Surface Roughness Comparisons of Foam Injection-Moulding Methods



Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Experimental Procedure
2.3. Characterisation Methods
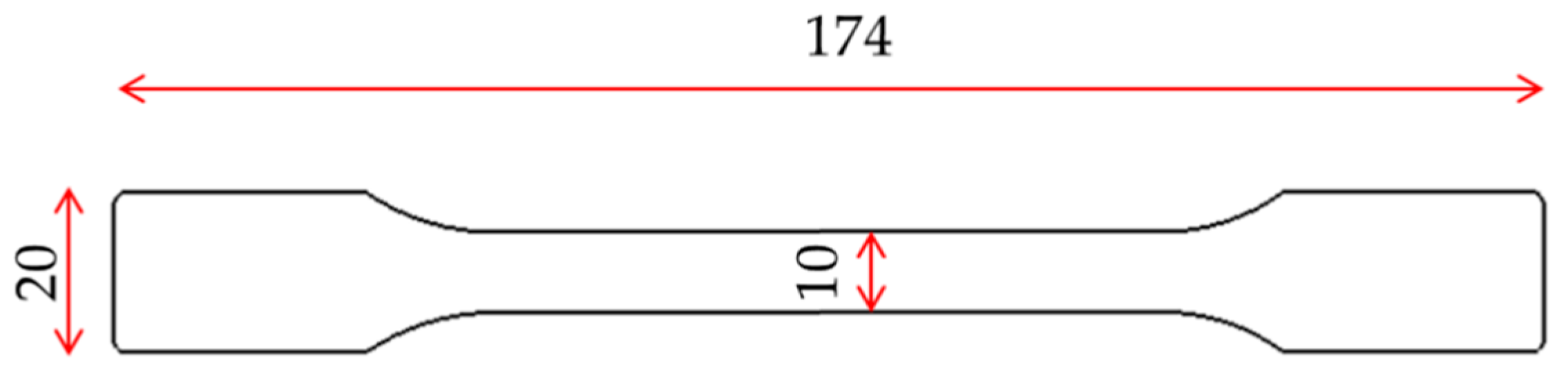
2.3.1. Tensile Properties
2.3.2. Part Surface Roughness
3. Results and Discussion
3.1. Tensile Strength
3.1.1. Modulus of Elasticity (E)
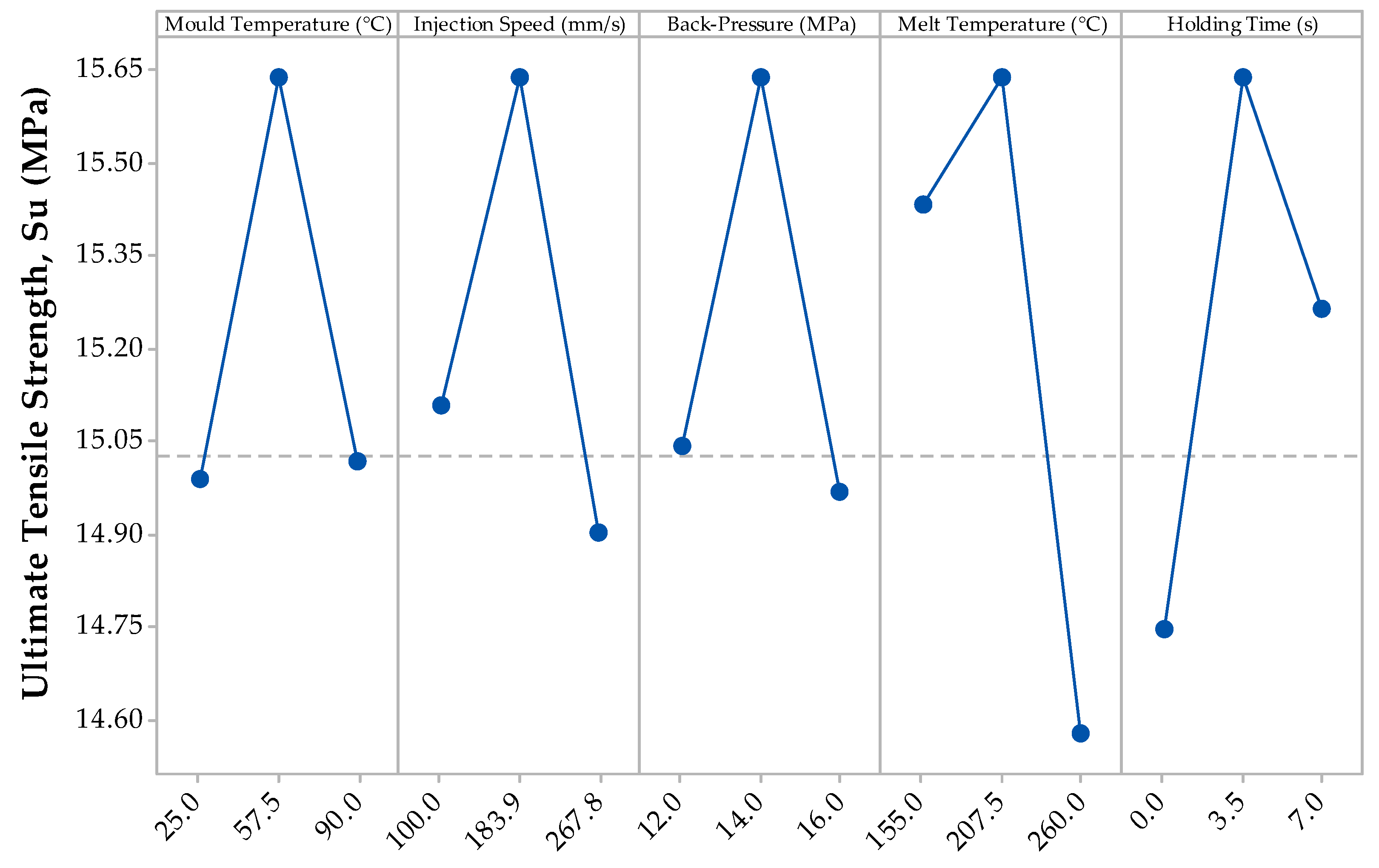
3.1.2. Ultimate Tensile Strength (Su)
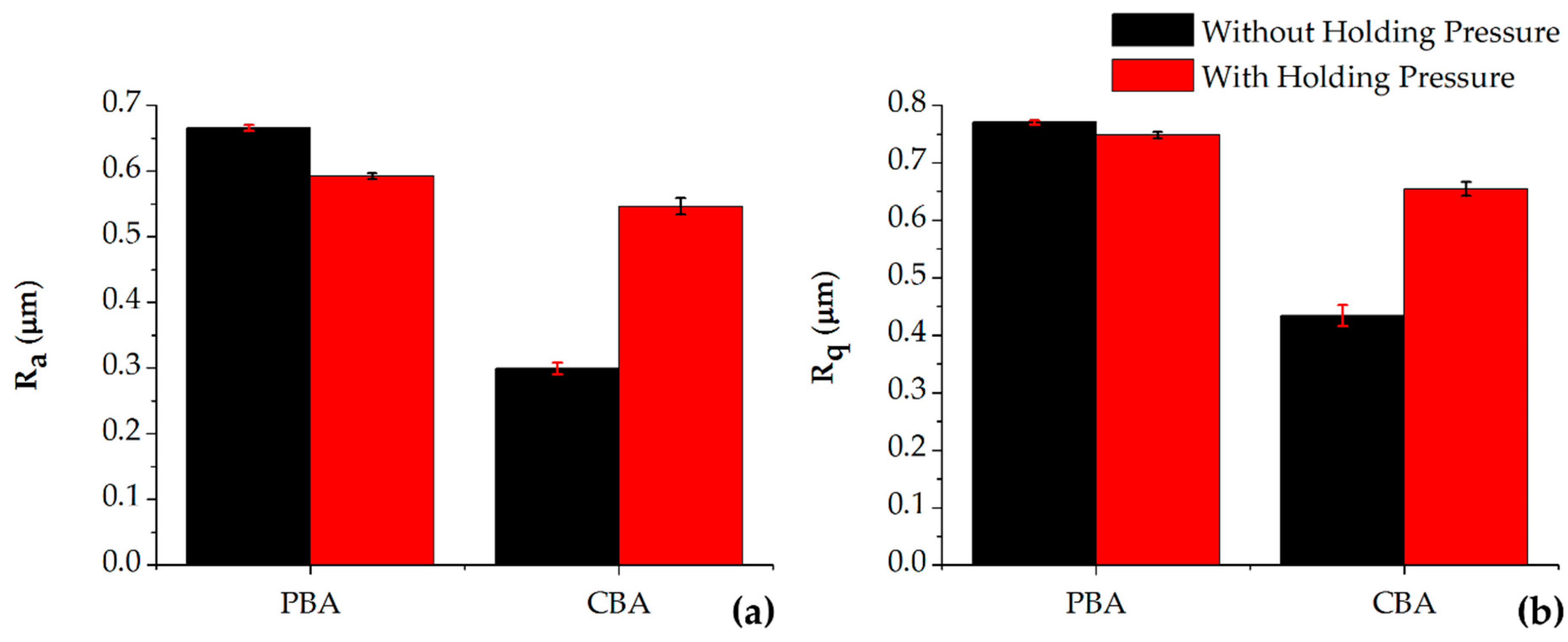
3.2. Part Surface Roughness
3.3. Comparison of Physical Blowing Agents to Chemical Blowing Agents
4. Conclusions
- The Young’s modulus is heavily affected by mould temperature, whilst melt temperature has the lowest statistical effect on the process.
- The resulting surface roughness is affected by all 5 of the input processing parameters. The mould temperature was found to have the greatest influence. This can be attributed to the high mould temperatures causing post-blow (gas diffusing out of the part after moulding) [41].
- The parts produced through chemical blowing agents were superior to the physically foamed parts with regards to both mechanical properties and the surface roughness. However, using holding pressure with the chemical foaming resulted in poorer mechanical and surface properties.
- Finally, the parts produced through the chemical foaming agent had resulting surface roughnesses that are comparable to conventionally processed components. This demonstrates the great potential for this technology to be applied in engineering applications where lightweight components are required, as surface roughness will not be compromised.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experimental Number | Run Order | Mould Temperatures (°C) | Injection Speeds (mm/s) | Back-Pressure (MPa) | Melt Temperature (°C) | Holding Time (s) |
|---|---|---|---|---|---|---|
| 30 | 1 | 90.0 | 100.0 | 16.0 | 260.0 | 7.0 |
| 32 | 2 | 90.0 | 267.8 | 16.0 | 260.0 | 7.0 |
| 18 | 3 | 90.0 | 100.0 | 12.0 | 155.0 | 7.0 |
| 10 | 4 | 90.0 | 100.0 | 12.0 | 260.0 | 0.0 |
| 22 | 5 | 90.0 | 100.0 | 16.0 | 155.0 | 7.0 |
| 2 | 6 | 90.0 | 100.0 | 12.0 | 155.0 | 0.0 |
| 13 | 7 | 25.0 | 100.0 | 16.0 | 260.0 | 0.0 |
| 14 | 8 | 90.0 | 100.0 | 16.0 | 260.0 | 0.0 |
| 24 | 9 | 90.0 | 267.8 | 16.0 | 155.0 | 7.0 |
| 28 | 10 | 90.0 | 267.8 | 12.0 | 260.0 | 7.0 |
| 11 | 11 | 25.0 | 267.8 | 12.0 | 260.0 | 0.0 |
| 4 | 12 | 90.0 | 267.8 | 12.0 | 155.0 | 0.0 |
| 12 | 13 | 90.0 | 267.8 | 12.0 | 260.0 | 0.0 |
| 8 | 14 | 90.0 | 267.8 | 16.0 | 155.0 | 0.0 |
| 27 | 15 | 25.0 | 267.8 | 12.0 | 260.0 | 7.0 |
| 15 | 16 | 25.0 | 267.8 | 16.0 | 260.0 | 0.0 |
| 20 | 17 | 90.0 | 267.8 | 12.0 | 155.0 | 7.0 |
| 29 | 18 | 25.0 | 100.0 | 16.0 | 260.0 | 7.0 |
| 26 | 19 | 90.0 | 100.0 | 12.0 | 260.0 | 7.0 |
| 33 | 20 | 57.5 | 183.9 | 14.0 | 207.5 | 3.5 |
| 31 | 21 | 25.0 | 267.8 | 16.0 | 260.0 | 7.0 |
| 17 | 22 | 25.0 | 100.0 | 12.0 | 155.0 | 7.0 |
| 1 | 23 | 25.0 | 100.0 | 12.0 | 155.0 | 0.0 |
| 25 | 24 | 25.0 | 100.0 | 12.0 | 260.0 | 7.0 |
| 23 | 25 | 25.0 | 267.8 | 16.0 | 155.0 | 7.0 |
| 3 | 26 | 25.0 | 267.8 | 12.0 | 155.0 | 0.0 |
| 6 | 27 | 90.0 | 100.0 | 16.0 | 155.0 | 0.0 |
| 16 | 28 | 90.0 | 267.8 | 16.0 | 260.0 | 0.0 |
| 19 | 29 | 25.0 | 267.8 | 12.0 | 155.0 | 7.0 |
| 9 | 30 | 25.0 | 100.0 | 12.0 | 260.0 | 0.0 |
| 5 | 31 | 25.0 | 100.0 | 16.0 | 155.0 | 0.0 |
| 21 | 32 | 25.0 | 100.0 | 16.0 | 155.0 | 7.0 |
| 7 | 33 | 25.0 | 267.8 | 16.0 | 155.0 | 0.0 |
| Response | Regression model (A: Mould Temperature, B: Injection Speed, C: Back-Pressure, D: Melt Temperature and E: Holding Time |
|---|---|
| Young’s Modulus (E) | E = 1434 + 1.837A − 1.383B + 29.9C + 0.661D − 31.87E + 0.00450B × D + 0.0644B × E − 0.1464C × D + 0.1234D × E |
| Ultimate Tensile Strength (Su) | Su = 17.495 + 0.00056A − 0.001306B − 0.0170C − 0.01109D − 0.0977E + 0.000825D × E |
| Arithmetic Mean Deviation (Ra) | Ra = −3747 + 11.25A + 22.6B + 324C − 1.71B × C |
| Root Mean Deviation (Rq) | Rq = −4826 + 14.78A + 28.5B + 421C − 2.19B × C |
References
- Yusa, A.; Yamamoto, S.; Goto, H.; Uezono, H.; Asaoka, F.; Wang, L.; Ando, M.; Ishihara, S.; Ohshima, M. A new microcellular foam injection-molding technology using non-supercritical fluid physical blowing agents. Polym. Eng. Sci. 2016, 57, 105–113. [Google Scholar] [CrossRef]
- Gómez-Monterde, J.; Hain, J.; Sánchez-Soto, M.; Maspoch, M.L. Microcellular injection moulding: A comparison between MuCell process and the novel micro-foaming technology IQ Foam. J. Mater. Process. Technol. 2019, 268, 162–170. [Google Scholar] [CrossRef]
- Standau, T.; Zhao, C.; Castellón, S.M.; Bonten, C.; Altstädt, V. Chemical Modification and Foam Processing of Polylactide (PLA). Polymers 2019, 11, 306. [Google Scholar] [CrossRef]
- Wu, H.; Zhao, G.; Wang, G.; Zhang, W.; Li, Y. A new core-back foam injection molding method with chemical blowing agents. Mater. Des. 2018, 144, 331–342. [Google Scholar] [CrossRef]
- Realinho, V.; Arencón, D.; Antunes, M.; Velasco, J.I. Effects of a Phosphorus Flame Retardant System on the Mechanical and Fire Behavior of Microcellular ABS. Polymers 2018, 11, 30. [Google Scholar] [CrossRef] [PubMed]
- Trexel. TecoCell®—CFA. Available online: http://www.trexel.com/en/tecocell-cfa (accessed on 9 June 2019).
- Zhao, P.; Zhao, Y.; Kharbas, H.; Zhang, J.; Wu, T.; Yang, W.; Fu, J.; Turng, L.-S. In-situ ultrasonic characterization of microcellular injection molding. J. Mater. Process. Technol. 2019, 270, 254–264. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.-Q.; Wang, J.-C.; Zhang, L. Research on formation mechanisms and control of external and inner bubble morphology in microcellular injection molding. Polym. Eng. Sci. 2014, 55, 807–835. [Google Scholar] [CrossRef]
- Llewelyn, G.; Rees, A.; Griffiths, C.A.; Scholz, S.G. Advances in microcellular injection moulding. J. Cell. Plast. 2020, 56. [Google Scholar] [CrossRef]
- Xu, J. Microcellular Injection Molding, 1st ed.; Xu, J., Ed.; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; Volume 1. [Google Scholar]
- Shaayegan, V.; Wang, G.; Park, C.B. Study of the bubble nucleation and growth mechanisms in high-pressure foam injection molding through in-situ visualization. Eur. Polym. J. 2016, 76, 2–13. [Google Scholar] [CrossRef]
- Wang, C.; Shaayegan, V.; Ataei, M.; Costa, F.; Han, S.; Bussmann, M.; Park, C.B. Accurate theoretical modeling of cell growth by comparing with visualized data in high-pressure foam injection molding. Eur. Polym. J. 2019, 119, 189–199. [Google Scholar] [CrossRef]
- Muñoz-Pascual, S.; Lopez-Gonzalez, E.; Saiz-Arroyo, C.; Rodriguez-Perez, M.A. Effect of Mold Temperature on the Impact Behavior and Morphology of Injection Molded Foams Based on Polypropylene Polyethylene-Octene Copolymer Blends. Polymers 2019, 11, 894. [Google Scholar] [CrossRef] [PubMed]
- Świetlicki, M.; Chocyk, D.; Klepka, T.; Prószyński, A.; Kwaśniewska, A.; Borc, J.; Gładyszewski, G. The Structure and Mechanical Properties of the Surface Layer of Polypropylene Polymers with Talc Additions. Materials 2020, 13, 698. [Google Scholar] [CrossRef] [PubMed]
- Wang, G.; Zhao, G.; Dong, G.; Mu, Y.; Park, C.B. Lightweight and strong microcellular injection molded PP/talc nanocomposite. Compos. Sci. Technol. 2018, 168, 38–46. [Google Scholar] [CrossRef]
- Yan, K.; Guo, W.; Mao, H.; Yang, Q.; Meng, A.Z. Investigation on Foamed PP/Nano-CaCO3 Composites in a Combined in-Mold Decoration and Microcellular Injection Molding Process. Polymers 2020, 12, 363. [Google Scholar] [CrossRef]
- Fu, L.; Shi, Q.; Ji, Y.; Wang, G.; Zhang, X.; Chen, J.; Shen, C.; Park, C.B. Improved cell nucleating effect of partially melted crystal structure to enhance the microcellular foaming and impact properties of isotactic polypropylene. J. Supercrit. Fluids 2020, 160, 104794. [Google Scholar] [CrossRef]
- Lee, S.H.; Zhang, Y.; Kontopoulou, M.; Park, C.B.; Wong, A.; Zhai, W. Optimization of Dispersion of Nanosilica Particles in a PP Matrix and Their Effect on Foaming. Int. Polym. Process. 2011, 26, 388–398. [Google Scholar] [CrossRef]
- Llewelyn, G.; Rees, A.; Griffiths, C.A.; Jacobi, M. A Novel Hybrid Foaming Method for Low-Pressure Microcellular Foam Production of Unfilled and Talc-Filled Copolymer Polypropylenes. Polymers 2019, 11, 1896. [Google Scholar] [CrossRef]
- Kaltenegger-Uray, A.; Rieß, G.; Lucyshyn, T.; Holzer, C.; Kern, W. Physical Foaming and Crosslinking of Polyethylene with Modified Talcum. Polymers 2019, 11, 1472. [Google Scholar] [CrossRef]
- Shaayegan, V.; Wang, C.; Park, C.B.; Costa, F.; Han, S. Mechanism of Cell Nucleation in High-Pressure Foam Injection Molding Followed by Precise Mold-Opening. In Proceedings of the SPE-ANTEC, Indianapolis, IN, USA, 23–25 May 2016; pp. 1151–1155. [Google Scholar]
- Tromm, M.; Shaayegan, V.; Wang, C.; Heim, H.-P.; Park, C.B. Investigation of the mold-filling phenomenon in high-pressure foam injection molding and its effects on the cellular structure in expanded foams. Polymers 2019, 160, 43–52. [Google Scholar] [CrossRef]
- Wang, G.; Zhao, G.; Zhang, L.; Mu, Y.; Park, C.B. Lightweight and tough nanocellular PP/PTFE nanocomposite foams with defect-free surfaces obtained using in situ nanofibrillation and nanocellular injection molding. Chem. Eng. J. 2018, 350, 1–11. [Google Scholar] [CrossRef]
- Bernardo, V.; León, J.M.-D.; Pinto, J.; Verdejo, R.; Rodriguez-Perez, M.A. Modeling the heat transfer by conduction of nanocellular polymers with bimodal cellular structures. Polymers 2019, 160, 126–137. [Google Scholar] [CrossRef]
- Tiwary, P.; Park, C.B.; Kontopoulou, M. Transition from microcellular to nanocellular PLA foams by controlling viscosity, branching and crystallization. Eur. Polym. J. 2017, 91, 283–296. [Google Scholar] [CrossRef]
- Costeux, S. CO2-blown nanocellular foams. J. Appl. Polym. Sci. 2014, 131, 131. [Google Scholar] [CrossRef]
- Ameli, A.; Nofar, M.; Park, C.; Pötschke, P.; Rizvi, G. Polypropylene/carbon nanotube nano/microcellular structures with high dielectric permittivity, low dielectric loss, and low percolation threshold. Carbon 2014, 71, 206–217. [Google Scholar] [CrossRef]
- Suhartono, E.; Chen, S.-C.; Lee, K.-H.; Wang, K.-J. Improvements on the tensile properties of microcellular injection molded parts using microcellular co-injection molding with the material combinations of PP and PP-GF. Int. J. Plast. Technol. 2017, 21, 351–369. [Google Scholar] [CrossRef]
- Li, S.; Zhao, G.; Wang, G.; Guan, Y.; Wang, X. Influence of relative low gas counter pressure on melt foaming behavior and surface quality of molded parts in microcellular injection molding process. J. Cell. Plast. 2014, 50, 415–435. [Google Scholar] [CrossRef]
- Llewelyn, G.; Rees, A.; Griffiths, C.A.; Scholz, S.G. Advances in Near Net Shape Polymer Manufacturing Through Microcellular Injection Moulding. In Materials Forming, Machining and Tribology; Springer Science and Business Media LLC: Cham, Switzerland, 2019; pp. 177–189. [Google Scholar]
- Hopmann, C.; Lammert, N.; Zhang, Y. Improvement of foamed part surface quality with variothermal temperature control and analysis of the mechanical properties. J. Cell. Plast. 2019, 55, 507–522. [Google Scholar] [CrossRef]
- Lee, J.; Turng, L.-S.; Dougherty, E.; Gorton, P. A novel method for improving the surface quality of microcellular injection molded parts. Polymers 2011, 52, 1436–1446. [Google Scholar] [CrossRef]
- Guo, W.; Yang, Q.; Mao, H.; Meng, A.Z.; Hua, L.; He, B. A Combined In-Mold Decoration and Microcellular Injection Molding Method for Preparing Foamed Products with Improved Surface Appearance. Polymers 2019, 11, 778. [Google Scholar] [CrossRef]
- Bellantone, V.; Surace, R.; Trotta, G.; Fassi, I. Replication capability of micro injection moulding process for polymeric parts manufacturing. Int. J. Adv. Manuf. Technol. 2012, 67, 1407–1421. [Google Scholar] [CrossRef]
- Ryu, Y.; Sohn, J.S.; Kweon, B.C.; Cha, S.W. Shrinkage Optimization in Talc- and Glass-Fiber-Reinforced Polypropylene Composites. Materials 2019, 12, 764. [Google Scholar] [CrossRef] [PubMed]
- Gómez-Monterde, J.; Sánchez-Soto, M.; Maspoch, M.L. Influence of injection molding parameters on the morphology, mechanical and surface properties of ABS foams. Adv. Polym. Technol. 2018, 37, 2707–2720. [Google Scholar] [CrossRef]
- Montgomery, D.C. Design and Analysis of Experiments, 8th ed.; John Wiley & Sons, Inc.: New Jersey, NJ, USA, 2017; p. 724. [Google Scholar]
- Orooji, Y.; Ghasali, E.; Emami, N.; Noorisafa, F.; Razmjou, A. ANOVA Design for the Optimization of TiO2 Coating on Polyether Sulfone Membranes. Molecules 2019, 24, 2924. [Google Scholar] [CrossRef]
- Mi, D.; Xia, C.; Jin, M.; Wang, F.; Shen, K.; Zhang, J. Quantification of the Effect of Shish-Kebab Structure on the Mechanical Properties of Polypropylene Samples by Controlling Shear Layer Thickness. Macromolecules 2016, 49, 4571–4578. [Google Scholar] [CrossRef]
- Xi, Z.; Sha, X.; Liu, T.; Zhao, L. Microcellular injection molding of polypropylene and glass fiber composites with supercritical nitrogen. J. Cell. Plast. 2014, 50, 489–505. [Google Scholar] [CrossRef]
- Turng, L.-S.; Kharbas, H. Development of a Hybrid Solid-Microcellular Co-injection Molding Process. Int. Polym. Process. 2004, 19, 77–86. [Google Scholar] [CrossRef]
- Pomerleau, J.; Sanschagrin, B. Injection molding shrinkage of PP: Experimental progress. Polym. Eng. Sci. 2006, 46, 1275–1283. [Google Scholar] [CrossRef]
- Dong, G.; Zhao, G.; Guan, Y.; Li, S.; Wang, X. Formation mechanism and structural characteristics of unfoamed skin layer in microcellular injection-molded parts. J. Cell. Plast. 2015, 52, 419–439. [Google Scholar] [CrossRef]
- Lohr, C.; Beck, B.; Henning, F.; Weidenmann, K.A.; Elsner, P. Process comparison on the microstructure and mechanical properties of fiber-reinforced polyphenylene sulfide using MuCell technology. J. Reinf. Plast. Compos. 2018, 37, 1020–1034. [Google Scholar] [CrossRef]
- Xu, J.; Kishbaugh, L. Simple Modeling of the Mechanical Properties with Part Weight Reduction for Microcellular Foam Plastic. J. Cell. Plast. 2003, 39, 29–47. [Google Scholar] [CrossRef]









| Input Variable | −1 | 0 | 1 |
|---|---|---|---|
| Mould Temperature (°C) | 25 | 57.5 | 90 |
| Injection Speed (mm/s) | 100 | 183.9 | 267.8 |
| Back-Pressure (MPa) | 12 | 14 | 16 |
| Average Melt Temperature (°C) | 155 | 207.5 | 260 |
| Holding Time (s) | 0 | 3.5 | 7 |
| Source | df | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 9 | 187,000 | 20,778 | 14.18 | 0.000 |
| Linear | 5 | 138,934 | 27,787 | 18.97 | 0.000 |
| Mould Temperature | 1 | 114,005 | 114,005 | 77.83 | 0.000 |
| Injection Speed | 1 | 11,190 | 11,190 | 7.64 | 0.011 |
| Back-Pressure | 1 | 27 | 27 | 0.02 | 0.893 |
| Melt Temperature | 1 | 1444 | 1444 | 0.99 | 0.331 |
| Holding Time | 1 | 12,268 | 12,268 | 8.37 | 0.008 |
| 2-Way Interactions | 4 | 48,066 | 12,016 | 8.2 | 0.000 |
| Injection Speed × Melt Temperature | 1 | 12,591 | 12,591 | 8.6 | 0.007 |
| Injection Speed × Holding Time | 1 | 11,461 | 11,461 | 7.82 | 0.010 |
| Back-Pressure × Melt Temperature | 1 | 7558 | 7558 | 5.16 | 0.033 |
| Melt Temperature × Holding Time | 1 | 16,456 | 16,456 | 11.23 | 0.003 |
| Residual | 23 | 33,692 | 1465 | ||
| Curvature | 1 | 0 | 0 | 0.00 | 0.994 |
| Lack-of-Fit | 22 | 33,692 | 1531 | ||
| Total | 32 | 220,692 |
| Source | df | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 7 | 9.5998 | 1.3714 | 31.07 | 0.000 |
| Linear | 5 | 8.4735 | 1.69469 | 38.39 | 0.000 |
| Mould Temperature | 1 | 0.0107 | 0.01068 | 0.24 | 0.627 |
| Injection Speed | 1 | 0.3843 | 0.38433 | 8.71 | 0.007 |
| Back-Pressure | 1 | 0.0369 | 0.03691 | 0.84 | 0.369 |
| Melt Temperature | 1 | 5.9321 | 5.9321 | 134.38 | 0.000 |
| Holding Time | 1 | 2.1094 | 2.10944 | 47.78 | 0.000 |
| 2-way interactions | 1 | 0.7347 | 0.73466 | 16.64 | 0.000 |
| Melt Temperature × Holding Time | 1 | 0.7347 | 0.73466 | 16.64 | 0.000 |
| Curvature | 1 | 0.3917 | 0.39165 | 8.87 | 0.006 |
| Residual | 25 | 1.1036 | 0.04415 | ||
| Total | 32 | 10.7034 |
| Source | df | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 7,334,374 | 1,833,593 | 2.01 | 0.12 |
| Linear | 3 | 4,691,865 | 1,563,955 | 1.72 | 0.186 |
| Mould Temperature | 1 | 4,277,081 | 4,277,081 | 4.7 | 0.039 |
| Injection Speed | 1 | 404,925 | 404,925 | 0.44 | 0.51 |
| Back-pressure | 1 | 9858 | 9858 | 0.01 | 0.918 |
| 2-Way Interactions | 1 | 2,642,509 | 2,642,509 | 2.9 | 0.1 |
| Injection Speed × Back pressure | 1 | 2,642,509 | 2,642,509 | 2.9 | 0.1 |
| Residual | 28 | 25,507,360 | 910,977 | ||
| Curvature | 1 | 0 | 0 | 0 | 1 |
| Lack-of-Fit | 27 | 25,507,359 | 944,717 | ||
| Total | 32 | 32,841,733 |
| Source | df | Sum of Squares | Mean Squares | F-Value | p-Value |
|---|---|---|---|---|---|
| Model | 4 | 12,792,135 | 3,198,034 | 2.31 | 0.082 |
| Linear | 3 | 8,473,030 | 2,824,343 | 2.04 | 0.13 |
| Mould Temperature | 1 | 7,381,443 | 7,381,443 | 5.34 | 0.028 |
| Injection Speed | 1 | 1,046,061 | 1,046,061 | 0.76 | 0.392 |
| Back Pressure | 1 | 45,527 | 45,527 | 0.03 | 0.857 |
| 2-Way Interactions | 1 | 4,319,105 | 4,319,105 | 3.13 | 0.088 |
| Injection Speed × Back Pressure | 1 | 4,319,105 | 4,319,105 | 3.13 | 0.088 |
| Residual | 28 | 38,689,194 | 1,381,757 | ||
| Curvature | 1 | 1523 | 1523 | 0 | 0.974 |
| Lack-of-Fit | 27 | 38,687,671 | 1,432,877 | ||
| Total | 32 | 51,481,329 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Llewelyn, G.; Rees, A.; Griffiths, C.; Jacobi, M. A Design of Experiment Approach for Surface Roughness Comparisons of Foam Injection-Moulding Methods. Materials 2020, 13, 2358. https://doi.org/10.3390/ma13102358
Llewelyn G, Rees A, Griffiths C, Jacobi M. A Design of Experiment Approach for Surface Roughness Comparisons of Foam Injection-Moulding Methods. Materials. 2020; 13(10):2358. https://doi.org/10.3390/ma13102358
Chicago/Turabian StyleLlewelyn, Gethin, Andrew Rees, Christian Griffiths, and Martin Jacobi. 2020. "A Design of Experiment Approach for Surface Roughness Comparisons of Foam Injection-Moulding Methods" Materials 13, no. 10: 2358. https://doi.org/10.3390/ma13102358
APA StyleLlewelyn, G., Rees, A., Griffiths, C., & Jacobi, M. (2020). A Design of Experiment Approach for Surface Roughness Comparisons of Foam Injection-Moulding Methods. Materials, 13(10), 2358. https://doi.org/10.3390/ma13102358