Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Hardness Test
2.2. Dry Sliding Test
2.3. Surface Roughness of Counterparts and Samples
3. Results and Discussions
3.1. Wear Behaviour
3.2. Wear Mechanisms
4. Conclusions
- (1)
- Tool steels belonging to high strength steels can successfully represent wear-resistant steels. Because their chemical composition positively supports mechanical properties. This result has been obtained for materials, which are both in the basic annealed state and in the hardened and tempered state.
- (2)
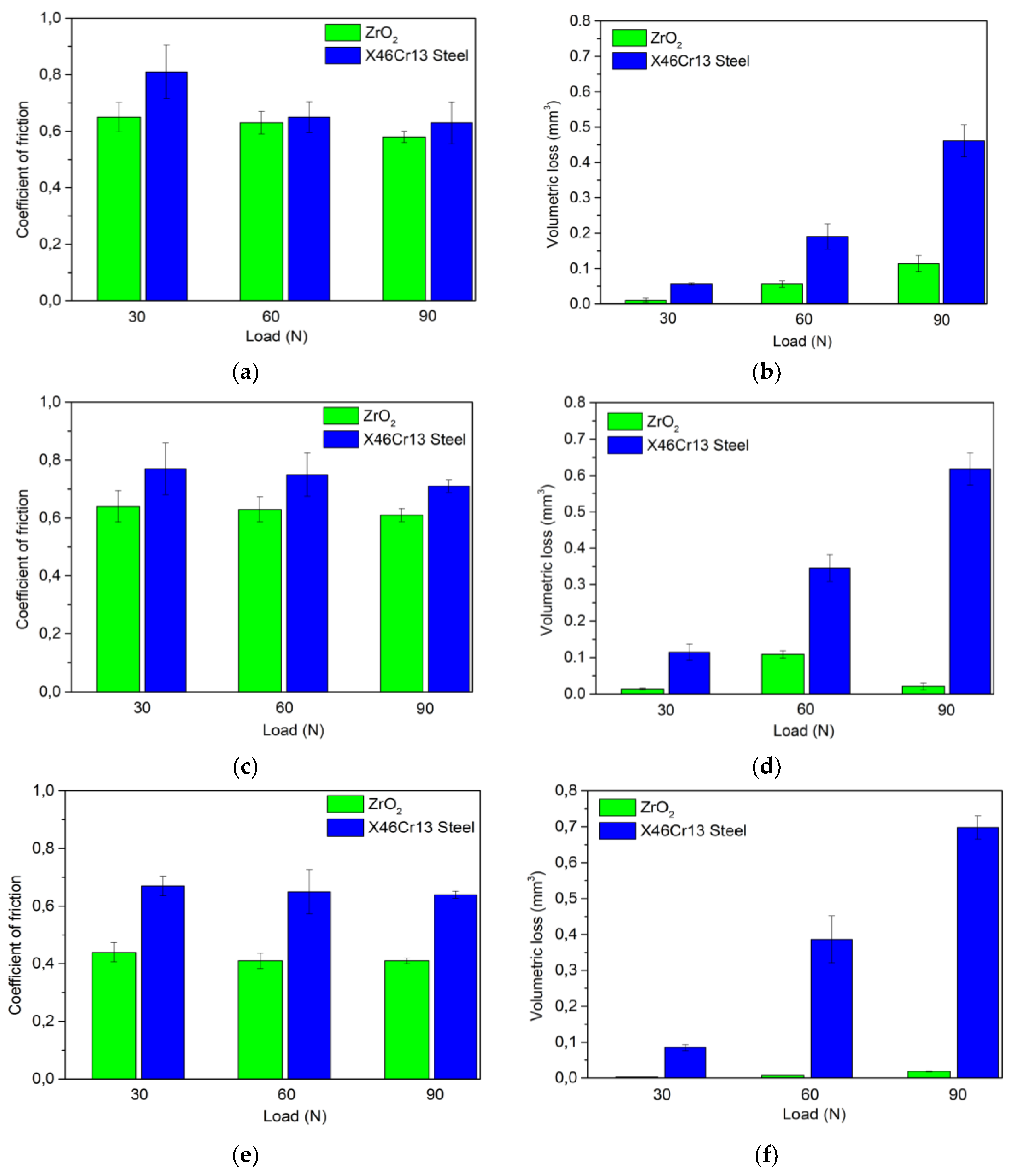
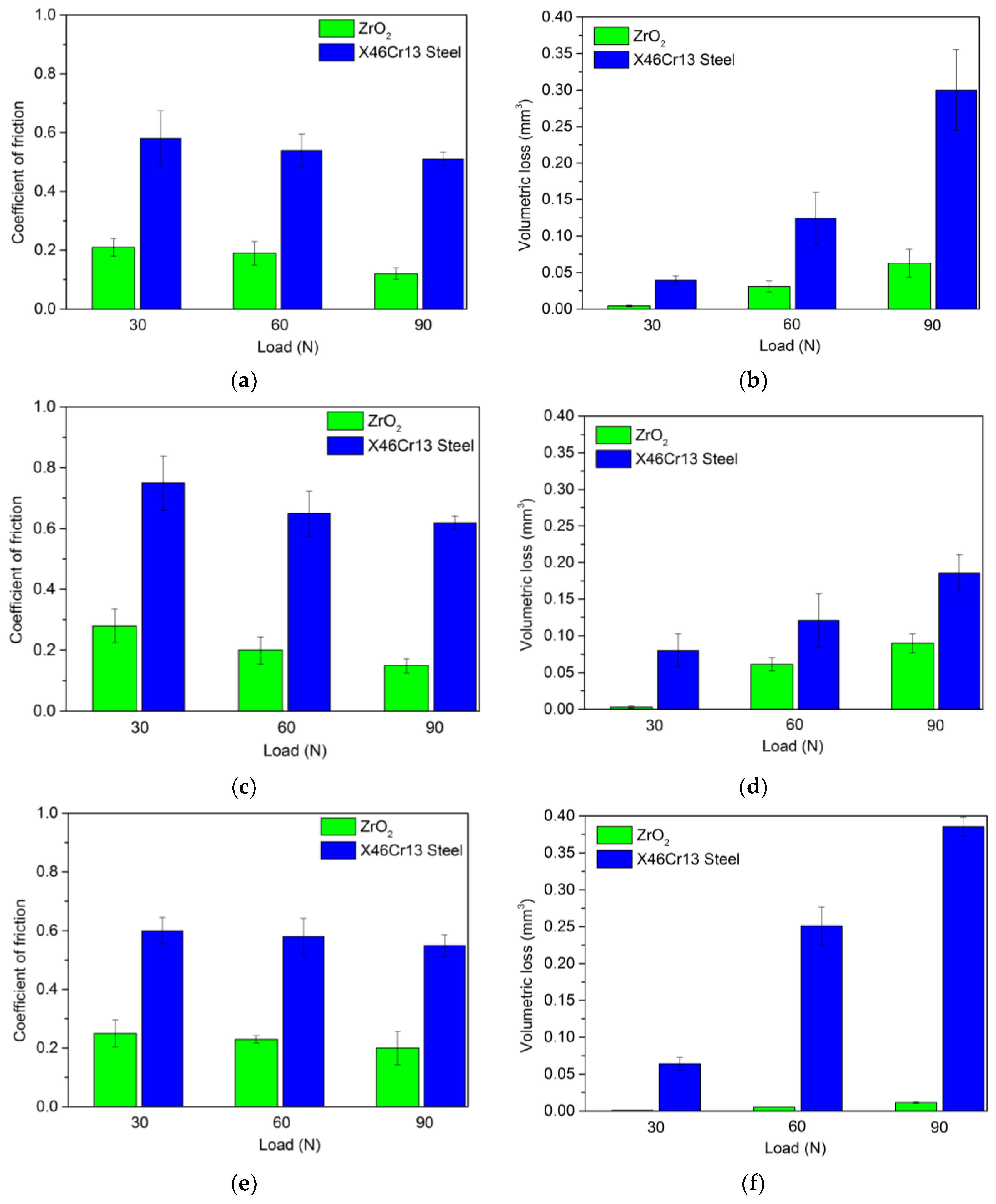
- Changing the contact pairs causes a significant reduction in the wear and friction coefficient. This change is associated with wear mechanisms in contact with the ZrO2 ceramic material. The results clearly show a reduction in wear as well as a coefficient of friction due to the predominantly adhesive wear of all samples in the basic state and the heat-treated state.
- (3)
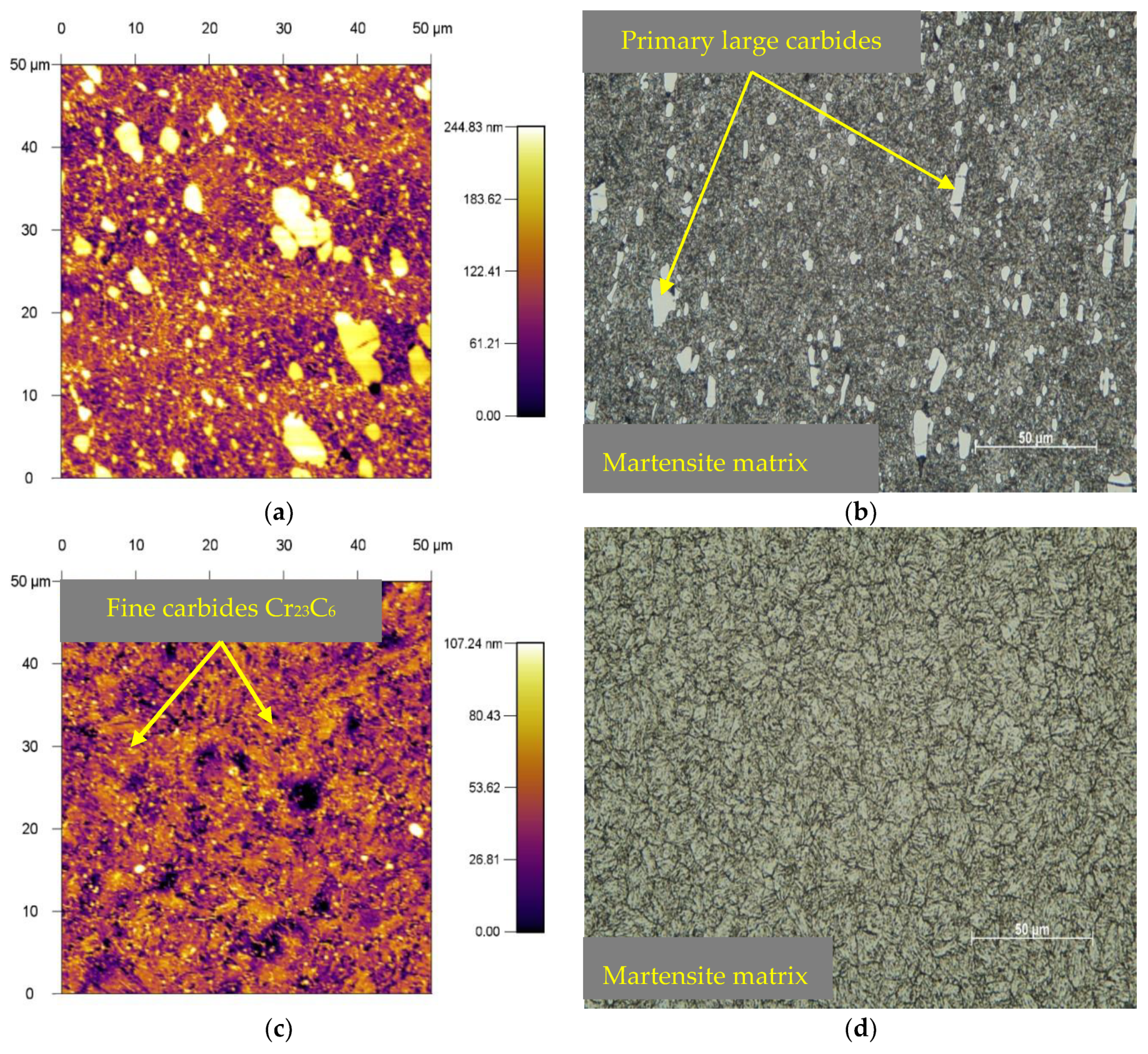
- Experimental steel X153CrMoV12 reached the highest hardness after heat treatment. The hardness value was 694 HV5, which represents a 250% increase when compared to the basic annealed state.
- (4)
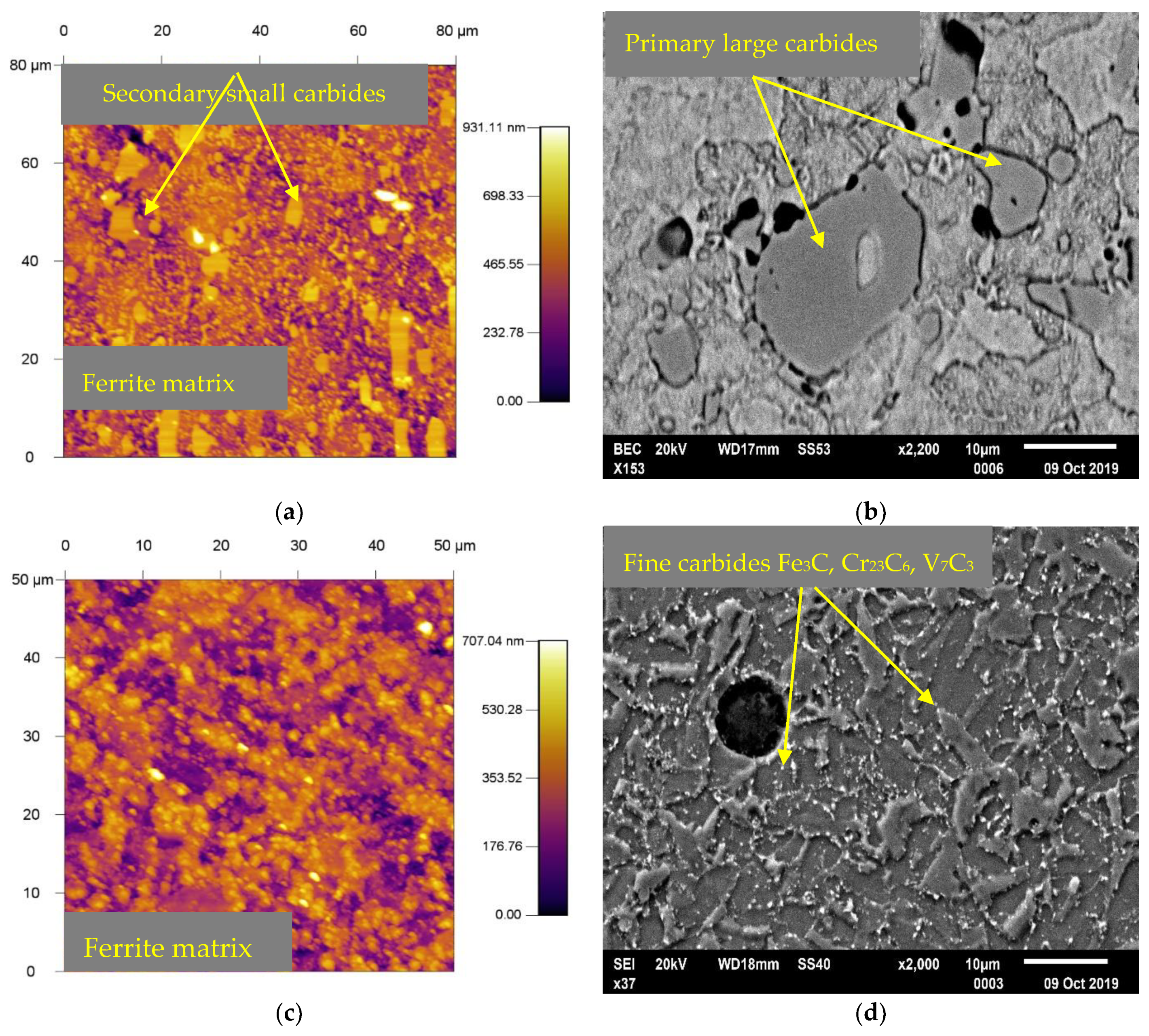
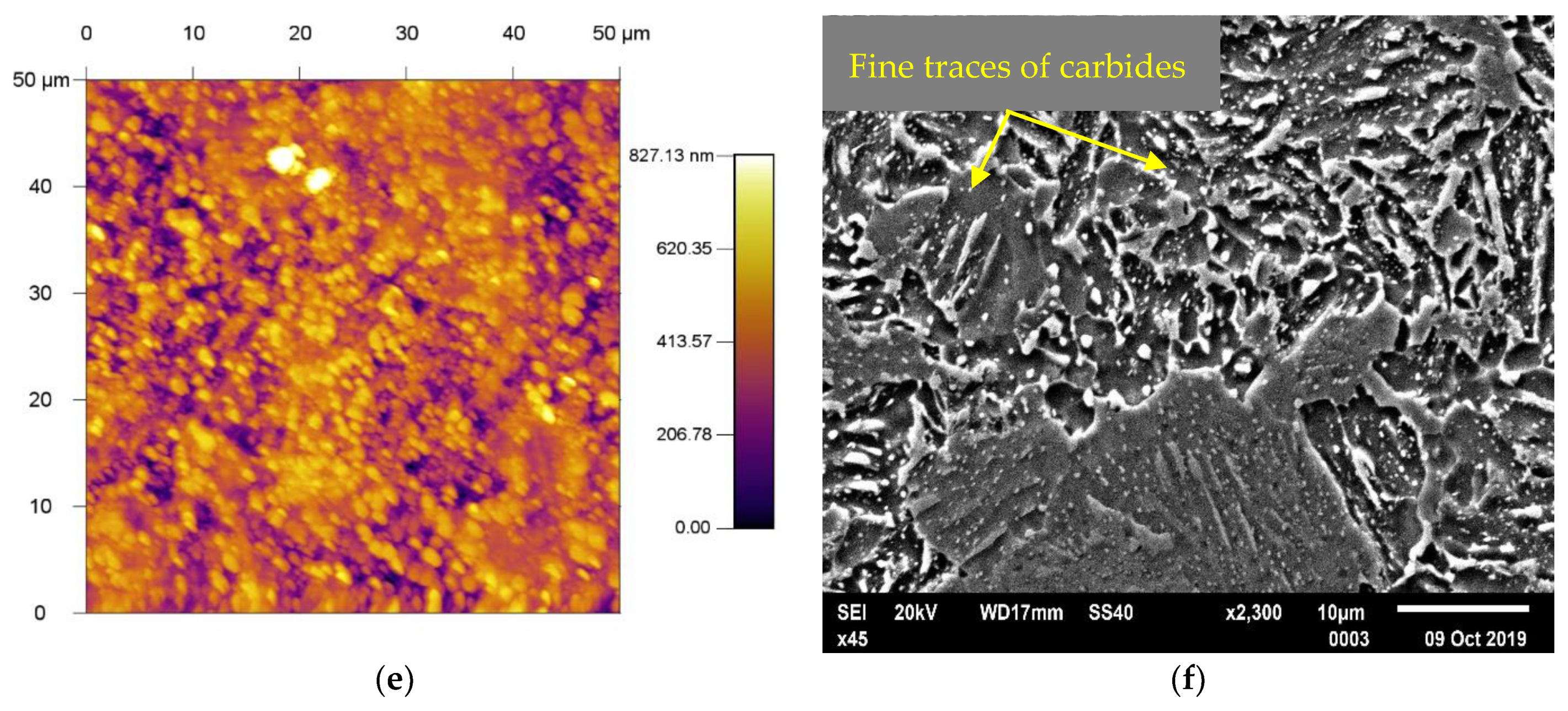
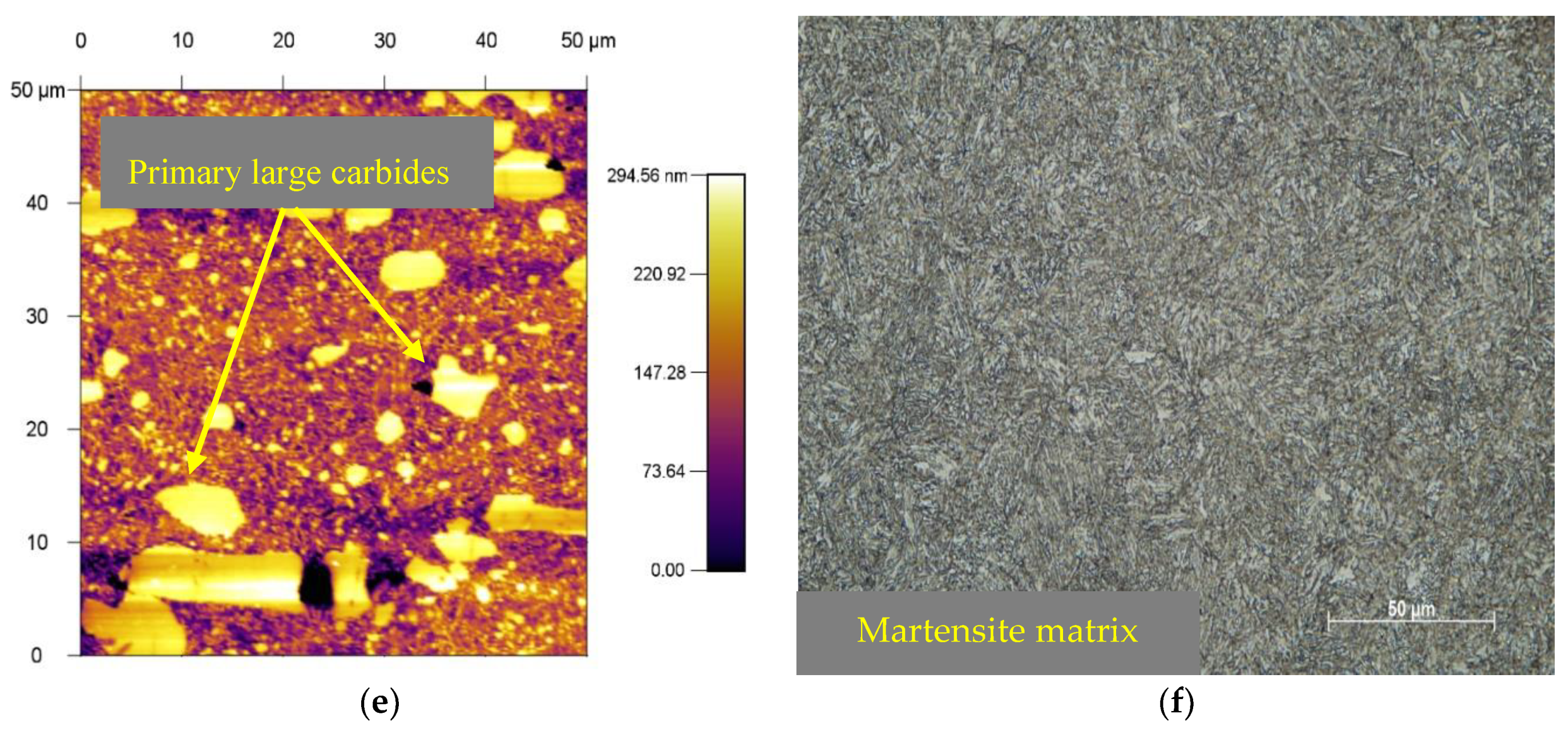
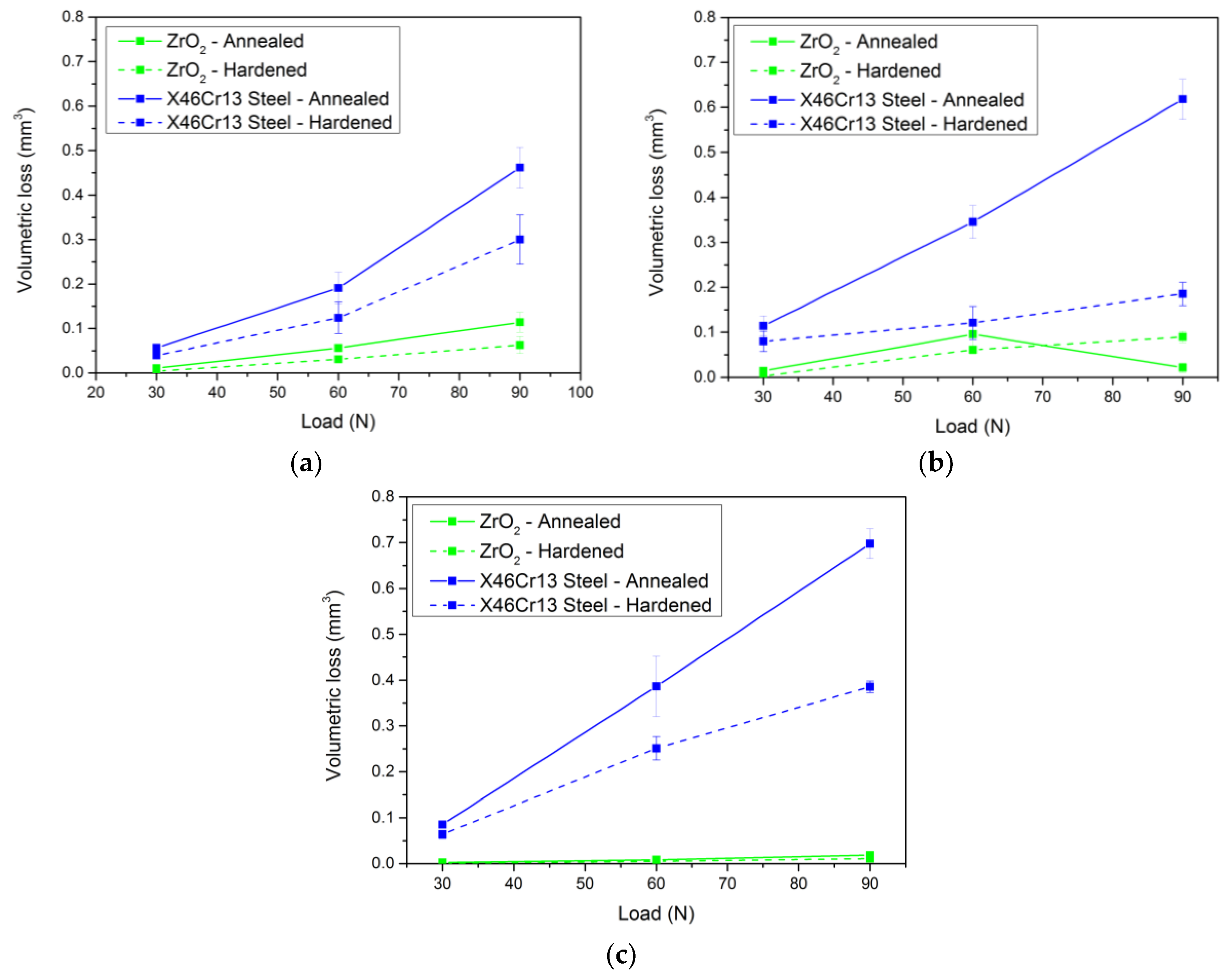
- The hardness of the samples also affects the resulting wear. This hardness is closely related to the microstructure of the samples. Increasing the hardness has a positive effect on the resulting wear. The experimental steel X153CrMoV12 with the presence of large primary and secondary chromium carbides achieved the least wear in contact with the X46Cr13 steel ball both in the annealed and heat-treated state.
- (5)
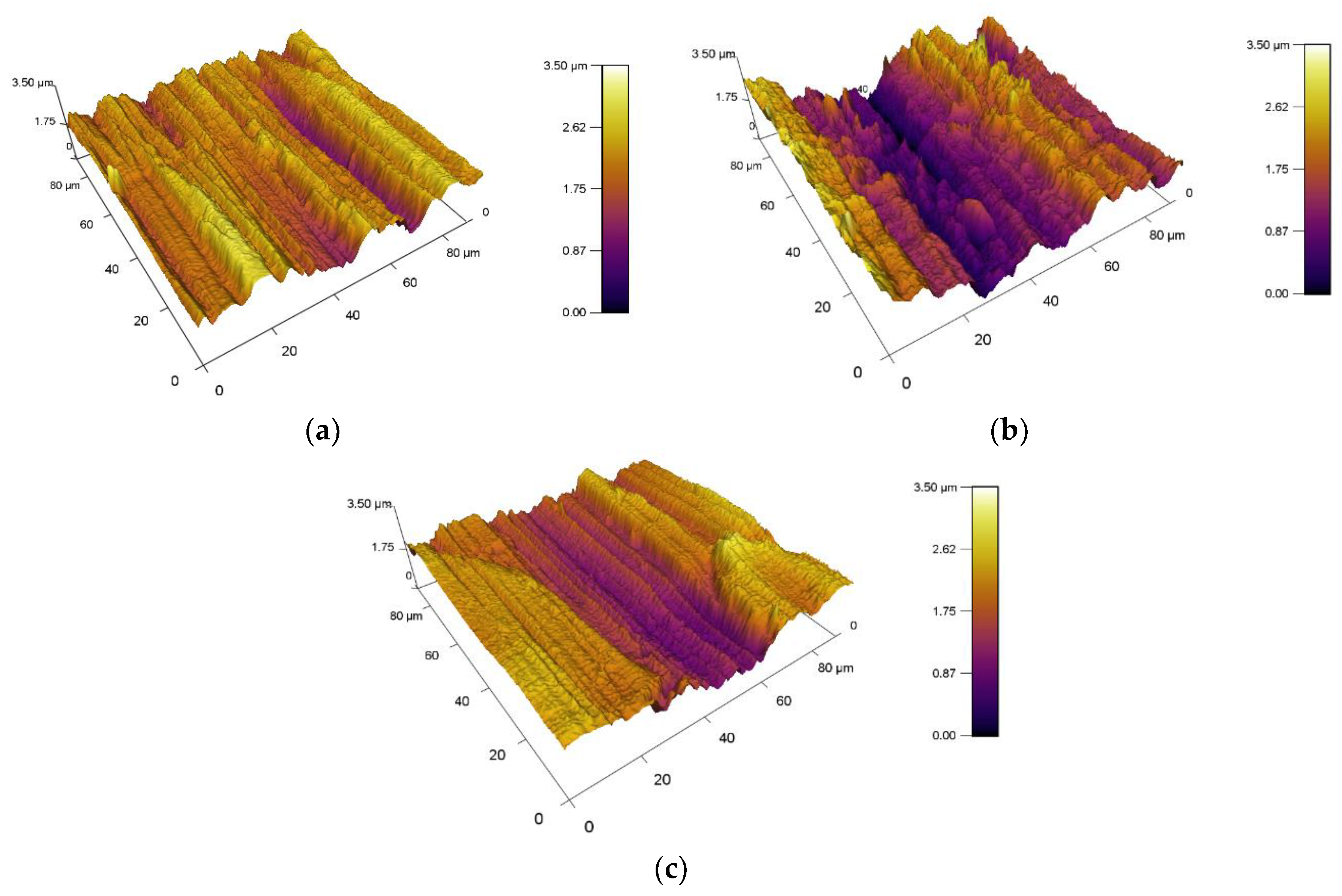
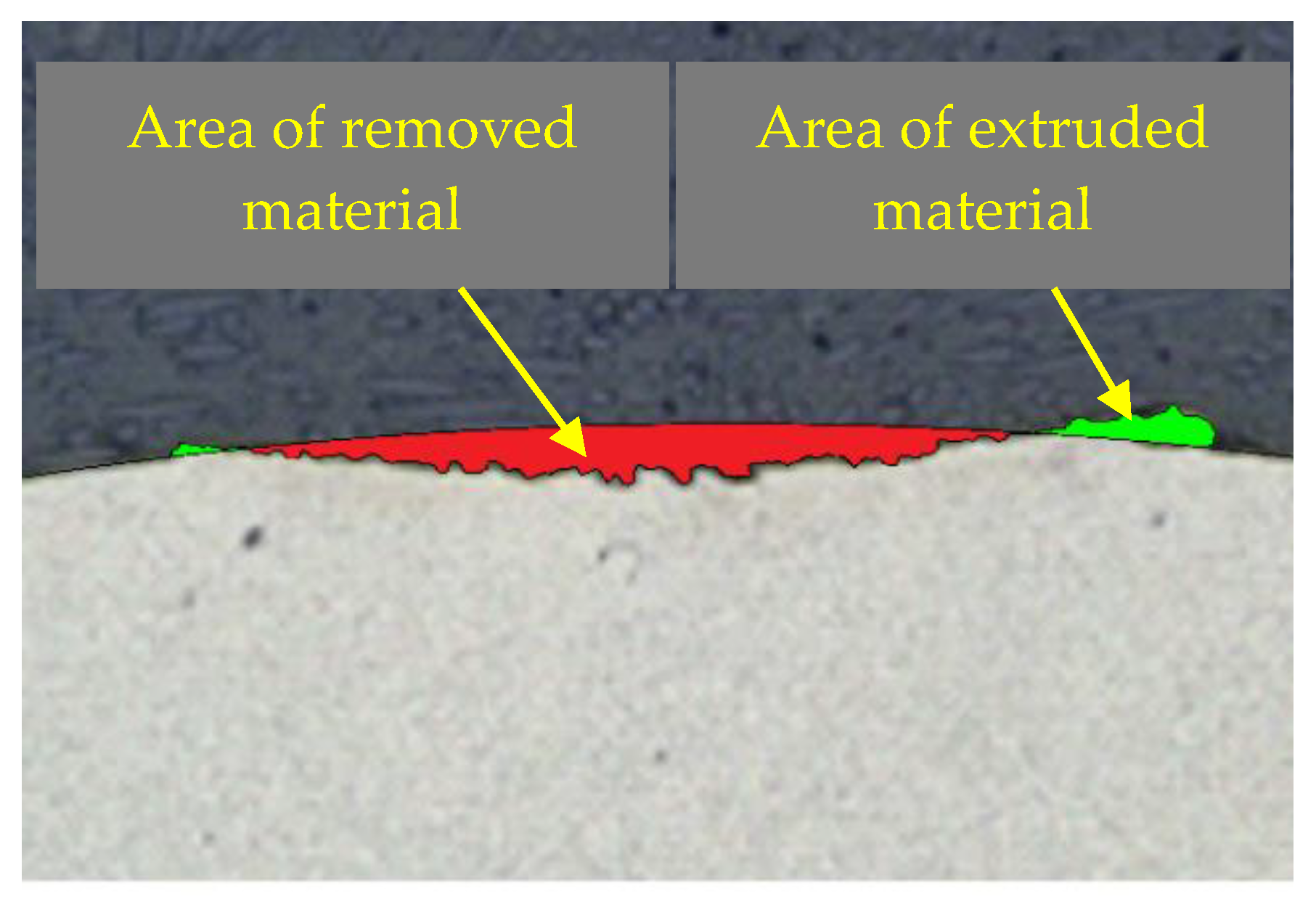
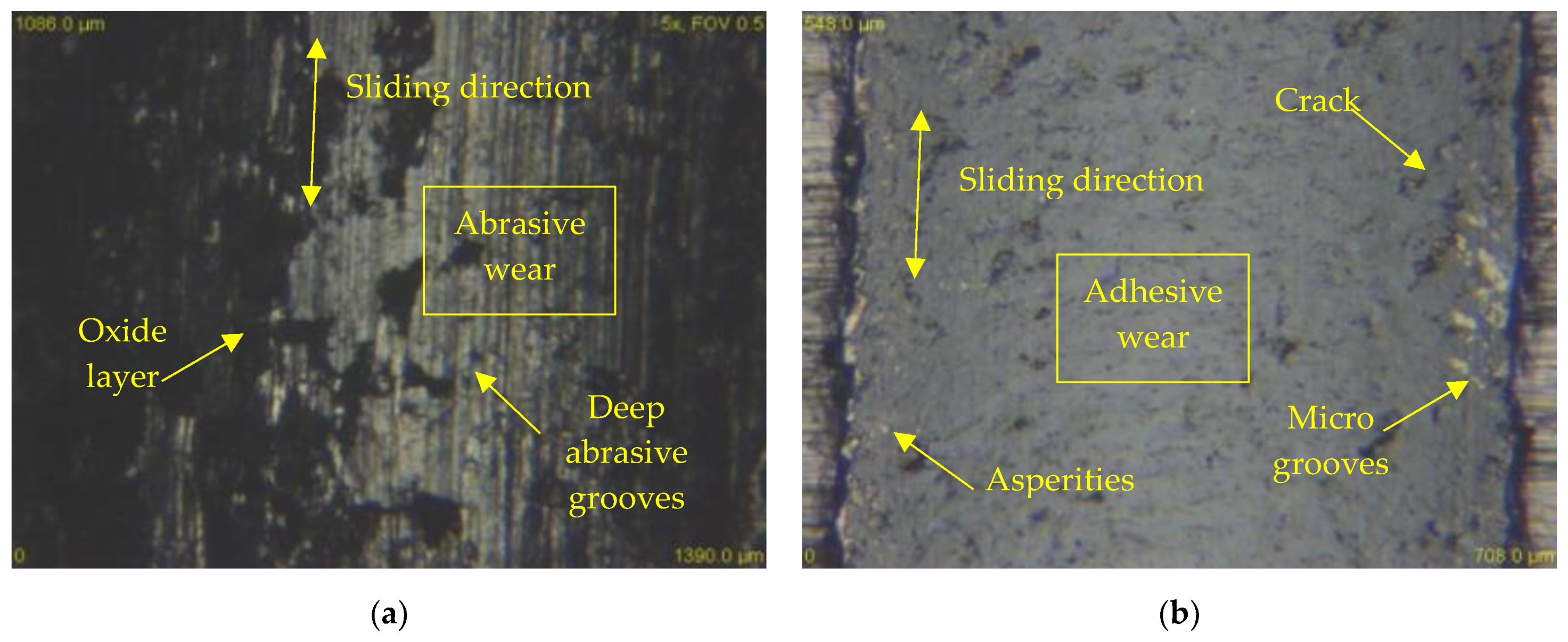
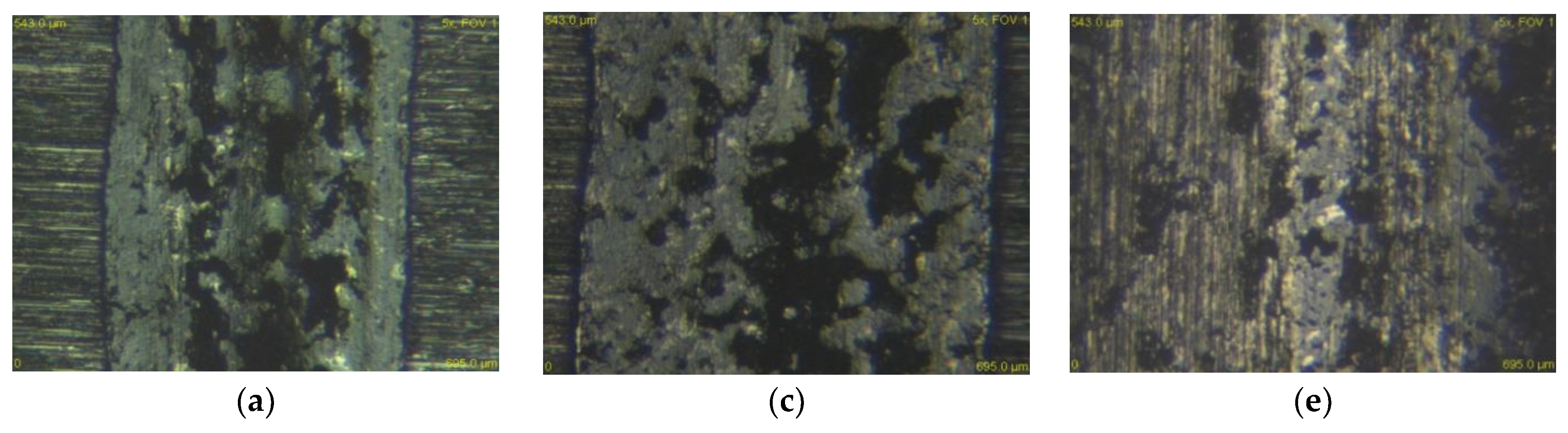
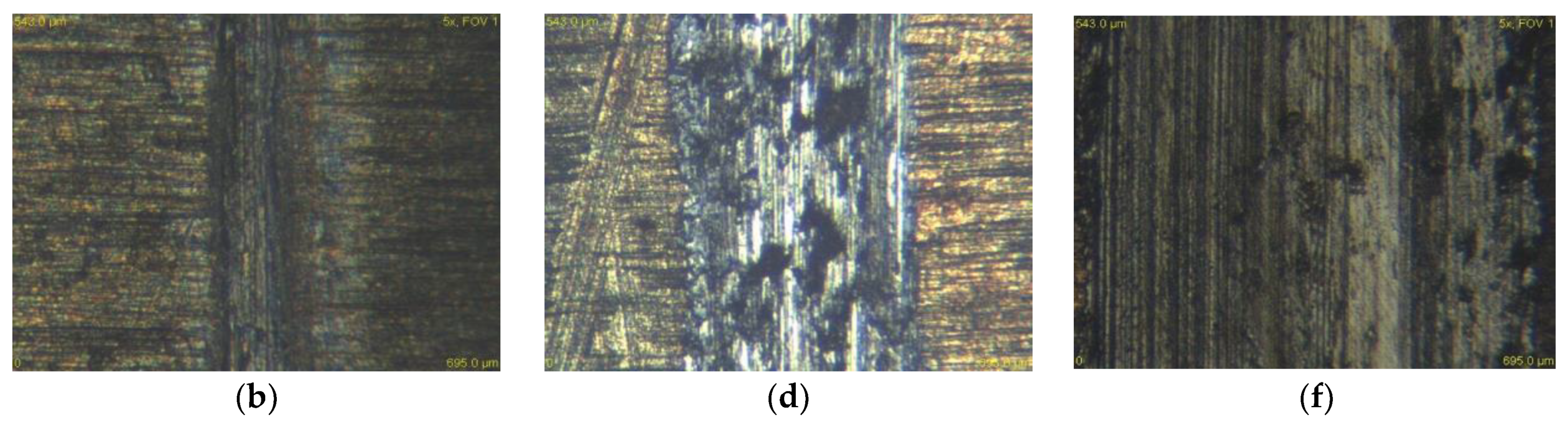
- Another important factor that plays one of the most important roles is the load during tribological testing. Increasing the load results in significant degradation of the material on the sample surface. At the highest load of 90 N, the highest wear rate of all samples was also achieved. In the annealed state X37CrMoV5-1 steel and the load of 90 N, the wear value has dropped to a lower level than at the load of 60 N. The explanation for this result is to extrude the material at the edge of the friction groove. In this experiment, two types of wear, which include abrasive and adhesive wear, occurred on the surface. Under the influence of high specific load, there was a significant plastic deformation and the material was cold-welded to the edges of the groove.
- (6)
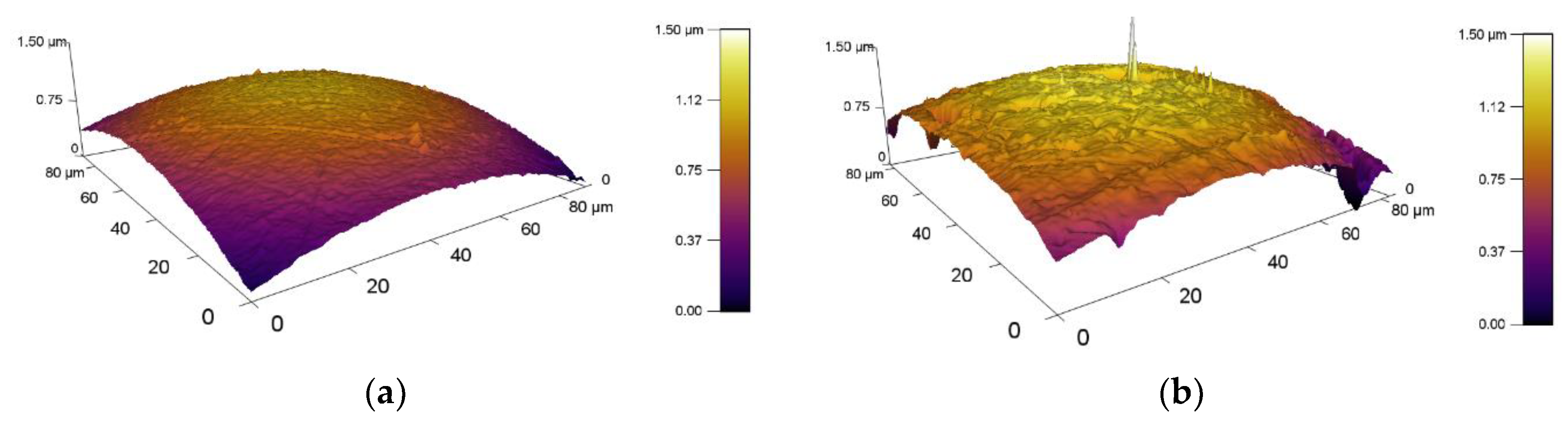
- The roughness of the experimental samples was at a similar level and did not play a major role in wear. An important factor was the roughness of the counterparts. The ceramic ball ZrO2 achieved a significantly lower wear value than the steel ball X46Cr13. This is also due to the greater contact surface with the material under investigation and, thus, better distribution of the compressive load over the friction surface. Because of these small differences in skewness and kurtosis values, it is difficult to determine their effect on the resulting tribological properties.
- (7)
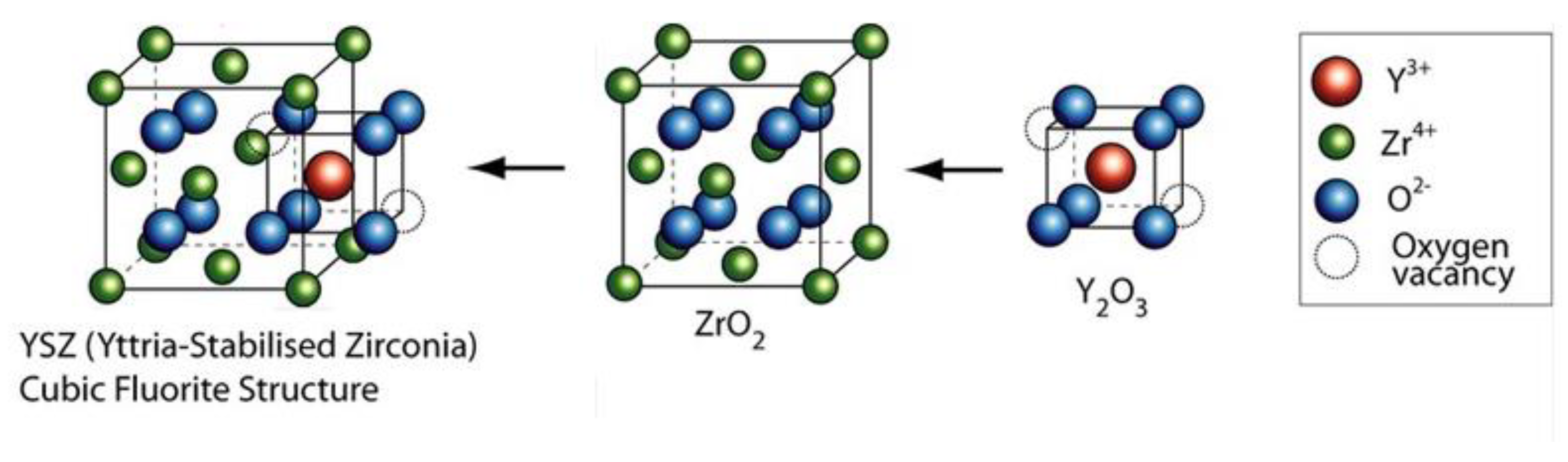
- In the case of hardness, it can also be stated that the ceramic ball ZrO2 with a hardness of 1400 HV5 created a significant pressure load on all the samples and, due to the mostly adhesive wear, a plastic hardened shell was formed on the groove surface, which resisted further wear.
- (8)
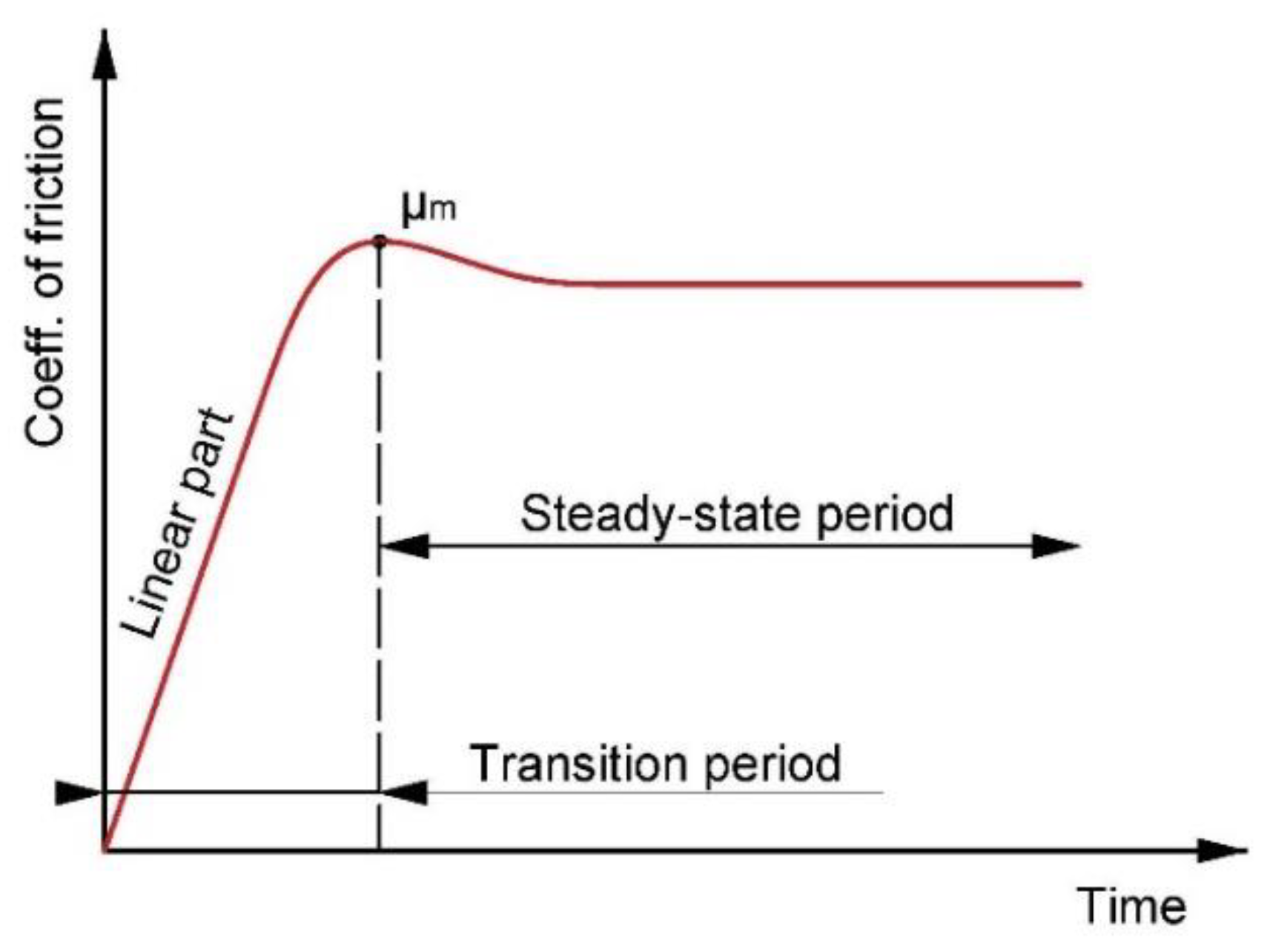
- The friction coefficient due to the increasing load had a decreasing character in all three experimental samples. This result is associated with increasing temperature due to increasing load. The increasing temperature positively affects the coefficient of friction due to the changing kinetic energy into the heat. This heat is exhibited by the vibrational movement of the atoms, which are looser and create less friction resistance.
- (9)
- X45NiCrMo4 tool steel achieved the best wear values in contact with the ZrO2 ceramic ball. It achieved these results in the basic annealed state as well as in the hardening and tempering state.
- (10)
- Lastly, it can be stated that, when comparing the coefficients of friction with respect to the heat treatment of the samples, the best improvement was achieved by the first investigated steel X153CrMoV12. The coefficient of friction improved by up to 72% on average with the ceramic ball as a counterpart. With the X46Cr13 ball as a counterpart, the improvement was 20%.
Author Contributions
Funding
Conflicts of Interest
References
- Bourithis, L.; Papadimitriou, G.D.; Sideris, J. Comparison of wear properties of tool steels AISI D2 and O1 with the same hardness. Tribol. Int. 2006, 39, 479–489. [Google Scholar] [CrossRef]
- Omer, N.C.; Muammer, K. Experimental investigations on wear resistance characteristics of alternative die materials for stamping of advanced high-strength steels (AHSS). Int. J. Mach. Tools Manuf. 2009, 49, 897–905. [Google Scholar]
- Sen, U.; Unal, H.; Mimaroglu, A.; Yilmaz, S.; Sen, S. Wear behavior of alumina and AISI 52100 steel against molybdeniym boreide coated AISI D2 steel. Tehnol. Inovativa 2007, 59, 105–108. [Google Scholar]
- Das, D.; Ray, K.K.; Dutta, A.K. Influence of temperature of sub-zero treatments on the wear behavior of die steel. Wear 2009, 267, 1361–1370. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part I. Microstructure and hardness. Mater. Sci. Eng. 2010, 527, 2182–2193. [Google Scholar] [CrossRef]
- Das, D.; Dutta, A.K.; Ray, K.K. Sub-zero treatments of AISI D2 steel: Part II. Wear behavior. Mater. Sci. Eng. 2010, 52, 2194–2206. [Google Scholar] [CrossRef]
- Celik, G.A.; Polat, S.; Atapek, S.H. Effect of Single and Duplex Thin Hard Film Coatings on the Wear Resistance of 1.2343 Tool Steel. Trans. Indian Inst. Met. 2018, 411–419. [Google Scholar] [CrossRef]
- Cihak-Bayr, U.; Mozdzen, G.; Badisch, E. High plastically deformed sub-surface tribozones in sliding experiments. Wear 2014, 11–20. [Google Scholar] [CrossRef]
- Straka, Ľ.; Hasova, S. Prediction of the heat-affected zone of tool steel EN X37CrMoV5-1 after die-sinking electrical discharge machining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1395–1406. [Google Scholar] [CrossRef]
- Sebek, M.; Falat, L.; Orecny, M. Abrasive wear resistance of modified X37CrMoV5-1 hot work tool steel after conventional and laser heat treatment. Int. J. Mater. Res. 2018, 460–468. [Google Scholar] [CrossRef]
- Pougis, A.; Philippon, S.; Massion, R. Dry friction of steel under high pressure in quasi-static conditions. Tribol. Int. 2013, 67, 27–35. [Google Scholar] [CrossRef]
- Dishliev, S.; Rupetsov, V.; Mishev, G.; Angelov, M.; Pashinski, C. Research the Wear Resistance of Multilayer Nanocomposite Coating Ti/TiN/TiCN-ml on 1.2767 Steel. In Proceedings of the 8th International Conference on Tribology, Sinaia, Romania, 30 October–1 November 2014; pp. 529–536. [Google Scholar]
- Balasundar, I.; Raghu, T. Effect of friction model in numerical analysis of equal channel angular pressing process. Mater. Des. 2010, 31, 449–457. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Ebrahimi, M. Effect of die channel angle, friction and back pressure in the equal channel angular pressing using 3d finite element simulation. Mater. Sci. Eng. 2010, 527, 1230–1235. [Google Scholar] [CrossRef]
- Dumoulin, S.; Roven, H.J.; Werenskiold, J.C.; Valberg, H.S. Finite element modeling of equal channel angular pressing: Effect of material properties, friction and die geometry. Mater. Sci. Eng. 2005, 410–411. [Google Scholar] [CrossRef]
- Yang, Y.L.; Lee, S. Finite element analysis of strain conditions after equal channel angular extrusion. J. Mater. Process. Technol. 2003, 140, 583–587. [Google Scholar] [CrossRef]
- Kurcik, P.; Gerlici, J.; Lack, T.; Suchanek, A.; Harusinec, J. Innovative solution for test equipment for the experimental investigation of friction properties of brake components of brake system. Transp. Res. Procedia 2019, 40, 759–766. [Google Scholar] [CrossRef]
- Uradnicek, J.; Musil, M.; Peciar, P.; Juhas, M.; Suchal, A. Experimental Test Device for Dynamic, Thermal and Tribology Analysis of Components of Disc Brakes. Patent SK288602-B6; Slovak University of Technology in Bratislava, 2017. [Google Scholar]
- Amiriyan, M.; Blais, C.; Savoie, S.; Schulz, R.; Gariépy, M.; Alamdari, H. Tribo-mechanical properties of HVOF deposited Fe3Al coatings reinforced with TiB2 particles for wear-resistant applications. Materials 2016, 9, 117. [Google Scholar] [CrossRef]
- Krbaťa, M.; Eckert, M.; Križan, D.; Barényi, I.; Mikušova, I. Hot Deformation Process Analysis and Modelling of X153CrMoV12 Steel. Metals 2019, 9, 1125–1142. [Google Scholar] [CrossRef]
- Skołek, E.; Marciniak, S.; Swiatnicki, W.A. Thermal Stability of Nanocrystalline Structure In X37CrMoV5-l Steel. Arch. Metall. Mater. 2015, 60, 511–516. [Google Scholar] [CrossRef]
- Topuz, P.; Yilmaz, E.; Gündoğdu, E. Kinetic Investigations of Boronized Cold Work Tool Steels. Mater. Test. 2014, 56, 104–110. [Google Scholar] [CrossRef]
- Tóth, L.; Fabian, R. The Effects of Quenching and Tempering Treatment on the Hardness and Microstructures of a Cold Work Steel. Int. J. Eng. Manag. Sci. 2019, 4, 286–294. [Google Scholar]
- Fares, M.L.; Moussa, A.; Khelfaoui, Y.; Khettache, A. An investigation into the effects of conventional heat treatments on mechanical characteristics of new hot working tool steel. IOP Conf. Ser. Mater. Sci. Eng. 2012, 28, 1–10. [Google Scholar] [CrossRef]
- Archard, J. Contact and rubbing of flat surfaces. J. Appl. Phys. 1953, 24, 981–988. [Google Scholar] [CrossRef]
- Smith, Q.B. Impedance Spectroscopy Studies of Yttria Stabilized Zirconia Under Extreme Conditions. Master’s Thesis, University of Nevada, Las Vegas, NV, USA, May 2016. [Google Scholar]
- Krbaťa, M.; Majerík, J.; Barényi, I.; Mikušová, I.; Kusmič, D. Mechanical and tribological features of the 90MnCrV8 steel after plasma nitriding. Manuf. Technol. 2019, 2, 238–242. [Google Scholar] [CrossRef]
- Sedlačko, M.; Podgornik, B.; Vižintin, J. Correlation between standard roughness parameters skewness and kurtosis and tribological behavior of contact surfaces. Tribol. Int. 2012, 48, 102–112. [Google Scholar] [CrossRef]
- Tayebi, N.; Polycarpou, A.A. Modeling the effect of skewness and kurtosis on the static friction coefficient of rough surfaces. Tribol. Int. 2004, 37, 491–505. [Google Scholar] [CrossRef]
- Fukuda, H.; Kondoh, K.; Umeda, J.; Fugetsu, B. Fabrication of magnesium based composites reinforced with carbon nanotubes having superior mechanical properties. Mater. Chem. Phys. 2011, 127, 451–458. [Google Scholar] [CrossRef]
- Pearson, R.; Shipway, P.H.; Abere, J.O.; Hewitt, R.A.A. The effect of temperature on wear and friction of a high strength steel in fretting. Wear 2013, 303, 622–631. [Google Scholar] [CrossRef]
- Obata, F.; Konishi, D.; Yamamoto, K.; Hashimoto, N.; Aoishi, M. Effects of surface roughness on friction coefficient of plate bricks (Part 2): Sliding characteristics at elevated temperature. Toraibarojisuto J. Jpn. Soc. Tribol. 2001, 47, 384–391. [Google Scholar]
- Wanga, Y.; Yanga, Q.; Chenb, J.; Zhoub, J. Graphite and Nickel Containing Tin Bronze-Steel Bimetals as Lead Free Bearing Materials. Mater. Res. 2016, 19, 770–775. [Google Scholar] [CrossRef]
- Jiang, J.; Ma, A.; Song, D.; Yang, D.; Shi, J.; Wang, K. Anticorrosion behavior of ultrafine-grained Al-26 wt% Si alloy fabricated by ECAP. J. Mater. Sci. 2012, 47, 7744–7750. [Google Scholar] [CrossRef]
- Srivastava, A.K.; Das, D. Microstructural characterization of Hadfield austenitic manganese steel. J. Mater. Sci. 2008, 43, 5654–5658. [Google Scholar] [CrossRef]
- Mahmoudi, B.; Tury, B.; Hager, C.H.; Doll, G.L. Effects of Black Oxide and a WC/a-C:H Coating on the Micropitting of SAE 52100 Bearing Steel. Tribol. Lett. 2015, 58, 1–9. [Google Scholar] [CrossRef]
- Stembalski, P.; Stembalski, M. Determination of the friction coefficient as a function of sliding speed and normal pressure for steel C45 and steel 40 HM. Arch. Civ. Mech. Eng. 2013, 13, 444–448. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Nuruzzaman, D.; Kowser, A.; Mostafizurrahman, M.D.; Roy, B.K.; Chakraborty, S.; Islam, M.D.; Aktaruzzaman, M.D. Sliding Friction of Steel Combinations. Open Mech. Eng. J. 2014, 8, 364–369. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| X153CrMoV12 | C | Si | Mn | Cr | Mo | V |
| min–max | 1.45–1.60 | 0.10–0.40 | 0.20–0.60 | 11.00–13.00 | 0.70–1.00 | 0.70–1.00 |
| Spectral analysis | 1.53 | 0.35 | 0.40 | 12.00 | 1.00 | 1.00 |
| X37CrMoV5-1 | C | Si | Mn | Cr | Mo | V |
| min–max | 0.33–0.41 | 0.8–1.2 | 0.25–0.5 | 4.8–5.5 | 1.1–1.5 | 0.3–0.5 |
| Spectral analysis | 0.37 | 0.88 | 0.35 | 5.10 | 1.35 | 0.40 |
| X45NiCrMo4 | C | Si | Mn | Cr | Mo | Ni |
| min–max | 0.40–0.50 | 0.10–0.40 | 0.15–0.45 | 1.20–1.50 | 0.15–0.35 | 3.80–4.30 |
| Spectral analysis | 0.45 | 0.25 | 0.35 | 1.35 | 0.25 | 4.05 |
| Hardness HV5 (Annealed) | Hardness HV5 (Hardened and Tempered) | Modulus of Elasticity [GPa] | Tensile Strength [MPa] | Yield Strength [MPa] | Elongation (%) | |
|---|---|---|---|---|---|---|
| X153CrMoV12 | 270 | 694 | 210 | 651 | 447 | 22 |
| X37CrMoV5-1 | 235 | 549 | 207 | 759 | 739 | 24 |
| X45NiCrMo4 | 262 | 406 | 215 | 953 | 889 | 43 |
| Counterpart | ZrO2 | Y2O3 | C | Mn | Si | P | S | Cr | HV5 |
|---|---|---|---|---|---|---|---|---|---|
| ZrO2 | 94.80 | 5.20 | – | – | – | – | – | – | 1400 |
| X46Cr13 | – | – | 0.43 | 0.53 | 0.36 | 0.02 | 0.01 | 12.50 | 700 |
| Sample | Counterpart | Load [N] | Sliding Rate [mm/s] | Sliding Length Track [mm] | Number of Repetitions [–] |
|---|---|---|---|---|---|
| X153CrMoV12 | ZrO2 | 30 | 5 | 5 | 1000 |
| 60 | |||||
| 90 | |||||
| X46Cr13 | 30 | 5 | 5 | 1000 | |
| 60 | |||||
| 90 | |||||
| X37CrMoV5-1 | ZrO2 | 30 | 5 | 5 | 1000 |
| 60 | |||||
| 90 | |||||
| X46Cr13 | 30 | 5 | 5 | 1000 | |
| 60 | |||||
| 90 | |||||
| X45NiCrMo4 | ZrO2 | 30 | 5 | 5 | 1000 |
| 60 | |||||
| 90 | |||||
| X46Cr13 | 30 | 5 | 5 | 1000 | |
| 60 | |||||
| 90 |
| Material | Mean Roughness Sa [nm] | RMS Roughness Sq [nm] | Skewness Ssk [-] | Kurtosis Sku [-] |
|---|---|---|---|---|
| ZrO2 (ball) | 7.8 | 10.7 | −0.7878 | 12.9287 |
| X46Cr13 (ball) | 37.6 | 58.4 | −1.8851 | 14.2136 |
| X153CrMoV12 | 342.7 | 440.2 | −0.3915 | 0.4039 |
| X37CrMoV5-1 | 501.6 | 619.6 | −0.0659 | −0.6195 |
| X45NiCrMo4 | 300.8 | 441.1 | −0.4789 | −0.7263 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Krbata, M.; Eckert, M.; Bartosova, L.; Barenyi, I.; Majerik, J.; Mikuš, P.; Rendkova, P. Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13. Materials 2020, 13, 2359. https://doi.org/10.3390/ma13102359
Krbata M, Eckert M, Bartosova L, Barenyi I, Majerik J, Mikuš P, Rendkova P. Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13. Materials. 2020; 13(10):2359. https://doi.org/10.3390/ma13102359
Chicago/Turabian StyleKrbata, Michal, Maros Eckert, Lenka Bartosova, Igor Barenyi, Jozef Majerik, Pavol Mikuš, and Petra Rendkova. 2020. "Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13" Materials 13, no. 10: 2359. https://doi.org/10.3390/ma13102359
APA StyleKrbata, M., Eckert, M., Bartosova, L., Barenyi, I., Majerik, J., Mikuš, P., & Rendkova, P. (2020). Dry Sliding Friction of Tool Steels and Their Comparison of Wear in Contact with ZrO2 and X46Cr13. Materials, 13(10), 2359. https://doi.org/10.3390/ma13102359