2.3.1. Design of the Dynamic Setup
The second step of the mechanical characterization consists in performing compression tests in dynamic regime so as to study the strain rate effect on the material behavior. For this purpose, split Hopkinson bar pressure (SHPB) tests may be done [
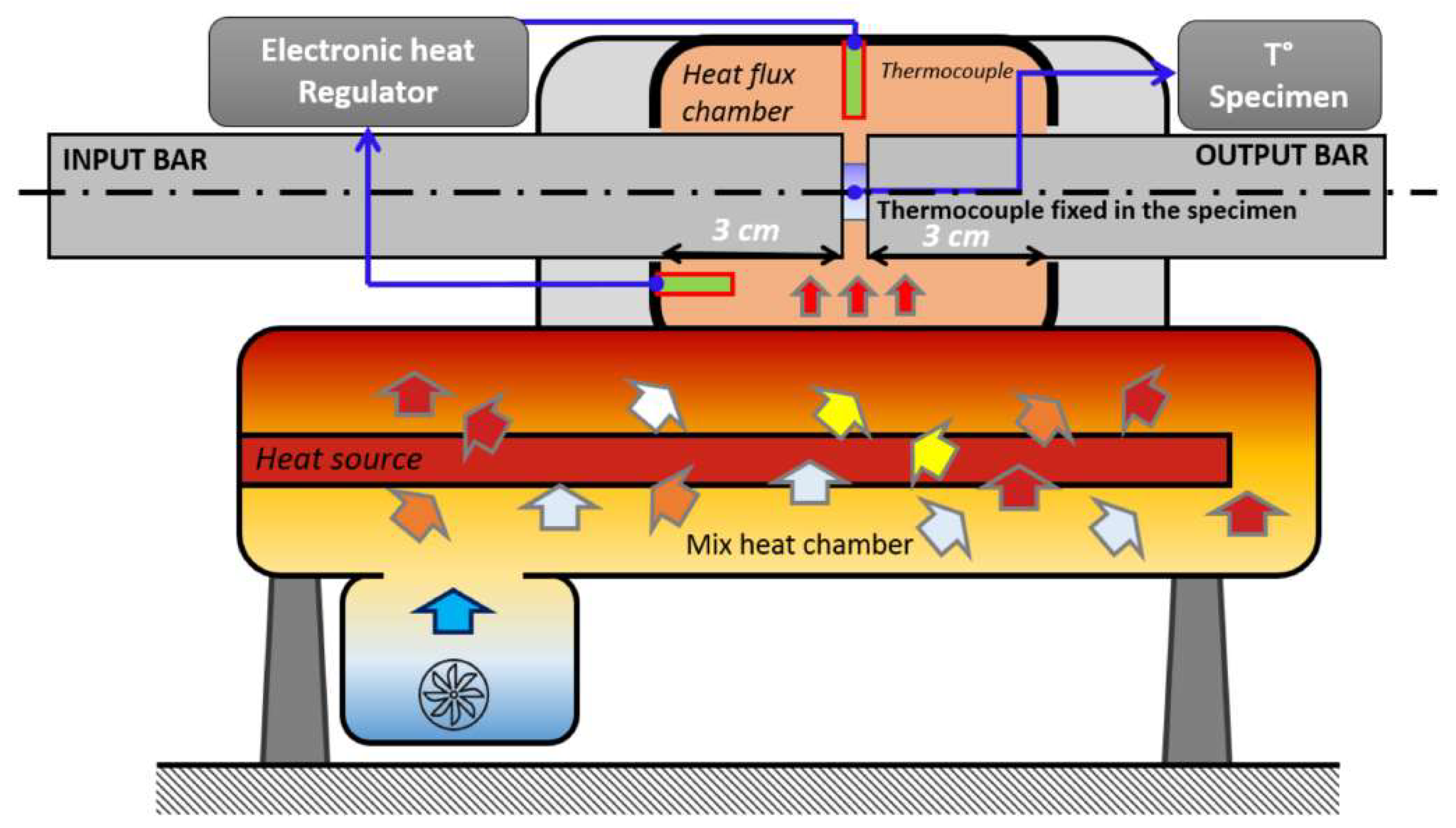
14]. A typical SHPB system is composed of 3 bars: a striker, an input bar, and an output bar (
Figure 6) [
15]. The striker is impacting the input bar using a compressed air gun. This generates an elastic incident compressive wave (
which is propagated along the input bar. Once the incident wave reaches the input bar–specimen interface, the wave is divided into two elastic waves: a reflected wave (
) in the input bar and a transmitted wave (
) which propagates through the output bar. A full-bridge of four strain gauges is glued on the input and output bars to measure the different elastic waves.
In order to obtain exploitable signals from the gauges, the SHPB setup parameters have to be carefully considered. As far as the sample and bar material properties are concerned, they have an influence on the transmission and reflection of waves, see
Figure 7. To study the transmission and reflection coefficients, the impedances have to be determined using Equation (8). The values obtained for different materials are summarized in
Table 5. Most commonly used materials in SHPB setups have been reported in this table. As we can see, lead and aluminum have similar impedances, as the steel value is the double, nylon having the smaller impedance which is ten times lower than lead.
where
Z is the material acoustic impedance in kgm
−2s
−1.
The transmission and reflection coefficients are calculated from material impedances, using Equations (9) and (10). The results are displayed for different interfaces between: input bar–sample (
Table 6) and sample–output bar (
Table 7).
where
is the transmission coefficient for a wave going from solid 1 to solid 2 at the interface 1/2 and
is the reflection coefficient for a wave reflecting at the 1/2 interface.
and
are respectively the impedance of materials 1 and 2.
For the input bar–sample interface, it is necessary to have a sufficient transmission to get a measurable magnitude of the output signal as well as a good reflection which will provide the required reflected signal. The best compromise seems to be an input bar made of steel since it has the highest values (t = 1.448, r = 0.448) compared with the other materials.
For the sample–output interface, only the transmission wave is needed. The best coefficient is obtained for the nylon bar. Nevertheless, it is more complex to post process signals for visco-elastic bar setup [
16] and even more when there is a combination metal/nylon. Other options, as tubes could have been investigated, but the goal is to put in place the simplest setup. This is why these options are not considered for the present study. An alternative could be found with the aluminum which has a transmission coefficient of 1.075.
Secondly, as preliminary solutions have been found, numerical simulations are done with different types of bars (
Table 8). The goal is to determine which configuration could offer the best signals. In fact, two setups are available in our laboratory with a diameter of 20 mm and 12 mm. Thus, it is possible to play with the bar diameter and material.
To start with a simple model, a perfect plastic behavior of the lead alloy (see Equation (11)) is supposed based on the quasi-static results. As they show that the stress increases with the strain rate, it is possible to suppose a yield stress (value
) of about 50 MPa.
The numerical simulation is performed in Abaqus
® Explicit using an axisymmetric modeling with a mesh size of 2.53 mm
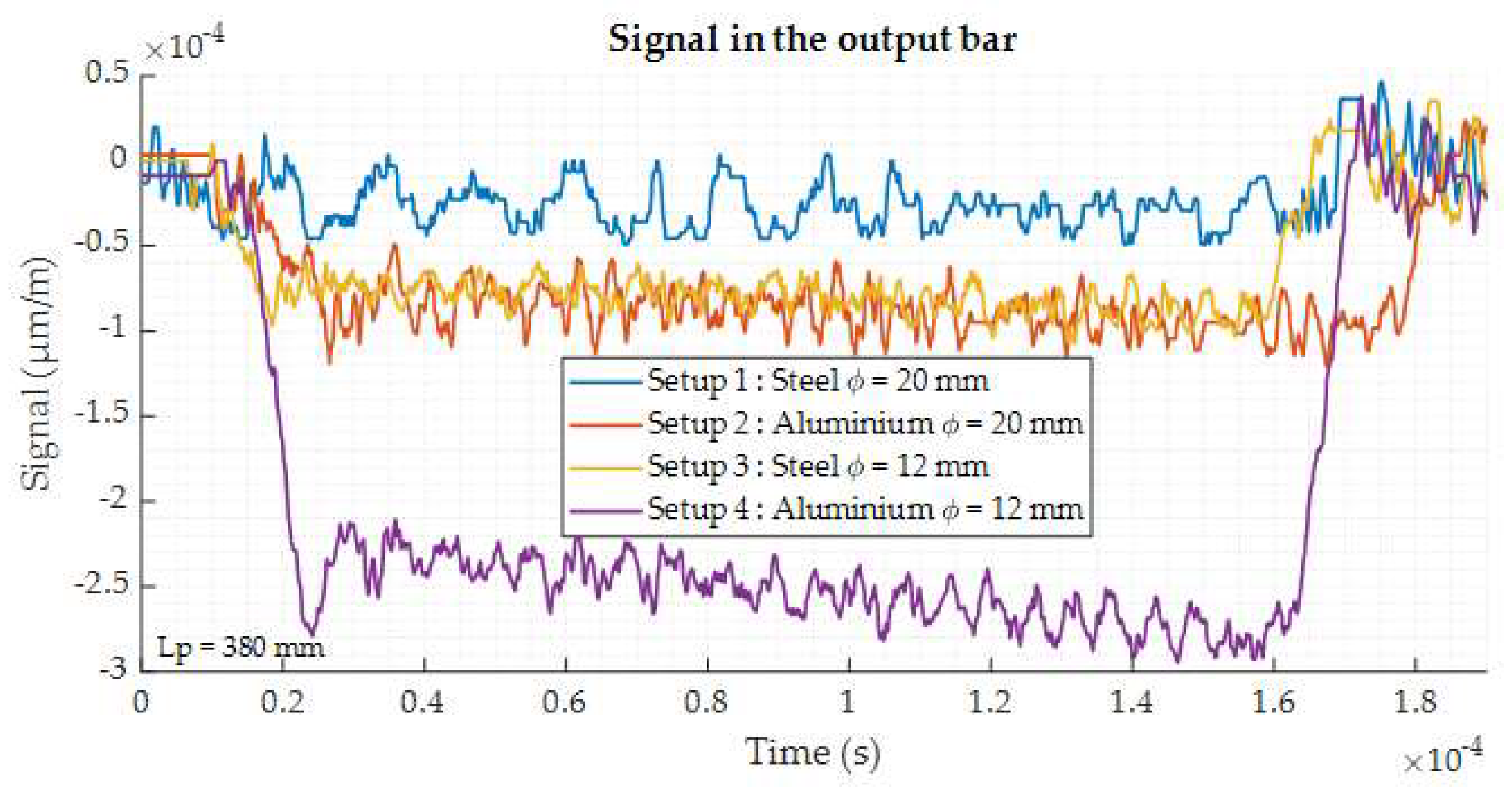
2 respecting the aspect ratio of 5. The initial striker velocity is fixed at 10 m/s which is the minimum speed which can be applied with our available setups. This is considered as the most unfavorable case as it leads to the lowest amplitude of the gage signals. The cylindrical sample have the same geometry as for the quasi-static tests: 7 mm in diameter and 7 mm in height. Numerical gauges are created at the same location as in the experimental setups, on the input and output bars. The related numerical signals recorded on the output bar are displayed on the
Figure 8.
The results of the simulation show the influence of the output bar geometry. Indeed, as the diameter decreases, the signal becomes higher. For the Setup 1 (
= 20 mm—steel–steel), the signal is very low. The Setup 3 (
= 12 mm—steel–steel) starts to give a more significant signal. If aluminum is considered for the output bar material, the signal amplitude is increased. The output signal of the Setup 2 (
= 20 mm—steel–aluminum) is similar to the one obtained with the Setup 3 (
= 20 mm—steel–steel). Finally, the highest amplitude is reached with the Setup 4 (
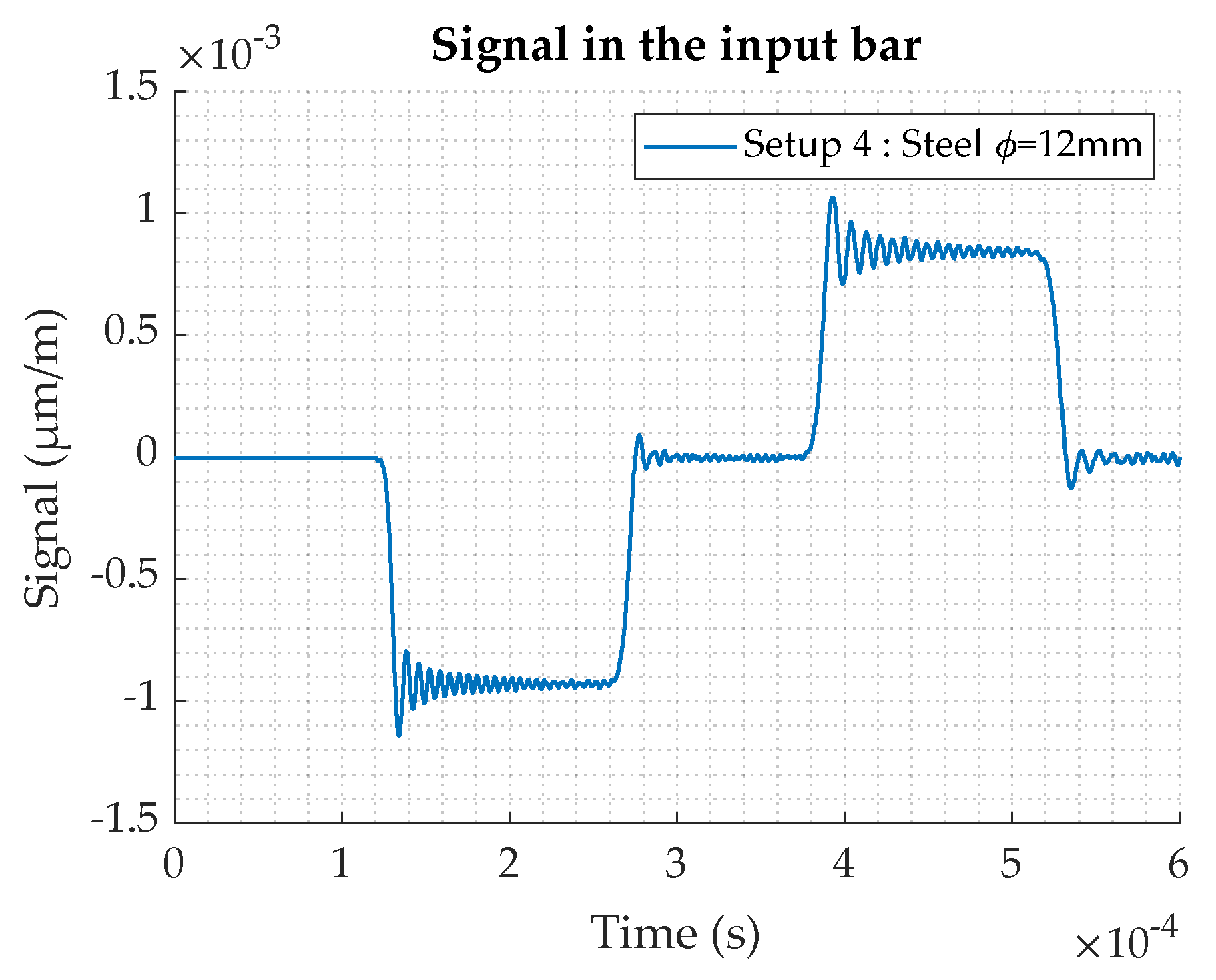
= 12 mm—aluminum). The value is increased by a factor 2.5 compared to Setups 2 or 3. The
Figure 9 shows the input signal for the Setup 4. It appears from the numerical study that the Setup 4 is the best solution, as both the input and output signals are significantly improved in comparison to the other configurations.
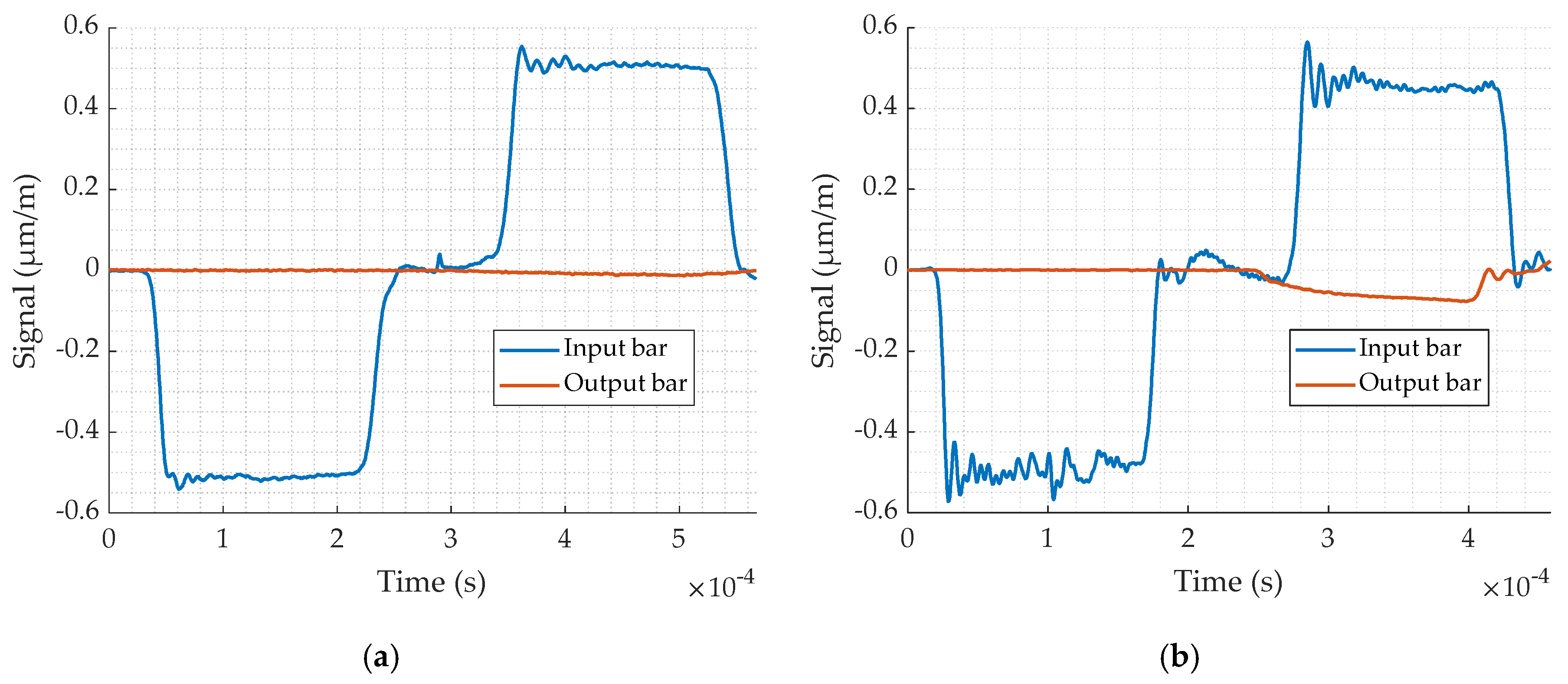
Finally, two experimental validation tests are carried out, one on the available Setup 1 and the other on Setup 4 (see
Table 8). The comparison between the two tests (
Figure 10 confirms that Setup 4 gives the best result as it was predicted by the numerical test. In conclusion, Setup 4 has been selected for the present study of the lead alloy.
2.3.3. Experimental Results and Analysis
The one-dimensional elastic wave propagation theory based on uniform deformation is supposed to determine the strain in the specimen (Equations (12)–(15)). First, the strain rate can be computed with Equation (12).
where
and
are the wave speeds in the input and output bars,
is the sample length.
Strain in the specimen is determined by integrating the strain rate (Equation (13)).
Assuming force equilibrium leads to:
where,
S corresponds to the different sections.
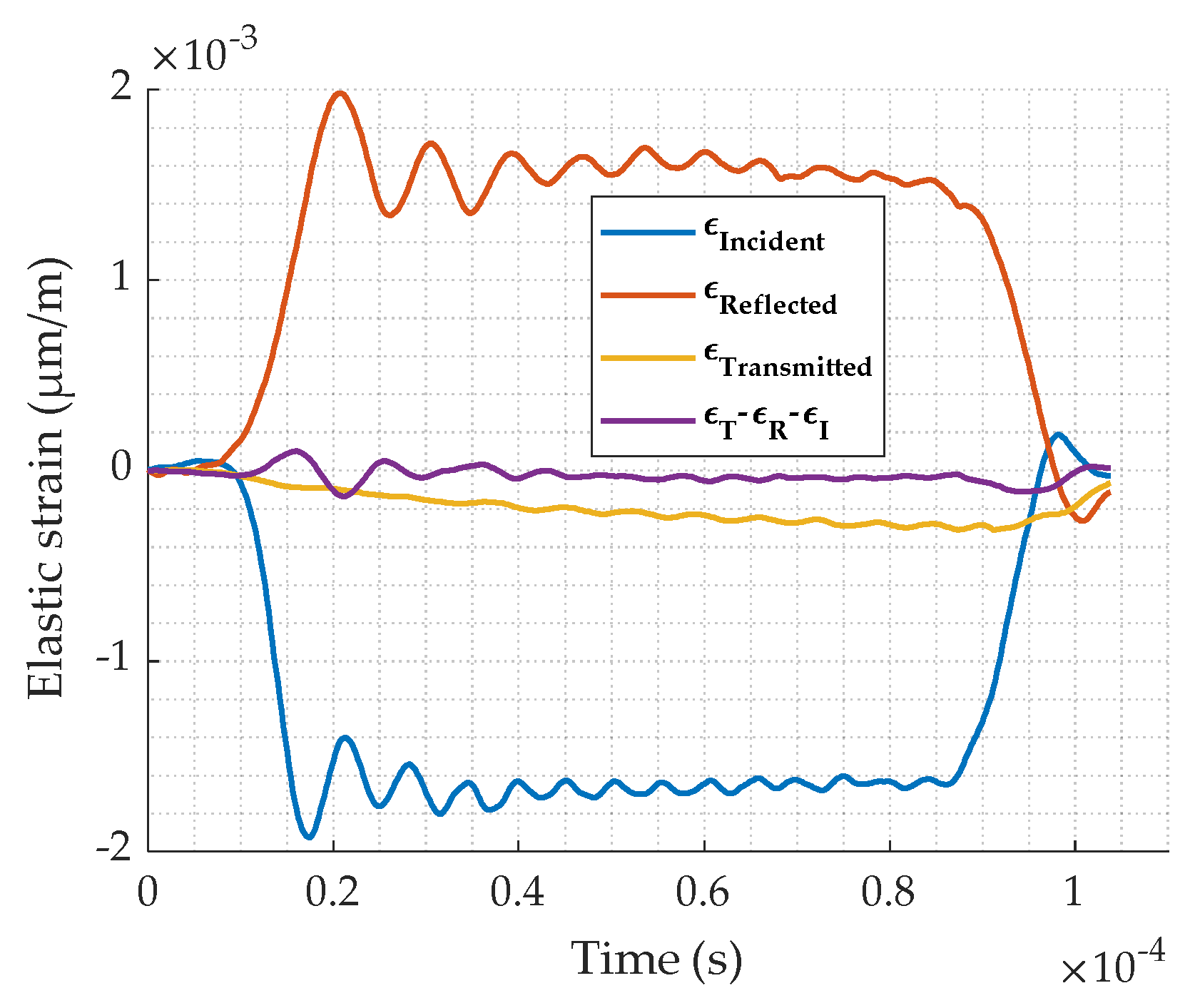
In order to check the force equilibrium hypothesis in our experiments, the incident, reflected, transmitted strain are plotted in
Figure 12. Equation (14) is also plotted and shows that its value is near zero which means that the equilibrium is fulfilled. As a result, the strain–stress can be calculated for this study.
Finally, considering that the input and output bars have the same diameters, the following simplified equation is obtained and will be used to obtain the stress in the sample.
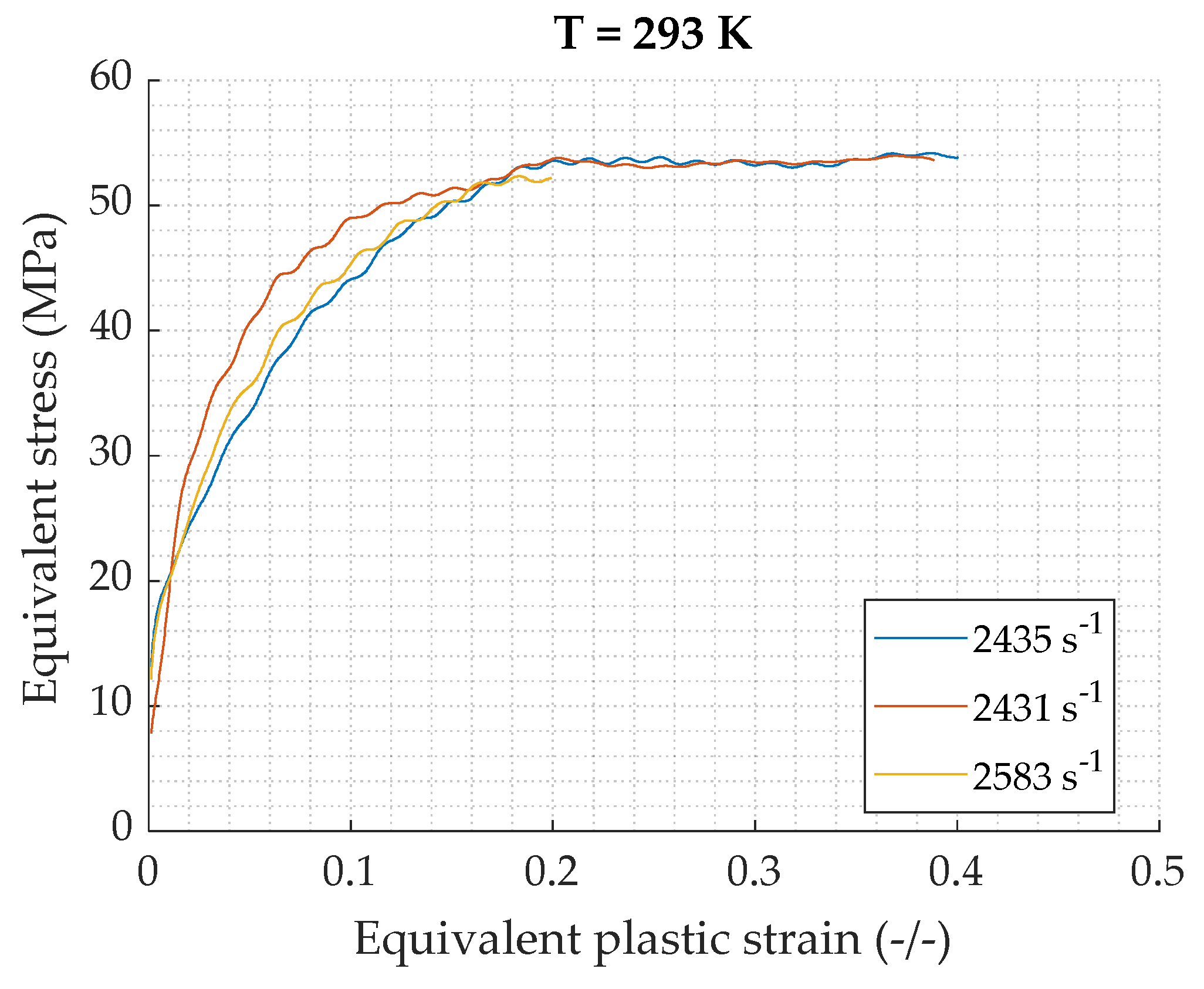
To evaluate the repeatability of the tests, 3 tests are carried out at approximately 2500 s
−1. Results are shown on the
Figure 13 and are pretty similar, especially for the stationary domain.
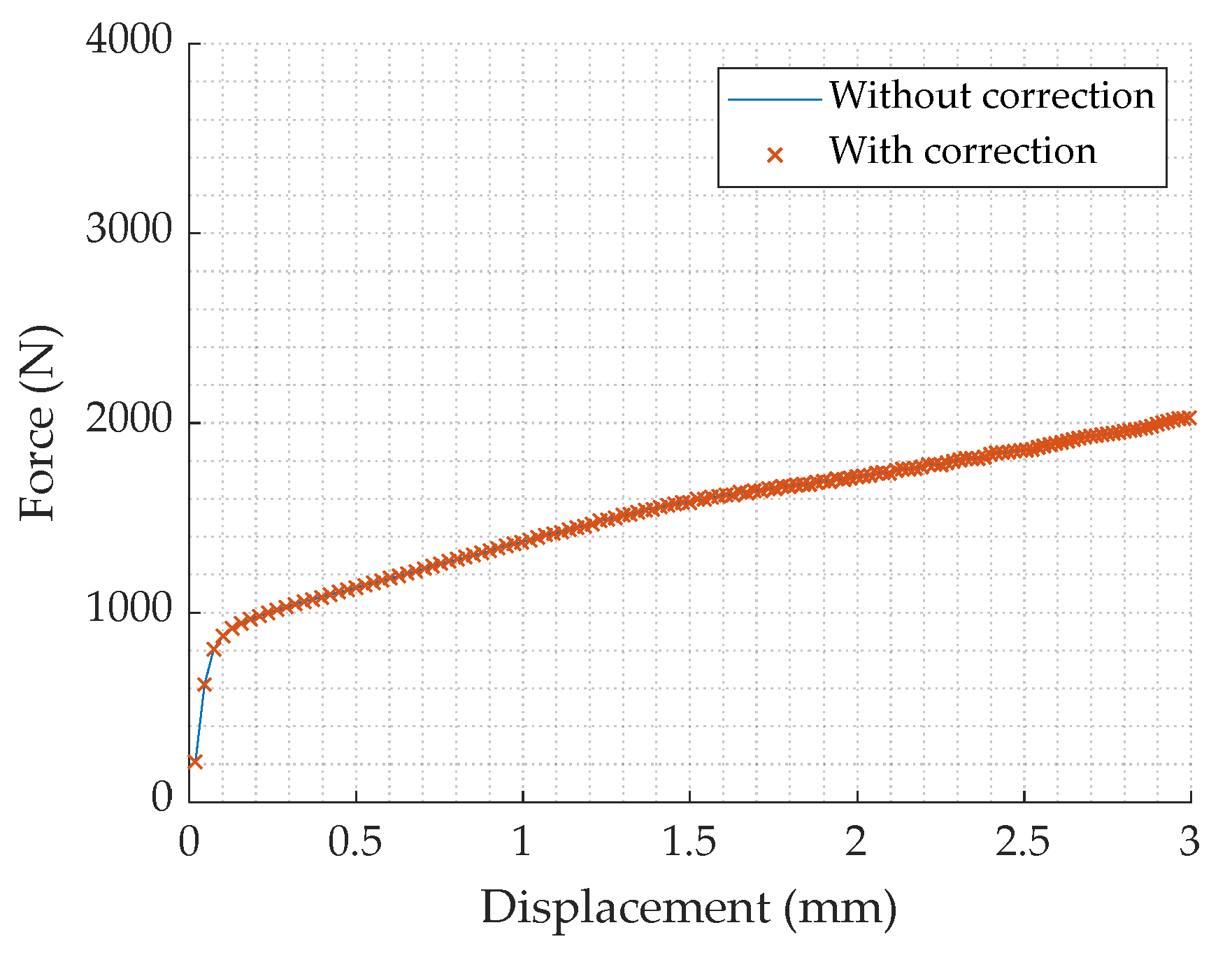
The influence of inertia and friction [
18] is evaluated in this study. The stress caused by these two phenomena can be calculated using Equations (17) and (18).
where
l and
d are the specimen length and diameter,
is the friction Coulomb coefficient (< 0.02), and
the acceleration.
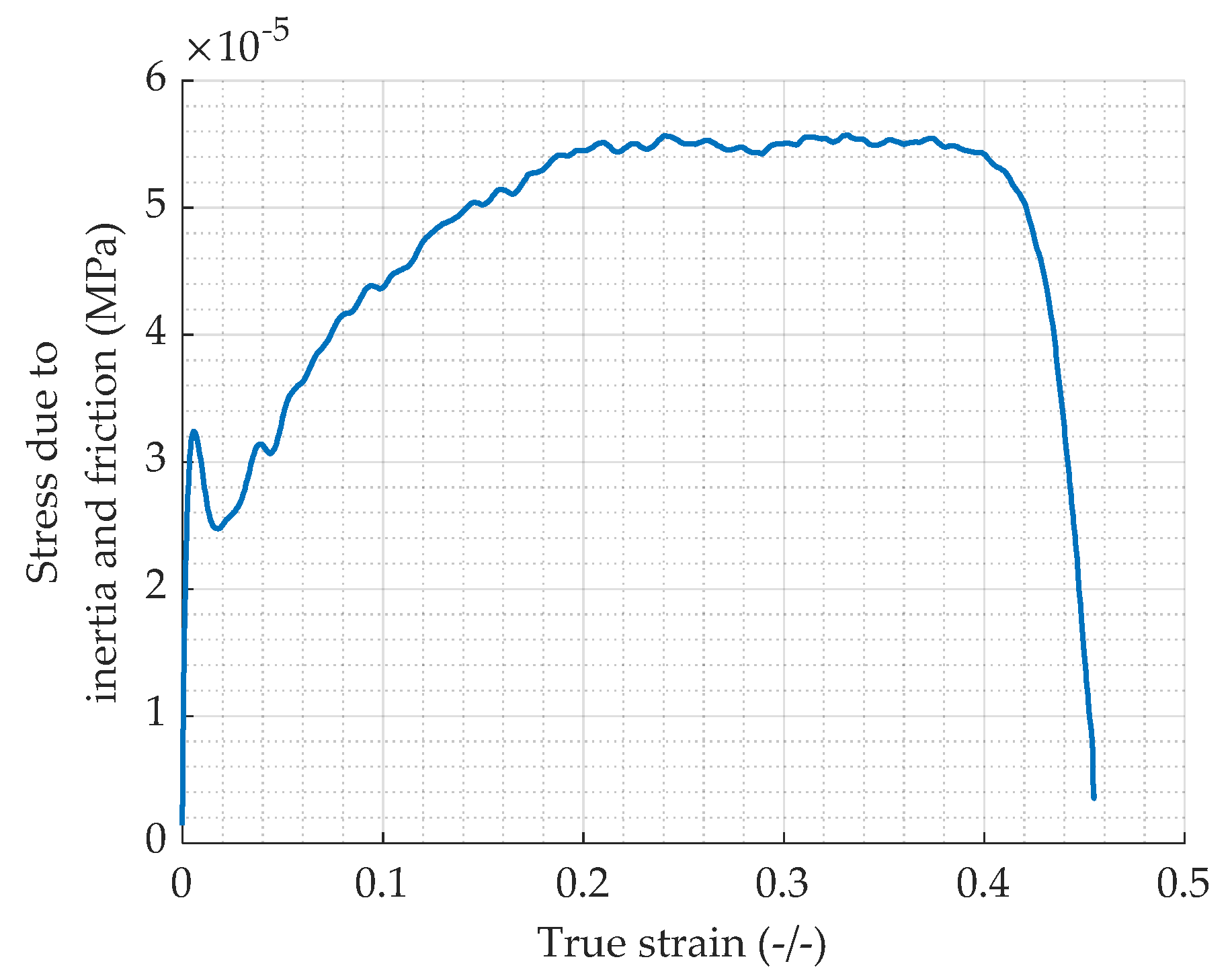
The stress due to inertia and friction in function of the true strain is plotted for the highest achieved true strain rate.
Figure 14 shows that the values are very low, about 10
−5 MPa. This is consistent as the dimensions of the specimen are very small (7 × 10
−3 m in diameter and height) and as in Equation (18), the diameter is at the power two which makes the influence of inertia and friction even lower. As a conclusion, the inertia-friction correction (Equation (19)) is not justified and will not be considered for the case of the lead SHPB tests as confirmed by [
6].
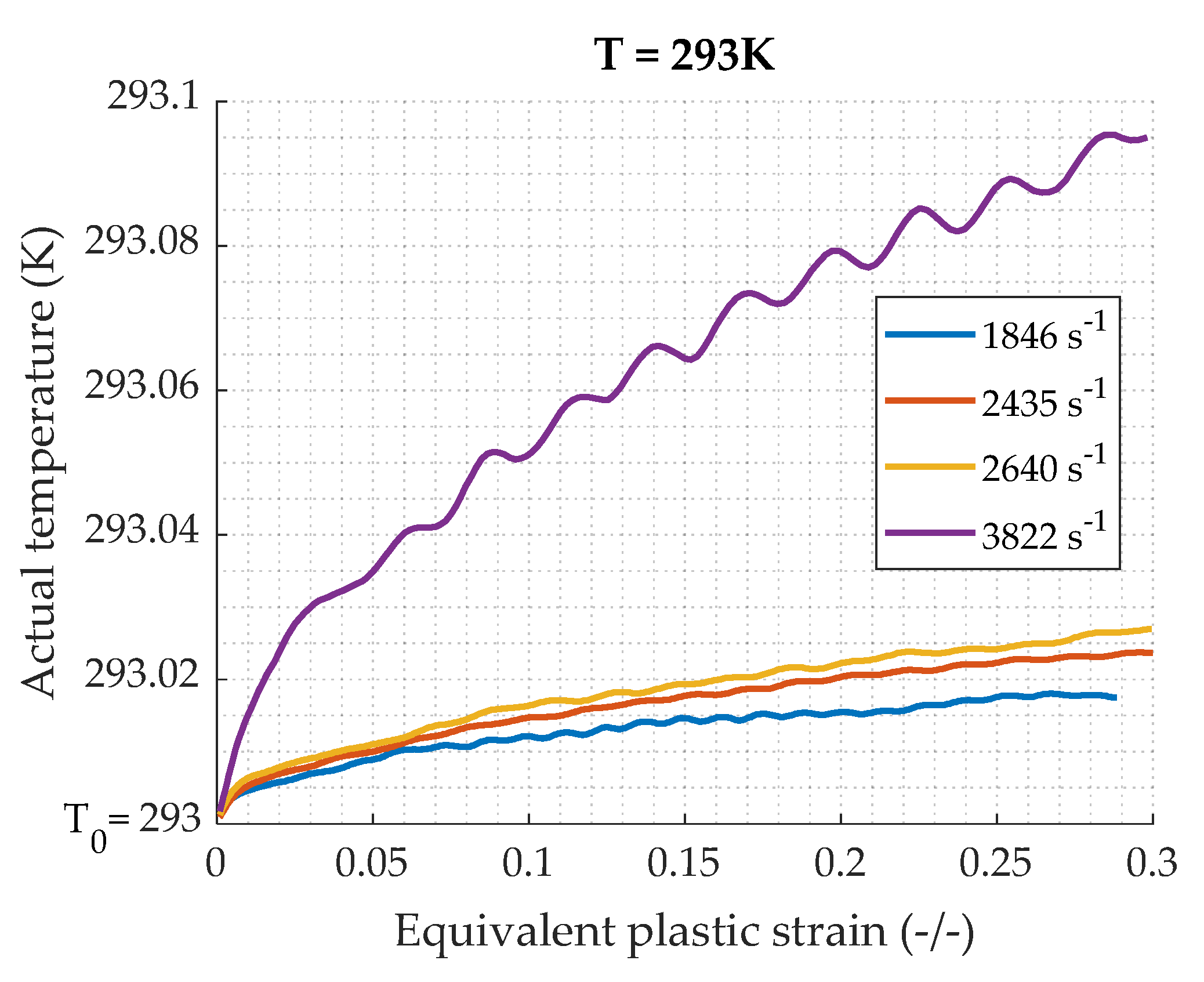
As far as dynamic testing is concerned, a part of the plastic work is converted into heat and cannot be dissipated along the specimen, corresponding to adiabatic heating. The temperature increase during the process of plastic deformation can be calculated by Equation (20).
Figure 15 shows the calculated temperature rise of the specimen during each test. This indicates that the temperature increasing during tests is very small, the maximal difference being 0.1 K. This small increase is logical as the stress values are low and the density is quite important. The temperature effect correction is not necessary for the study of this lead alloy.
where
is the specific heat at constant pressure,
the specimen density,
and
are respectively the initial and the temperature during the test of the specimen.
is the Taylor–Quinney coefficient which corresponds to the part of the plastic work converted into heat. For metals, it is usually equal to 0.9 (
Table 11) but this value is open to controversy; other methods exist to determine this coefficient [
19]. However, for the lead alloy, this value is not critical as the density of the material is very high.
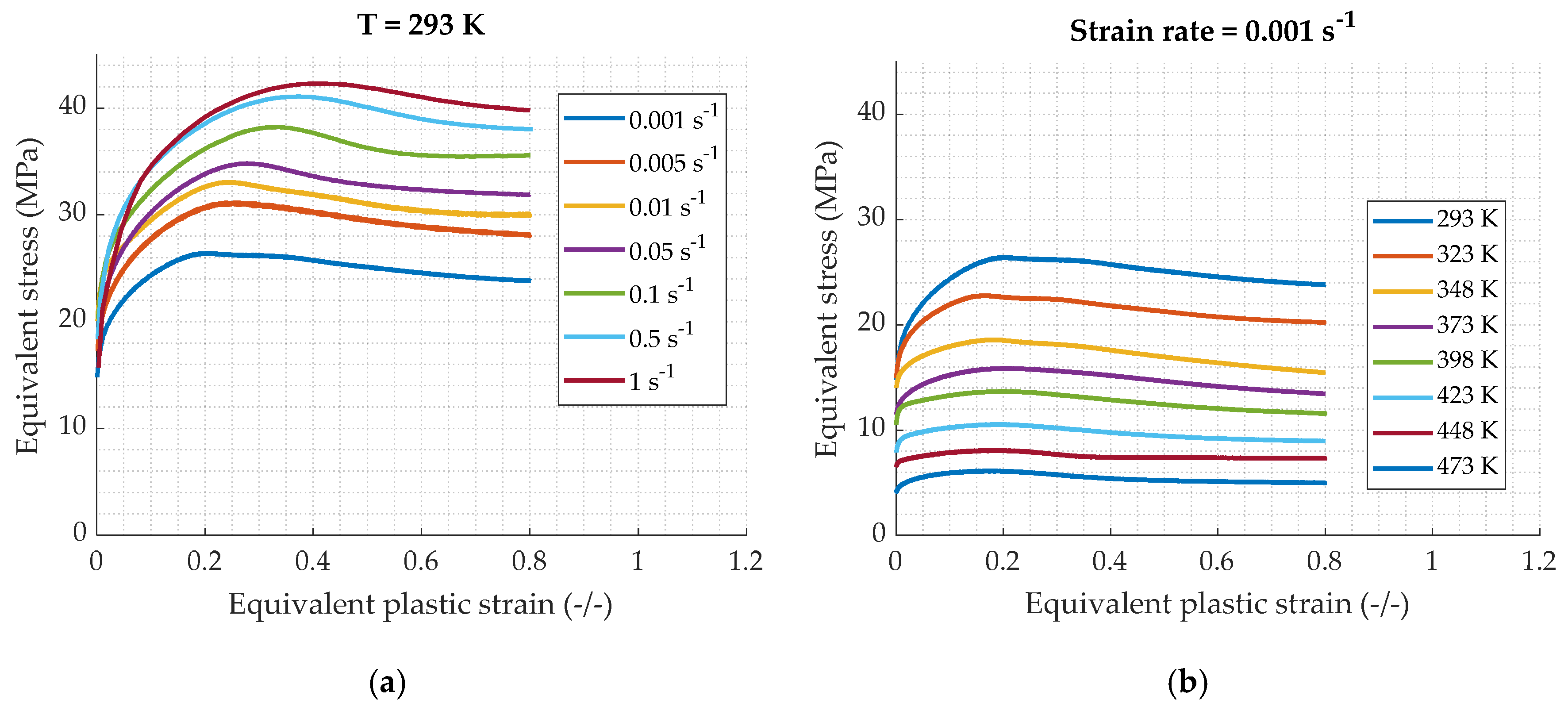
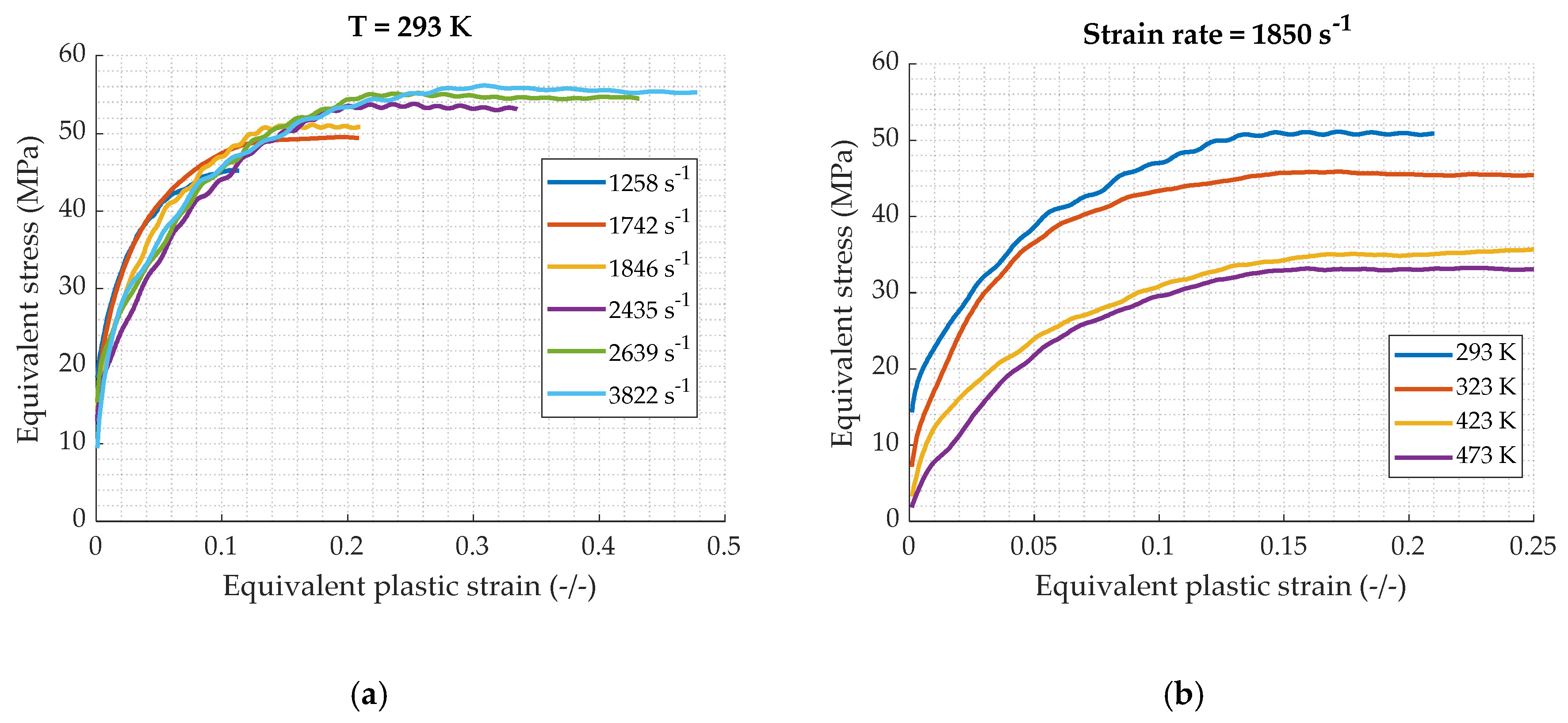
The final true stress–true plastic strain results are displayed on
Figure 16. The same trends as in quasi static regime can be observed. In fact, the stress increases with the strain rate and decreases with the elevation of temperature. Furthermore, the strain rate sensitivity is less pronounced at higher strain rate. As can be seen between 2640 s
−1 and 3822 s
−1, there is an increase of 2 MPa. There is 15 MPa between 0.001 s
−1 and 1 s
−1 (
Figure 5). Contrary to the lower strain rates, the oscillations on the strain–stress curves are no longer observable and the stress reaches immediately a plateau. This is the result of the restoration behavior which occurs at higher strain rates (as explained in
Section 1).






















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}