Homoepitaxy Growth of Single Crystal Diamond under 300 torr Pressure in the MPCVD System

Abstract
:
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
1. Introduction
2. Materials and Methods
2.1. Preparation of the CVD Diamond Substrate
2.2. The Etching of the CVD Single Crystal Substrate
2.3. Growth Parameter Investigation
2.4. The Growth of the CVD Diamond Layer
2.5. The Surface Morphology and Crystal Quality Analysis
3. Results and Discussion
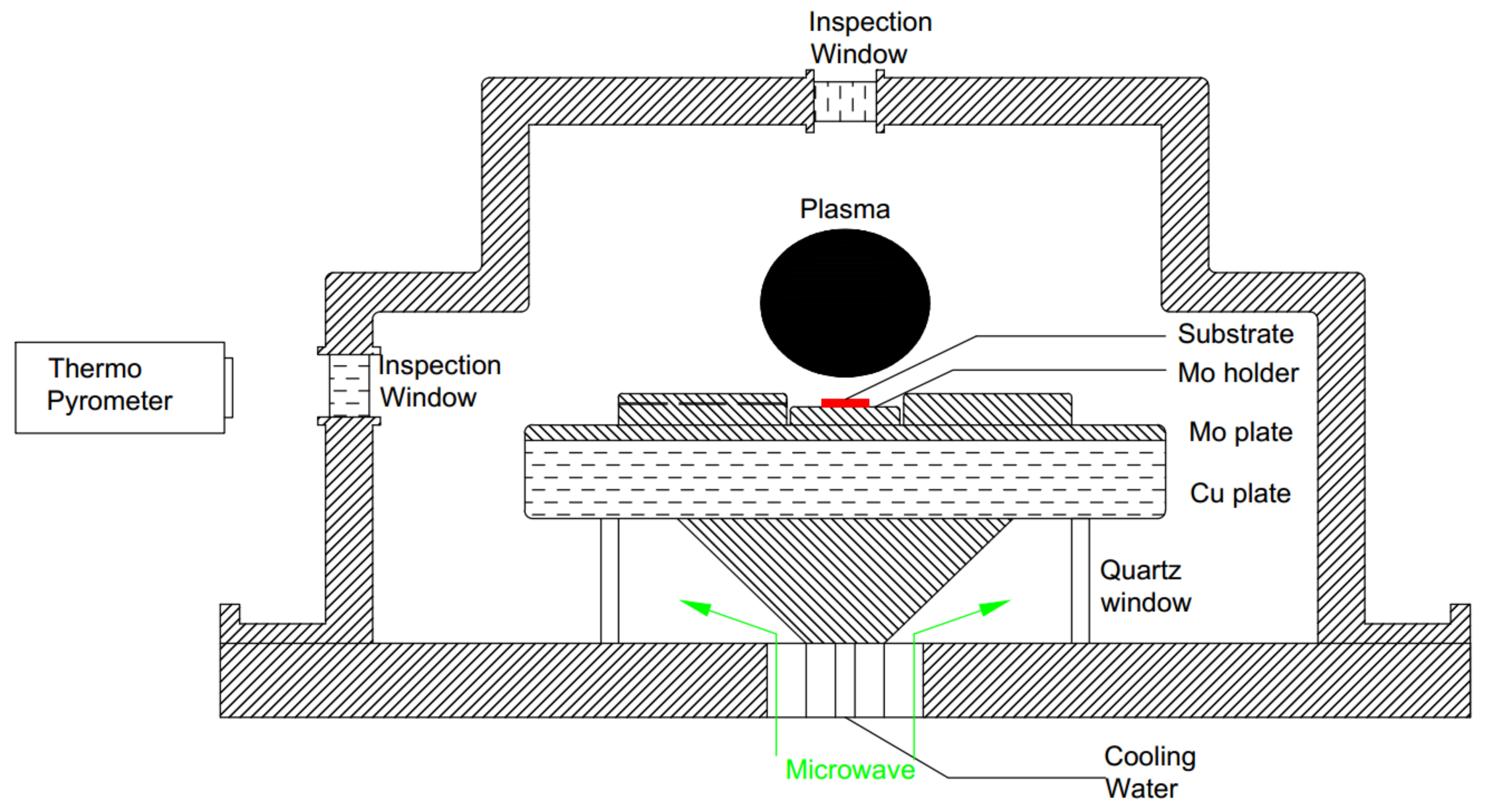
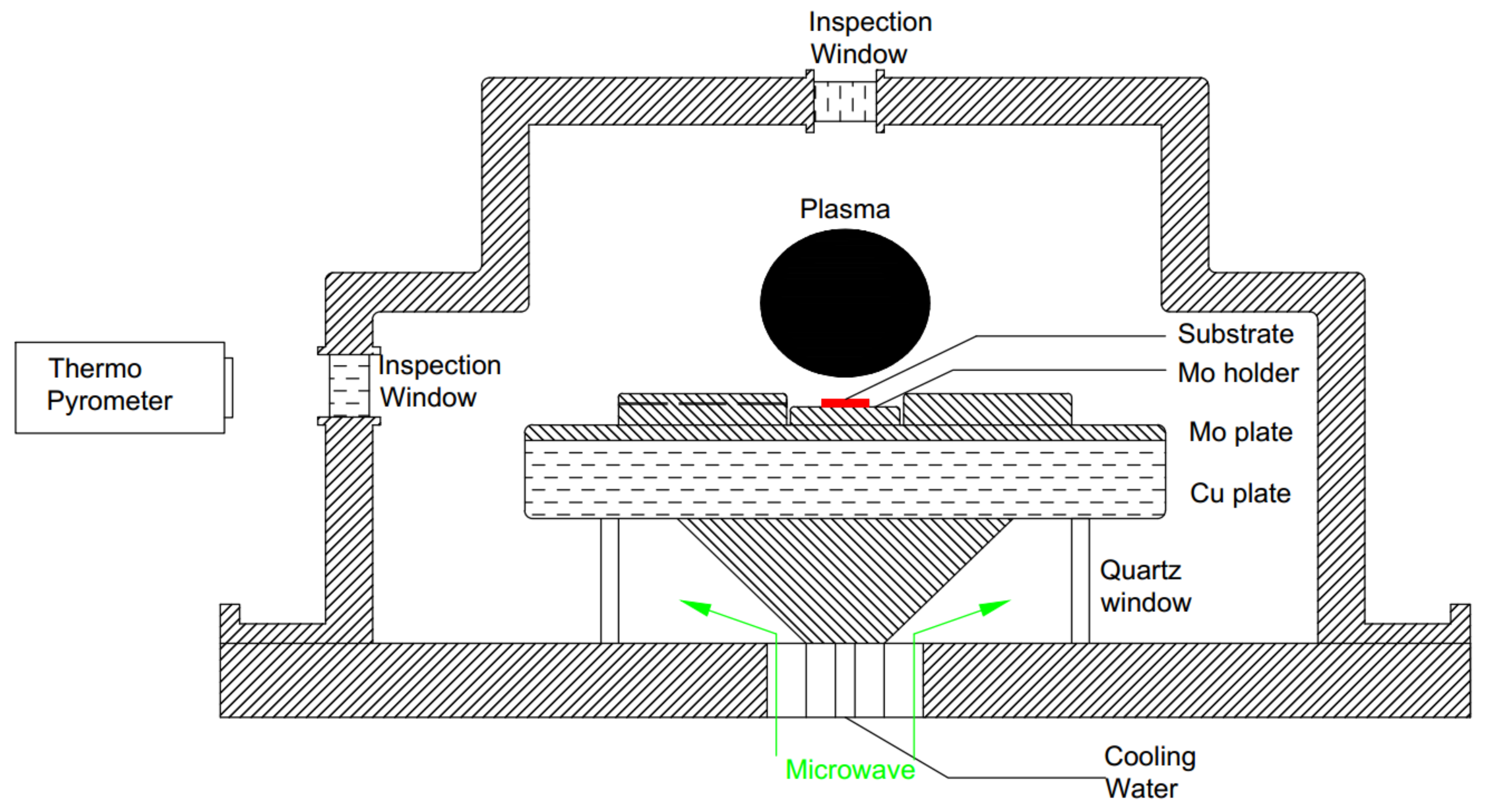
3.1. CVD System for SCD Growth
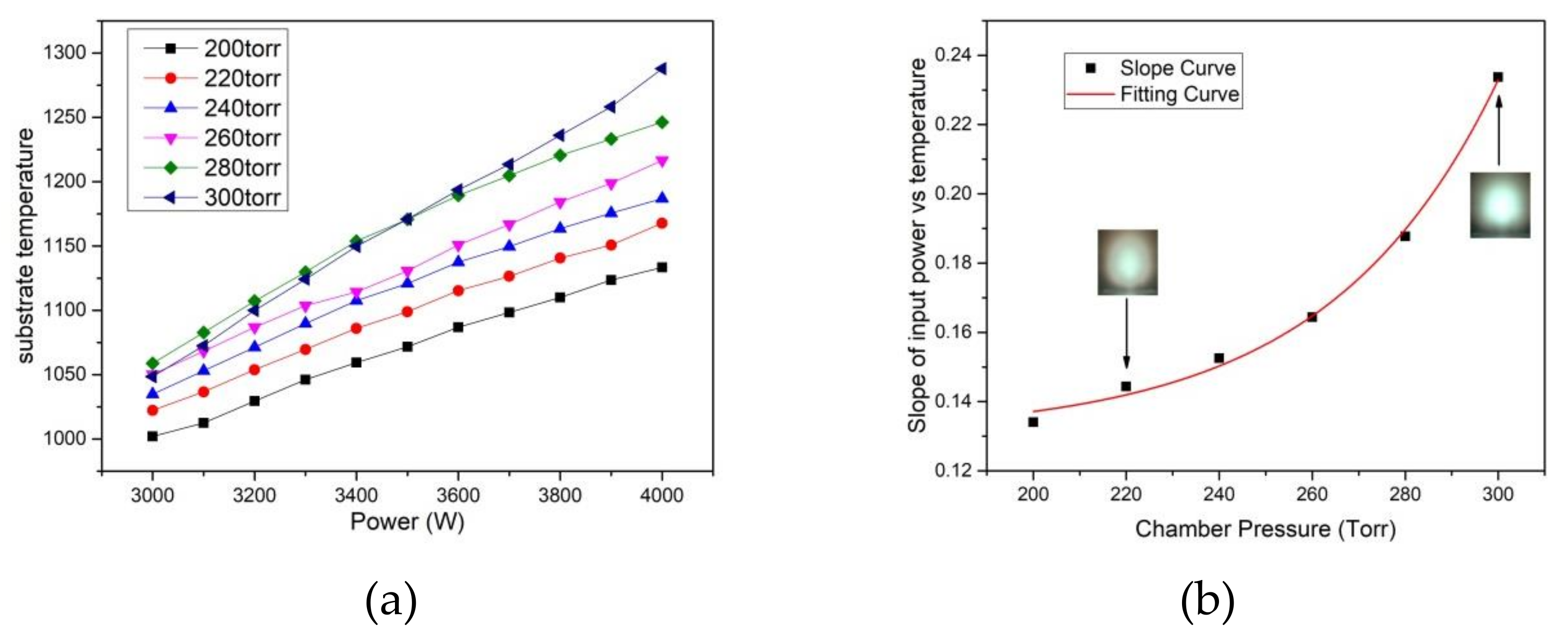
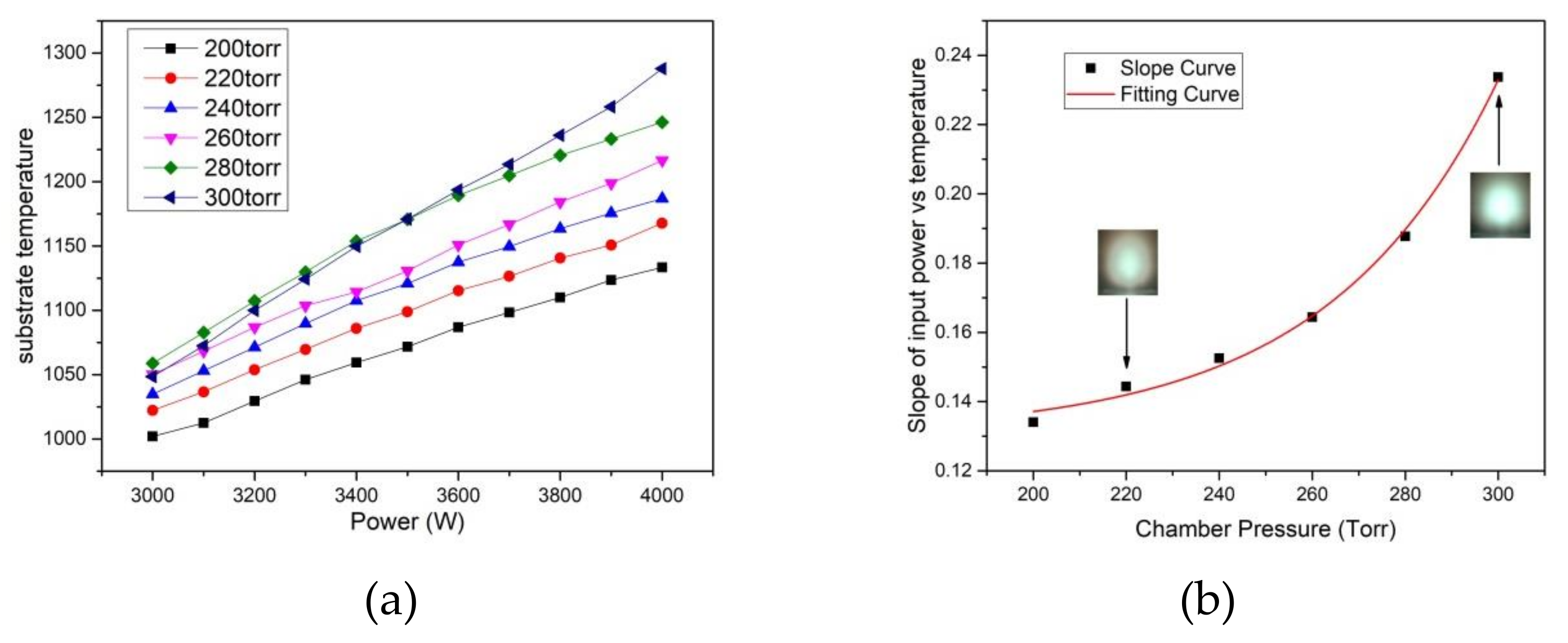
3.2. The Influence of the Chamber Pressure on the Microwave Power and Substrate Temperature
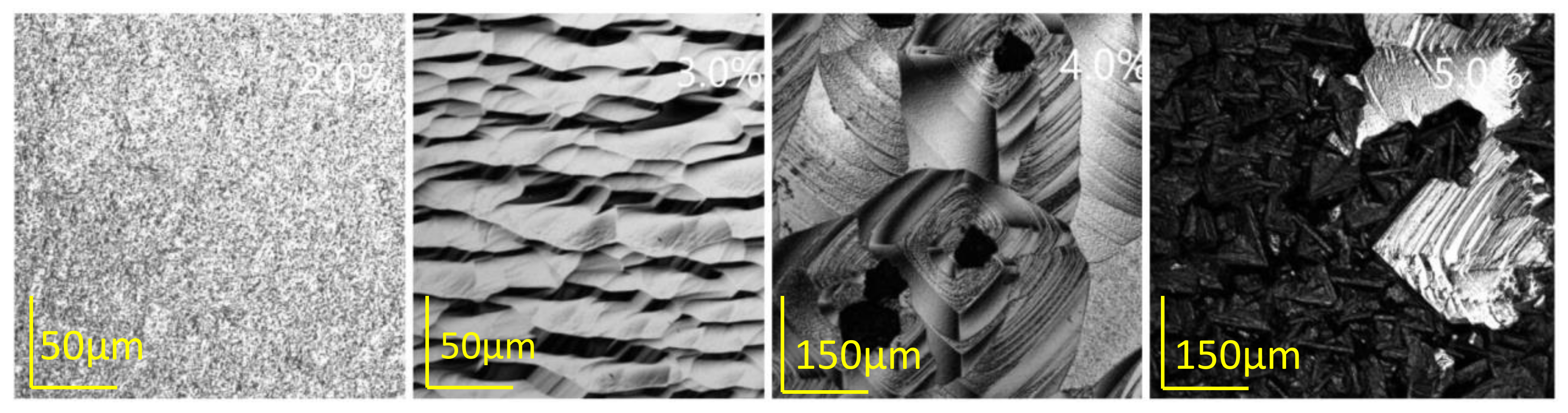
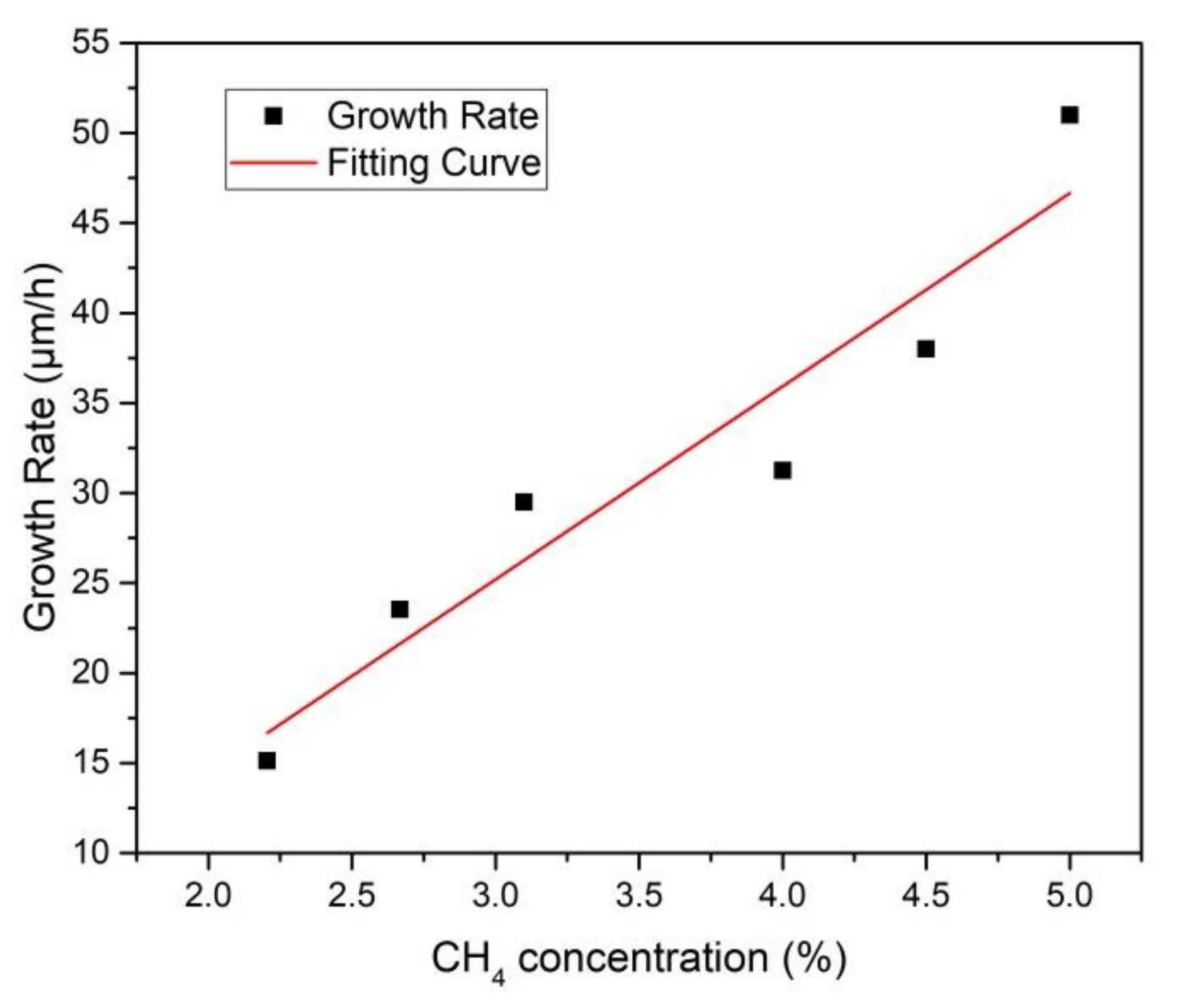
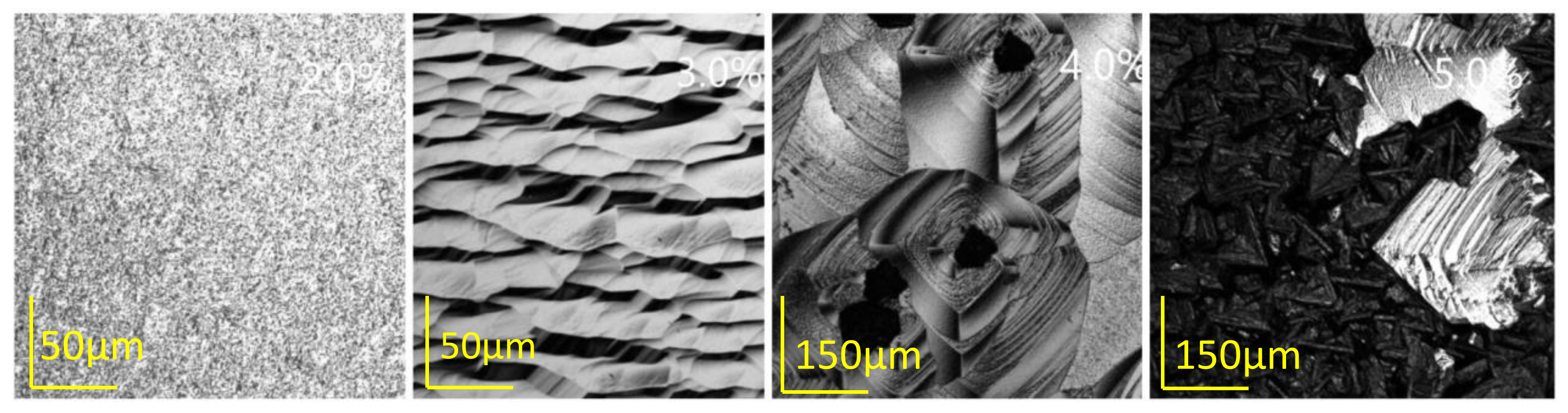
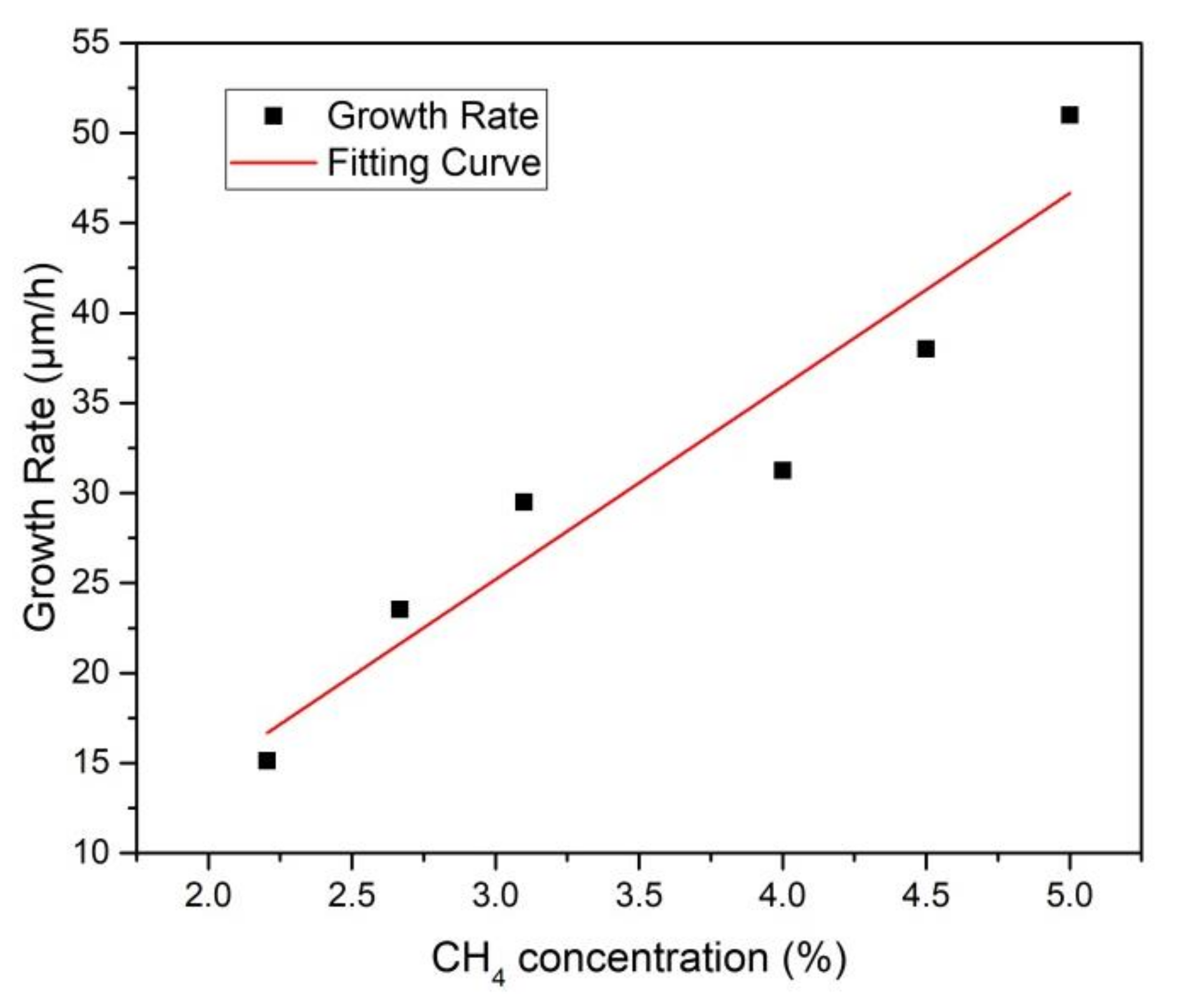
3.3. The Influence of the Methane Concentration on the Morphology and Growth Rate
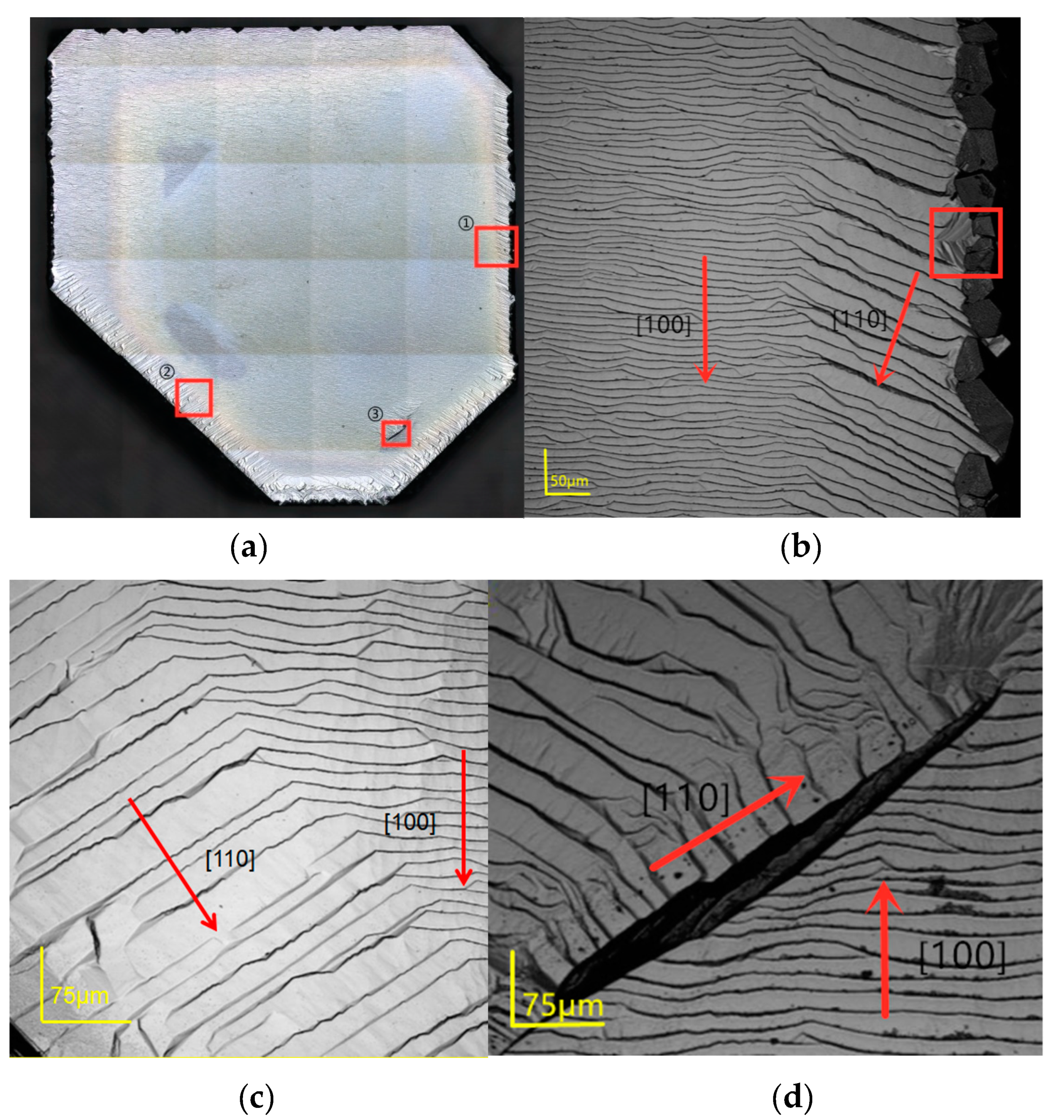
3.4. The Homoepitaxy Growth of the Single Crystal Diamond
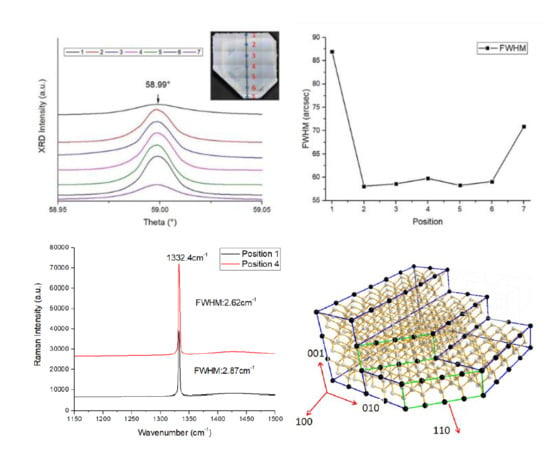
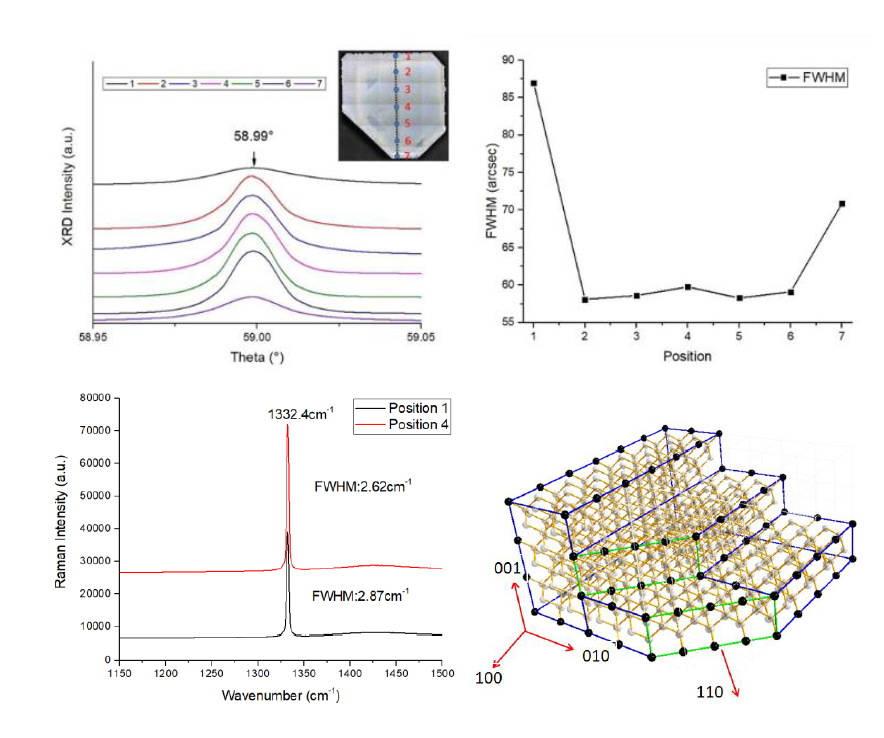
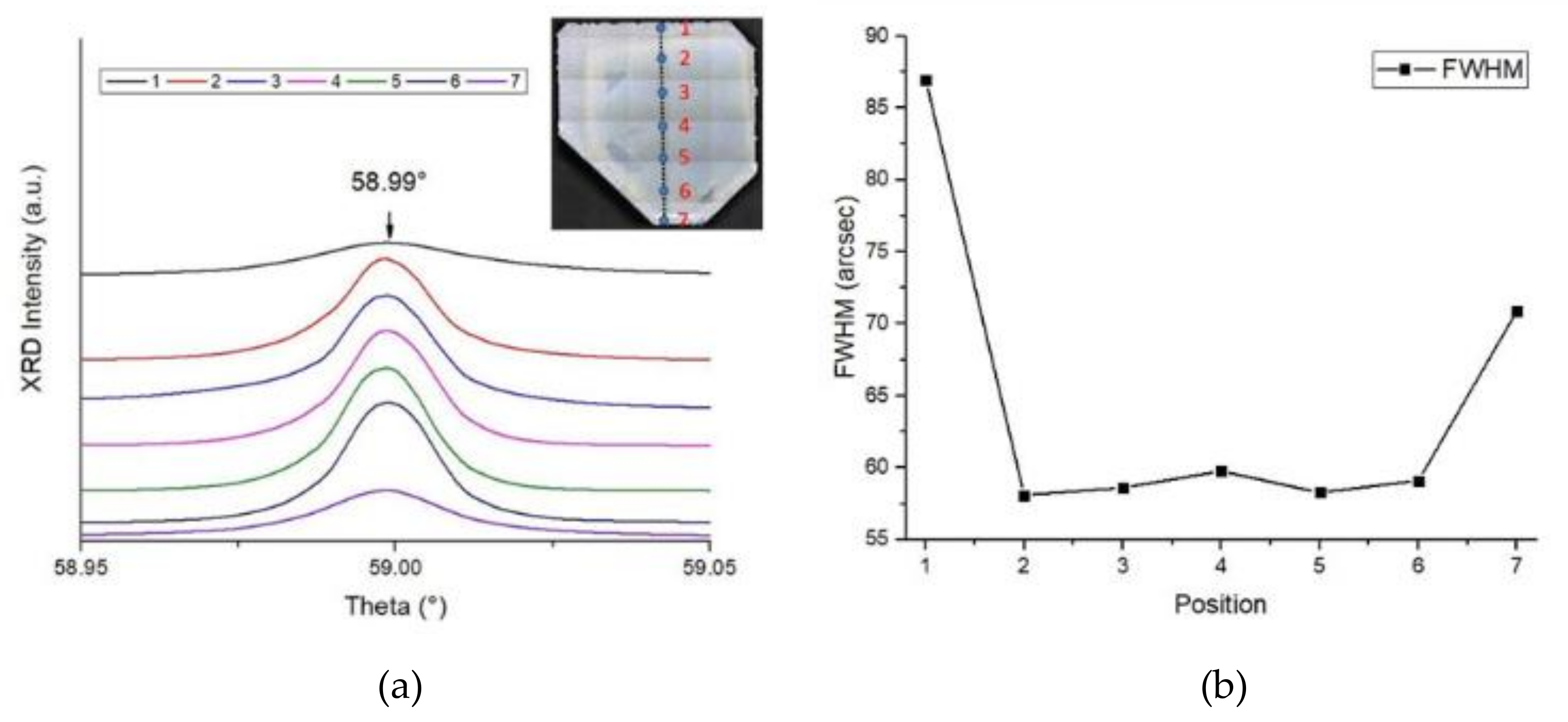
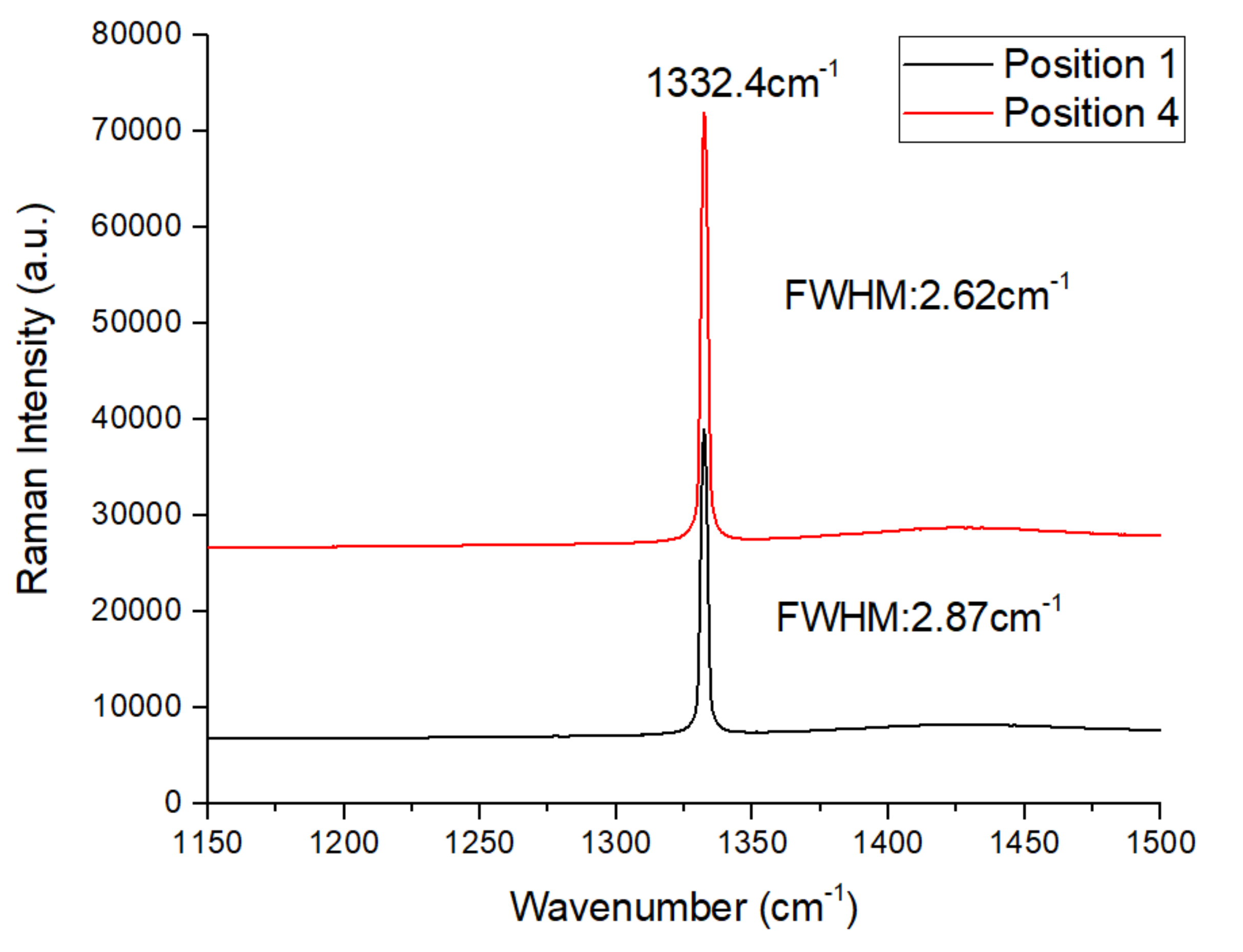
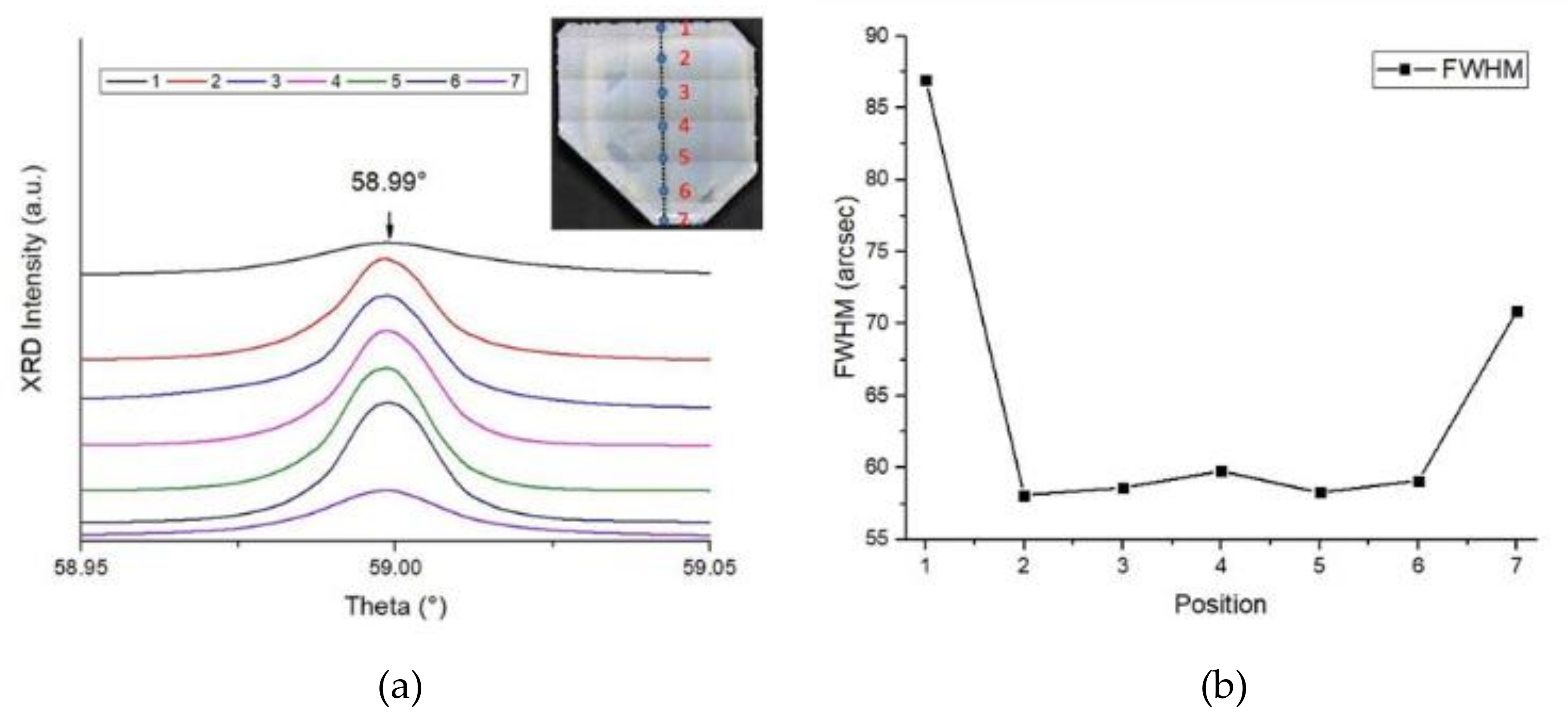
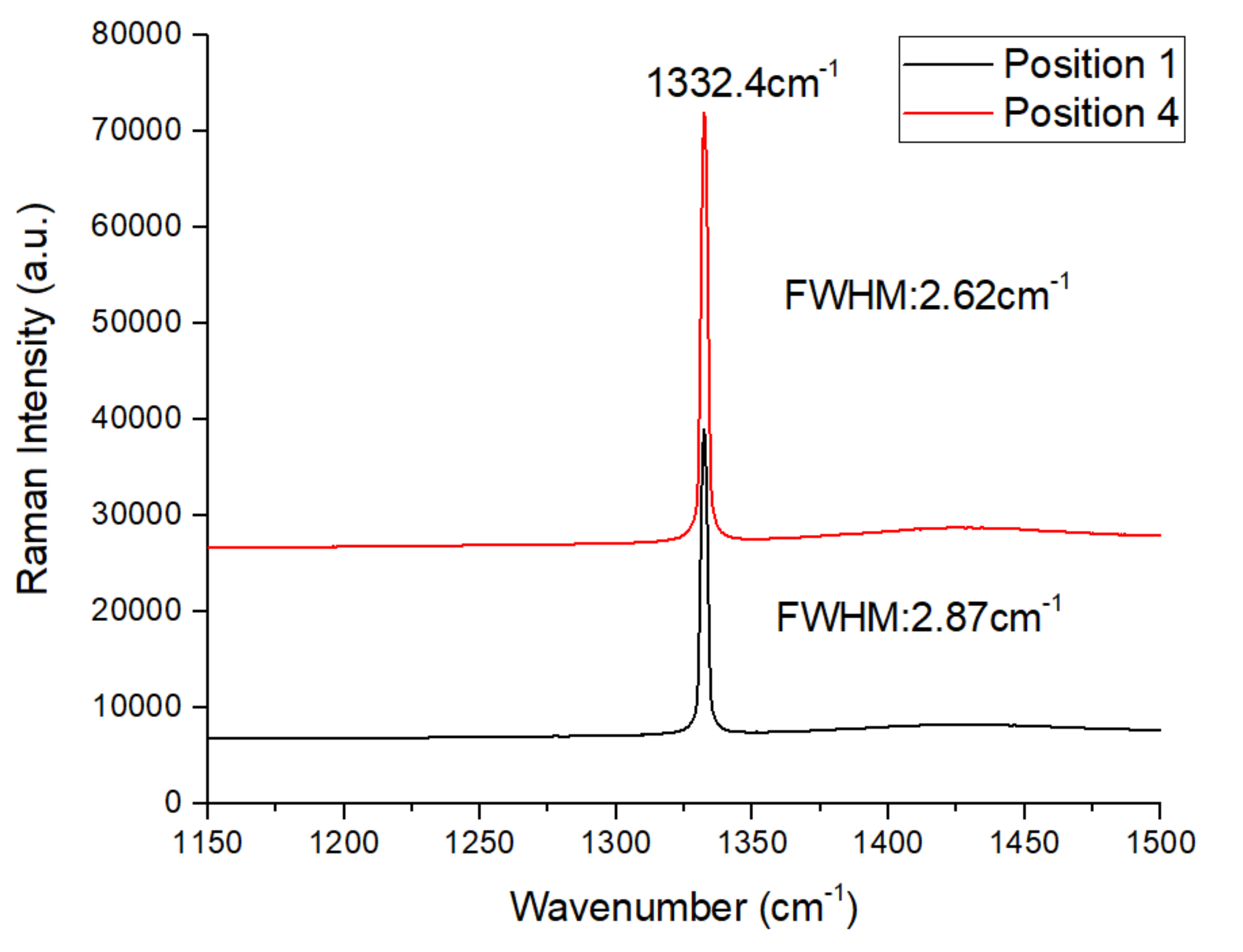
3.5. CVD Homoepitaxy Growth Diamond Quality
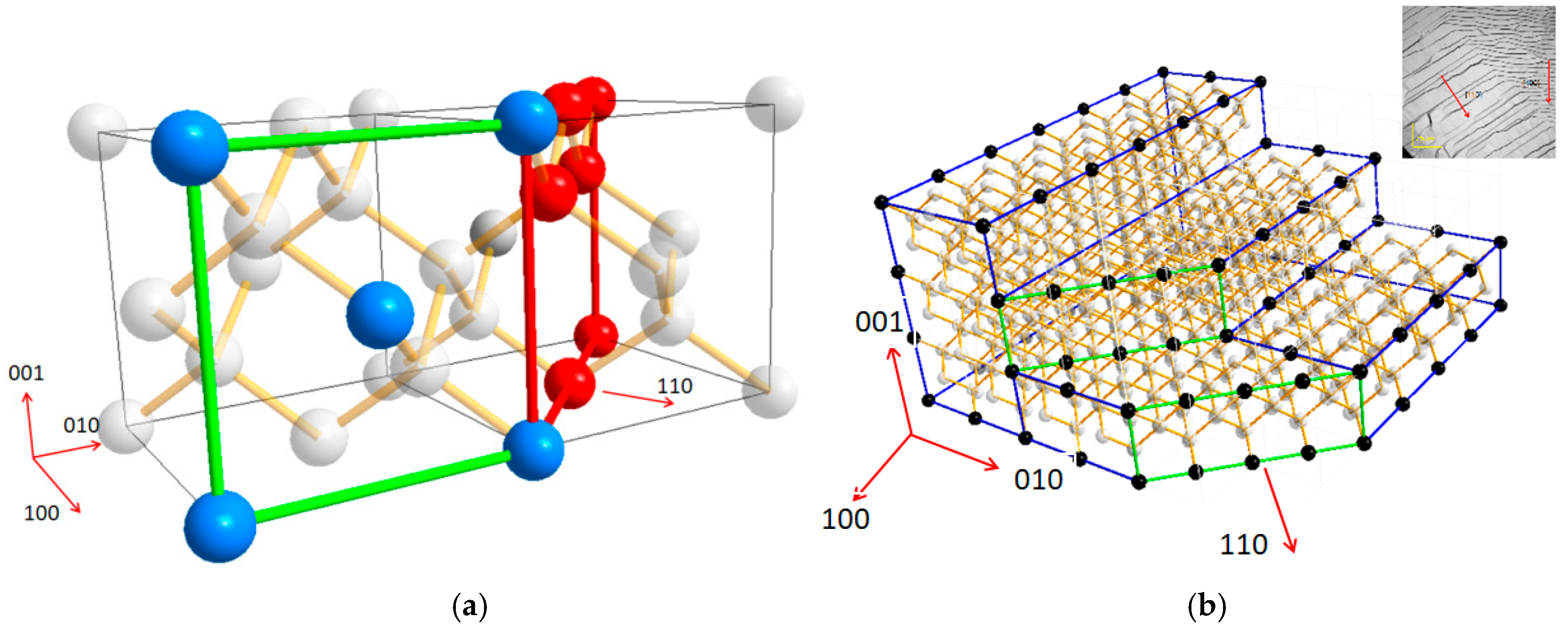
3.6. Crystal Lattice Visual Structure Analysis of the Step Flow Rotation
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, F.; Zhang, J.; Wang, X.; Liu, Z.; Wang, W.; Li, S.; Wang, H.X. X-ray photoelectron Spectrosc. study of Schottky junctions based on oxygen-/fluorine-terminated (100) diamond. Diam. Relat. Mater. 2016, 63, 180–185. [Google Scholar] [CrossRef]
- Lu, H.-C.; Peng, Y.-C.; Lin, M.-Y.; Chou, S.-L.; Lo, J.-I.; Cheng, B.-M. Analysis of boron in diamond with UV photoluminescence. Carbon 2017, 111, 835–838. [Google Scholar] [CrossRef]
- Zhang, X.M.; Wang, S.Y.; Shi, Y.B.; Yuan, H.; Ma, Z.M.; Wang, F.; Lin, Z.D.; Qin, L.; Liu, J. Quantitative analysis of spectral characteristics and concentration of ensembles of NV− centers in diamond. Diam. Relat. Mater. 2017, 76, 21–26. [Google Scholar] [CrossRef]
- Shikata, S. Single crystal diamond wafers for high power electronics. Diam. Relat. Mater. 2016, 65, 168–175. [Google Scholar] [CrossRef]
- Angus, J.C. Diamond synthesis by chemical vapor deposition: The early years. Diam. Relat. Mater. 2014, 49, 77–86. [Google Scholar] [CrossRef]
- Liang, Q.; Chin, C.Y.; Lai, J.; Yan, C.S.; Meng, Y.; Mao, H.K.; Hemley, R.J. Enhanced growth of high quality single crystal diamond by microwave plasma assisted chemical vapor deposition at high gas pressures. Appl. Phys. Lett. 2009, 94, 024103. [Google Scholar] [CrossRef]
- Silva, F.; Achard, J.; Brinza, O.; Bonnin, X.; Hassouni, K.; Anthonis, A.; De Corte, K.; Barjon, J. High quality, large surface area, homoepitaxial MPACVD diamond growth. Diam. Relat. Mater. 2009, 18, 683–697. [Google Scholar] [CrossRef]
- Nad, S.; Gu, Y.; Asmussen, J. Growth strategies for large and high quality single crystal diamond substrates. Diam. Relat. Mater. 2015, 60, 26–34. [Google Scholar] [CrossRef]
- Lloret, F.; Araújo, D.; Eon, D.; Bustarret, E. Three-Dimensional Diamond MPCVD Growth over MESA Structures: A Geometric Model for Growth Sector Configuration. Cryst. Growth Des. 2018, 18, 7628–7632. [Google Scholar] [CrossRef]
- Lloret, F.; Araujo, D.; Eon, D.; Villar, M.d.; Gonzalez-Leal, J.-M.; Bustarret, E. Influence of methane concentration on MPCVD overgrowth of 100-oriented etched diamond substrates. Phys. Status Solidi A 2016, 213, 2570–2574. [Google Scholar] [CrossRef]
- Lloret, F.; Fiori, A.; Araujo, D.; Eon, D.; Villar, M.P.; Bustarret, E. Stratigraphy of a diamond epitaxial three-dimensional overgrowth using doping superlattices. Appl. Phys. Lett. 2016, 108, 181901. [Google Scholar] [CrossRef]
- Muehle, M.; Asmussen, J.; Becker, M.F.; Schuelke, T. Extending microwave plasma assisted CVD SCD growth to pressures of 400 Torr. Diam. Relat. Mater. 2017, 79, 150–163. [Google Scholar] [CrossRef]
- Tallaire, A.; Achard, J.; Silva, F.; Sussmann, R.S.; Gicquel, A. Homoepitaxial deposition of high-quality thick diamond films: Effect of growth parameters. Diam. Relat. Mater. 2005, 14, 249–254. [Google Scholar] [CrossRef]
- Mokuno, Y.; Chayahara, A.; Yamada, H.; Tsubouchi, N. Improving purity and size of single-crystal diamond plates produced by high-rate CVD growth and lift-off process using ion implantation. Diam. Relat. Mater. 2009, 18, 1258–1261. [Google Scholar] [CrossRef]
- Chen, J.; Wang, G.; Qi, C.; Zhang, Y.; Zhang, S.; Xu, Y.; Hao, J.; Lai, Z.; Zheng, L. Morphological and structural evolution on the lateral face of the diamond seed by MPCVD homoepitaxial deposition. J. Cryst. Growth 2018, 484, 1–6. [Google Scholar] [CrossRef]
- Xie, X.; Wang, X.; Peng, Y.; Cui, Y.; Chen, X.; Hu, X.; Xu, X.; Yu, P.; Wang, R. Synthesis and characterization of high quality {100} diamond single crystal. J. Mater. Sci. Mater. Electron. 2017, 28, 9813–9819. [Google Scholar] [CrossRef]
- Charris, A.; Nad, S.; Asmussen, J. Exploring constant substrate temperature and constant high pressure SCD growth using variable pocket holder depths. Diam. Relat. Mater. 2017, 76, 58–67. [Google Scholar] [CrossRef]
- Mokuno, Y.; Chayahara, A.; Soda, Y.; Yamada, H.; Horino, Y.; Fujimori, N. High rate homoepitaxial growth of diamond by microwave plasma CVD with nitrogen addition. Diam. Relat. Mater. 2006, 15, 455–459. [Google Scholar] [CrossRef]
- Gu, Y.; Lu, J.; Grotjohn, T.; Schuelke, T.; Asmussen, J. Microwave plasma reactor design for high pressure and high power density diamond synthesis. Diam. Relat. Mater. 2012, 24, 210–214. [Google Scholar] [CrossRef]
- Silva, F.; Hassouni, K.; Bonnin, X.; Gicquel, A. Microwave engineering of plasma-assisted CVD reactors for diamond deposition. J Phys Condens Matter 2009, 21, 364202. [Google Scholar] [CrossRef]
- Achard, J.; Silva, F.; Brinza, O.; Tallaire, A.; Gicquel, A. Coupled effect of nitrogen addition and surface temperature on the morphology and the kinetics of thick CVD diamond single crystals. Diam. Relat. Mater. 2007, 16, 685–689. [Google Scholar] [CrossRef]
- Bogdan, G.; Nesládek, M.; D’Haen, J.; Maes, J.; Moshchalkov, V.V.; Haenen, K.; D’Olieslaeger, M. Growth and characterization of near-atomically flat, thick homoepitaxial CVD diamond films. Phys. Status Solidi A 2005, 202, 2066–2072. [Google Scholar] [CrossRef]
- Ababou, B.C.A.; Gortz, G. Surface characterization of microwave-assisted chemically vapour deposited carbon deposits on silicon and transition metal substrates. Diam. Relat. Mater. 1992, 1, 875–881. [Google Scholar] [CrossRef]
- Tallaire, A.; Mille, V.; Brinza, O.; Thi, T.N.T.; Brom, J.M.; Loguinov, Y.; Katrusha, A.; Koliadin, A.; Achard, J. Thick CVD diamond films grown on high-quality type IIa HPHT diamond substrates from New Diamond Technology. Diam. Relat. Mater. 2017, 77, 146–152. [Google Scholar] [CrossRef]
- Bushuev, E.V.; Yurov, V.Y.; Bolshakov, A.P.; Ralchenko, V.G.; Khomich, A.A.; Antonova, I.A.; Ashkinazi, E.E.; Shershulin, V.A.; Pashinin, V.P.; Konov, V.I. Express in situ measurement of epitaxial CVD diamond film growth kinetics. Diam. Relat. Mater. 2017, 72, 61–70. [Google Scholar] [CrossRef]
- Battaile, C.C. Atomic scale simulations of chemical vapor deposition on flat and vicinal diamond substrates. J. Cryst. Growth 1998, 194, 353–368. [Google Scholar] [CrossRef]
- Battaile, C.C. Morphologies of diamond films from atomic-scale simulations of Chemical Vapor Deposition. J. Cryst. Growth 1998, 6, 198–1206. [Google Scholar] [CrossRef]


© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Duan, P.; Cao, Z.; Liu, C.; Wang, D.; Peng, Y.; Hu, X. Homoepitaxy Growth of Single Crystal Diamond under 300 torr Pressure in the MPCVD System. Materials 2019, 12, 3953. https://doi.org/10.3390/ma12233953
Wang X, Duan P, Cao Z, Liu C, Wang D, Peng Y, Hu X. Homoepitaxy Growth of Single Crystal Diamond under 300 torr Pressure in the MPCVD System. Materials. 2019; 12(23):3953. https://doi.org/10.3390/ma12233953
Chicago/Turabian StyleWang, Xiwei, Peng Duan, Zhenzhong Cao, Changjiang Liu, Dufu Wang, Yan Peng, and Xiaobo Hu. 2019. "Homoepitaxy Growth of Single Crystal Diamond under 300 torr Pressure in the MPCVD System" Materials 12, no. 23: 3953. https://doi.org/10.3390/ma12233953
APA StyleWang, X., Duan, P., Cao, Z., Liu, C., Wang, D., Peng, Y., & Hu, X. (2019). Homoepitaxy Growth of Single Crystal Diamond under 300 torr Pressure in the MPCVD System. Materials, 12(23), 3953. https://doi.org/10.3390/ma12233953