Effect of Fibers on High-Temperature Mechanical Behavior and Microstructure of Reactive Powder Concrete





Abstract
:1. Introduction
2. Experimentation
2.1. Materials and Mix Proportions
2.1.1. Cement
2.1.2. Silica Fume
2.1.3. Slag
2.1.4. Quartz Sand
2.1.5. Polycarboxylate Superplasticizer
2.1.6. Steel Fiber
2.1.7. Polypropylene Fiber
2.2. Specimens Fabrication and Curing
2.3. Testing Approach
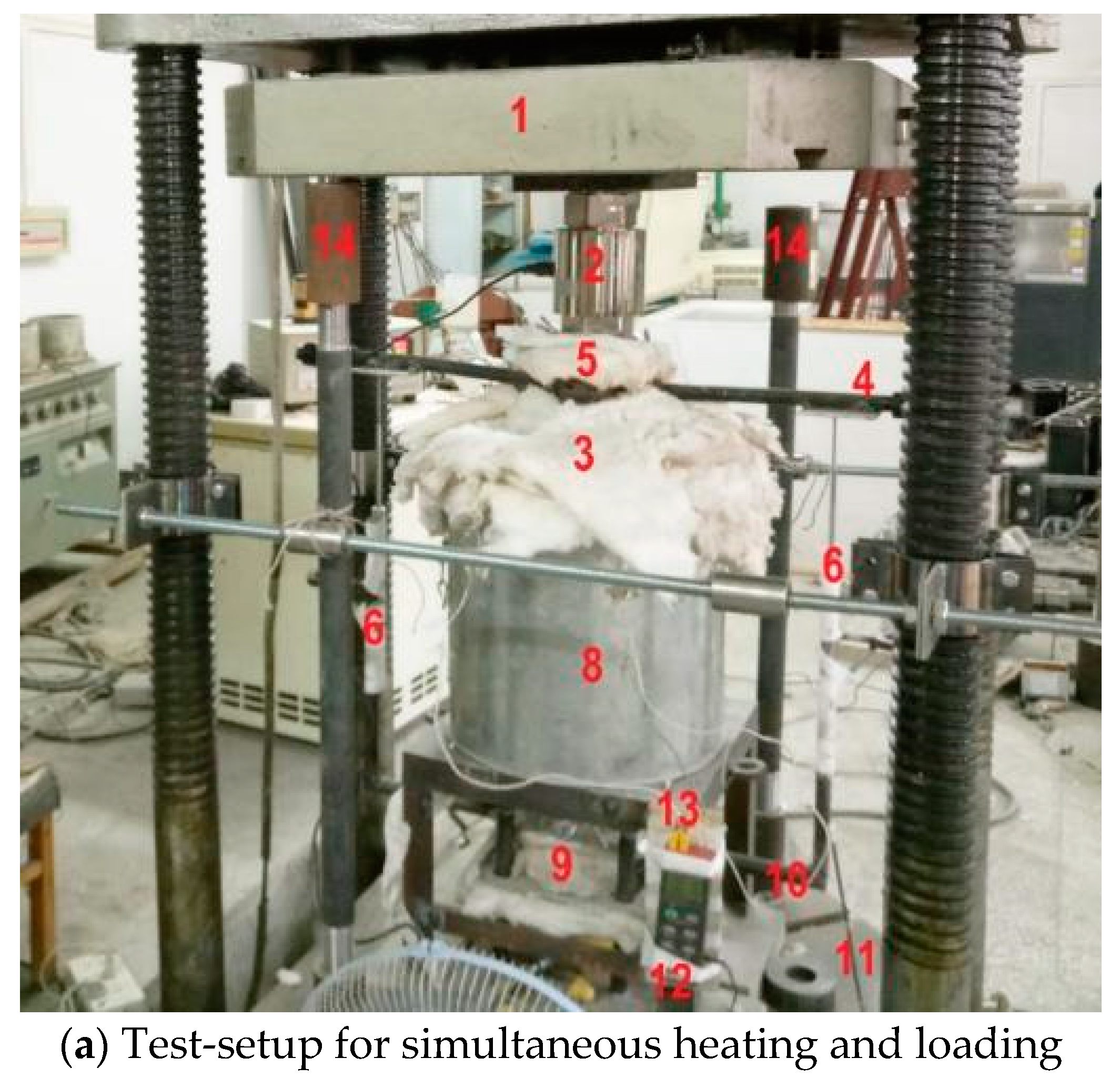
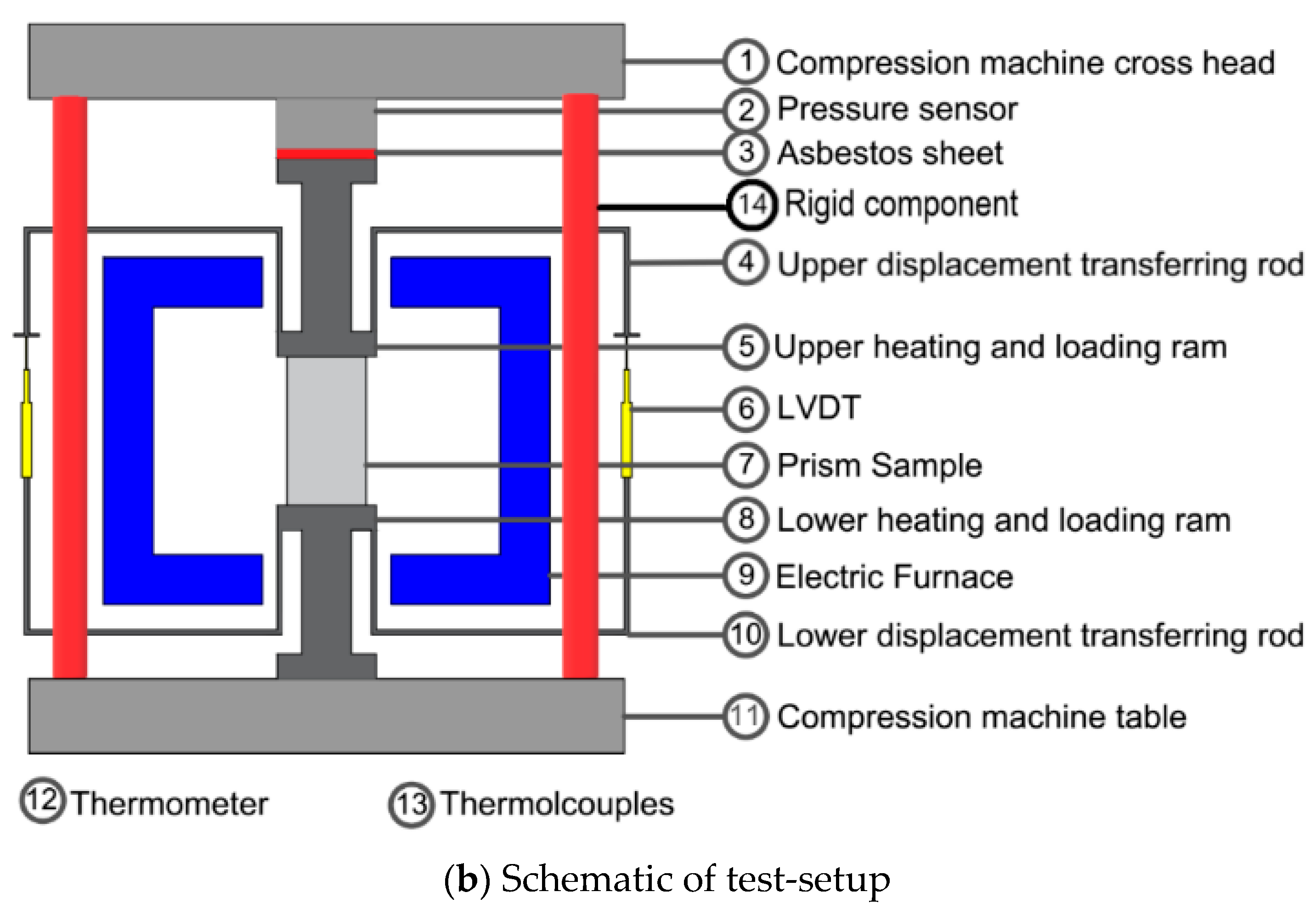
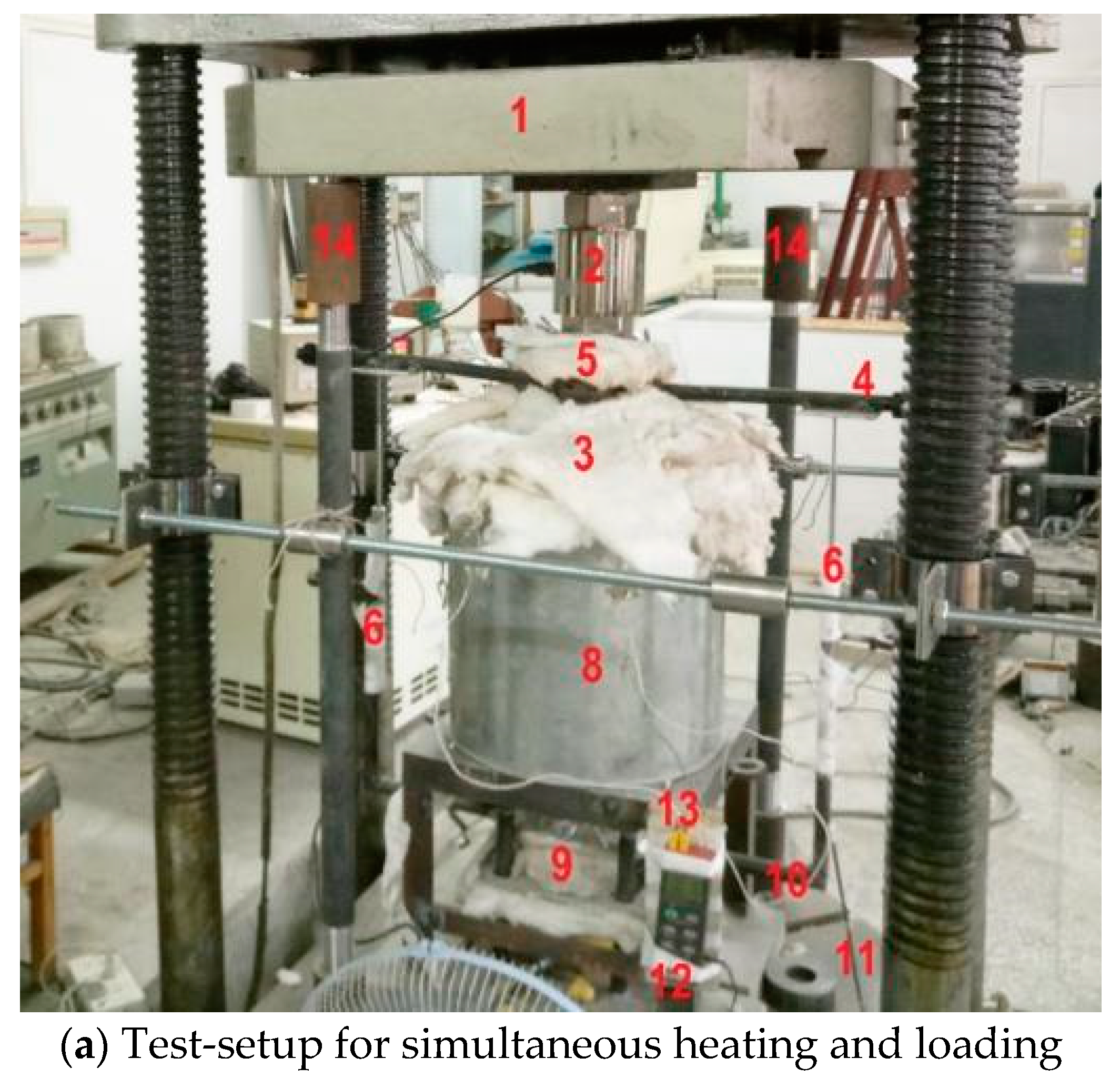
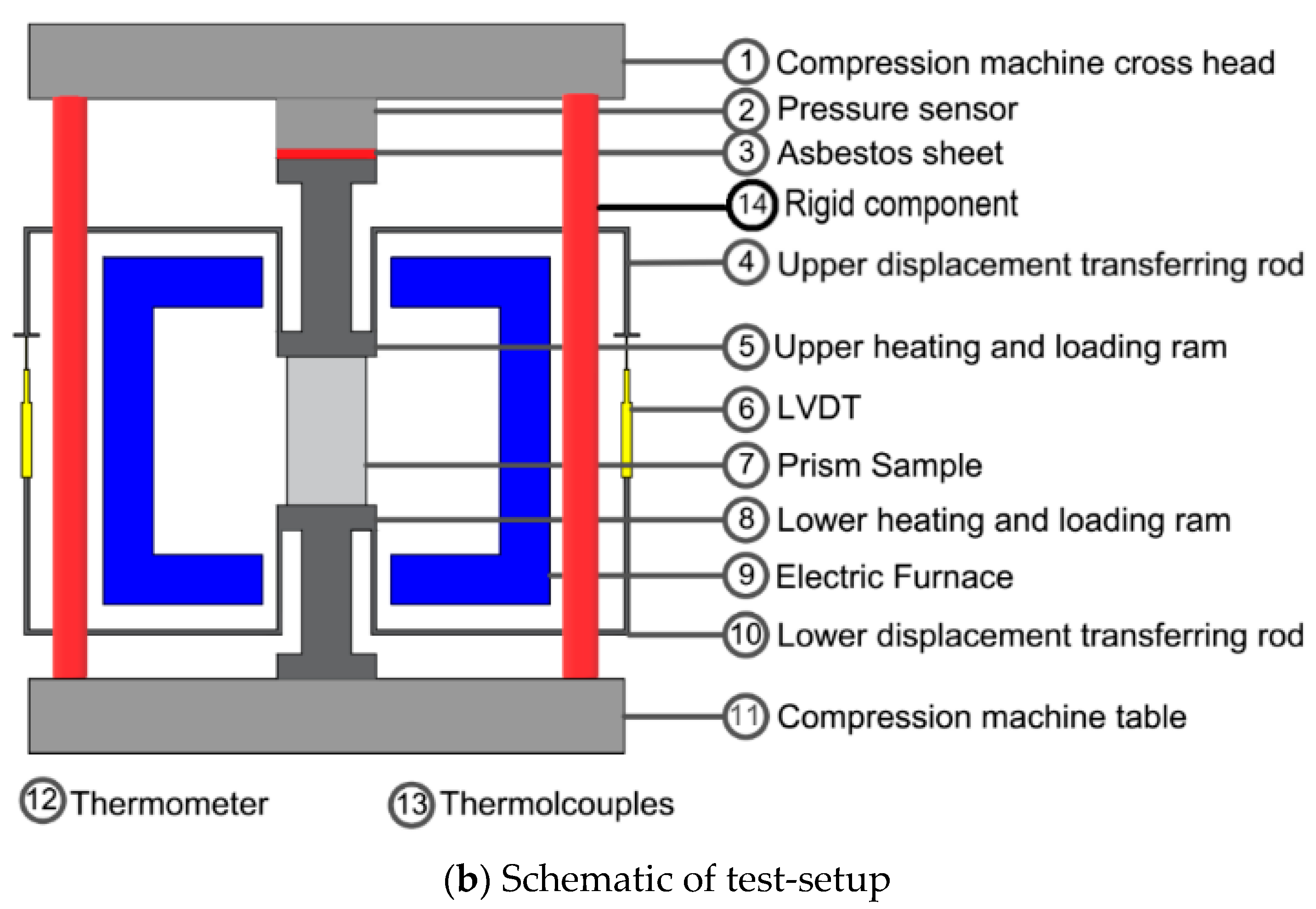
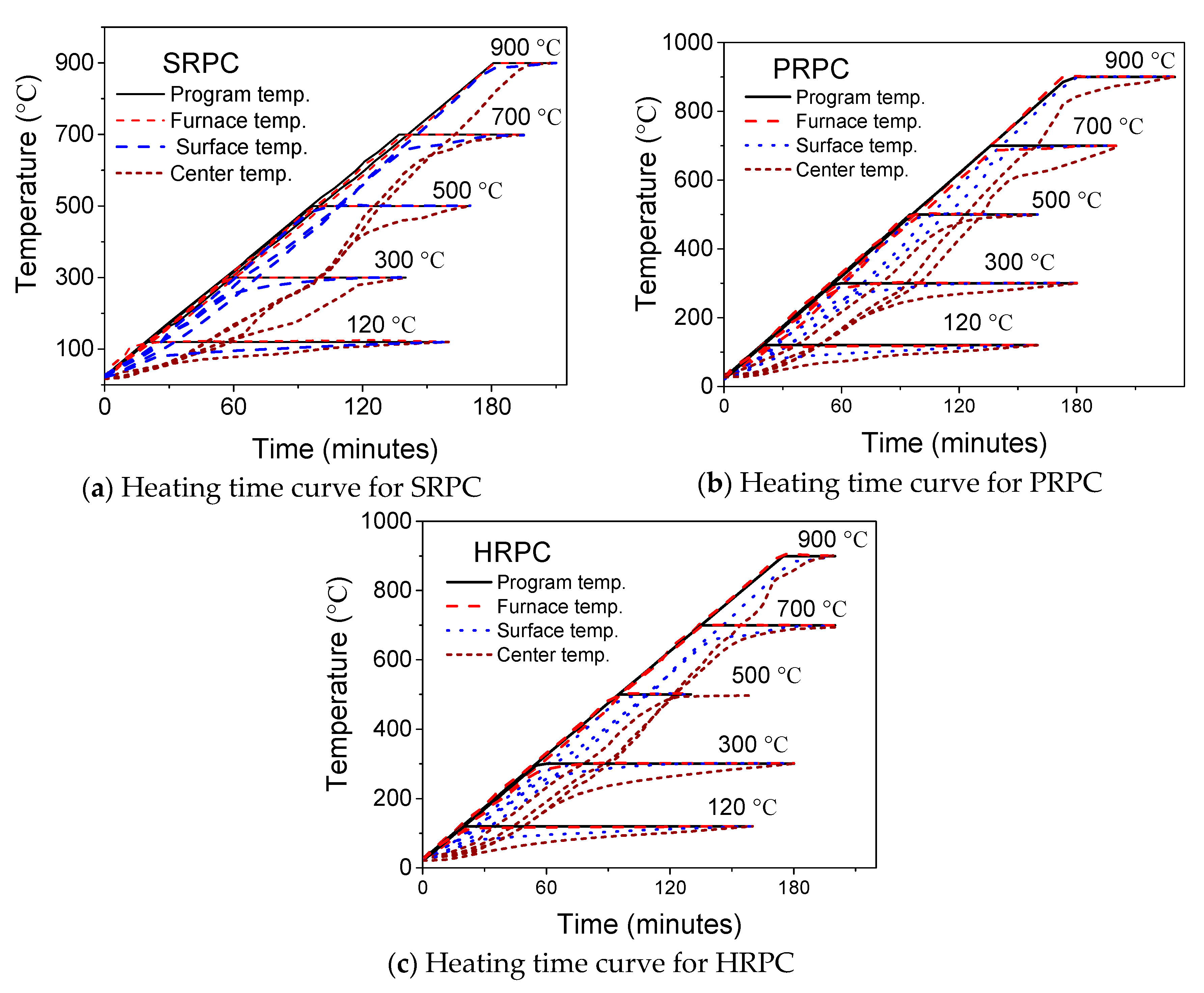
2.3.1. High-Temperature Tests Equipment
2.3.2. Mechanical Properties Tests
2.3.3. Microstructure Tests
3. Test Results and Discussion
3.1. Mechanical Properties
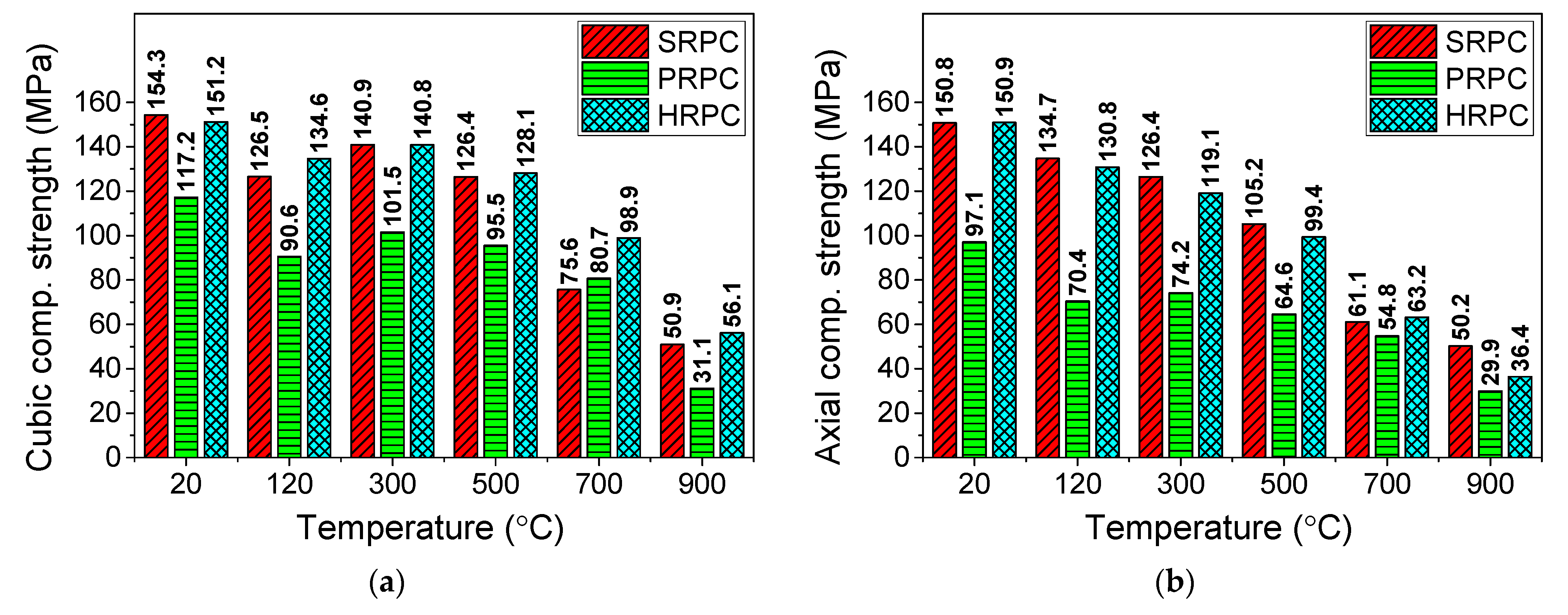
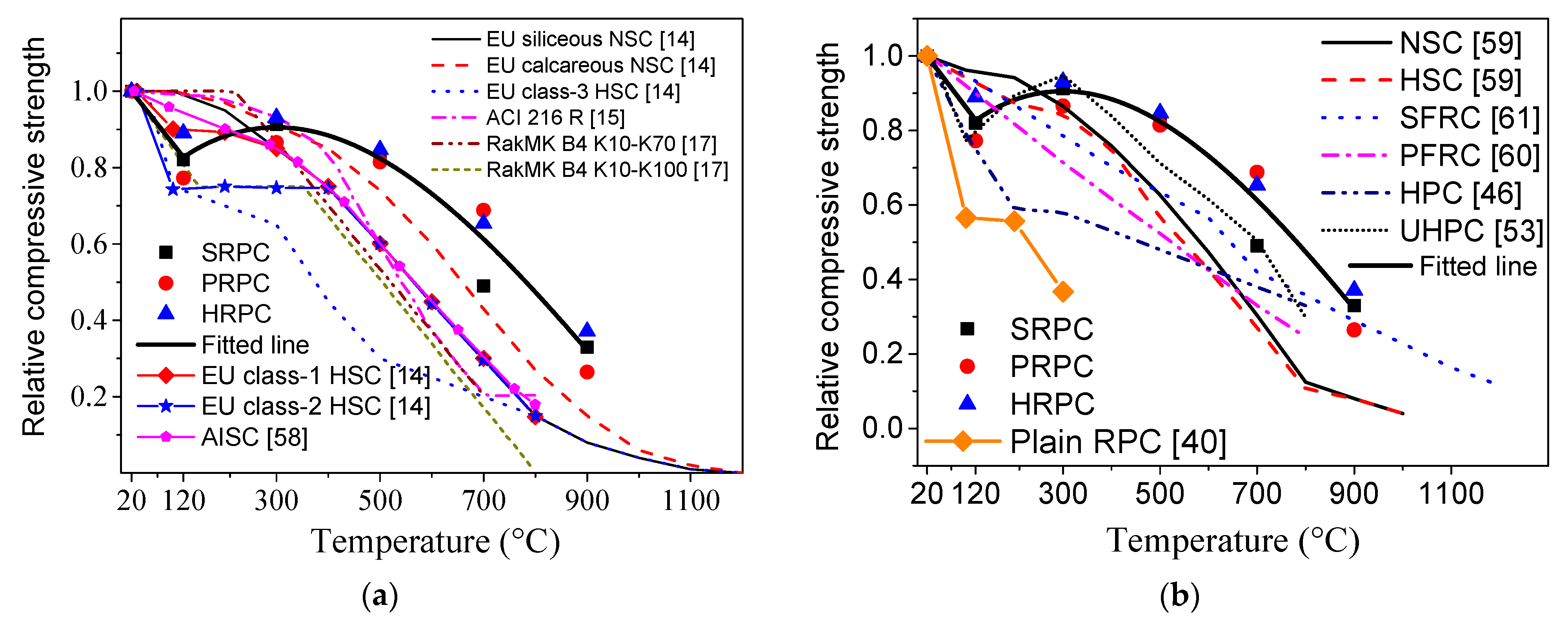
3.1.1. Compressive Strength
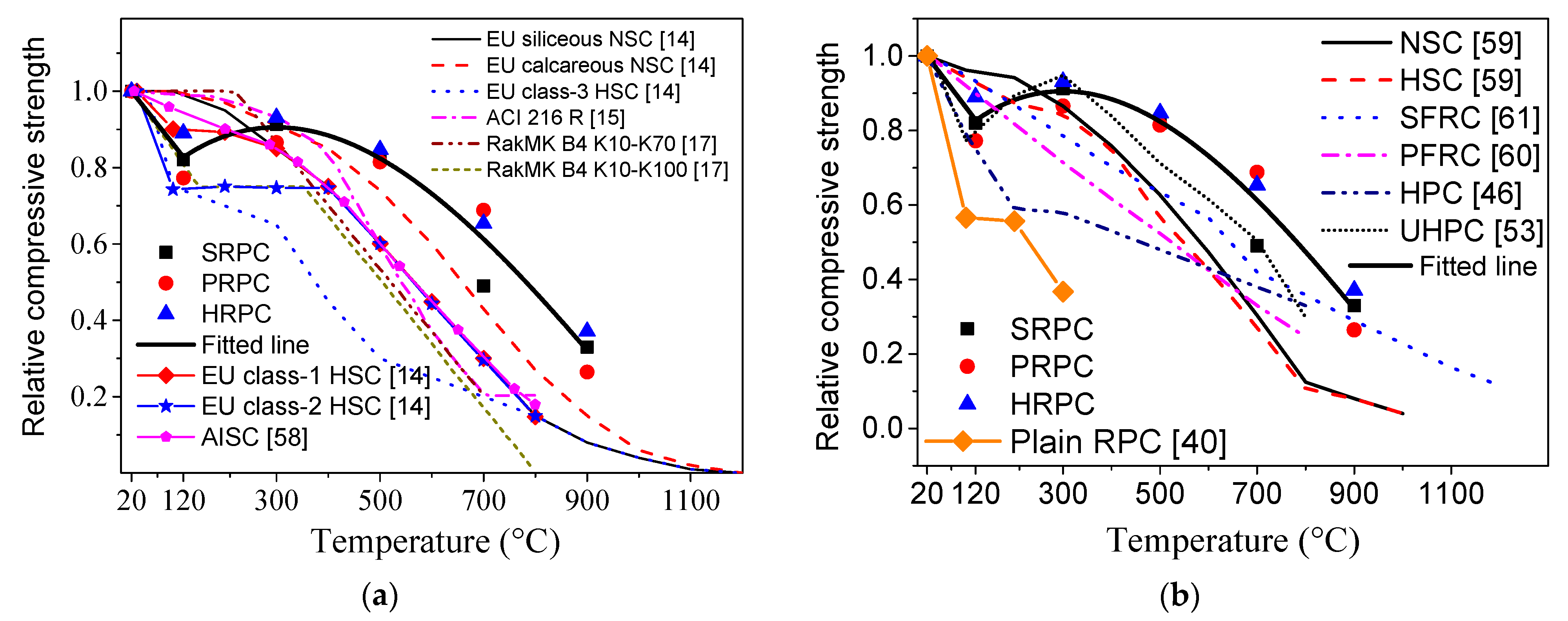
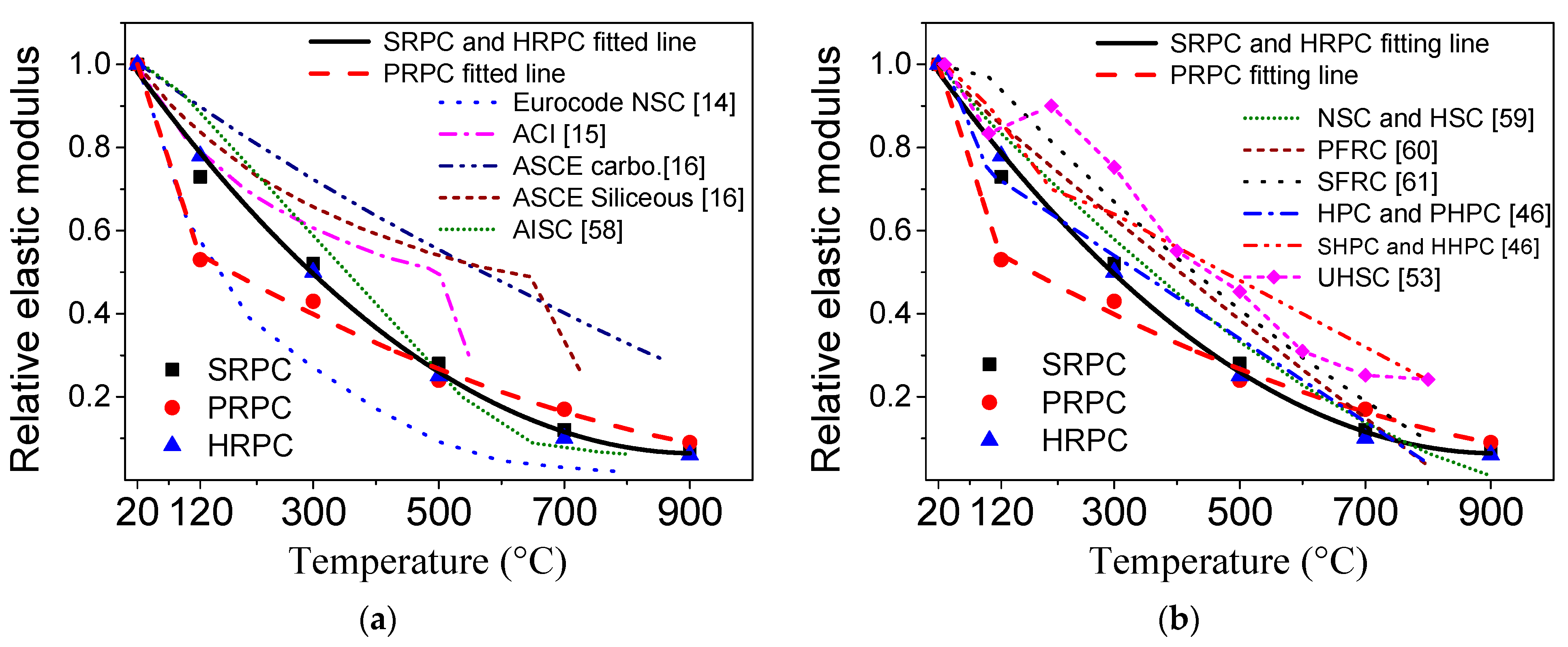
- The Aslani and Bastami [59] fitting model for normal strength concrete (NSC) and high strength concrete (HSC) with no fiber content.
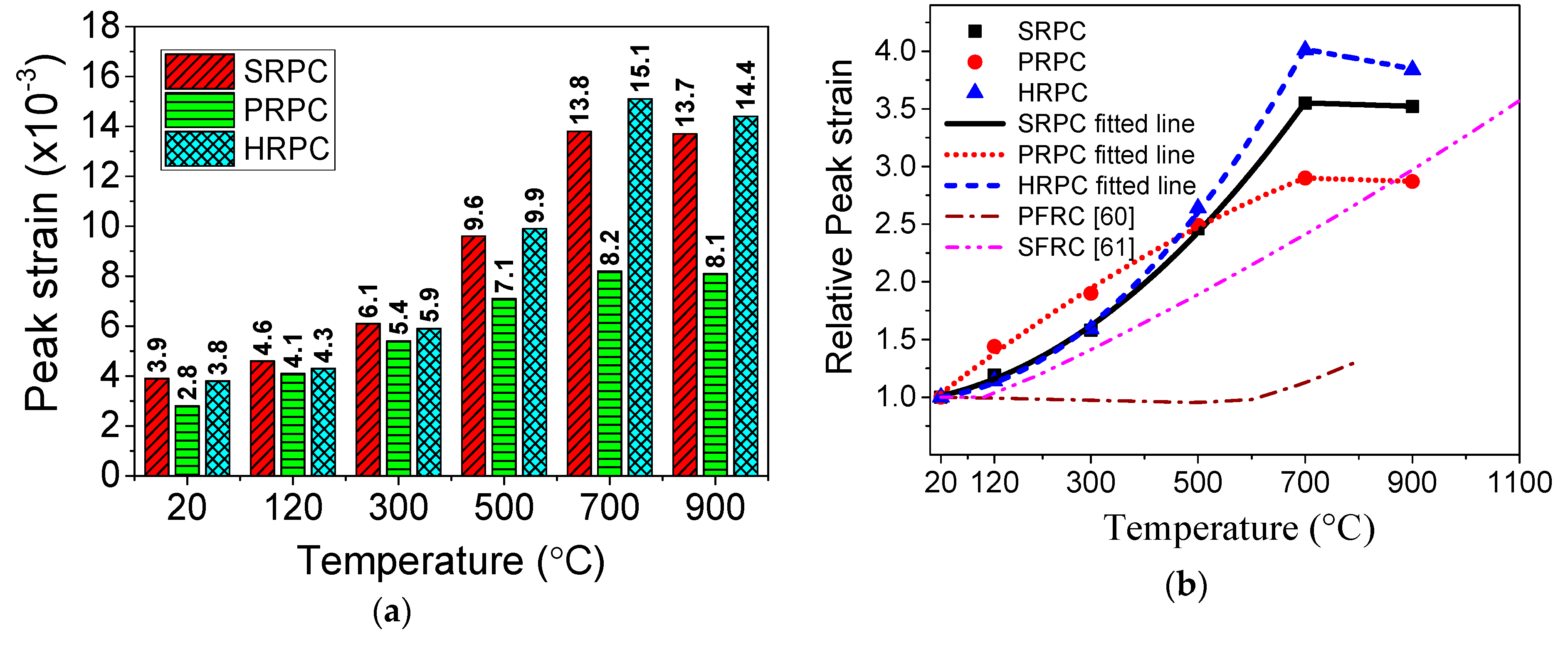
- The Aslani and Samali [60] fitting model for PP fiber-reinforced normal strength concrete (PFRC).
- The Aslani and Samali [61] fitting model for steel fiber-reinforced normal strength concrete (SFRC).
- The Khaliq and Kodur [46] fitting model for plain high performance concrete (HPC), steel fiber-reinforced high performance concrete (SHPC), PP fiber-reinforced high performance concrete (PHPC), and hybrid fiber-reinforced high performance concrete (HHPC).
- The Xiong and Liew [53] experimental results of ultra-high strength concrete (UHSC).
- The Zheng et al. [40] experimental results of Plain RPC.
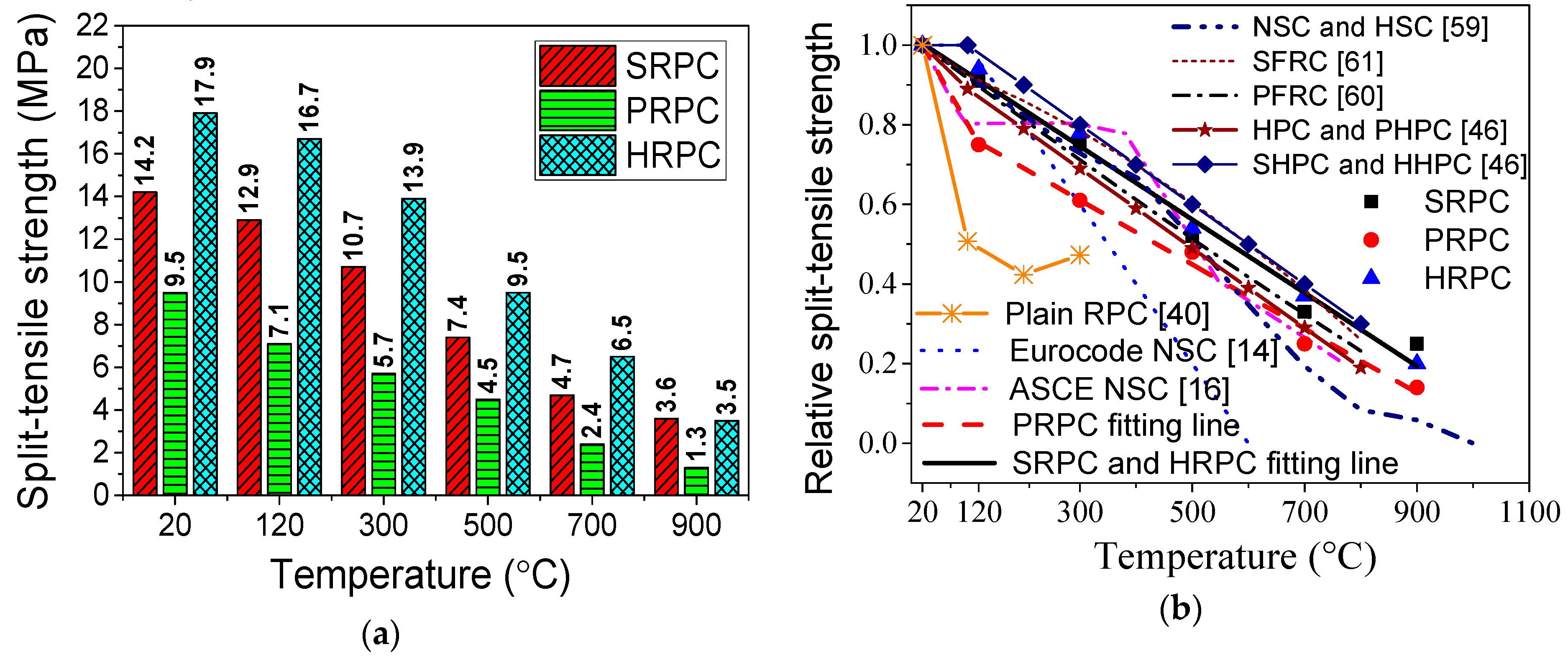
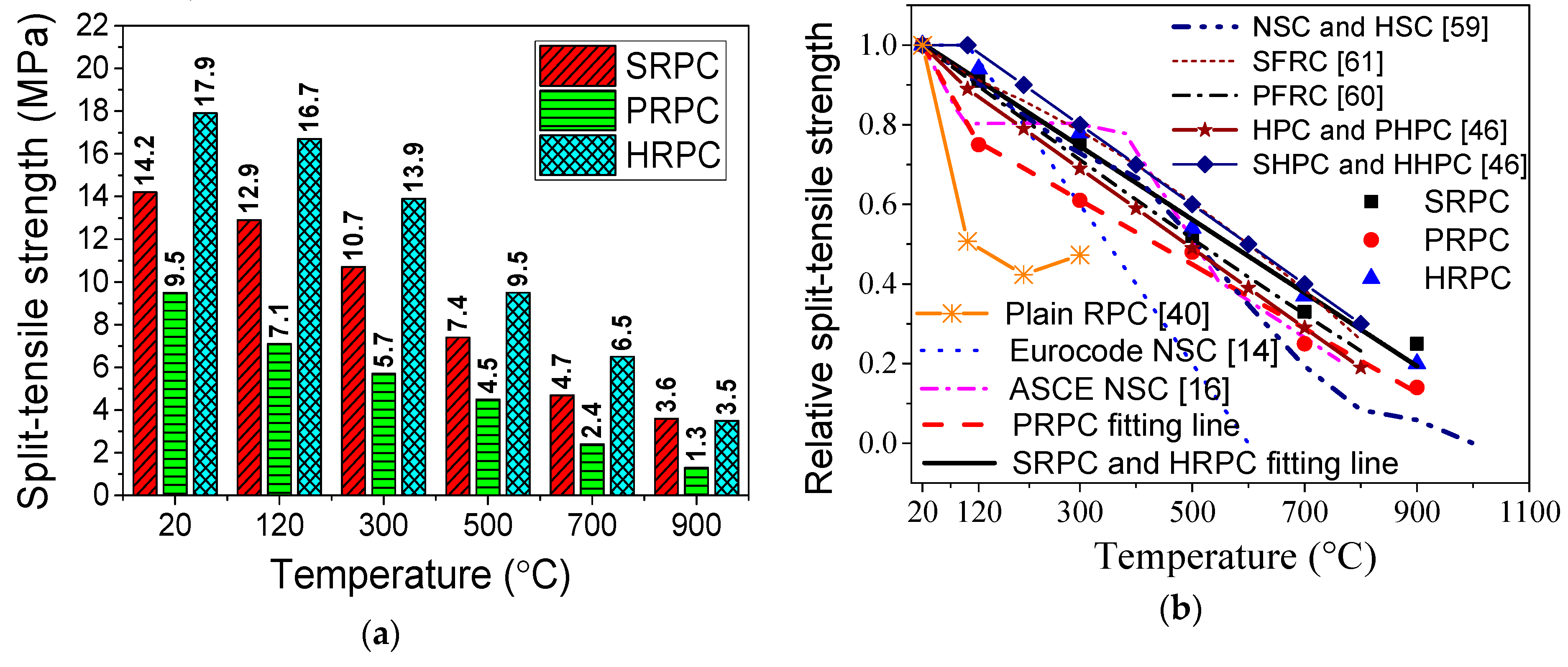
3.1.2. Split-Tensile Strength
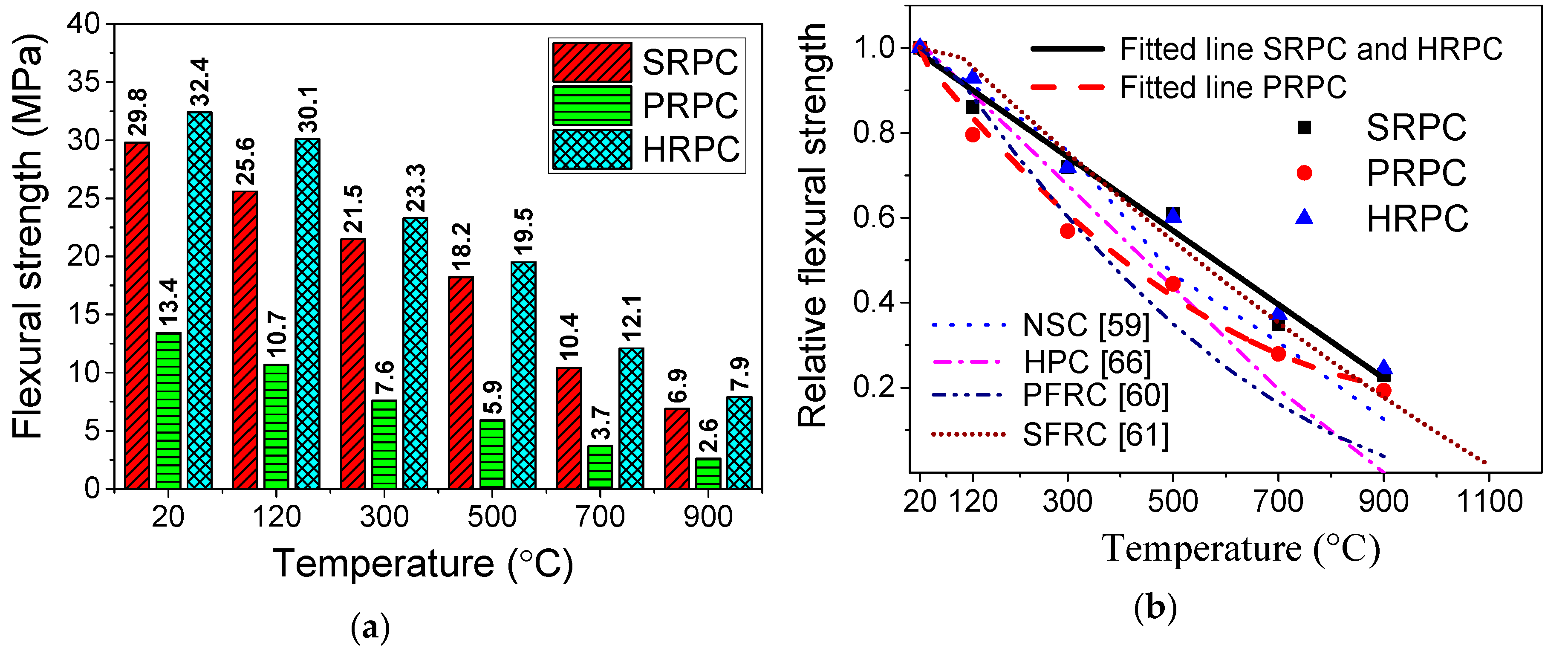
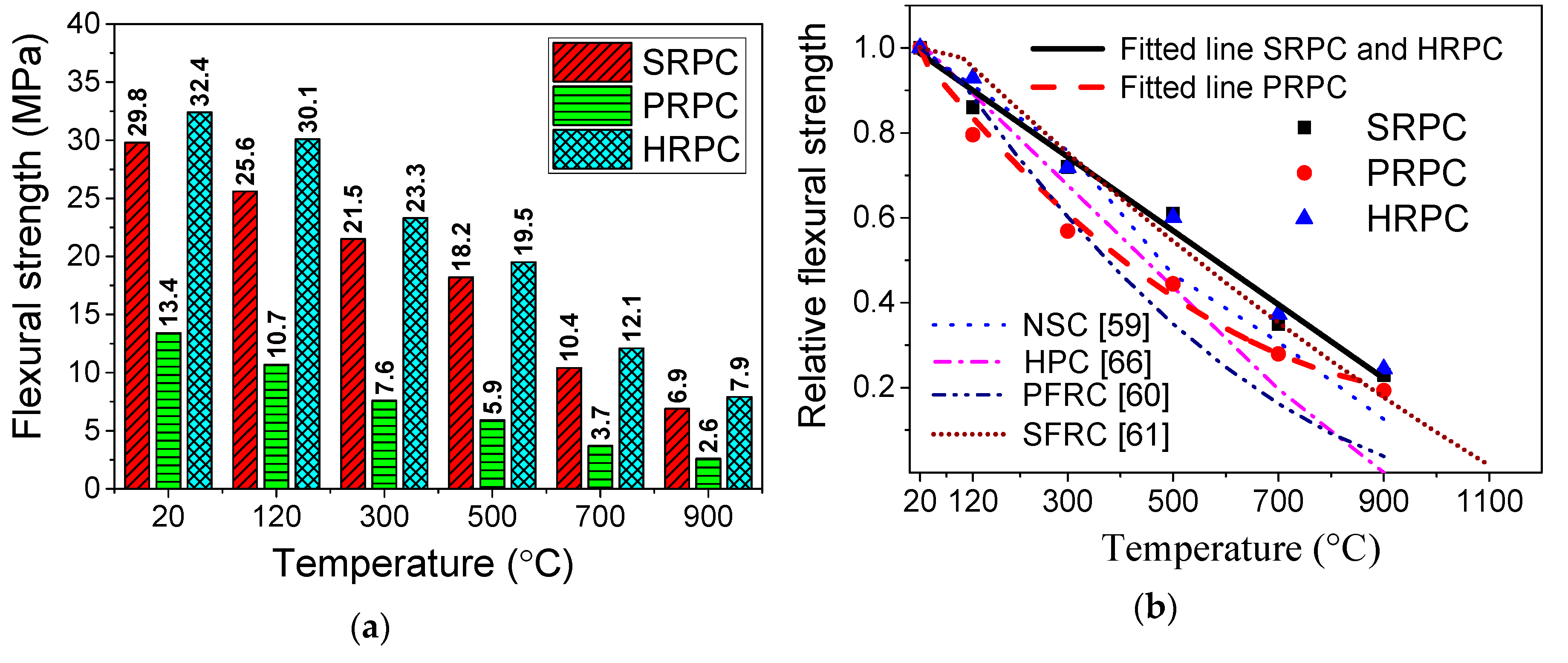
3.1.3. Flexural Strength
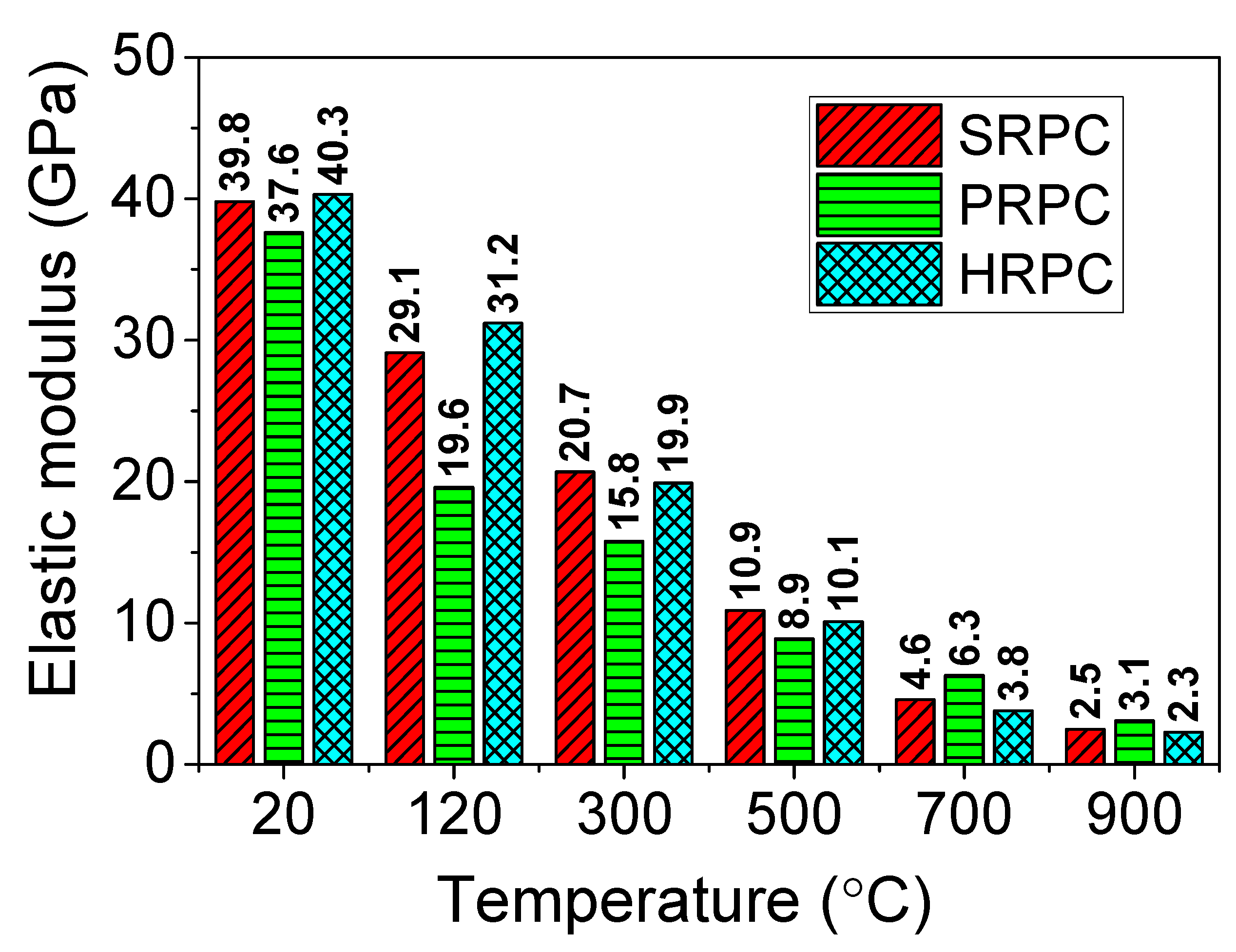
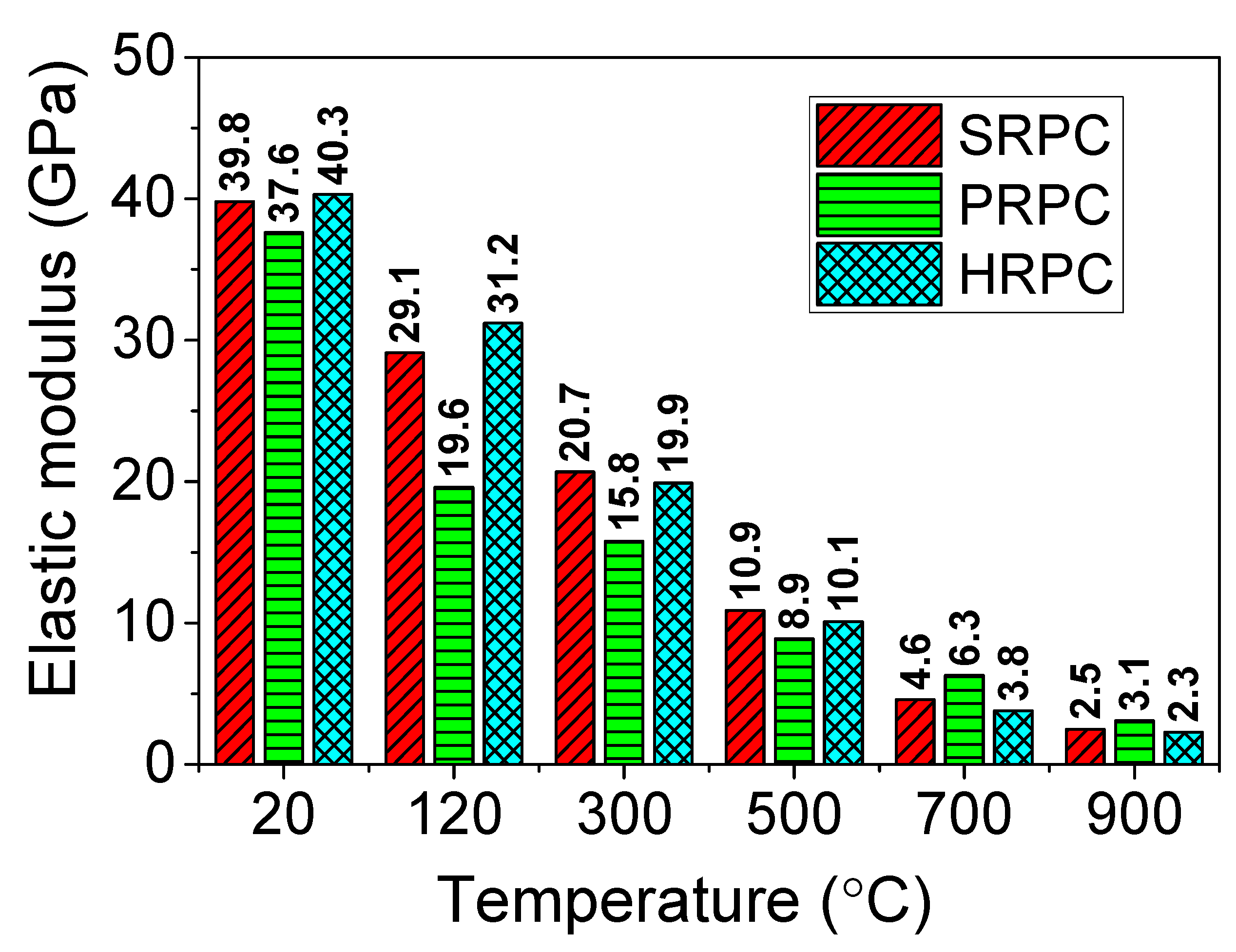
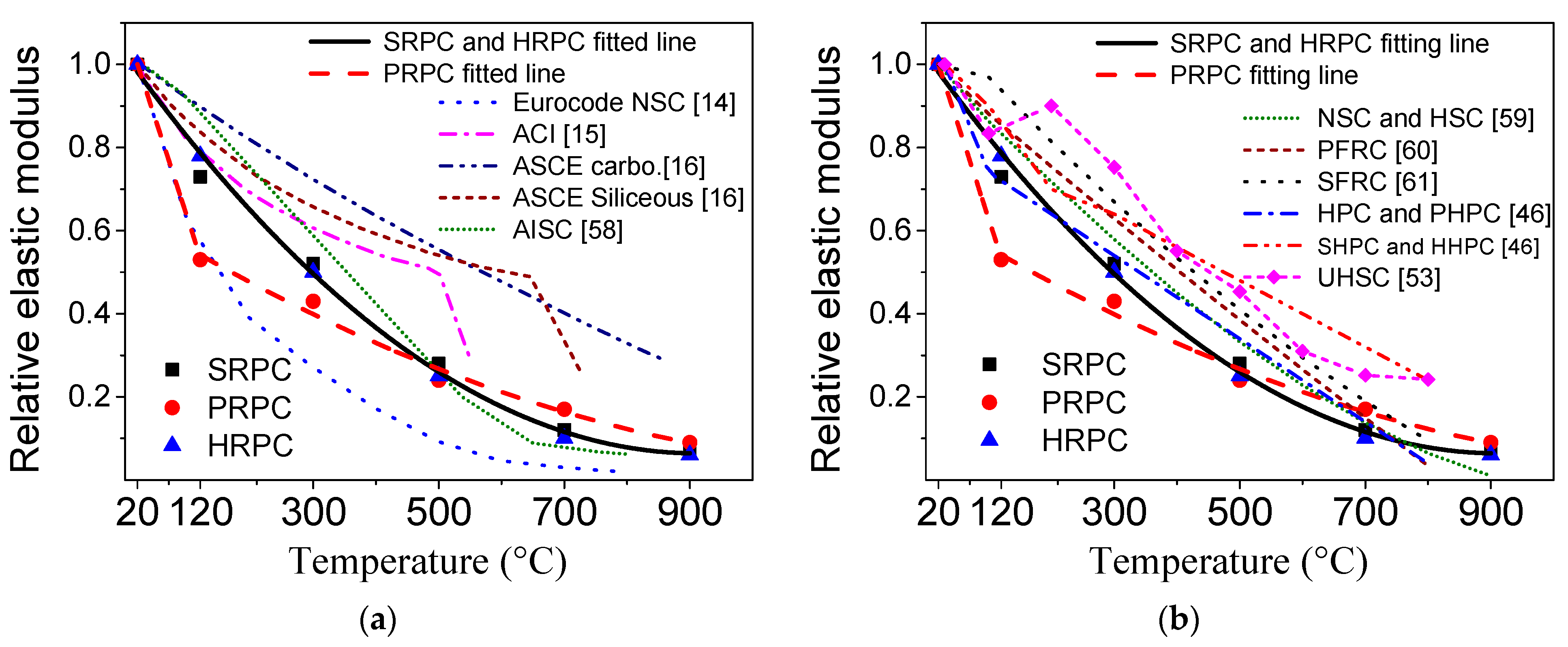
3.1.4. Elastic Modulus
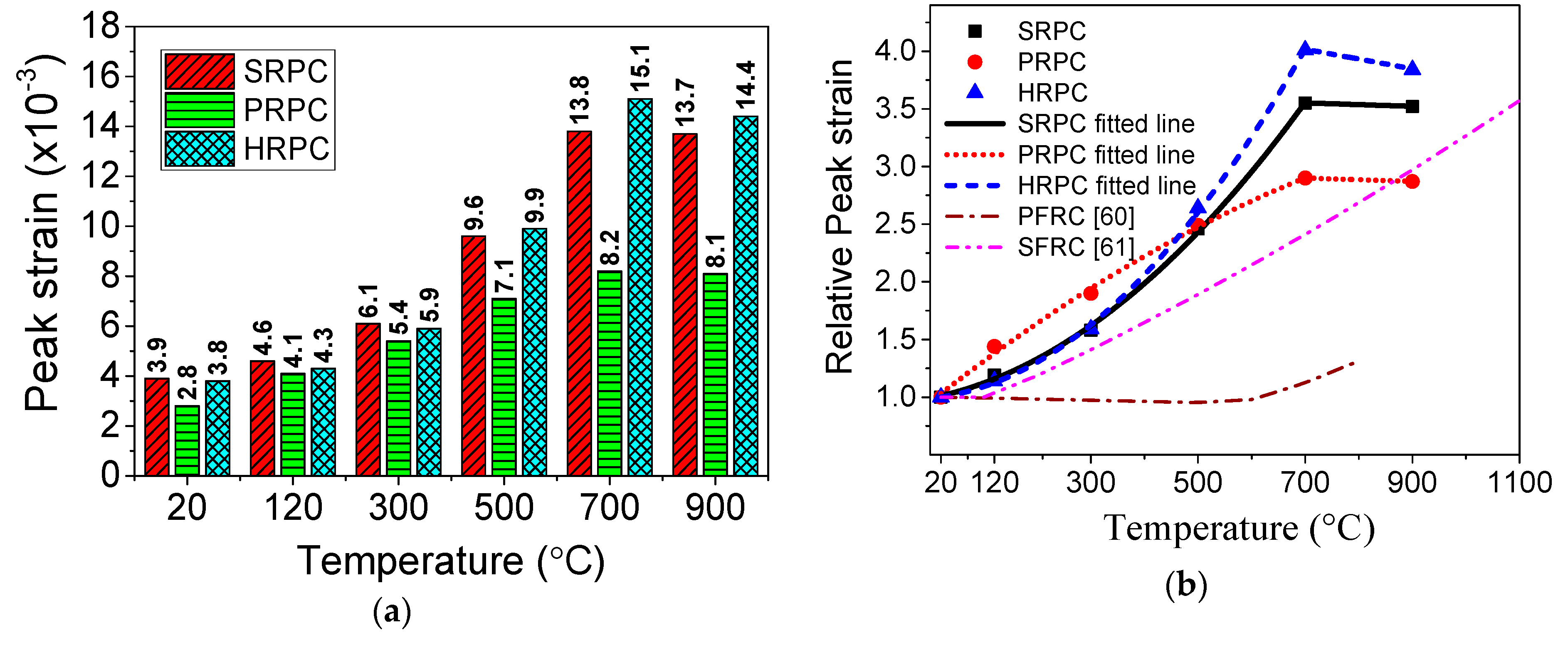
3.1.5. Peak Strain
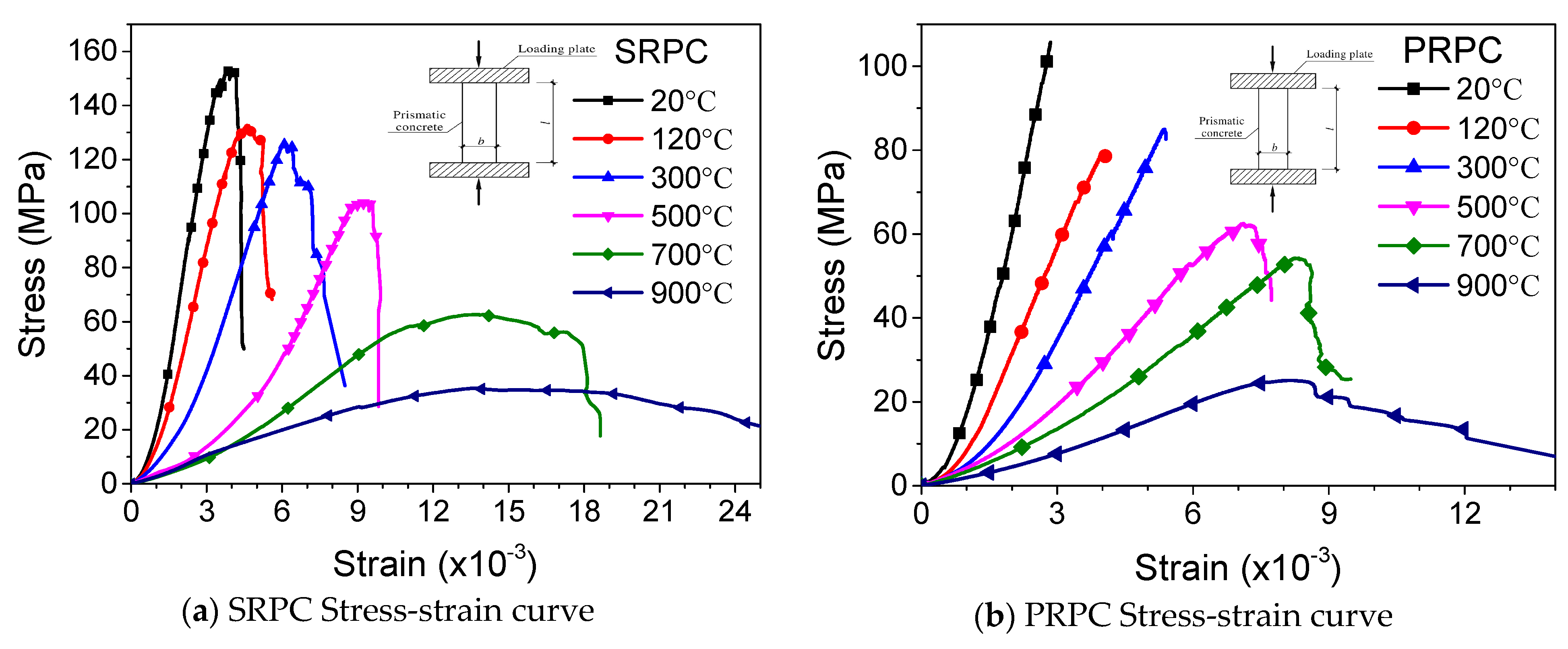
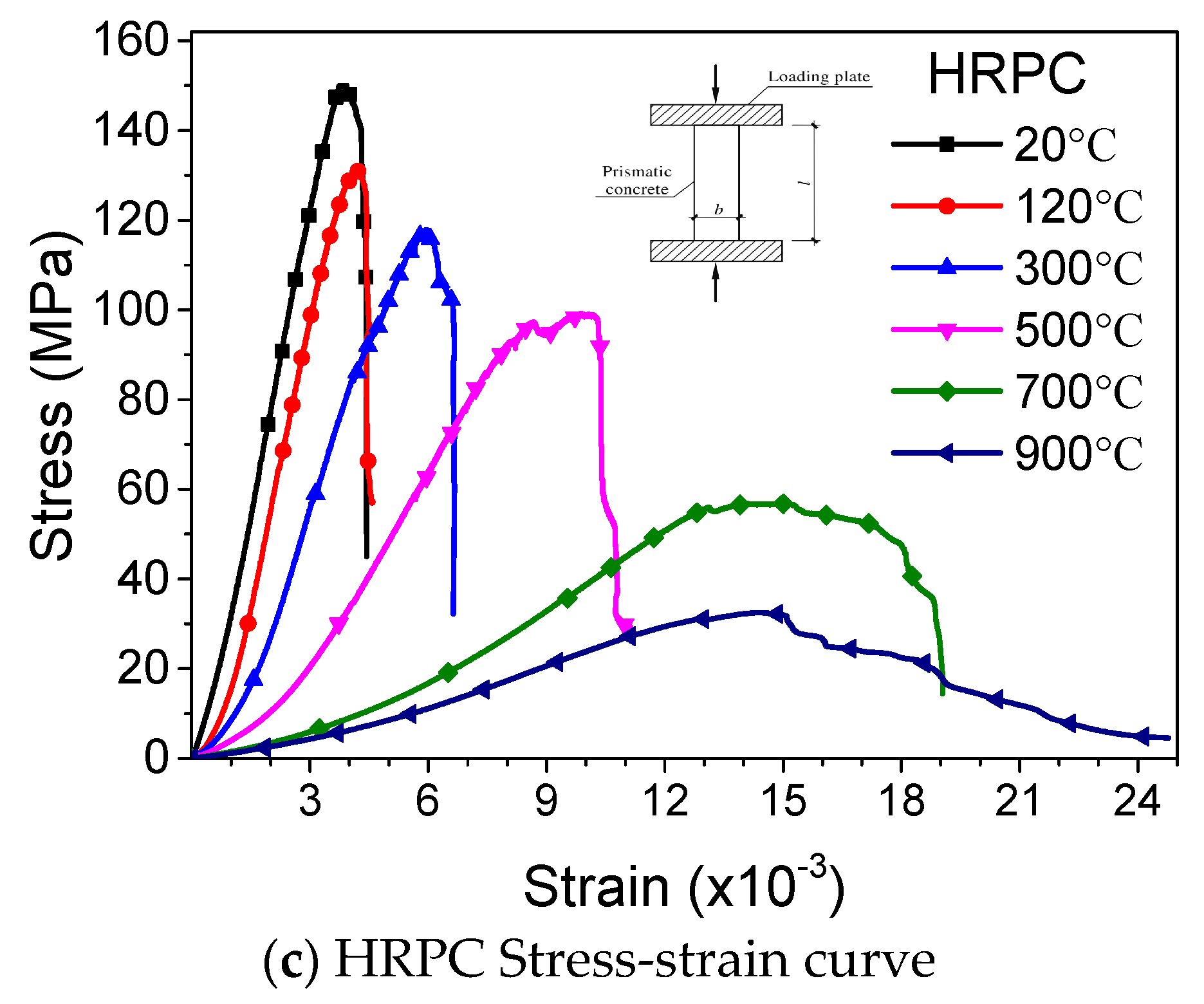
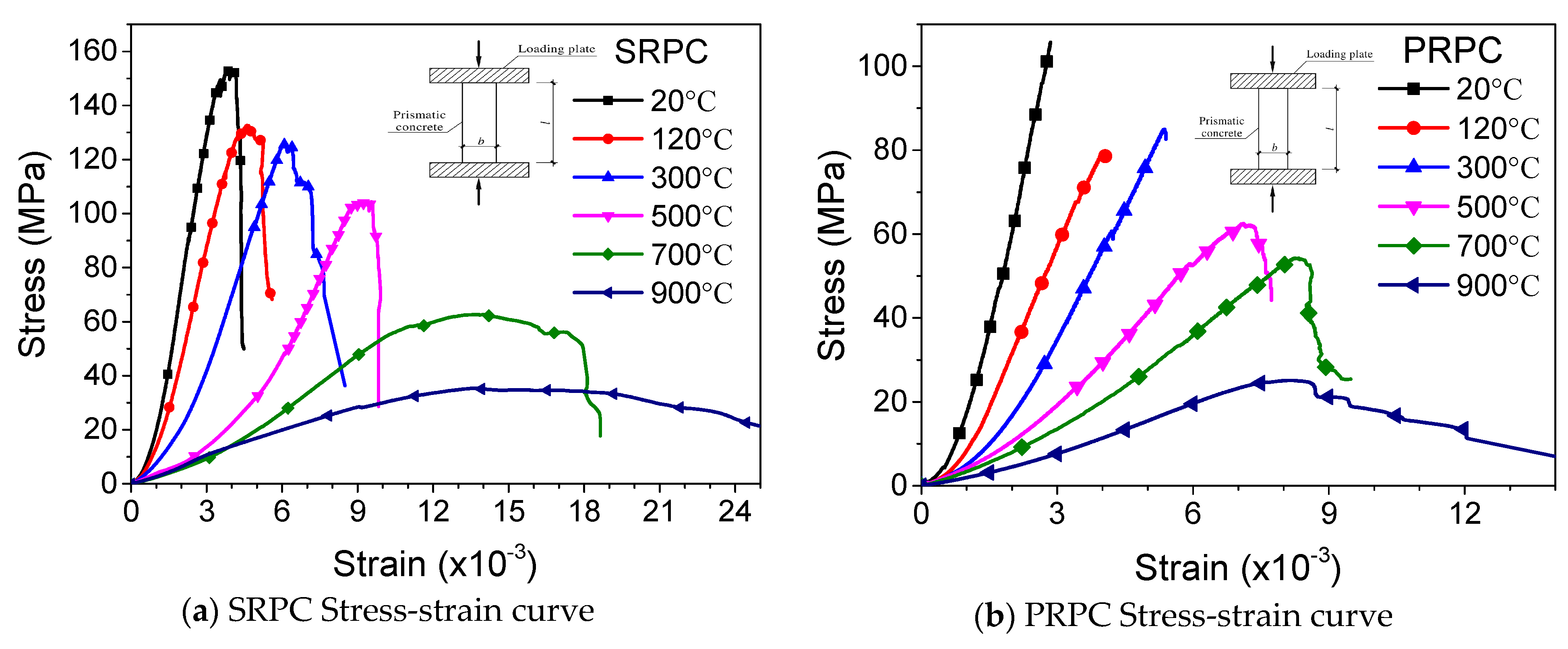
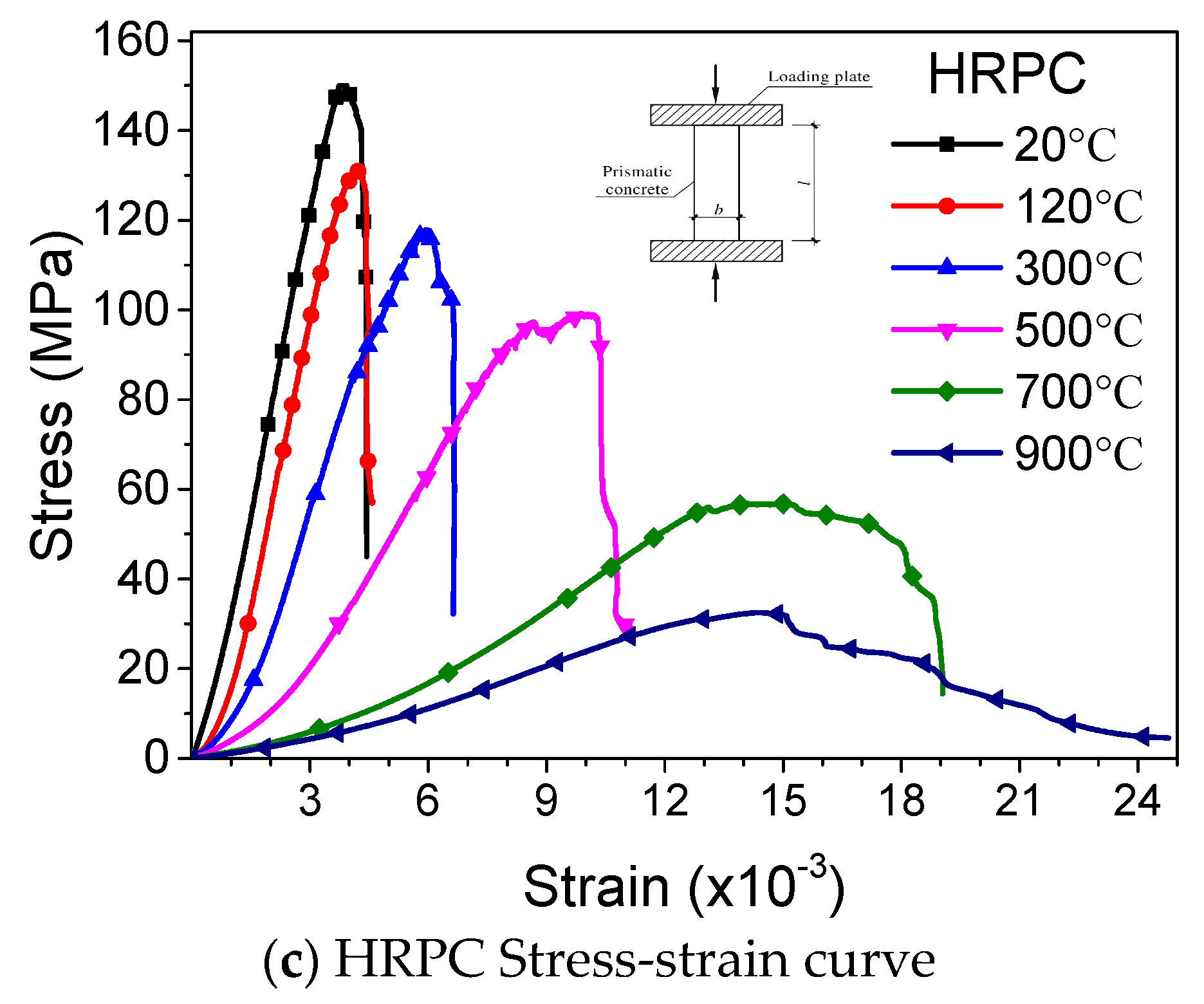
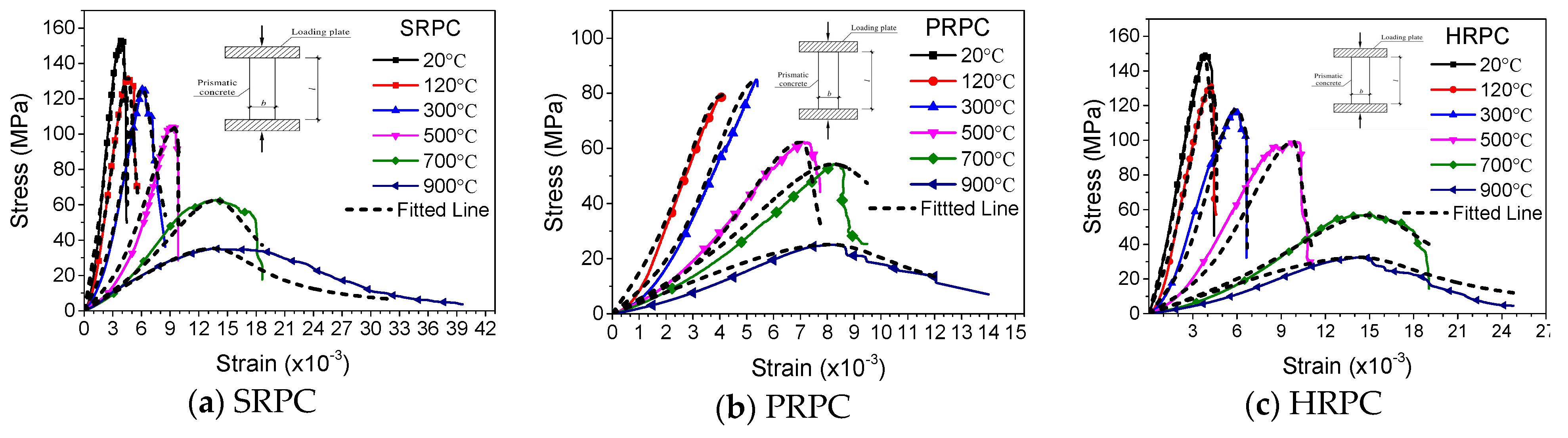
3.1.6. Stress-Strain Curve
3.2. RPC Behavior in Real-Life Building Fire
3.3. Microstructure
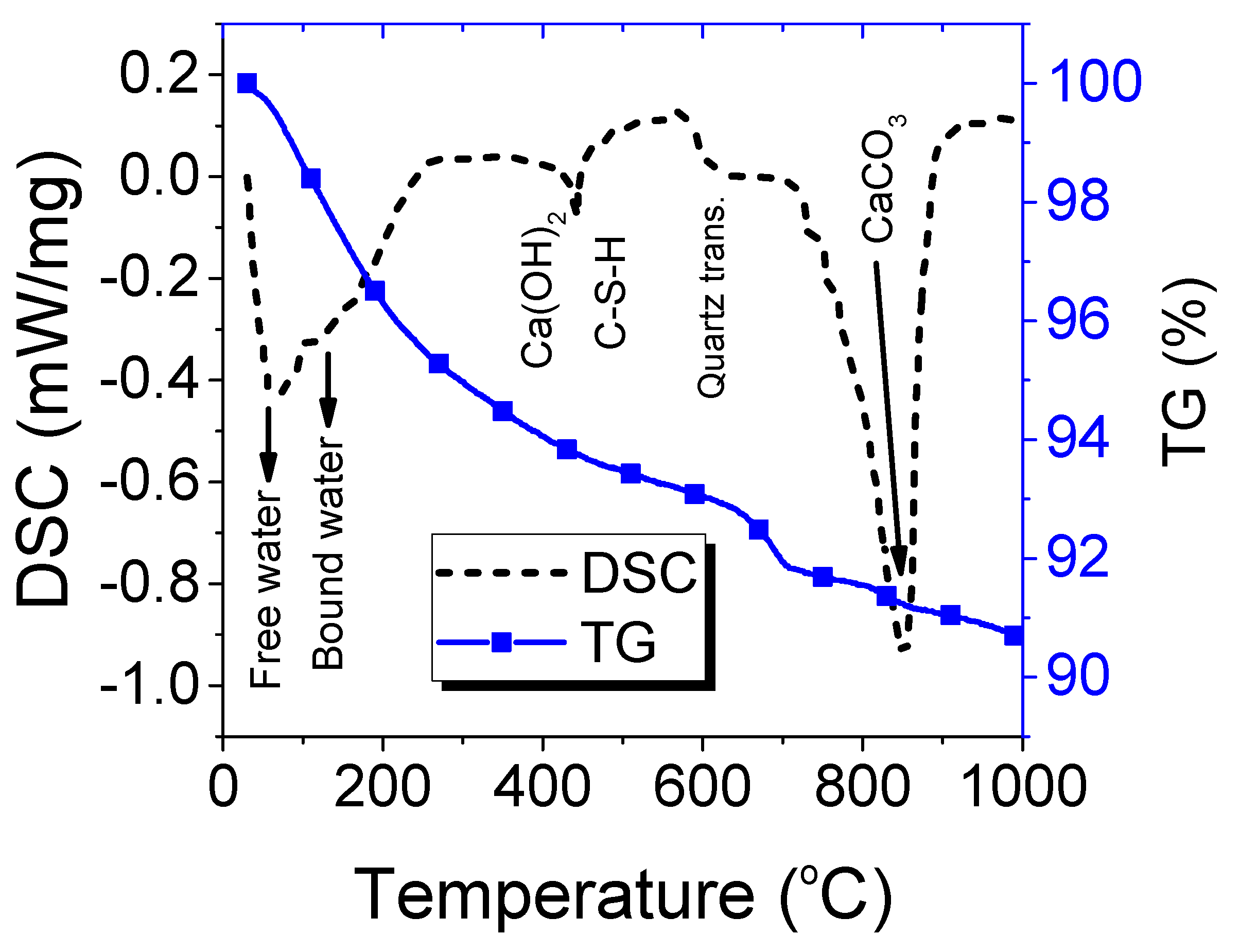
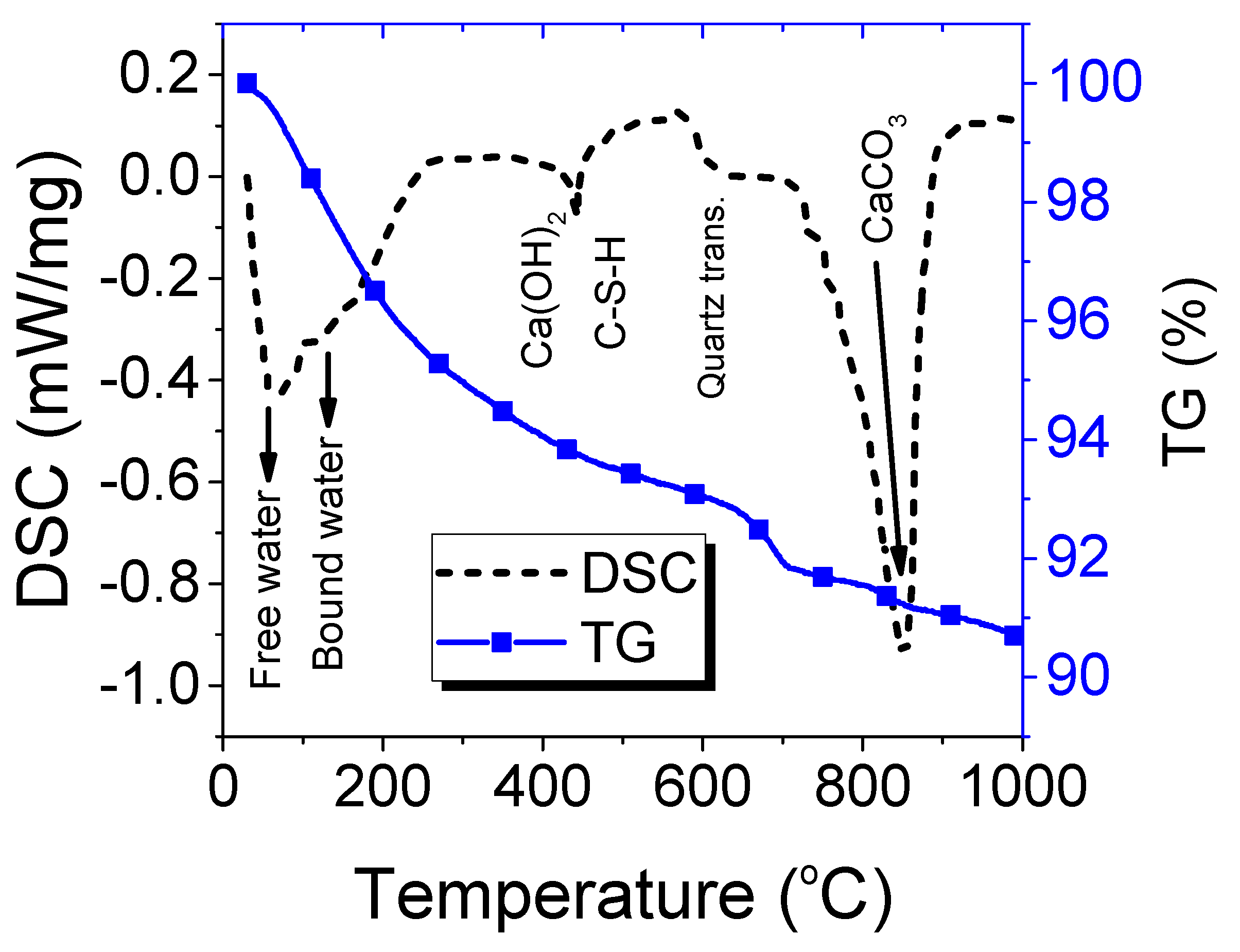
3.3.1. TG and DSC Analyses
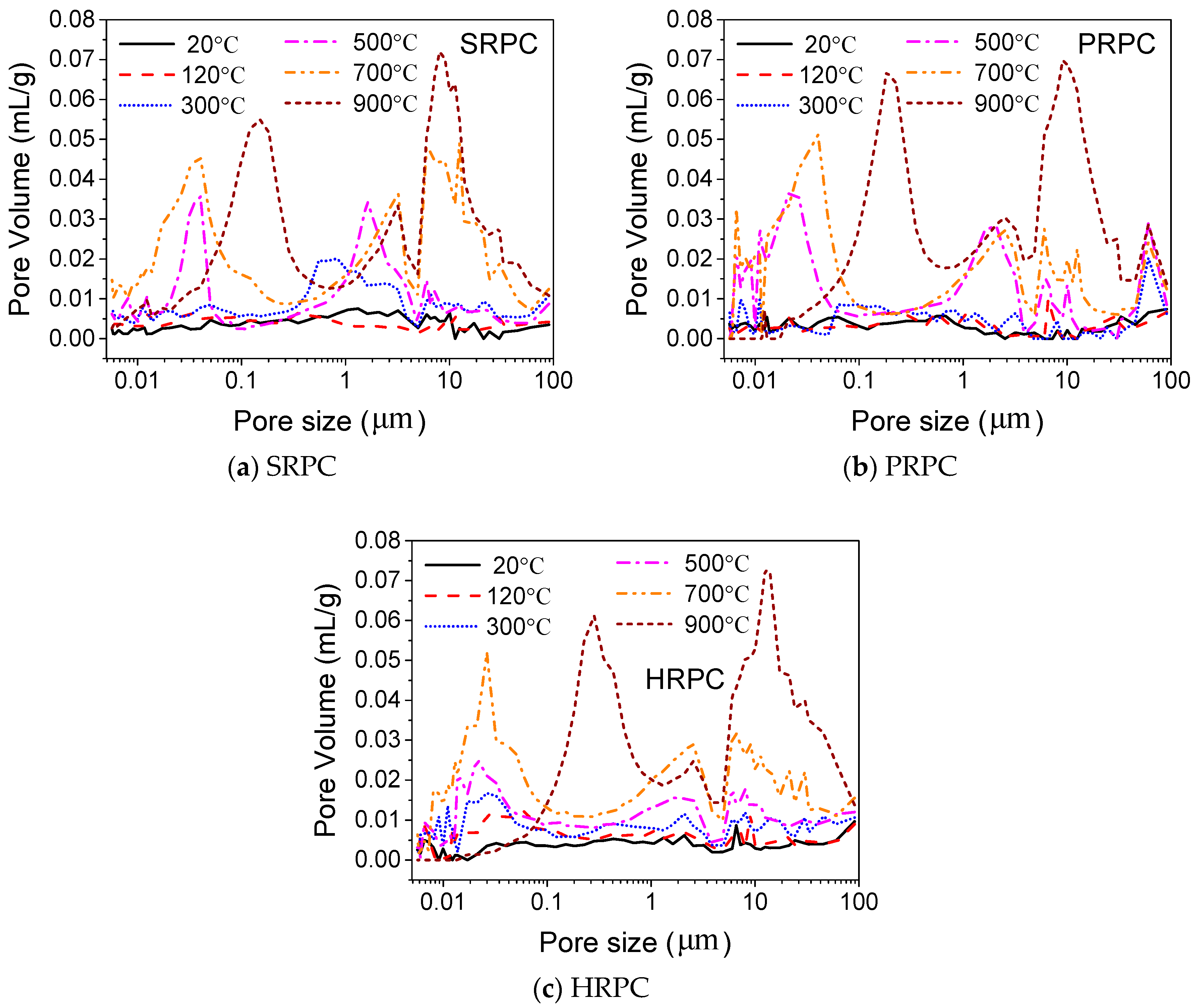
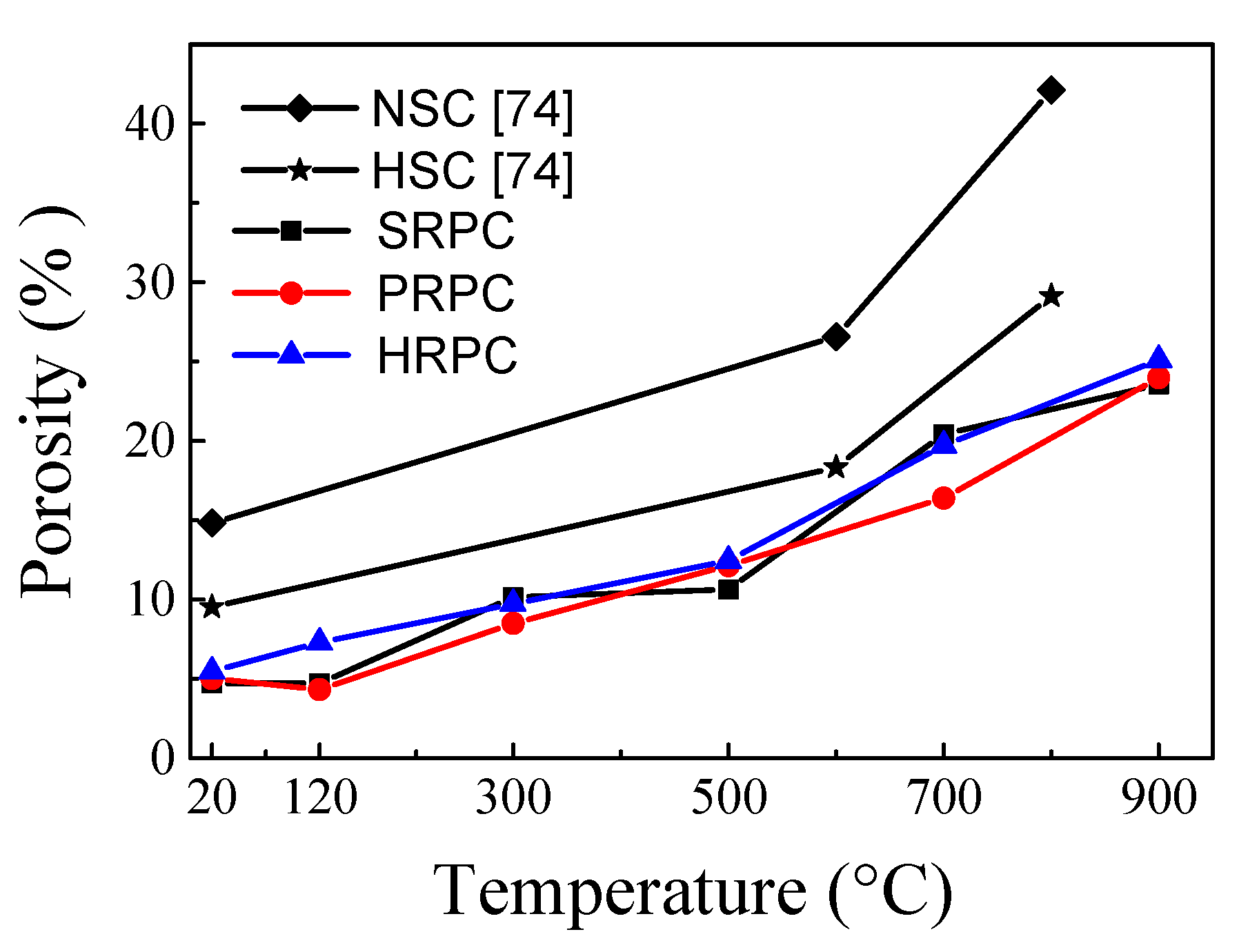
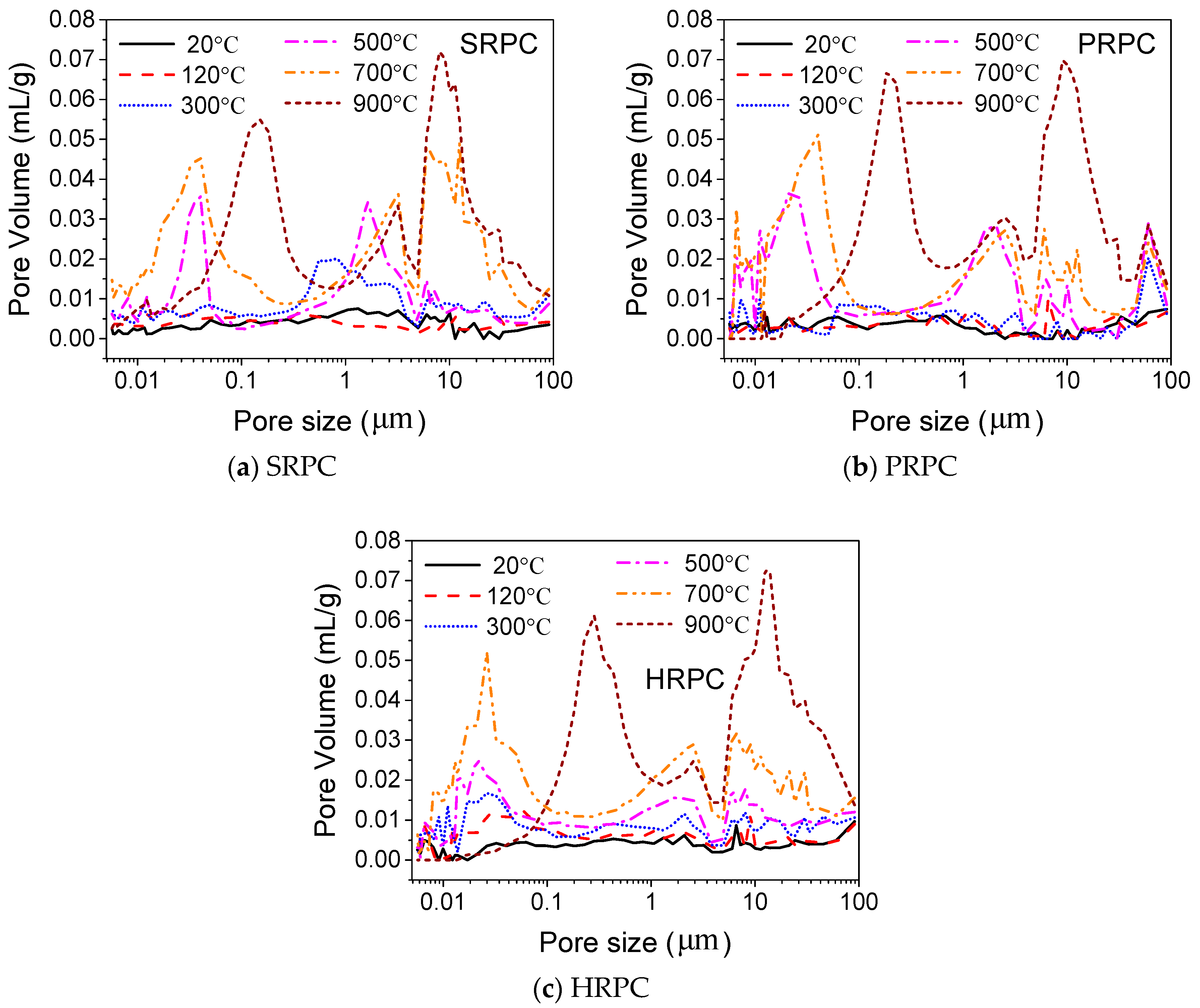
3.3.2. Mercury Intrusion Porosity
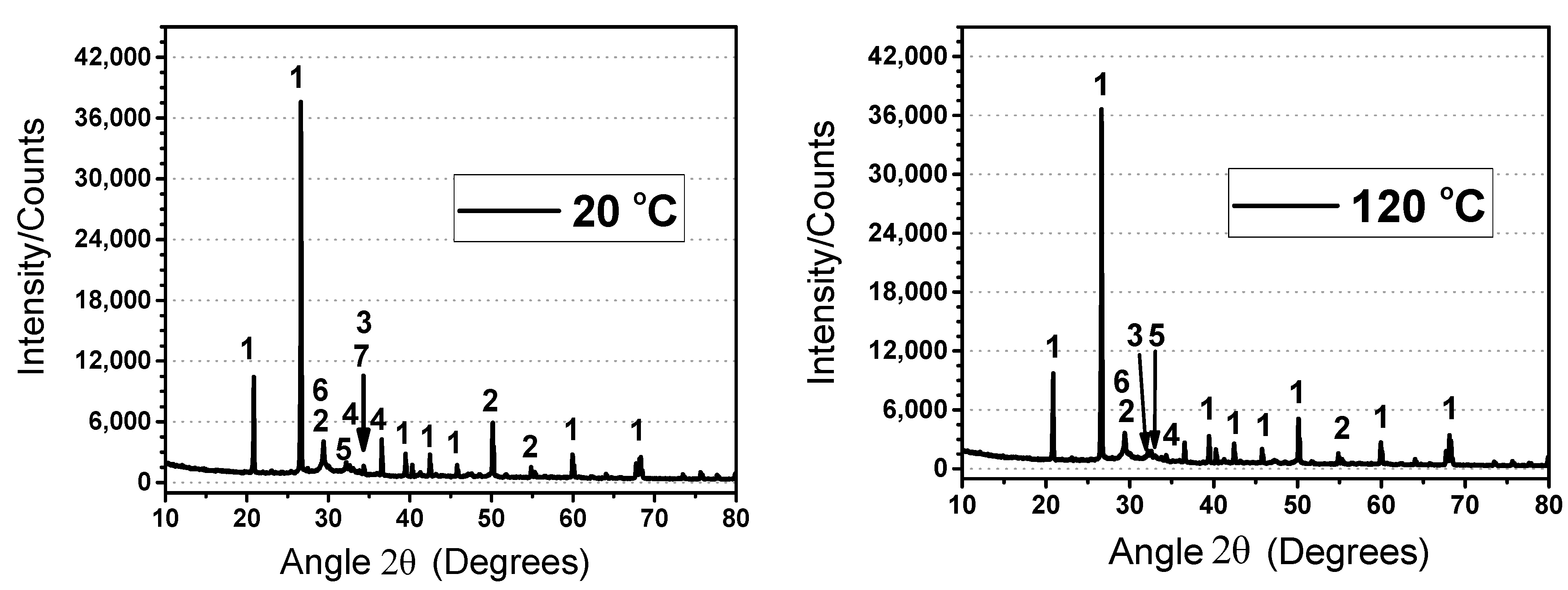
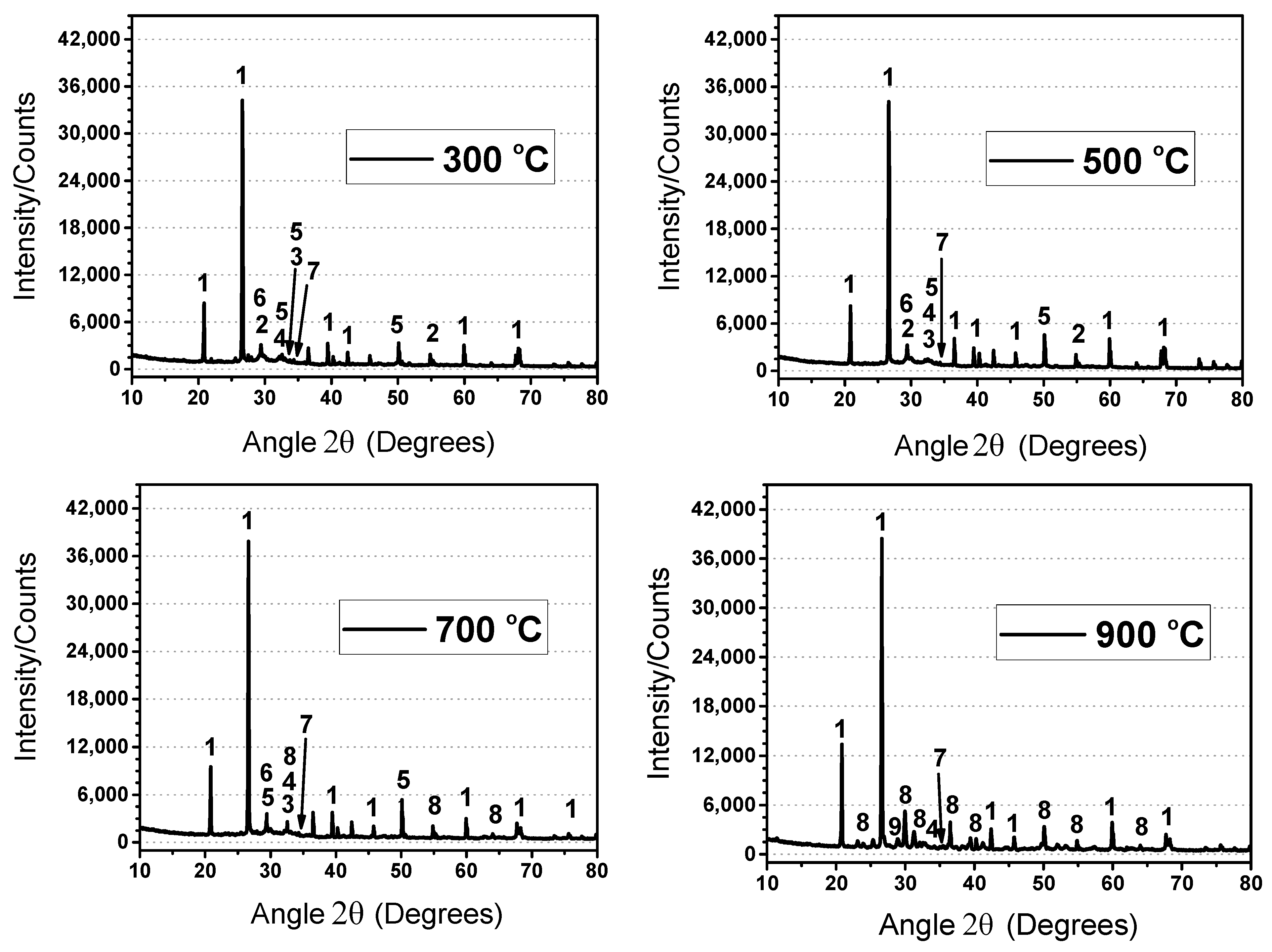
3.3.3. XRD Patterns
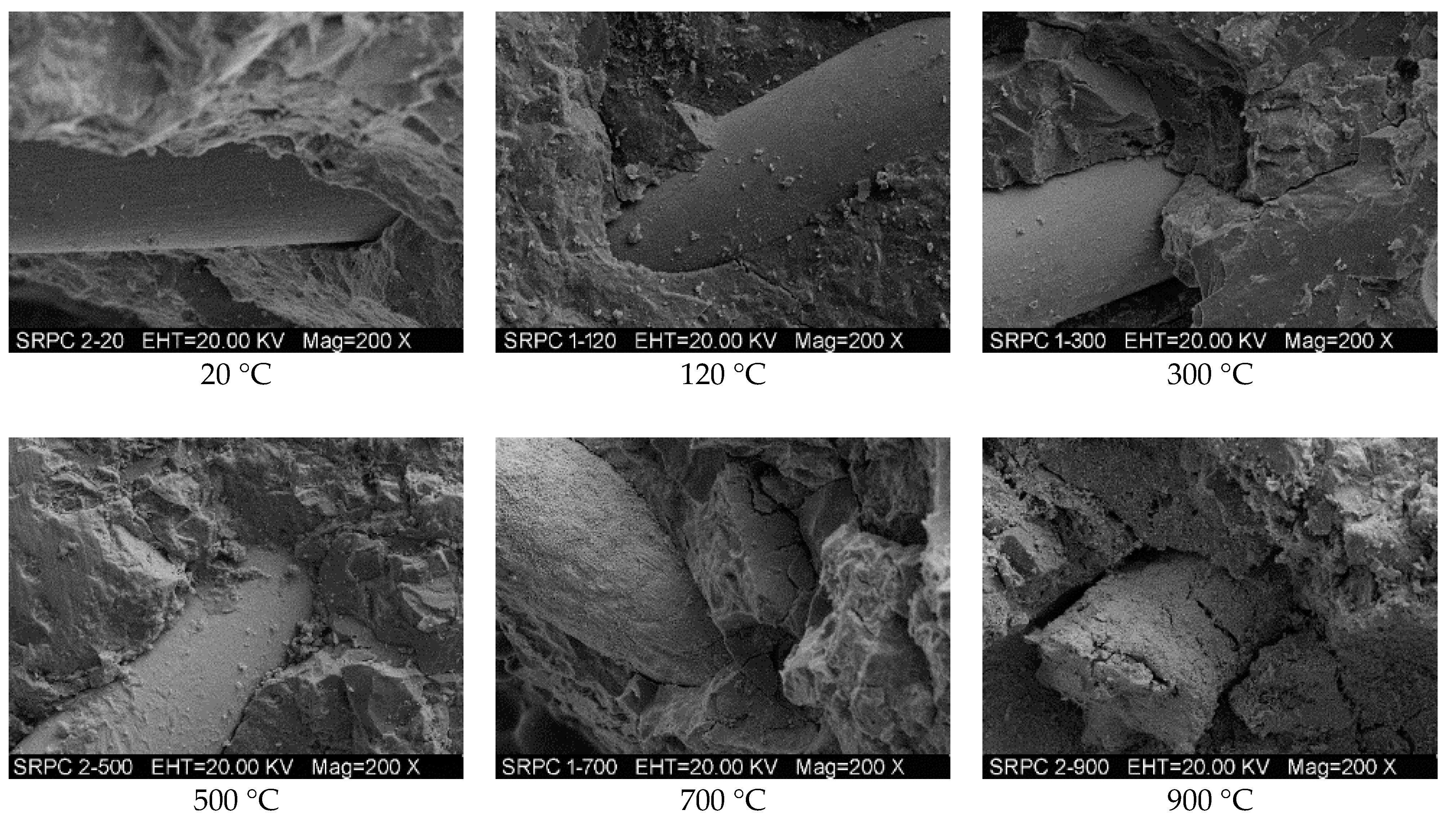
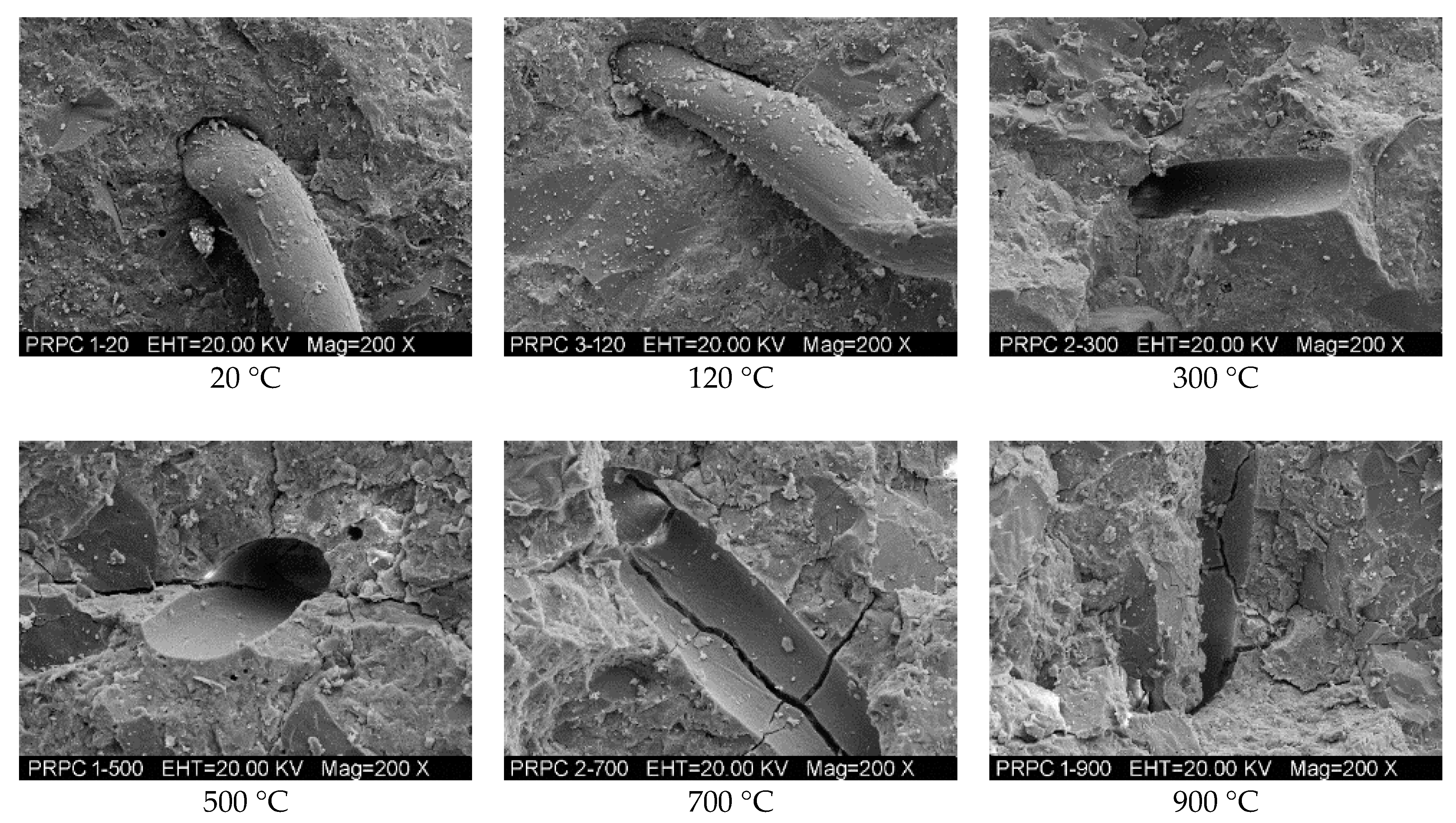
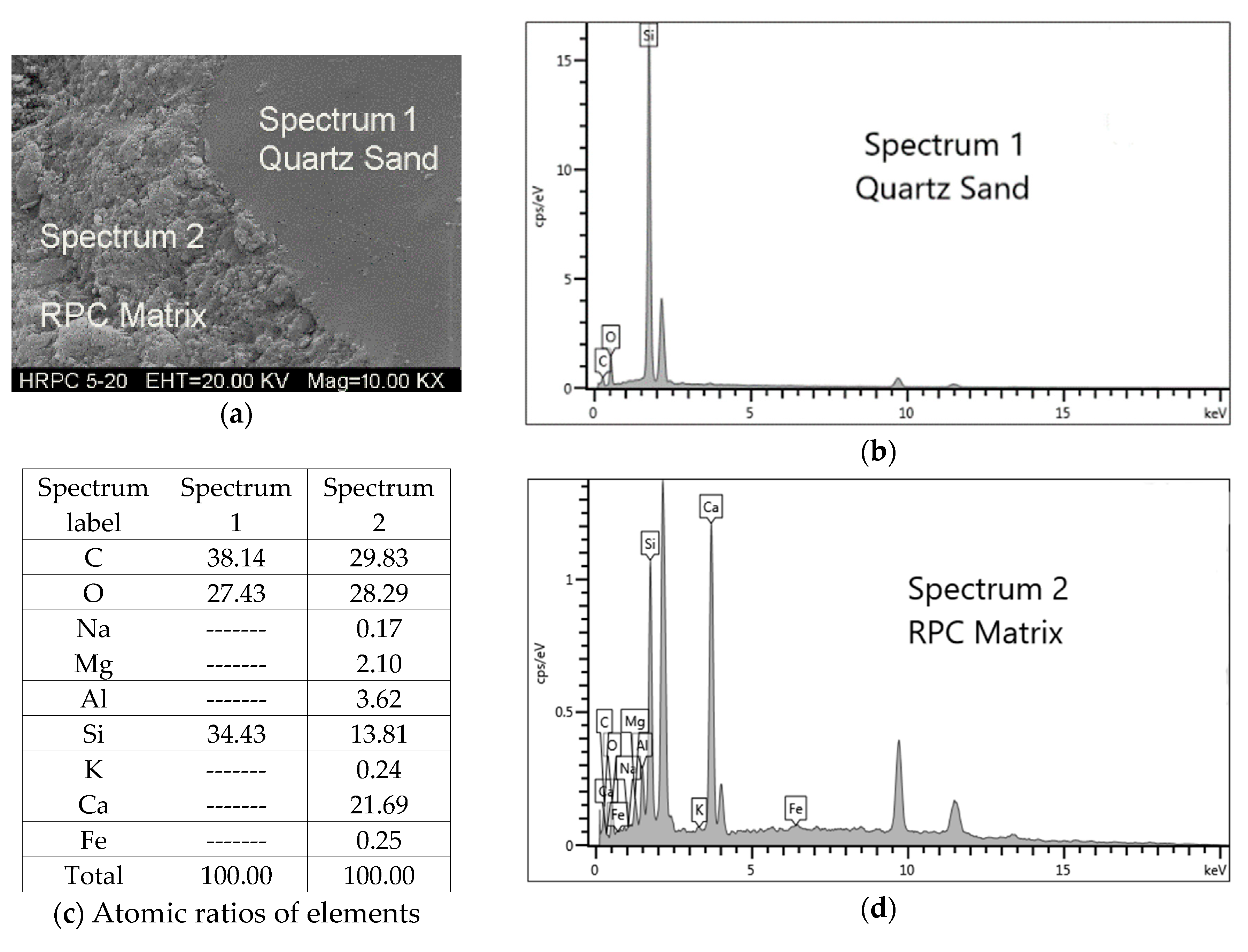
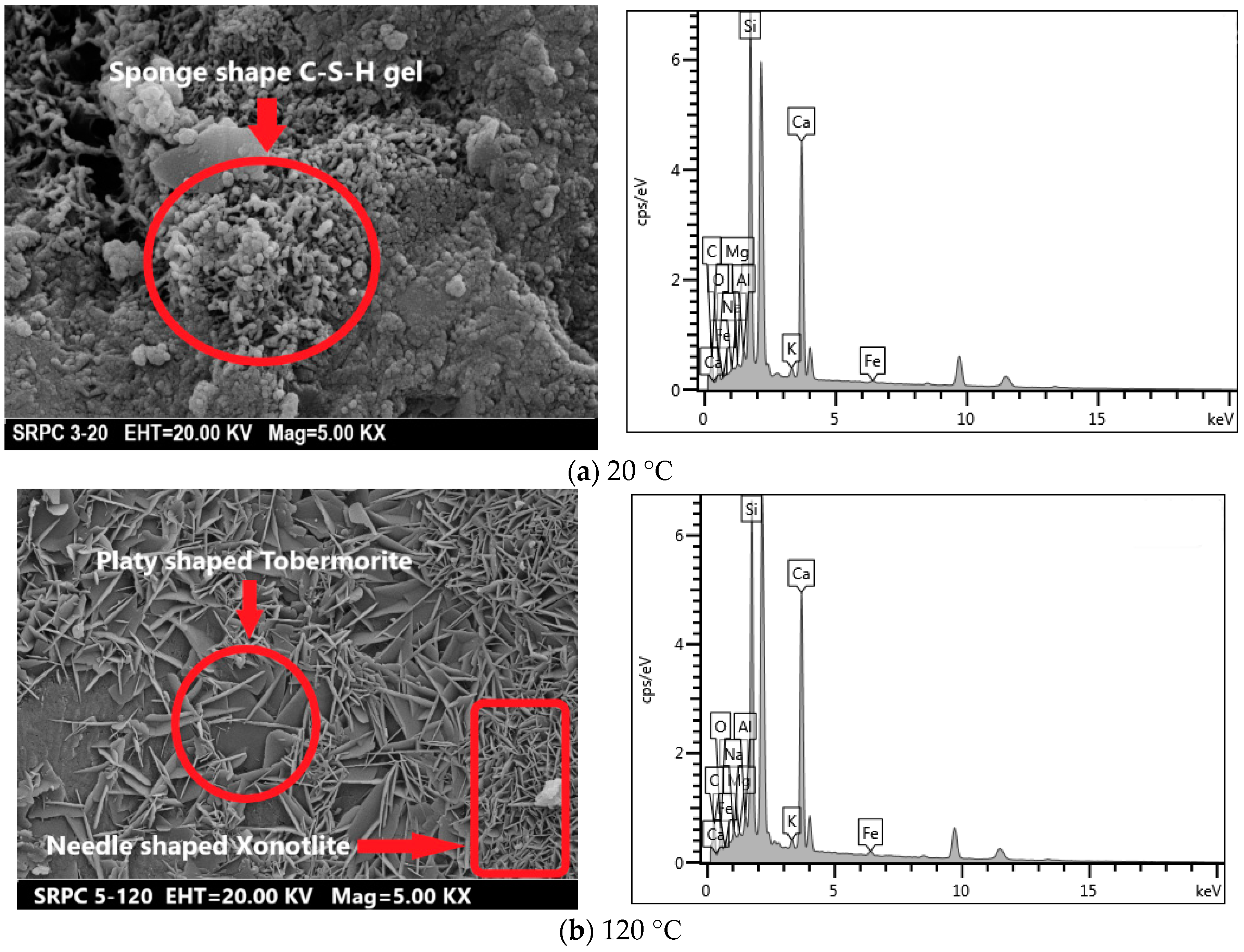
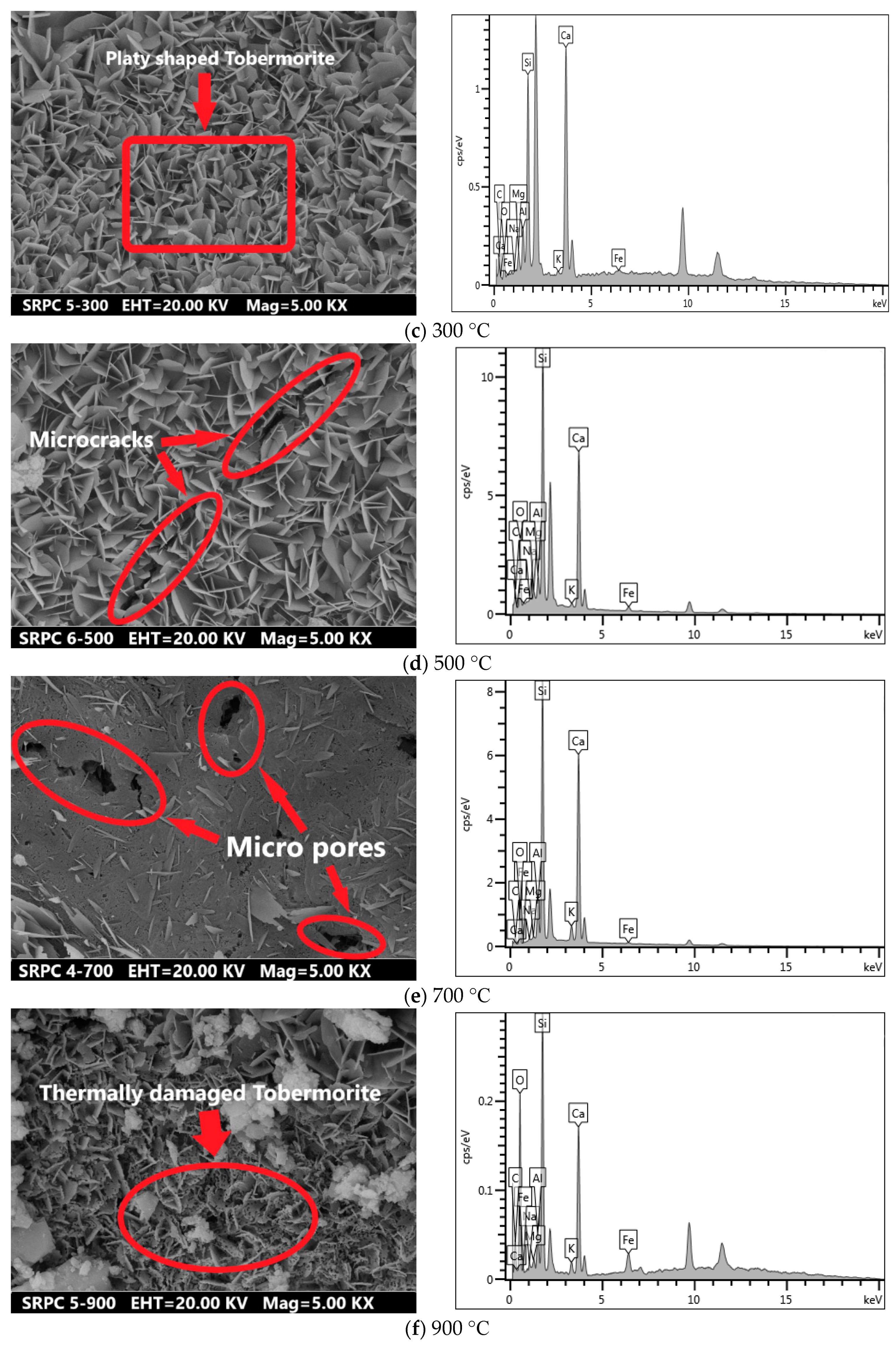
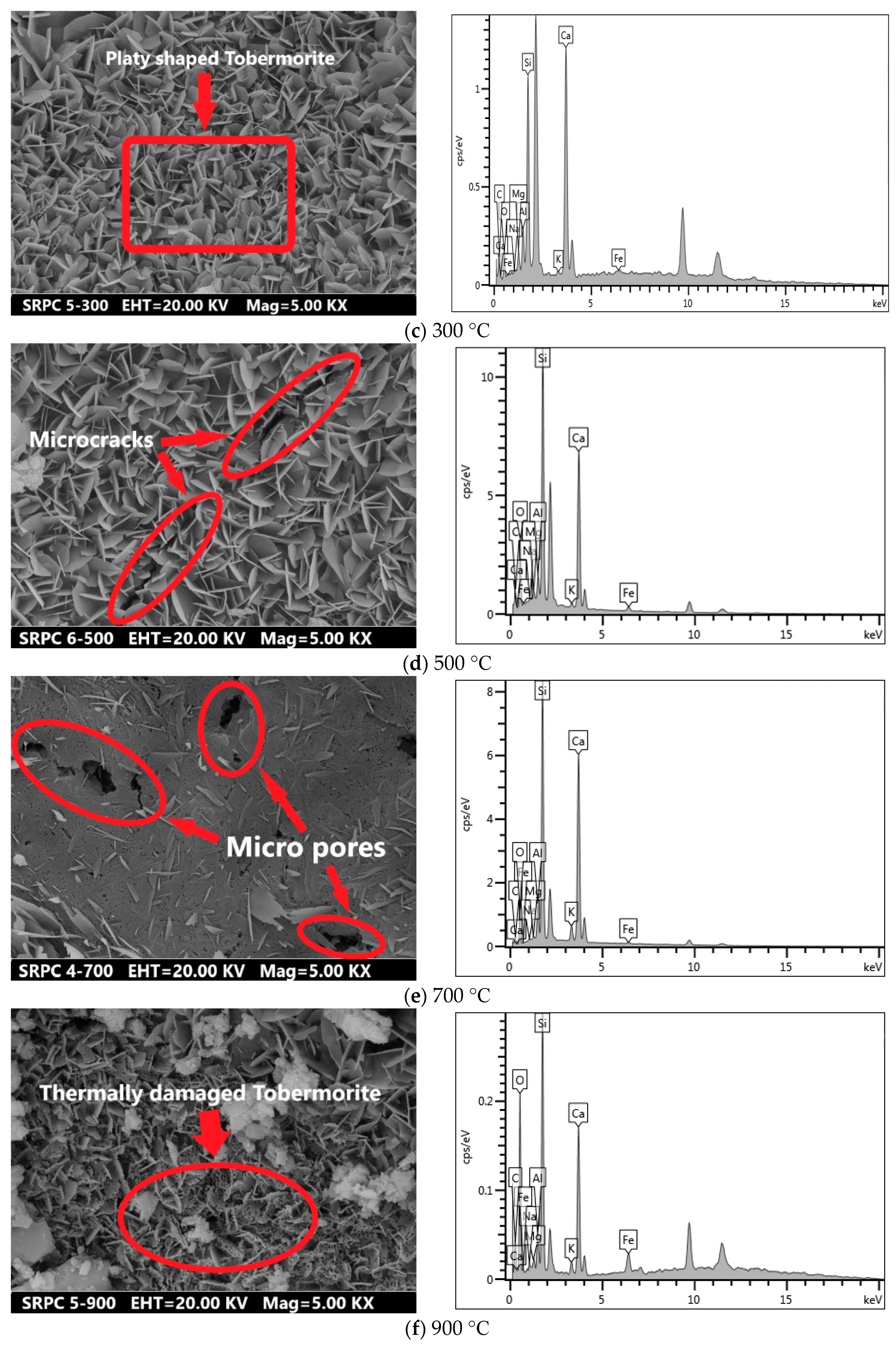
3.3.4. SEM and EDX Analyses
4. Conclusions
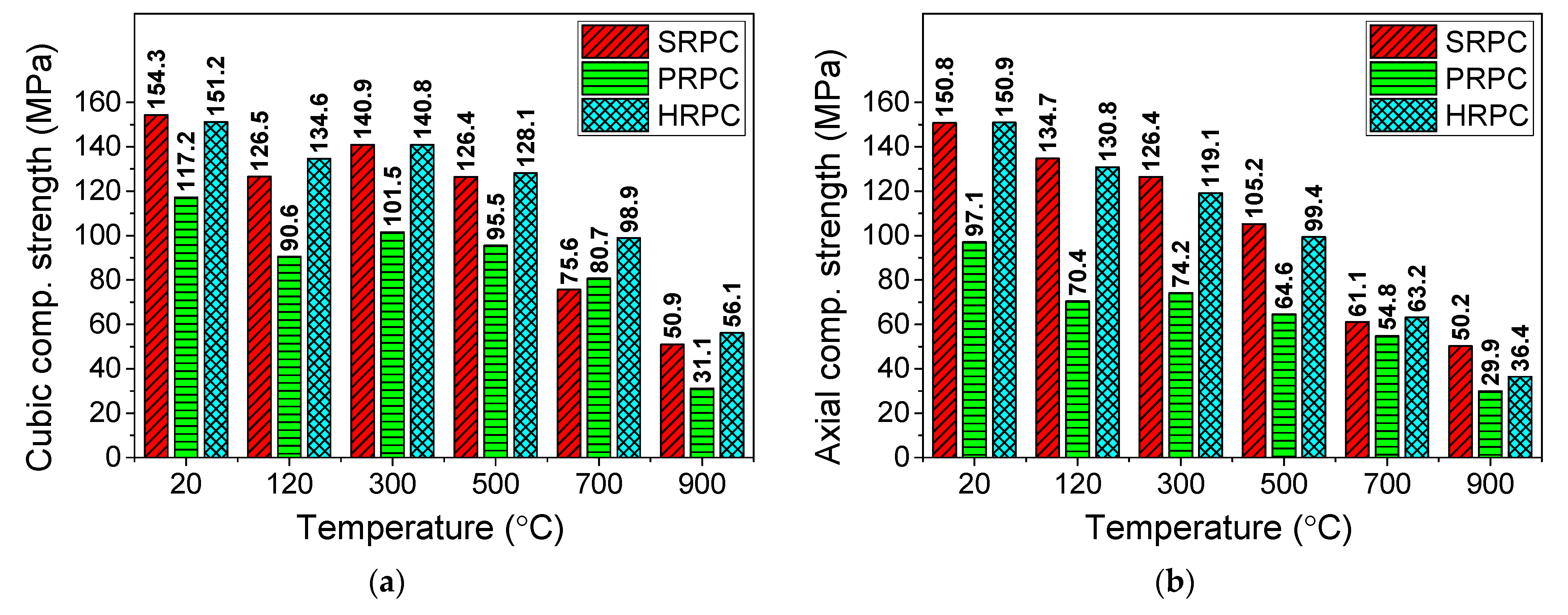
- The compressive strength of PRPC is significantly lower than those of SRPC and HRPC due to the lower elastic modulus and lower strength of PP fibers as compared to steel fibers. The compressive strength started to decrease at 120 °C, however at 300 °C, a partial recovery was seen for all types of RPC. Above 300 °C, a gradual decrease in cubic and a sharp decrease in prismatic strength were observed.
- The compressive strength of RPCs below 300 °C is lower than that obtained from the design codes. However, above 300 °C, the strength retention is much higher than those of the design codes. The recession in strength was more than those of NSC, HSC, PFRC, and SFRC, except for HPC and UHPC, up to 300 °C. This is mainly because of the coupled effect of vapor pressure and loading at high temperature. However, above 300 °C, RPC performs better than the traditional types of concrete due to its superior microstructure and effective role of fibers.
- PRPC has the lowest split-tensile strength and flexural strength as compared with SRPC and HRPC. The HRPC split-tensile strength and flexural strength are higher than those of the SRPC at ambient temperature due to the additional resistance provided by the PP fibers against the tension force. The degradation of split-tensile strength for all types of RPC is gradual with increasing temperature. PRPC performance is poor when compared with the design recommendations and earlier research. However, the strength reduction was less in SRPC and HRPC due to the combined effect of superior microstructure and fibers.
- The elastic modulus has been severely degraded with increasing temperature. The peak strain of all types of RPC gradually increased up to 700 °C, while it remained unchanged after 700 °C. SRPC and HRPC have ductile behavior; however, PRPC was quite brittle below 300 °C, while further heating above 300 °C makes the microstructure porous and it becomes ductile too.
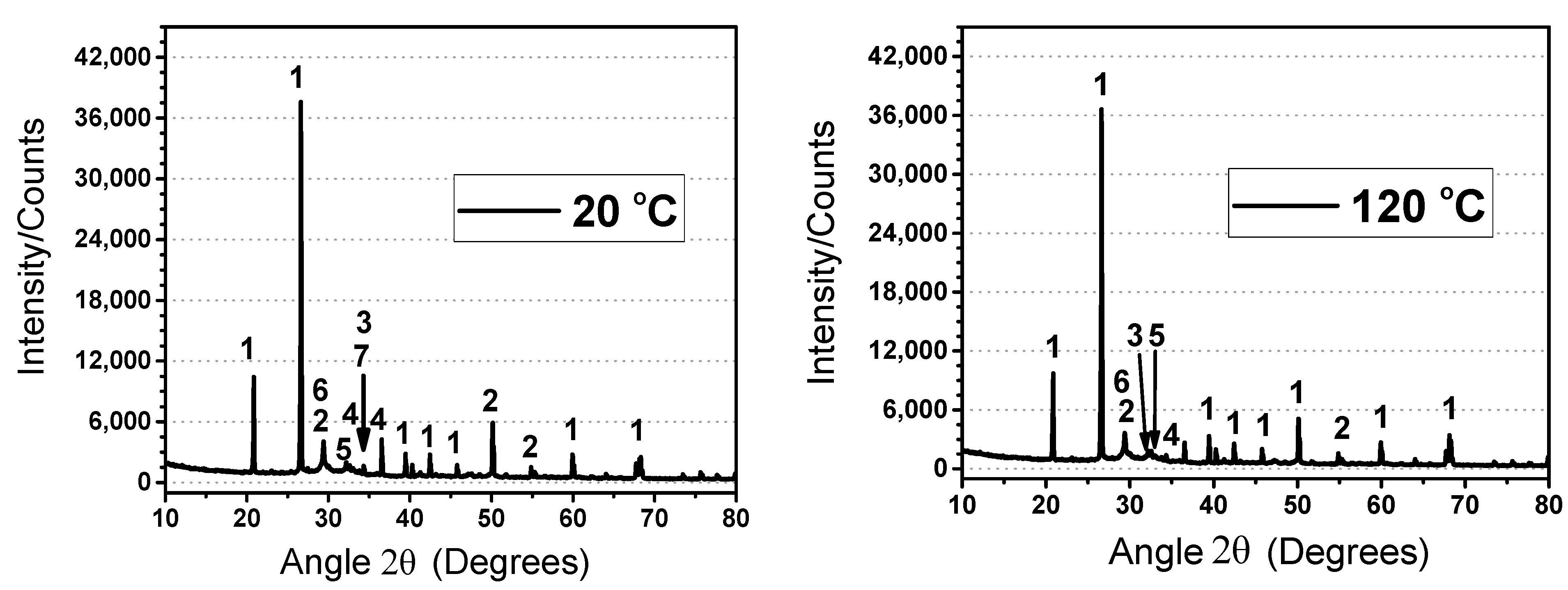
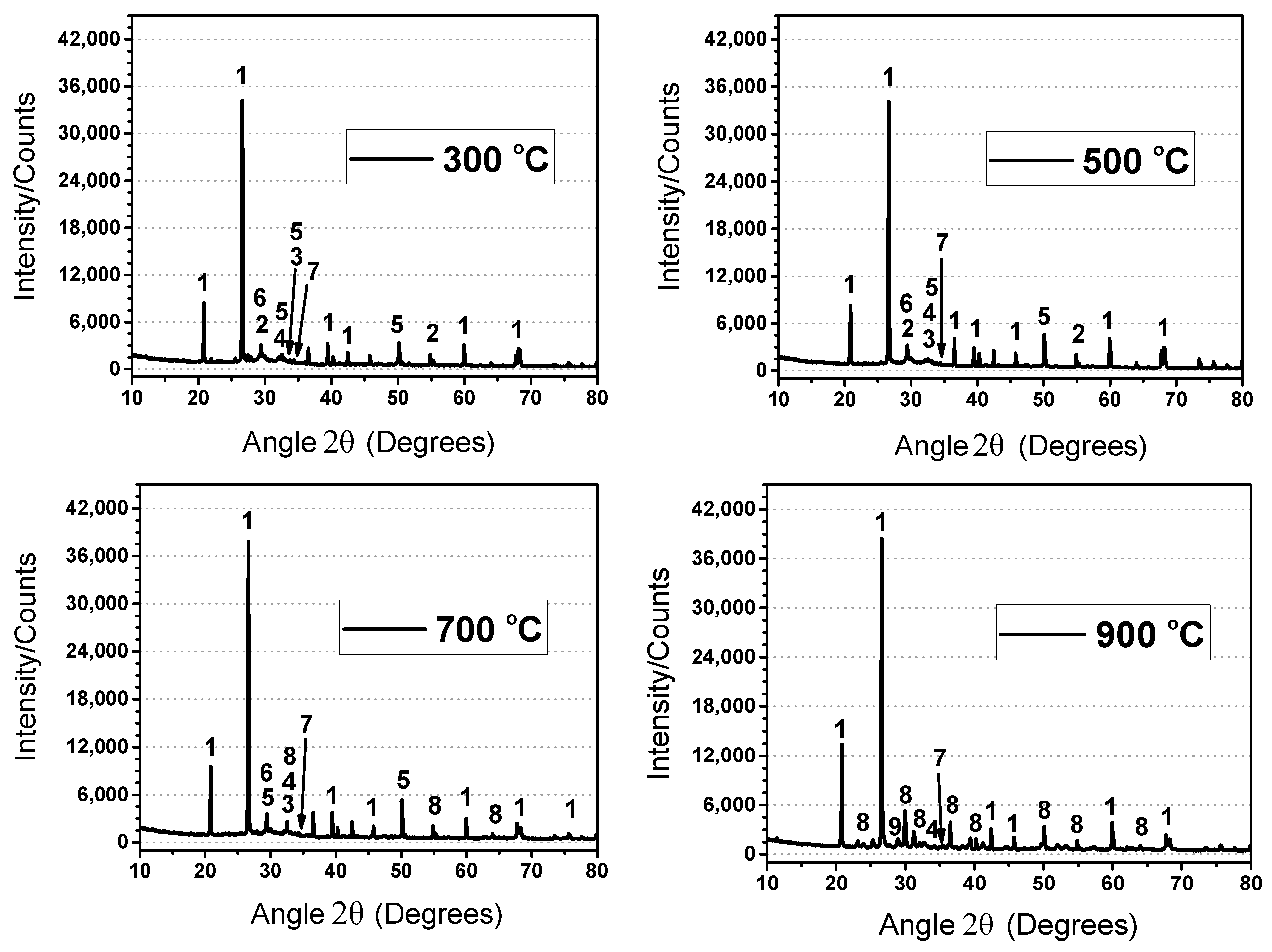
- The predominant hydrates C-S-H, CH, C3A, C2S, C3S, and calcite were identified within 25 to 35 ° from XRD analysis. The decomposition phase of the main hydrates (C-S-H gel and Calcium hydroxide) started above 500 °C, which causes reduction in the strength. The peaks of C2S, C3S, and calcite were increased gradually above 500 °C. The wollastonite was overserved abundantly at 700 and 900 °C, which is a decomposed form of C-S-H gel.
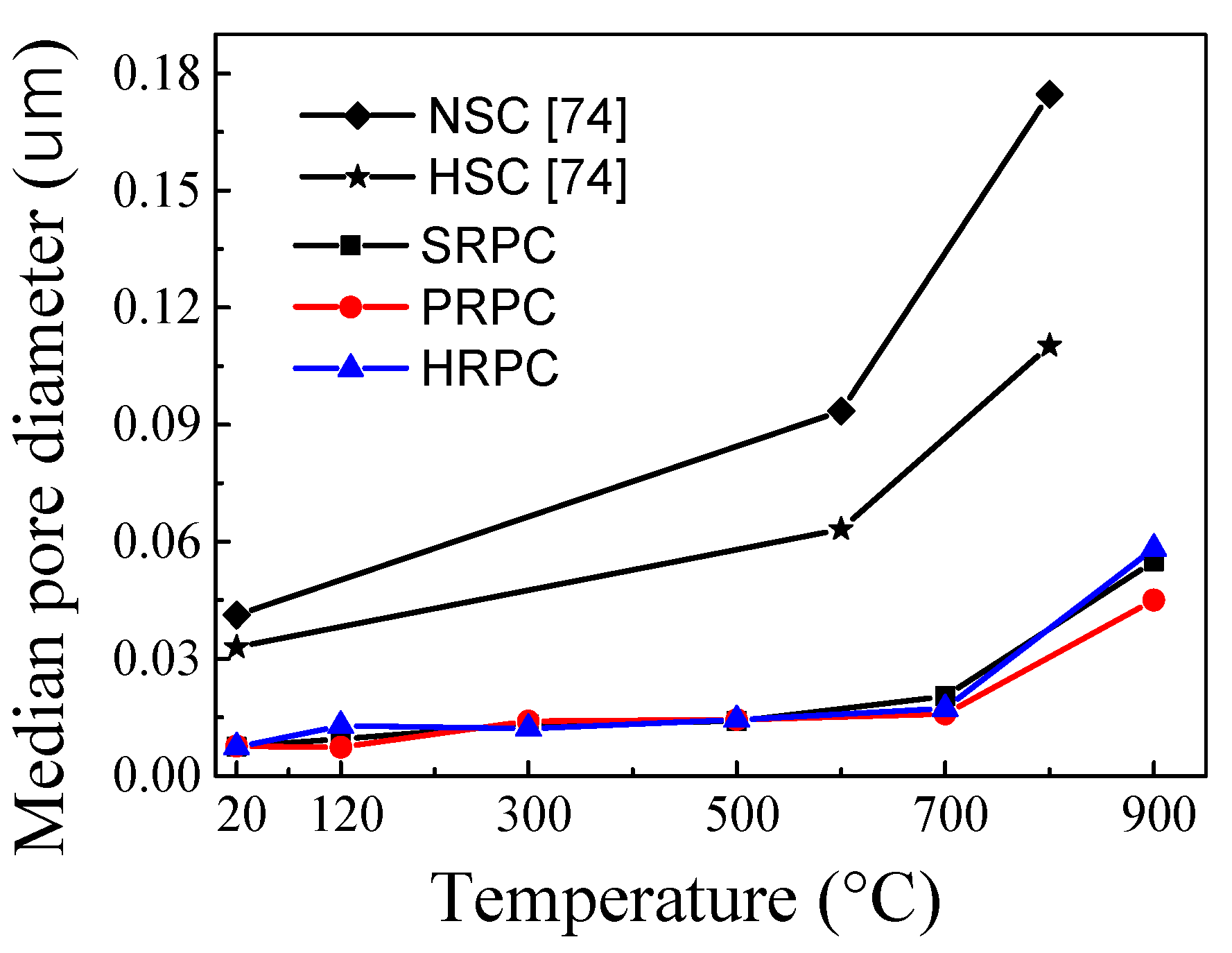
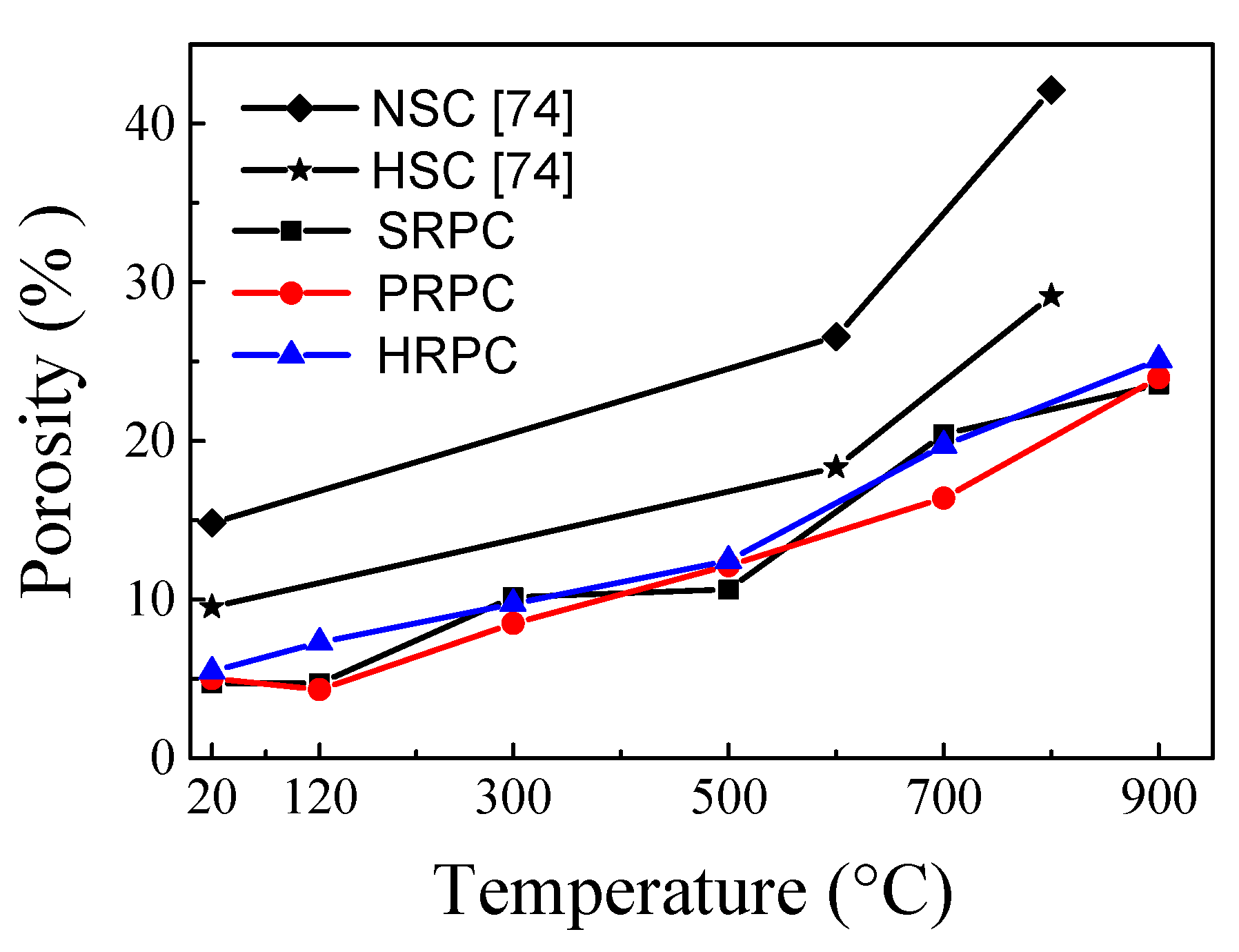
- Generally, the porosity of RPC was gradually increasing with increasing temperature. Moreover, RPC has lower median pore diameter and porosity than the NSC and HSC at all target temperatures. The median pore diameter of RPCs has no significant change up to 500 °C; however, it increases sharply above 700 °C.
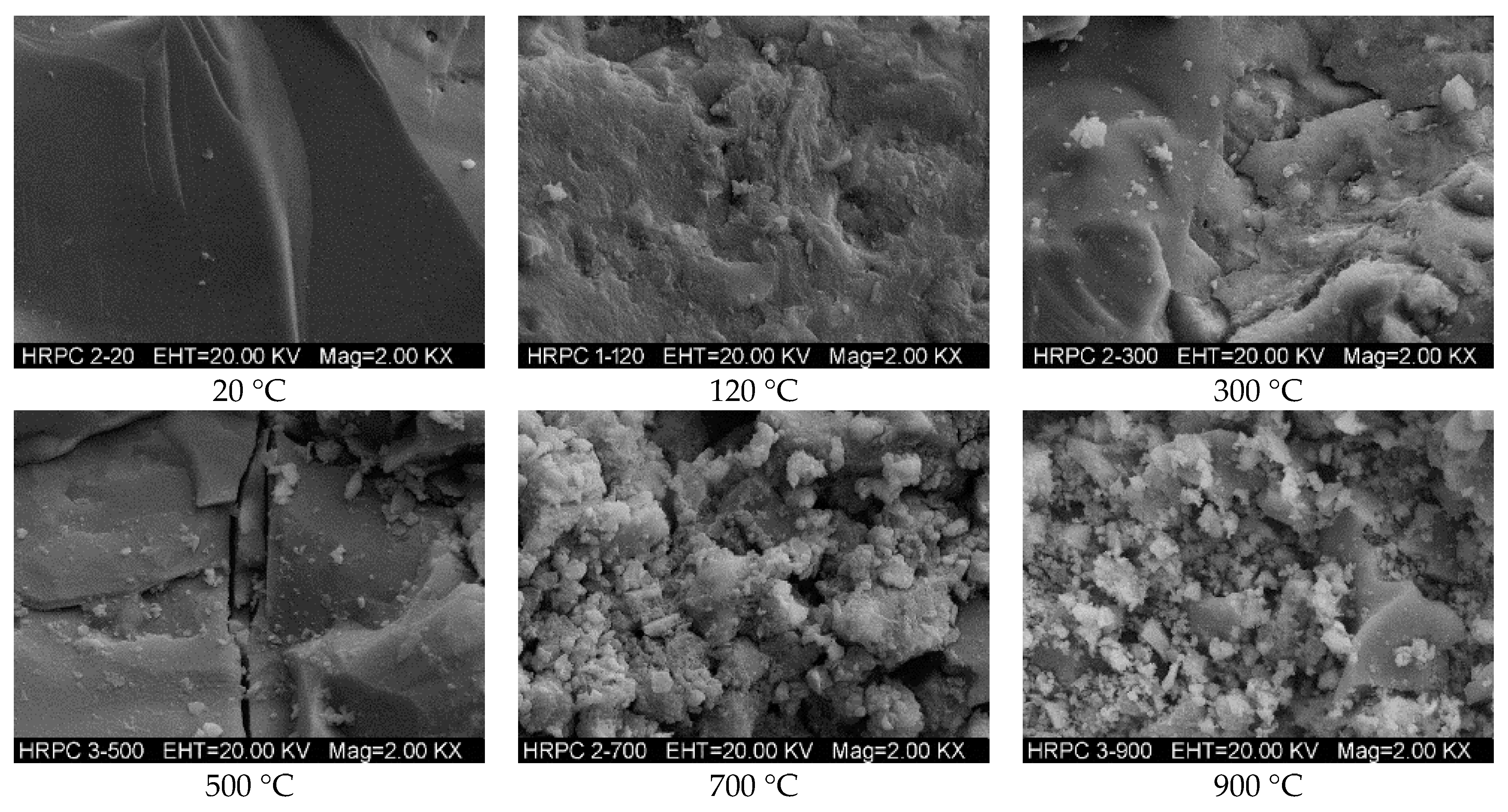
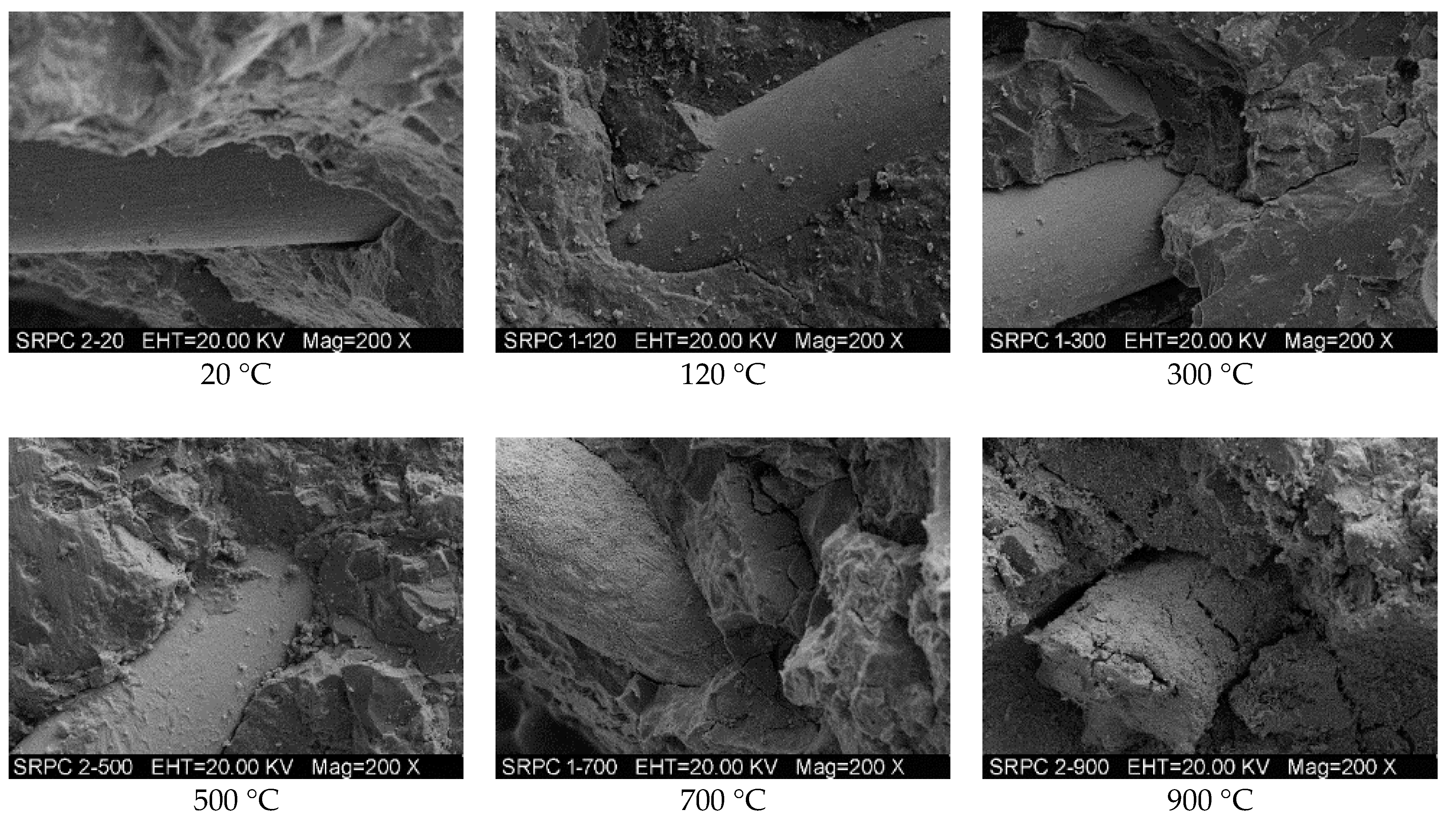
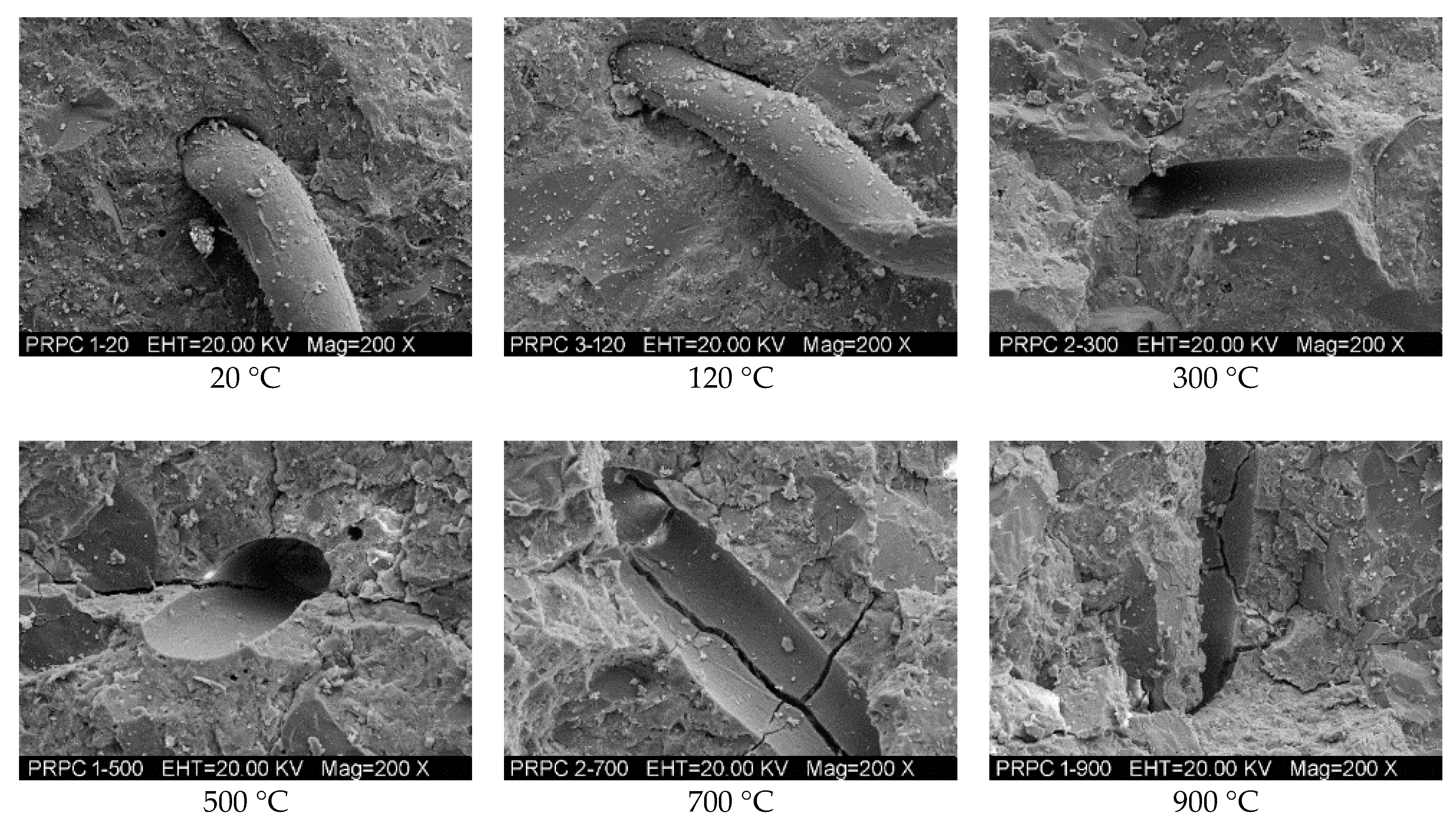
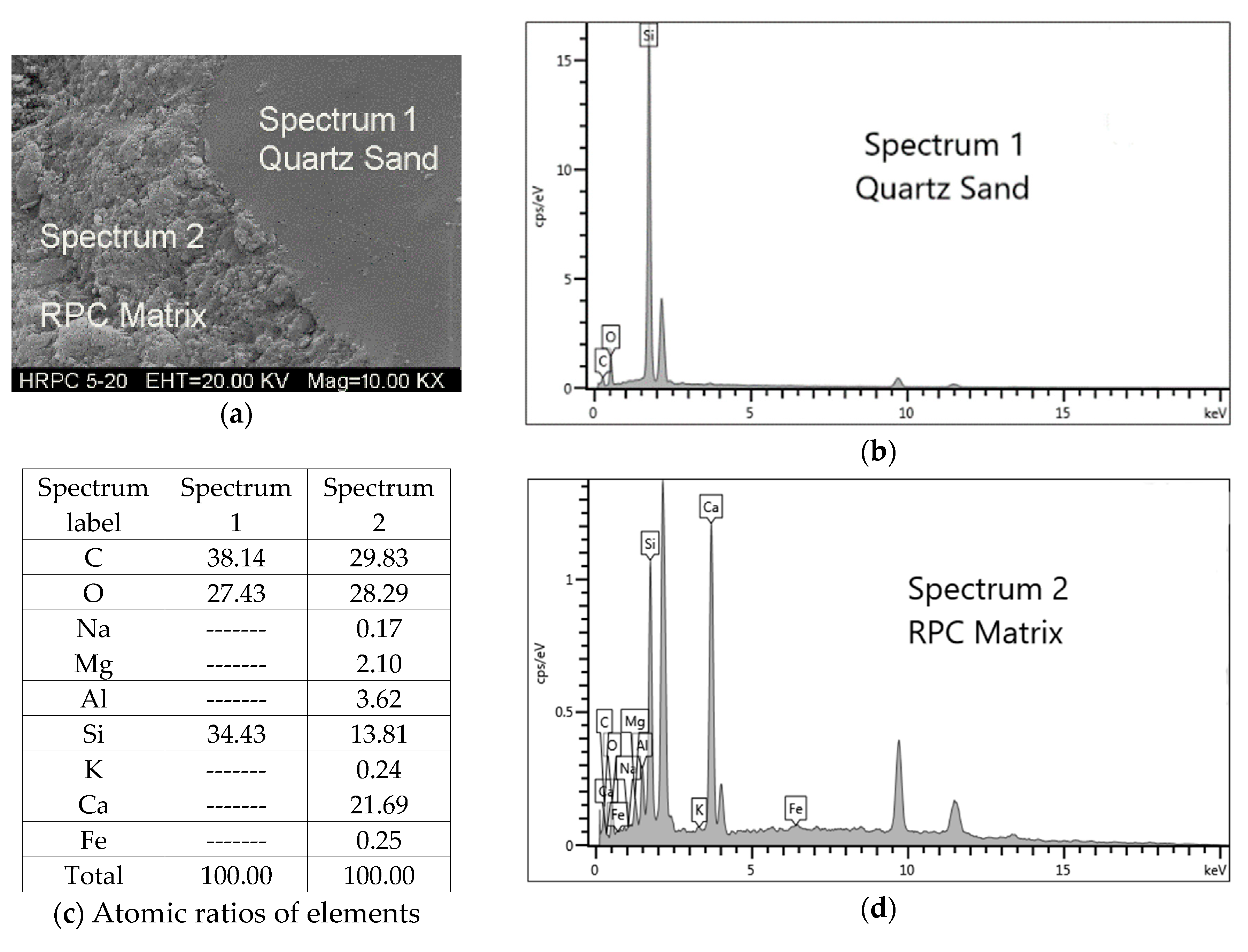
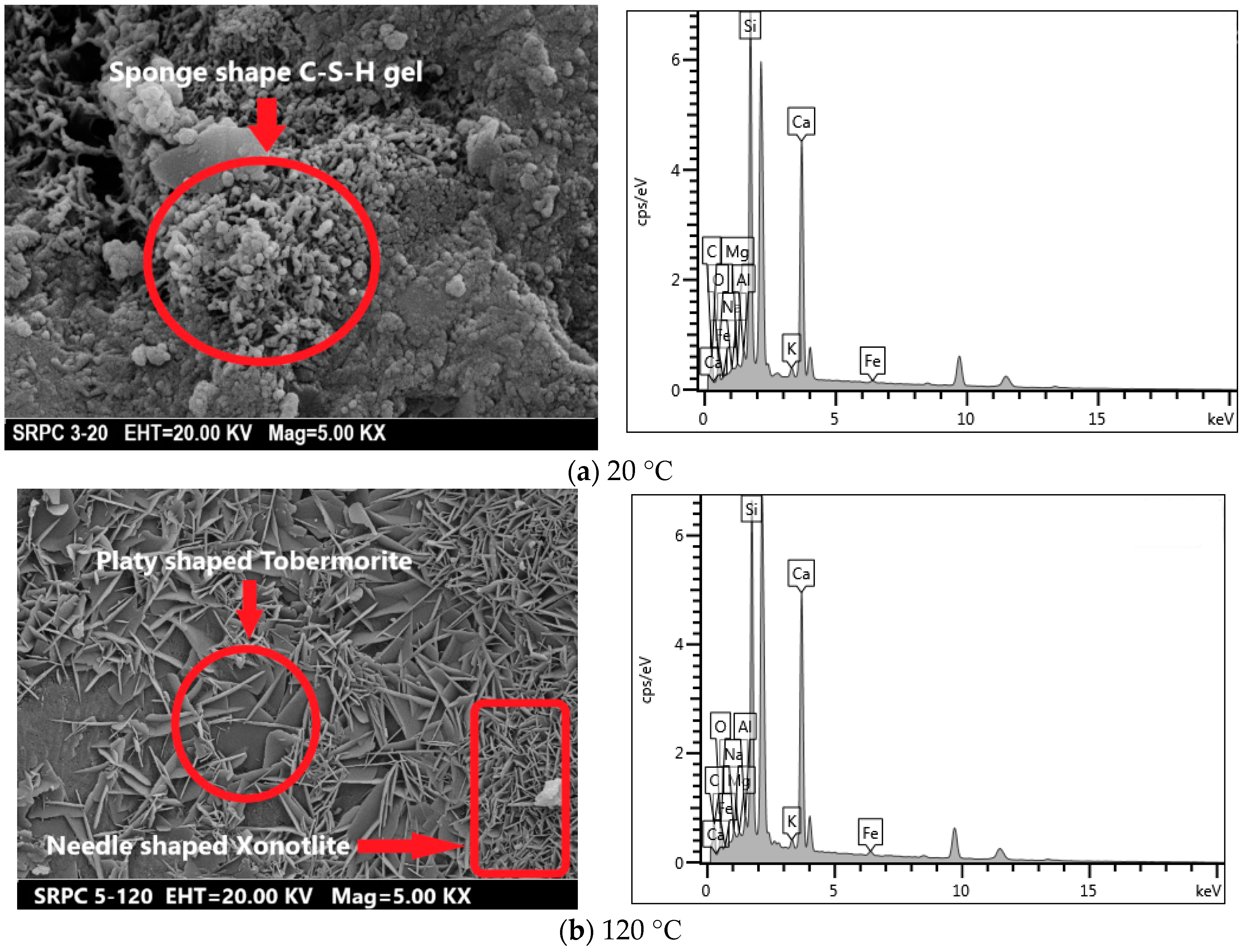
- The microstructure study through SEM and EDX analyses reveals the presence of secondary hydration products such as xonotlite and tobermorite in the pores of RPC. It can be concluded that RPC possesses very dense and crystallized structure up to 300 °C. However, from 500 to 900 °C, the strength recession starts due to the development of obvious microcracks, decomposition of cement hydrates, and weakened bonds between the steel fibers and RPC matrix.
- It can be said that HRPC is a promising material for structures with a high risk of fire due to its non-explosive behavior and lower strength recession.
Author Contributions
Funding
Conflicts of Interest
References
- Richard, P.; Cheyrezy, M.H. Reactive powder concretes with high ductility and 200–800 MPa compressive strength. Spec. Publ. 1994, 144, 507–518. [Google Scholar]
- Richard, P.; Cheyrezy, M. Composition of reactive powder concretes. Cem. Concr. Res. 1995, 25, 1501–1511. [Google Scholar] [CrossRef]
- Cheyrezy, M.; Maret, V.; Frouin, L. Microstructural analysis of RPC (Reactive Powder Concrete). Cem. Concr. Res. 1995, 25, 1491–1500. [Google Scholar] [CrossRef]
- Abid, M.; Hou, X.; Zheng, W.; Hussain, R.R. High temperature and residual properties of reactive powder concrete–A review. Constr. Build. Mater. 2017, 147, 339–351. [Google Scholar] [CrossRef]
- Hou, X.; Cao, S.; Rong, Q.; Zheng, W.; Li, G. Effects of steel fiber and strain rate on the dynamic compressive stress-strain relationship in reactive powder concrete. Constr. Build. Mater. 2018, 170, 570–581. [Google Scholar] [CrossRef]
- Zheng, W.; Xueyuan, L.V. Literature review of reactive powder concrete. J. Build. Struct. 2015, 36, 44–58. (In Chinese) [Google Scholar]
- Sanchayan, S.; Foster, S.J. High temperature behaviour of hybrid steel–PVA fibre reinforced reactive powder concrete. Mater. Struct. 2016, 49, 769–782. [Google Scholar] [CrossRef]
- Yazıcı, H.; Yardımcı, M.Y.; Aydın, S.; Karabulut, A.Ş. Mechanical properties of reactive powder concrete containing mineral admixtures under different curing regimes. Constr. Build. Mater. 2009, 23, 1223–1231. [Google Scholar] [CrossRef]
- Golewski, G.L. Generalized fracture toughness and compressive strength of sustainable concrete including low calcium fly ash. Materials 2017, 10, 1393. [Google Scholar] [CrossRef]
- Golewski, G.L. Evaluation of morphology and size of cracks of the interfacial transition zone (ITZ) in concrete containing fly ash (FA). J. Hazard. Mater. 2018, 357, 298–304. [Google Scholar] [CrossRef]
- Golewski, G.L. Green concrete composite incorporating fly ash with high strength and fracture toughness. J. Clean. Prod. 2018, 172, 218–226. [Google Scholar] [CrossRef]
- Meacham, B.; Park, H.; Engelhardt, M.; Kirk, A.; Kodur, V. Fire and collapse, Faculty of Architecture building, Delft University of Technology: Data collection and preliminary analyses. In Proceedings of the 8th International Conference on Permance-Based Codes and Safety Design Methods, Lund, Sweden, 16–18 June 2010. [Google Scholar]
- Bamonte, P.; Gambarova, P.G. Thermal and mechanical properties at high temperature of a very high-strength durable concrete. J. Mater. Civ. Eng. 2009, 22, 545–555. [Google Scholar] [CrossRef]
- British Standards Institution. Eurocode-2: Design of Concrete Structures-Part 1-2: General Rules-Structural Fire Design; ENV 1992-1-2: 1995; British Standard Institution: London, UK, 1995. [Google Scholar]
- American Concrete Institute (ACI). Guide for Determining the Fire Endurance of Concrete Elements; Report No. ACI 216R-81, Concrete International; American Concrete Institute: Farmington Hills, MI, USA, 1981; pp. 13–47. [Google Scholar]
- ASCE Committee on Fire Protection. Structural Fire Protection: Manual of Practice; American Society of Civil Engineers (ASCE): New York, NY, USA, 1992. [Google Scholar]
- Concrete Association of Finland. RakMK, High Strength Concrete Supplementary Rules and Fire Design; RakMK B4 1991: 1991; Concrete Association of Finland: Helsinki, Finland, 1991. [Google Scholar]
- Sun, H.; Li, Z.; Memon, S.A.; Zhang, Q.; Wang, Y.; Liu, B.; Xu, W.; Xing, F. Influence of ultrafine 2CaO SiO2 powder on hydration properties of reactive powder concrete. Materials 2015, 8, 6195–6207. [Google Scholar] [CrossRef] [PubMed]
- Kang, S.-H.; Lee, J.-H.; Hong, S.-G.; Moon, J. Microstructural investigation of heat-treated ultra-high performance concrete for optimum production. Materials 2017, 10, 1106. [Google Scholar] [CrossRef] [PubMed]
- Park, J.-S.; Kim, Y.J.; Cho, J.-R.; Jeon, S.-J. Early-age strength of ultra-high performance concrete in various curing conditions. Materials 2015, 8, 5537–5553. [Google Scholar] [CrossRef] [PubMed]
- Liu, K.; Yu, R.; Shui, Z.; Li, X.; Ling, X.; He, W.; Yi, S.; Wu, S. Effects of pumice-based porous material on hydration characteristics and persistent shrinkage of ultra-high performance concrete (UHPC). Materials 2019, 12, 11. [Google Scholar] [CrossRef] [PubMed]
- British Standards Institution. Eurocode-2. Design of Concrete Structures Part 1-1–General Rules and Rules for Buildings (Including NA); British Standards Institution: London, UK, 2004. [Google Scholar]
- European Standard. Eurocode-4. Design of Composite Steel and Concrete Structures-Part 1-1: General Rules and Rules for Buildings”; European Standard: Brussels, Belgium, 1994. [Google Scholar]
- Canbaz, M. The effect of high temperature on reactive powder concrete. Constr. Build. Mater. 2014, 70, 508–513. [Google Scholar] [CrossRef]
- So, H.-S.; Jang, H.-S.; Khulgadai, J.; So, S.-Y. Mechanical properties and microstructure of reactive powder concrete using ternary pozzolanic materials at elevated temperature. KSCE J. Civ. Eng. 2015, 19, 1050–1057. [Google Scholar] [CrossRef]
- Ju, Y.; Wang, L.; Liu, H.; Tian, K. An experimental investigation of the thermal spalling of polypropylene-fibered reactive powder concrete exposed to elevated temperatures. Sci. Bull. 2015, 60, 2022–2040. [Google Scholar] [CrossRef]
- Zheng, W.Z.; Li, H.Y.; Wang, Y.; Xie, H.Y. Tensile properties of steel fiber-reinforced reactive powder concrete after high temperature. In Advanced Materials Research; Trans Tech Publications: Princeton, NJ, USA, 2012; pp. 270–276. [Google Scholar]
- Zheng, W.; Li, H.; Wang, Y. Mechanical properties of reactive powder concrete with different dosage of polypropylene fiber after high temperature. Jianzhu Jiegou Xuebao (J. Build. Struct.) 2012, 33, 119–126. (In Chinese) [Google Scholar]
- Tai, Y.-S.; Pan, H.-H.; Kung, Y.-N. Mechanical properties of steel fiber reinforced reactive powder concrete following exposure to high temperature reaching 800 °C. Nuclear Eng. Des. 2011, 241, 2416–2424. [Google Scholar] [CrossRef]
- Zheng, W.; Li, H.; Wang, Y. Compressive stress–strain relationship of steel fiber-reinforced reactive powder concrete after exposure to elevated temperatures. Constr. Build. Mater. 2012, 35, 931–940. [Google Scholar] [CrossRef]
- Tomasz, Z.; Izabela HAGER, J.S. Reactive powder concrete—Change in compressive strength and modulus of elasticity at high temperature. Brittle Matrix Compos. 2012, 10, 135–143. [Google Scholar]
- Zheng, W.; Li, H.; Wang, Y. Compressive behaviour of hybrid fiber-reinforced reactive powder concrete after high temperature. Mater. Des. 2012, 41, 403–409. [Google Scholar] [CrossRef]
- Li, H.-Y.; Zheng, W.-Z.; Luo, B.-F. Experimental research on compressive strength degradation of reactive powder concrete after high temperature. J. Harbin Inst. Technol. 2012, 4, 005. (In Chinese) [Google Scholar]
- Aydın, S.; Baradan, B. High temperature resistance of alkali-activated slag-and portland cement-based reactive powder concrete. ACI Mater. J. 2012, 109, 463–470. [Google Scholar]
- Peng, G.-F.; Kang, Y.-R.; Huang, Y.-Z.; Liu, X.-P.; Chen, Q. Experimental research on fire resistance of reactive powder concrete. Adv. Mater. Sci. Eng. 2012, 2012. [Google Scholar] [CrossRef]
- Li, H.; Liu, G. Tensile properties of hybrid fiber-reinforced reactive powder concrete after exposure to elevated temperatures. Int. J. Concr. Struct. Mater. 2016, 10, 29–37. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Compressive and tensile properties of reactive powder concrete with steel fibres at elevated temperatures. Constr. Build. Mater. 2013, 41, 844–851. [Google Scholar] [CrossRef]
- Zheng, W.; Luo, B.; Wang, Y. Stress–strain relationship of steel-fibre reinforced reactive powder concrete at elevated temperatures. Mater. Struct. 2015, 48, 2299–2314. [Google Scholar] [CrossRef]
- Chinese Standard GB175. Standard for Ordinary Portland Cement; Chinese Standard: Beijing, China, 2007. (In Chinese) [Google Scholar]
- Zheng, W.; Luo, B.; Wang, Y. Microstructure and mechanical properties of RPC containing PP fibres at elevated temperatures. Mag. Concr. Res. 2014, 66, 397–408. [Google Scholar] [CrossRef]
- Lam, E.S.-S.; Wu, B.; Liu, Q.; Ho, I.F.-Y. Monotonic and cyclic behavior of high-strength concrete with polypropylene fibers at high temperature. ACI Mater. J. 2012, 109, 323. [Google Scholar]
- Chinese Standard GB/T-2419. Test Method for Fluidity of Cement Mortar; Chinese Standard: Beijing, China, 2005. (In Chinese) [Google Scholar]
- RILEM Technical Committee 200-HTC. Recommendation of RILEM TC 200-HTC. Mechanical concrete properties at high temperatures—Modelling and applications: Part 2: Stress–strain relation. Mater. Struct. 2007, 40, 855–864. [Google Scholar] [CrossRef]
- RILEM Technical Committee 200-HTC. Recommendation of RILEM TC 200-HTC. Mechanical concrete properties at high temperatures—Modelling and applications: Part 1: Introduction—General presentation. Mater. Struct. 2007, 40, 841–853. [Google Scholar] [CrossRef]
- International Organization for Standardization. Fire-Resistance Tests: Elements of Building Construction. General Requirements (ISO834); ISO: Geneva, Switzerland, 1999. [Google Scholar]
- Khaliq, W.; Kodur, V. Thermal and mechanical properties of fiber reinforced high performance self-consolidating concrete at elevated temperatures. Cem. Concr. Res. 2011, 41, 1112–1122. [Google Scholar] [CrossRef]
- Chinese Standard GT/B-50081. Standard for Test Method of Mechanical Properties in Ordinary Concrete; Chinese Standard: Beijing, China, 2016. (In Chinese) [Google Scholar]
- Phan, L.T.; Carino, N.J. Fire performance of high strength concrete: Research needs. Adv. Technol. Struct. Eng. 2000, 1–8. [Google Scholar] [CrossRef]
- Mansur, M.; Wee, T.; Chin, M. Derivation of the complete stress–strain curves for concrete in compression. Mag. Concr. Res. 1995, 47, 285–290. [Google Scholar] [CrossRef]
- Fu, Y.; Wong, Y.; Poon, C.; Tang, C. Stress–strain behaviour of high-strength concrete at elevated temperatures. Mag. Concr. Res. 2005, 57, 535–544. [Google Scholar] [CrossRef]
- Mendenhall, W.M.; Sincich, T.L.; Boudreau, N.S. Statistics for Engineering and the Sciences, Student Solutions Manual; Chapman and Hall/CRC: London, UK, 2016. [Google Scholar]
- Bamonte, P.; Gambarova, P.G. A study on the mechanical properties of self-compacting concrete at high temperature and after cooling. Mater. Struct. 2012, 45, 1375–1387. [Google Scholar] [CrossRef]
- Xiong, M.-X.; Liew, J.R. Mechanical behaviour of ultra-high strength concrete at elevated temperatures and fire resistance of ultra-high strength concrete filled steel tubes. Mater. Des. 2016, 104, 414–427. [Google Scholar] [CrossRef]
- Castillo, C.; Durrani, A. Effect of transient high-temperature on high-strength concrete-closure. ACI Mater. J. 1990, 87, 653. [Google Scholar]
- Behnood, A.; Ziari, H. Effects of silica fume addition and water to cement ratio on the properties of high-strength concrete after exposure to high temperatures. Cem. Concr. Compos. 2008, 30, 106–112. [Google Scholar] [CrossRef]
- Chen, B.; Liu, J. Residual strength of hybrid-fiber-reinforced high-strength concrete after exposure to high temperatures. Cem. Concr. Res. 2004, 34, 1065–1069. [Google Scholar] [CrossRef]
- Abrams, M.S. Compressive strength of concrete at temperatures to 1600 F. Temper. Concr. 1971, 25, 33–58. [Google Scholar]
- ANSI/AISC. Specification for Structural Steel Buildings; American Institute of Steel Construction, Inc.: Chicago, IL, USA, 2010. [Google Scholar]
- Aslani, F.; Bastami, M. Constitutive relationships for normal-and high-strength concrete at elevated temperatures. ACI Mater. J. 2011, 108, 355. [Google Scholar]
- Aslani, F.; Samali, B. High strength polypropylene fibre reinforcement concrete at high temperature. Fire Technol. 2014, 50, 1229–1247. [Google Scholar] [CrossRef]
- Aslani, F.; Samali, B. Constitutive relationships for steel fibre reinforced concrete at elevated temperatures. Fire Technol. 2014, 50, 1249–1268. [Google Scholar] [CrossRef]
- Mindess, S.; Young, J.F.; Darwin, D. Concrete; Pearson Education: Upper Saddle River, NJ, USA, 2003. [Google Scholar]
- Tian, K. Experimental Research on the Explosive Spalling Phenomena and Mechanism of Reactive Powder Concrete at Elevated Temperature. Master’s Thesis, China University of Mining Technology, Beijing, China, 2012. (In Chinese). [Google Scholar]
- Kalifa, P.; Menneteau, F.-D.; Quenard, D. Spalling and pore pressure in HPC at high temperatures. Cem. Concr. Res. 2000, 30, 1915–1927. [Google Scholar] [CrossRef]
- Ju, Y.; Liu, J.; Liu, H.; Tian, K.; Ge, Z. On the thermal spalling mechanism of reactive powder concrete exposed to high temperature: Numerical and experimental studies. Int. J. Heat Mass Transf. 2016, 98, 493–507. [Google Scholar] [CrossRef]
- Xiao, J.; Falkner, H. On residual strength of high-performance concrete with and without polypropylene fibres at elevated temperatures. Fire Saf. J. 2006, 41, 115–121. [Google Scholar] [CrossRef]
- Malhotra, H.L. Design of Fire-Resisting Structures; Surrey University Press: Guildford, UK, 1982. [Google Scholar]
- Kodur, V. Properties of concrete at elevated temperatures. ISRN Civ. Eng. 2014, 2014. [Google Scholar] [CrossRef]
- Behnood, A.; Ghandehari, M. Comparison of compressive and splitting tensile strength of high-strength concrete with and without polypropylene fibers heated to high temperatures. Fire Saf. J. 2009, 44, 1015–1022. [Google Scholar] [CrossRef]
- Khoury, G. Polypropylene fibres in heated concrete. Part 2: Pressure relief mechanisms and modelling criteria. Mag. Concr. Res. 2008, 60, 189–204. [Google Scholar] [CrossRef]
- Feylessoufi, A.; Crespin, M.; Dion, P.; Bergaya, F.; Van Damme, H.; Richard, P. Controlled rate thermal treatment of reactive powder concretes. Adv. Cem. Based Mater. 1997, 6, 21–27. [Google Scholar] [CrossRef]
- Hou, X.; Ren, P.; Rong, Q.; Zheng, W.; Zhan, Y. Effect of fire insulation on fire resistance of hybrid-fiber reinforced reactive powder concrete beams. Compos. Struct. 2019, 209, 219–232. [Google Scholar] [CrossRef]
- Ariyanayagam, A.D.; Mahendran, M. Fire safety of buildings based on realistic fire time-temperature curves. In Proceedings of the 19th International CIB World Building Congress, Brisbane 2013: Construction and Society, Brisbane, Australia, 5–9 May 2013; pp. 1–13. [Google Scholar]
- Poon, C.-S.; Azhar, S.; Anson, M.; Wong, Y.-L. Comparison of the strength and durability performance of normal-and high-strength pozzolanic concretes at elevated temperatures. Cem. Concr. Res. 2001, 31, 1291–1300. [Google Scholar] [CrossRef]
- Bakhtiyari, S.; Allahverdi, A.; Rais-Ghasemi, M.; Zarrabi, B.; Parhizkar, T. Self-compacting concrete containing different powders at elevated temperatures–Mechanical properties and changes in the phase composition of the paste. Thermochim. Acta 2011, 514, 74–81. [Google Scholar] [CrossRef]
- Wenk, H.-R.; Bulakh, A. Minerals: Their Constitution and Origin; Cambridge University Press: Cambridge, UK, 2016. [Google Scholar]
- Peng, G.; Chan, S.; Anson, M. Chemical kinetics of CSH decomposition in hardened cement paste subjected to elevated temperatures up to 800 °C. Adv. Cem. Res. 2001, 13, 47–52. [Google Scholar] [CrossRef]
- Ju, Y.; Tian, K.; Liu, H.; Reinhardt, H.-W.; Wang, L. Experimental investigation of the effect of silica fume on the thermal spalling of reactive powder concrete. Constr. Build. Mater. 2017, 155, 571–583. [Google Scholar] [CrossRef]
- Helmi, M.; Hall, M.R.; Stevens, L.A.; Rigby, S.P. Effects of high-pressure/temperature curing on reactive powder concrete microstructure formation. Constr. Build. Mater. 2016, 105, 554–562. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cementitious Materials | SiO2 | Al2O3 | Fe2O3 | CaO | MgO |
|---|---|---|---|---|---|
| Cement | 21.40 | 5.45 | 3.50 | 64.48 | 1.46 |
| Silica fume | 94.50 | 0.50 | 0.45 | 0.60 | 0.70 |
| Slag | 34.90 | 14.66 | 1.36 | 37.57 | 9.13 |
| Constituents | SRPC | PRPC | HPRPC |
|---|---|---|---|
| Ordinary Portland cement (kg/m3) | 800.53 | 816.42 | 815.18 |
| Silica fume (kg/m3) | 240.16 | 244.33 | 245.31 |
| Slag (kg/m3) | 120.08 | 122.16 | 120.08 |
| Quartz coarse sand (kg/m3) | 480.32 | 490.32 | 480.32 |
| Quartz fine sand (kg/m3) | 480.32 | 490.32 | 480.32 |
| Water reducer (kg/m3) | 34.82 | 35.47 | 35.40 |
| PP fiber (kg/m3) | ----- | 2.73 (0.3% a) | 1.82 (0.2% a) |
| Steel fiber (kg/m3) | 157 (2% a) | ----- | 157 (2% a) |
| Water (kg/m3) | 185.72 | 189.20 | 188.81 |
| w/b ratio | 0.16 | 0.16 | 0.16 |
| Workability (mm) | 175 | 180 | 170 |
| Temperature (°C) | Parameters | |
|---|---|---|
| α | β | |
| 20 | 0.77 | 18.78 |
| 120 | 0.75 | 26.26 |
| 300 | 0.52 | 12.23 |
| 500 | 0.51 | 118.30 |
| 700 | 0.82 | 7.47 |
| 900 | 1.27 | 5.62 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abid, M.; Hou, X.; Zheng, W.; Hussain, R.R. Effect of Fibers on High-Temperature Mechanical Behavior and Microstructure of Reactive Powder Concrete. Materials 2019, 12, 329. https://doi.org/10.3390/ma12020329
Abid M, Hou X, Zheng W, Hussain RR. Effect of Fibers on High-Temperature Mechanical Behavior and Microstructure of Reactive Powder Concrete. Materials. 2019; 12(2):329. https://doi.org/10.3390/ma12020329
Chicago/Turabian StyleAbid, Muhammad, Xiaomeng Hou, Wenzhong Zheng, and Raja Rizwan Hussain. 2019. "Effect of Fibers on High-Temperature Mechanical Behavior and Microstructure of Reactive Powder Concrete" Materials 12, no. 2: 329. https://doi.org/10.3390/ma12020329
APA StyleAbid, M., Hou, X., Zheng, W., & Hussain, R. R. (2019). Effect of Fibers on High-Temperature Mechanical Behavior and Microstructure of Reactive Powder Concrete. Materials, 12(2), 329. https://doi.org/10.3390/ma12020329