TiN-Nanoparticulate-Reinforced ZrO2 for Electrical Discharge Machining



Abstract
:1. Introduction
2. Materials and Methods
2.1. Fabrication of the ZrO2–TiN Composite Powder
2.1.1. Fabrication of the ZrO2–TiN Composite Powder via the Forced Hydrolysis of Titania Nanoparticles (ISS) and the Subsequent Direct Nitriding of the Synthesized Titania Nanoparticles
2.1.2. Fabrication of the ZrO2–TiN Composite Powder via Admixing of Commercial TiN Nanopowder to the Y-TZP Matrix (MCP)
2.2. Sintering
2.3. EDM Processing
2.4. Characterization
3. Results and Discussion
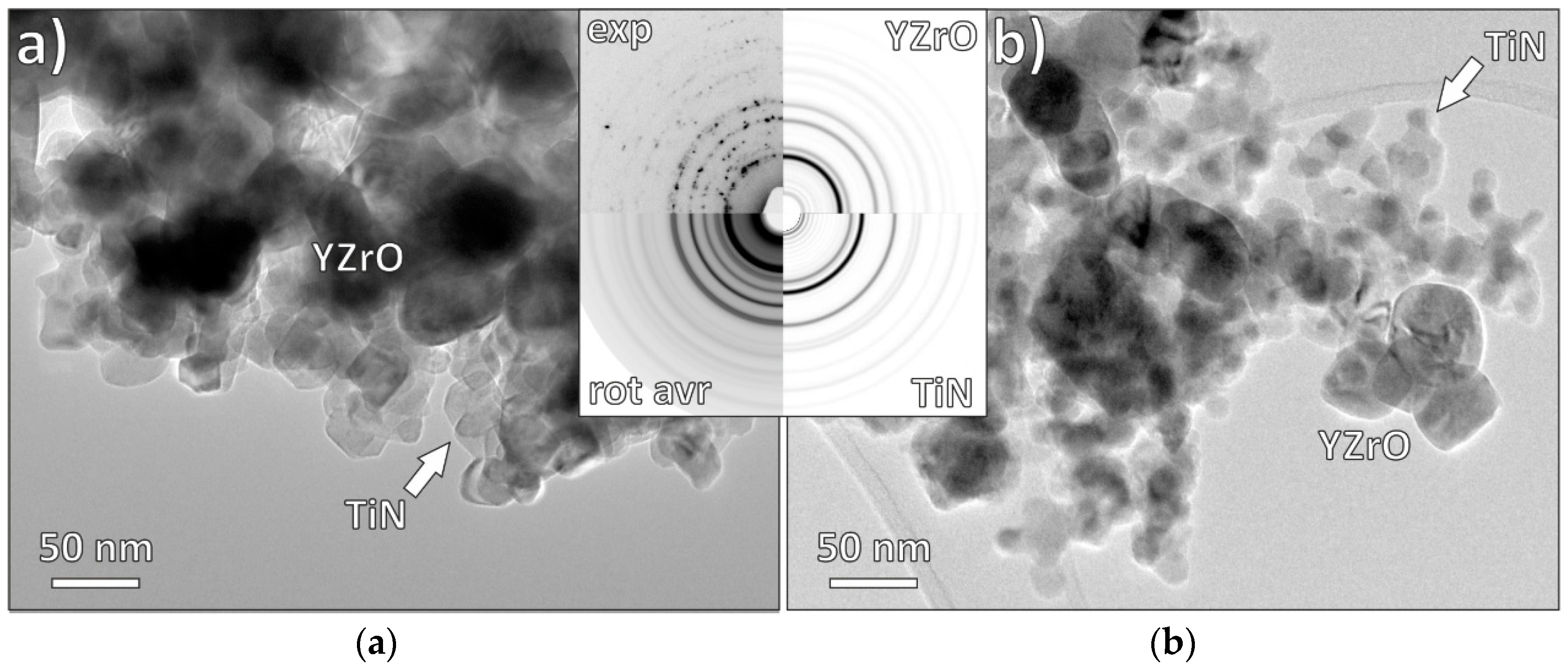
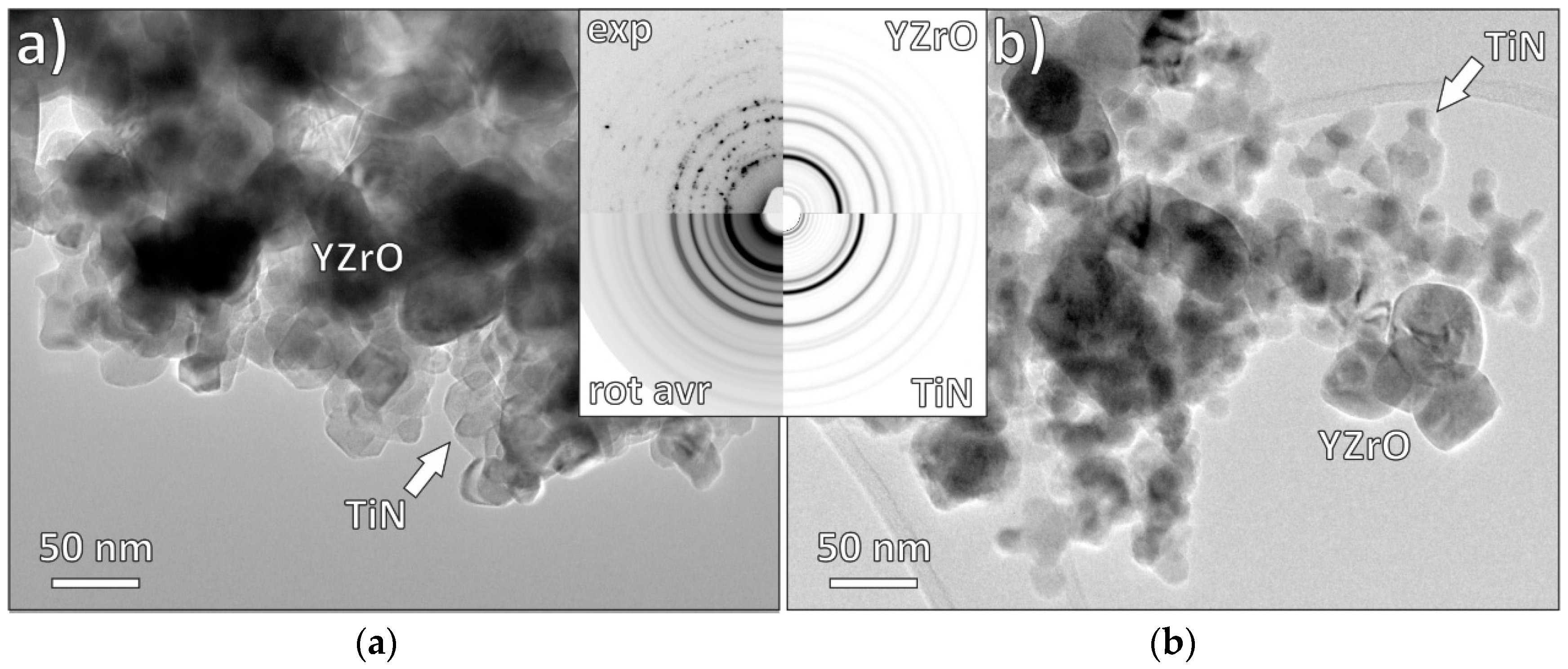
3.1. Fabrication of ZrO2–TiN Composite Nanopowders
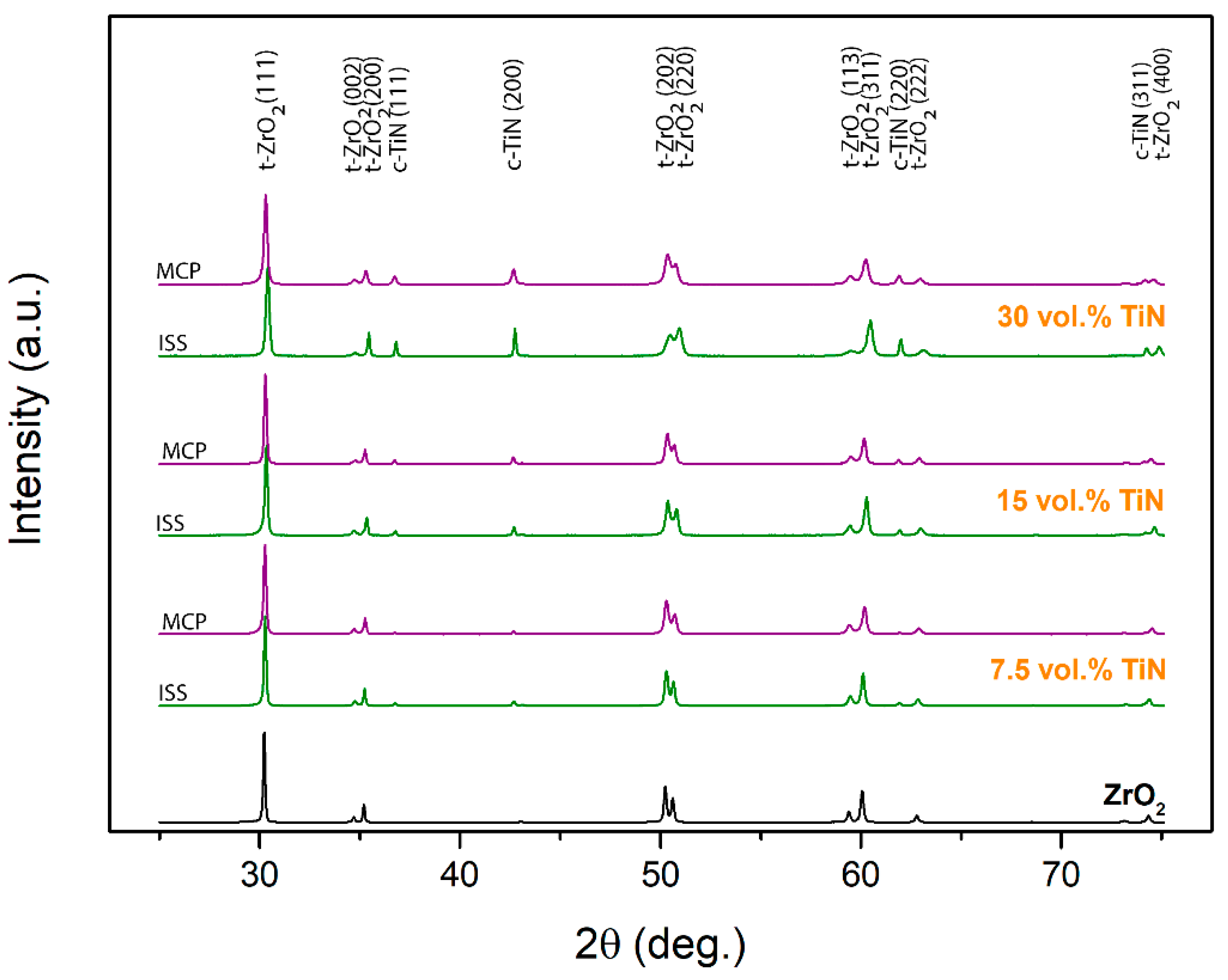
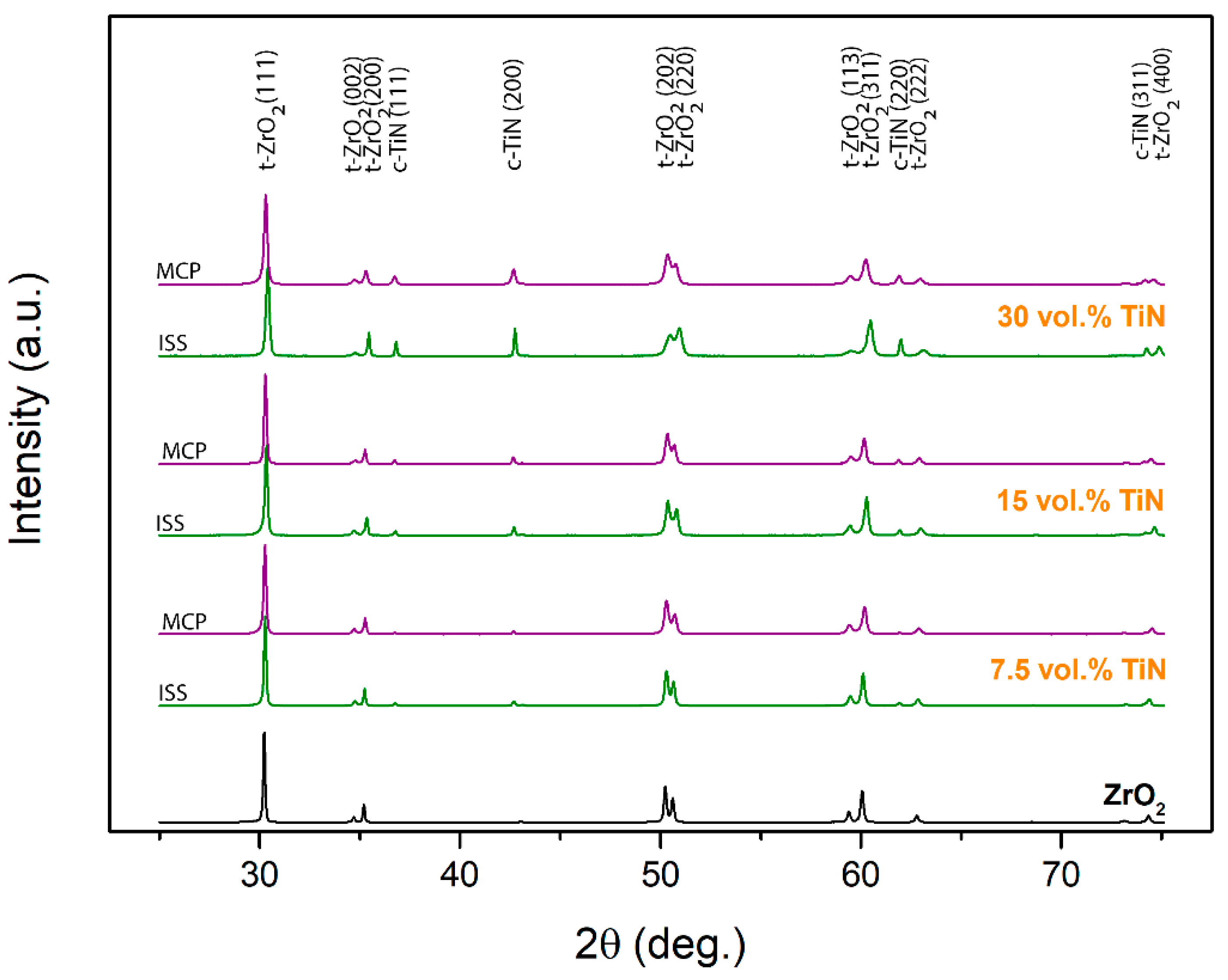
3.2. Sintering and Phase Composition
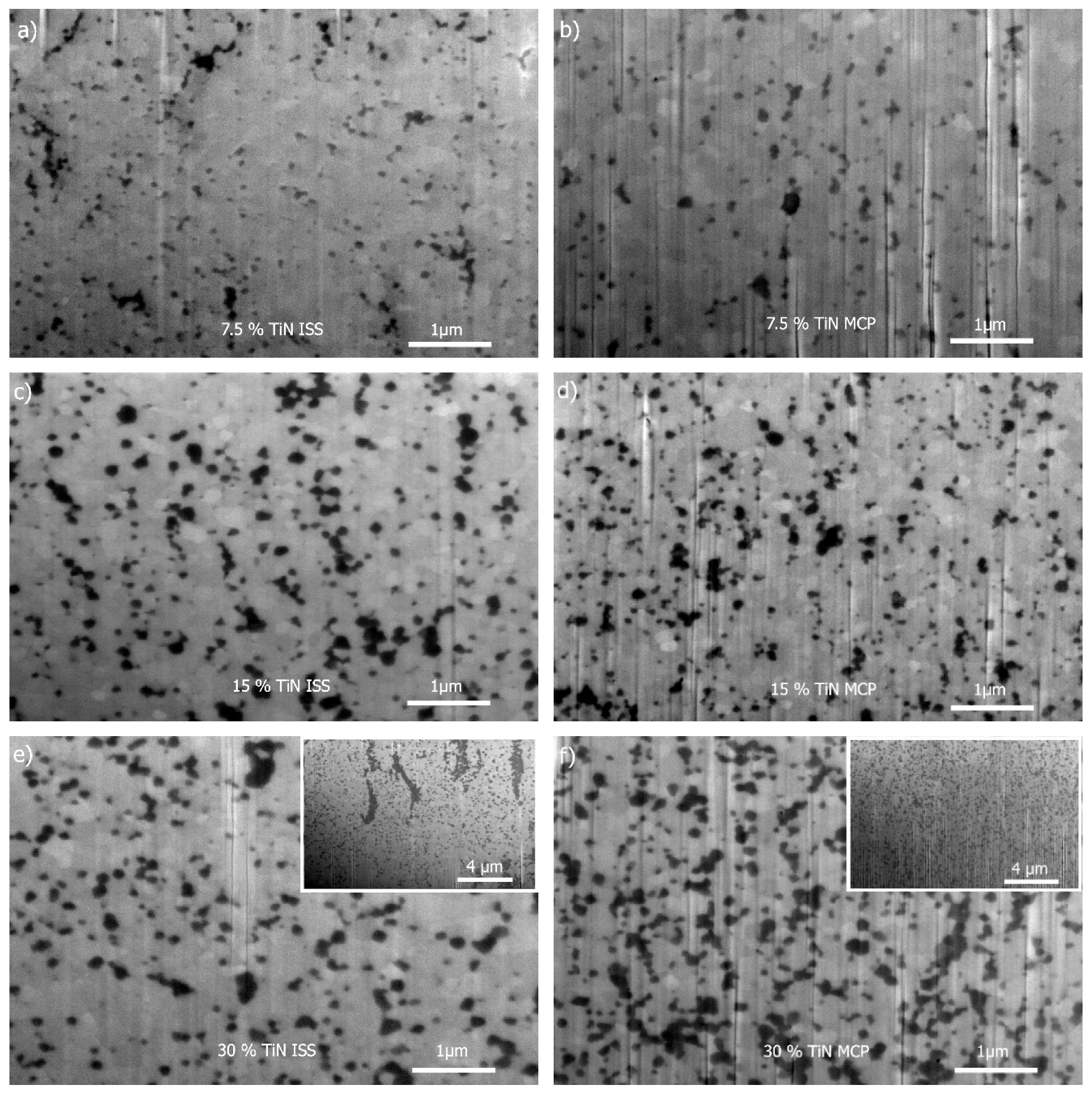
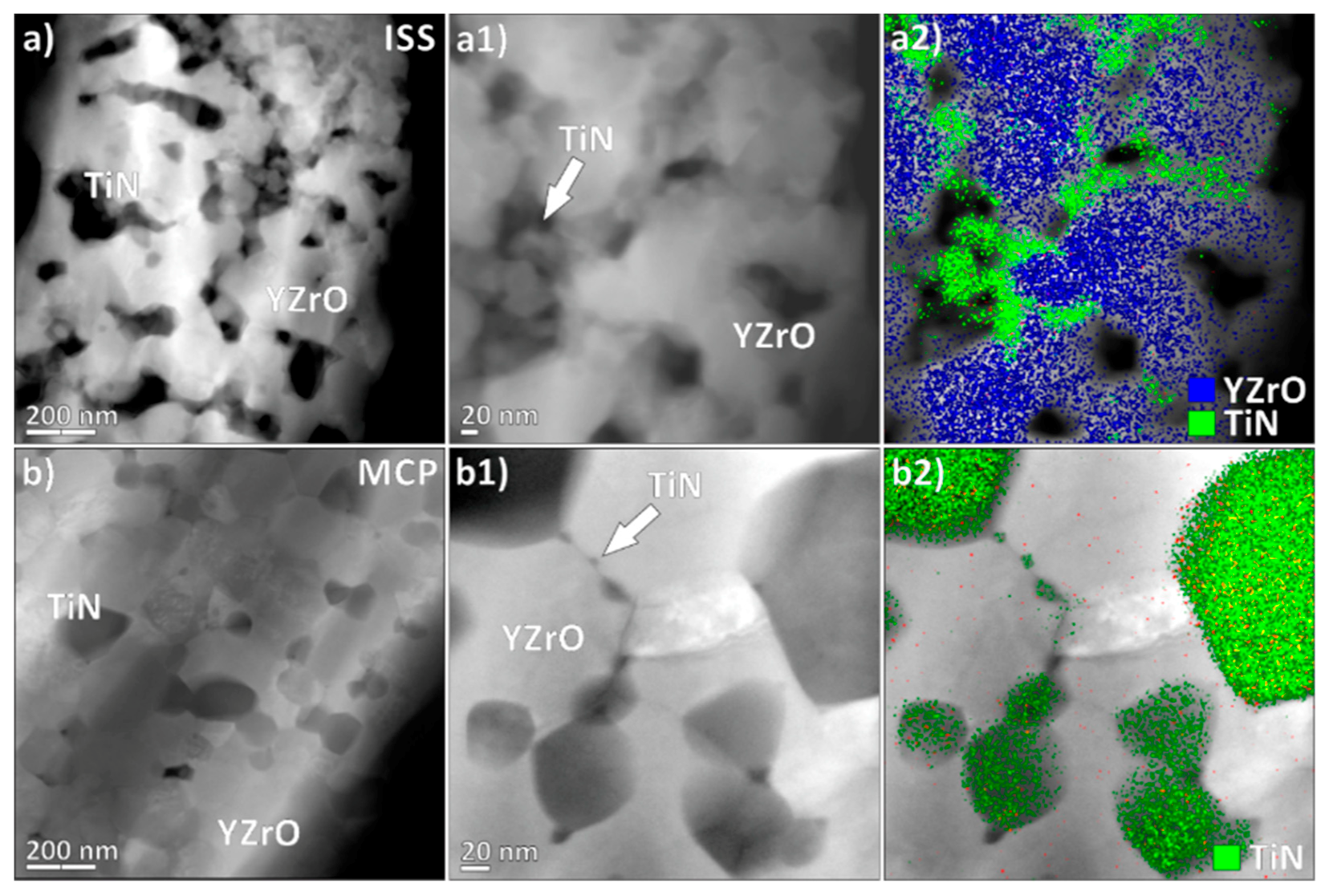
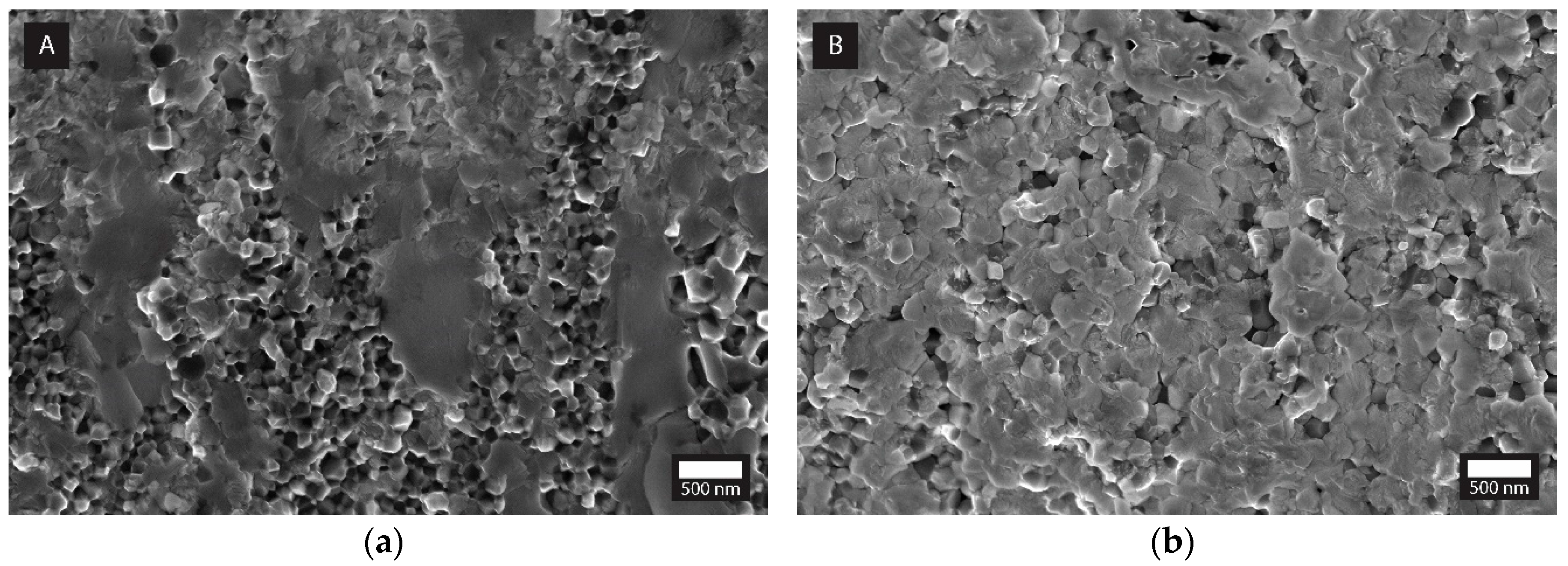
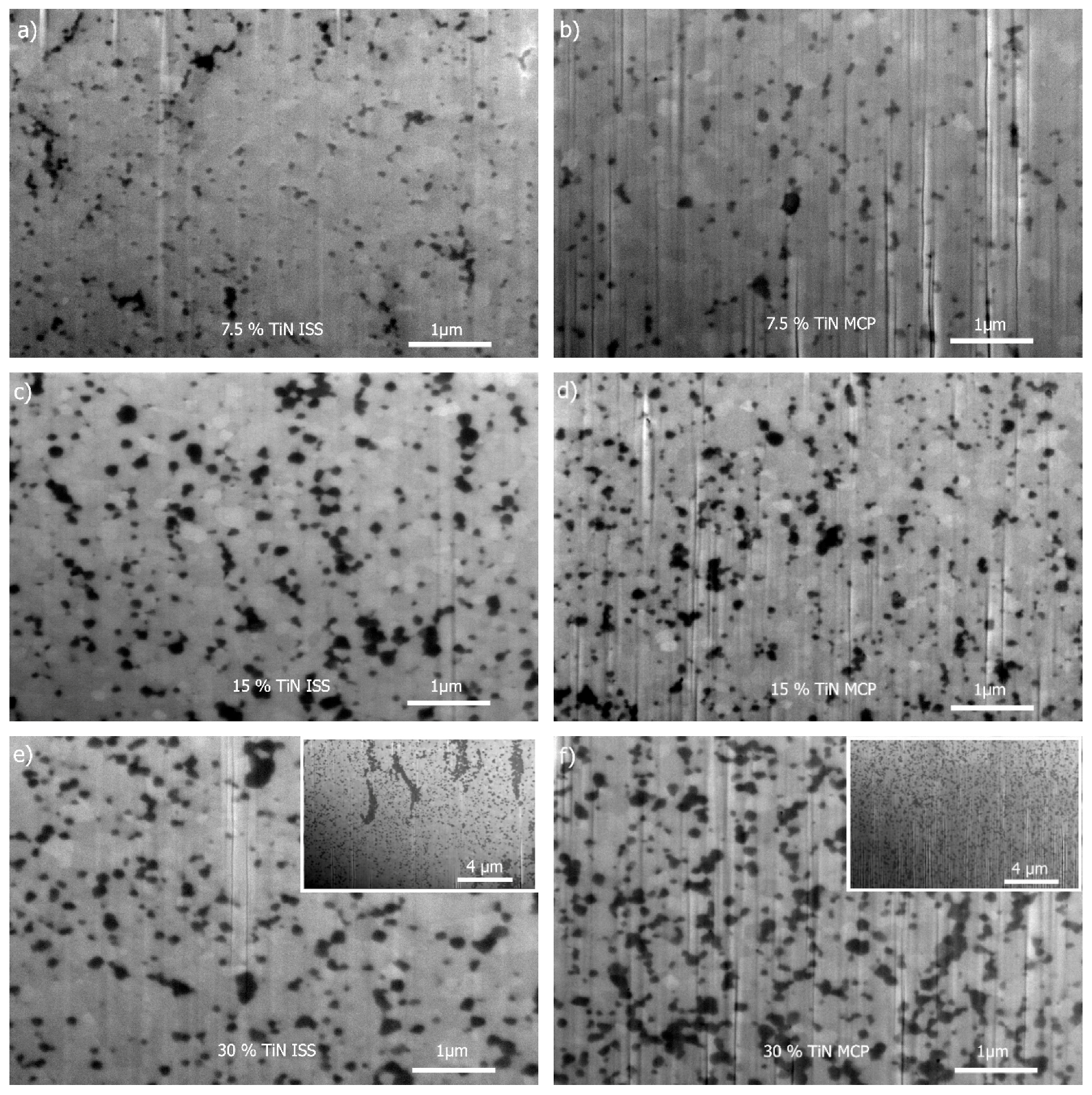
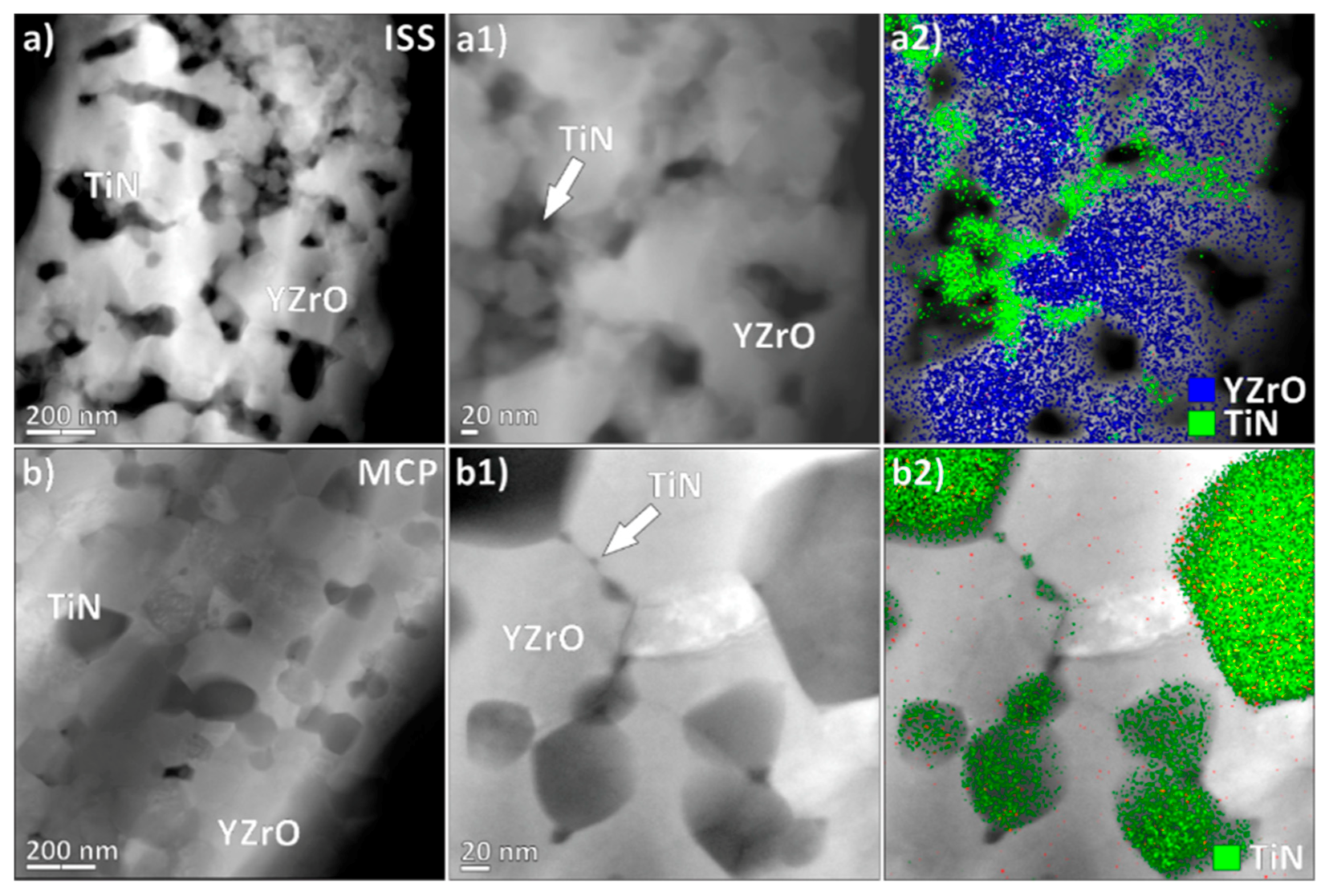
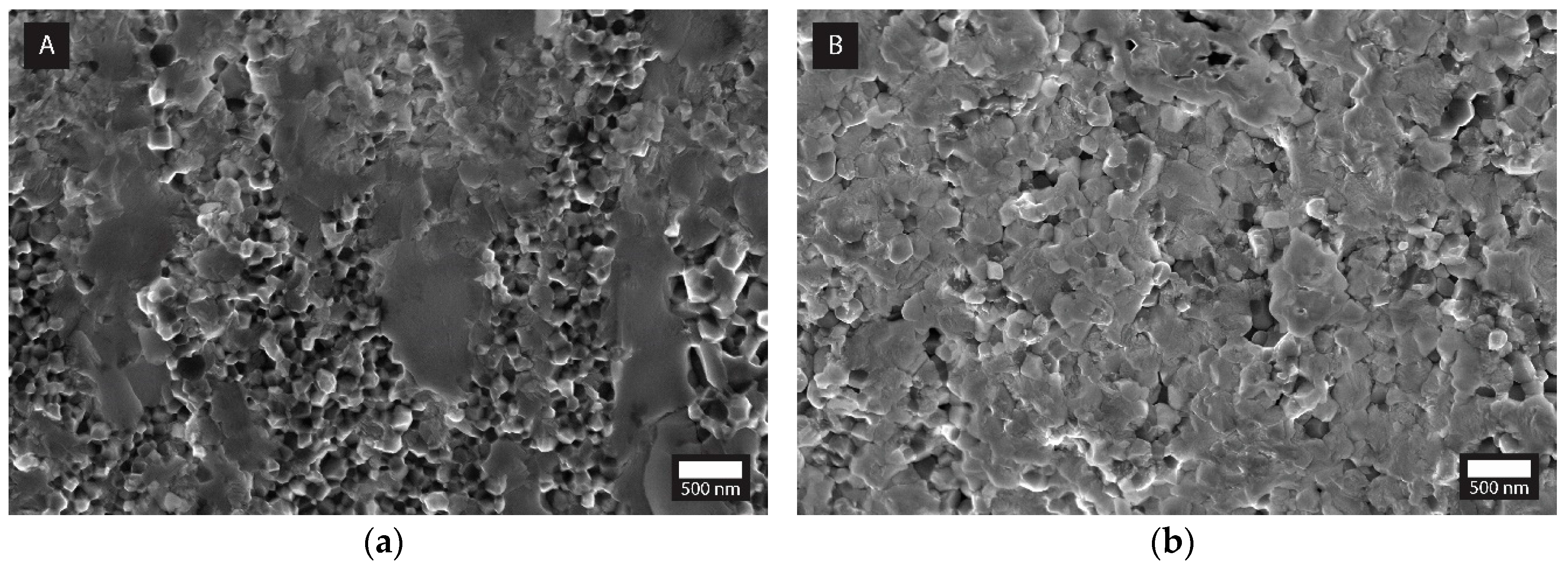
3.3. Microstructural Evolution
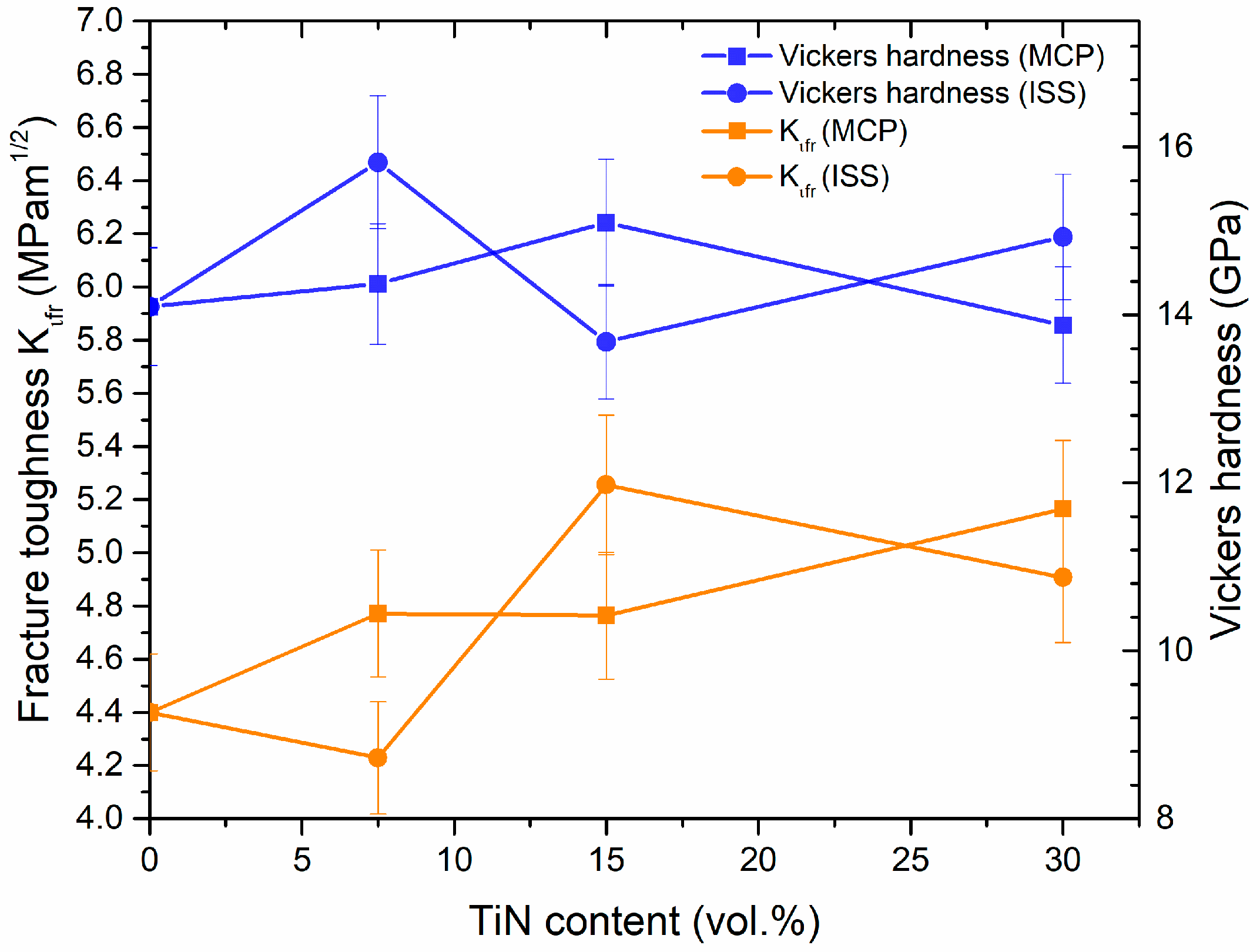
3.4. Mechanical Properties
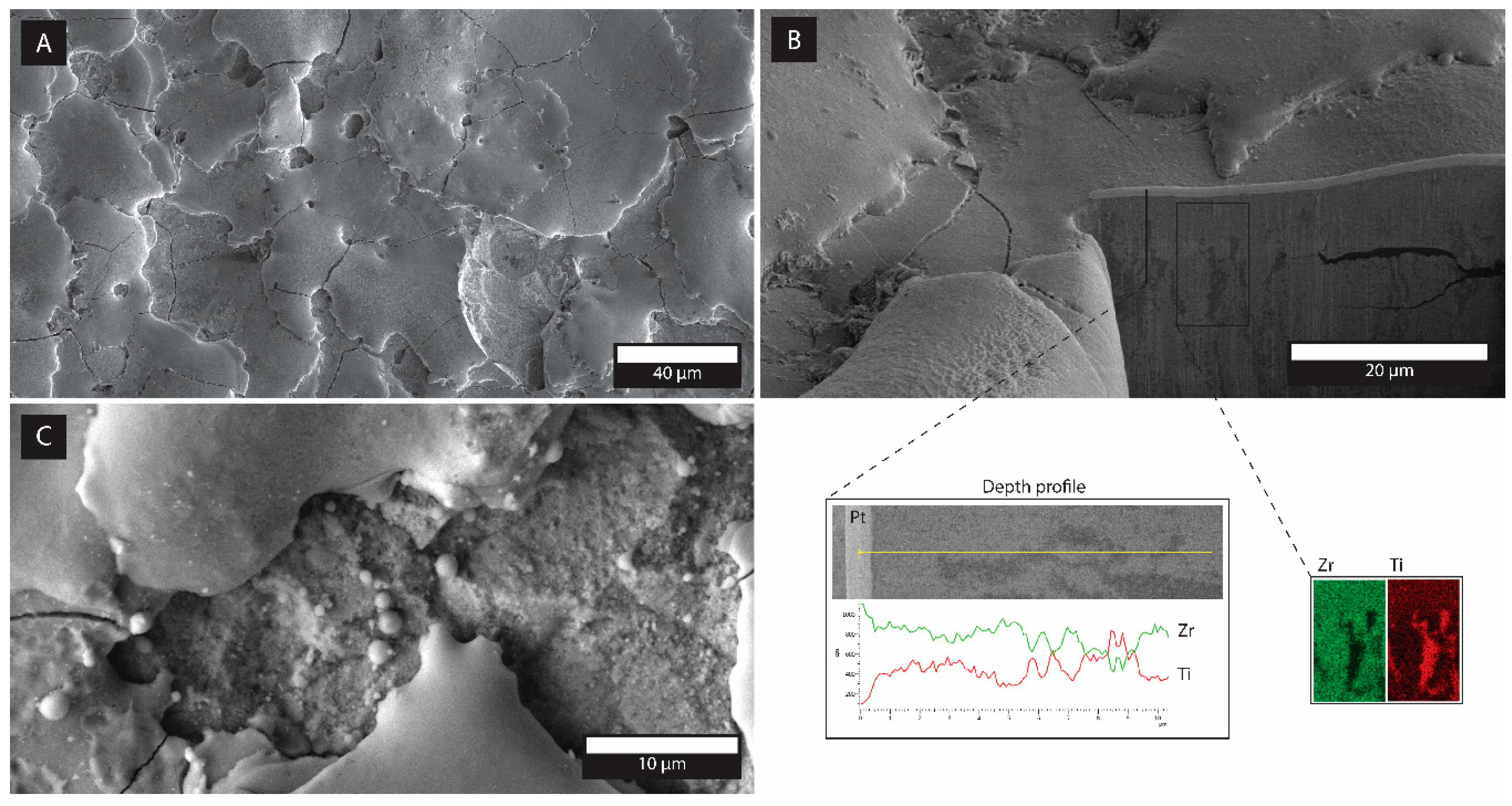
3.5. Electrical Properties and Electro-Discharge Machining
4. Conclusions
- For both syntheses approaches, the full densification, using a spark plasma sintering (SPS) system, was achieved at 1300 °C and 50 MPa for 5 min.
- Using the MCP route led to slightly coarser microstructures, being less prone to microstructural inhomogeneities, leading to an increase in the indentation toughness due to the nanoparticulate TiN reinforcement of the Y-TZP ceramic matrix because of the crack-bridging toughening mechanisms.
- Using the ISS route, it was possible to fabricate electrically conductive Y-TZP nanocomposites containing only 15 vol% of the TiN nanoparticulate phase, presumably due to the formation/presence of the channel-like agglomeration of the TiN phase.
- Both routes yielded Y-TZP nanocomposites that were successfully machined by EDM when the TiN content was 15 and 30 vol% in the case of ISS and MCP, respectively.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Chevalier, J.; Gremillard, L.; Virkar, A.V.; Clarke, D.R. The tetragonal-monoclinic transformation in zirconia: Lessons learned and future trends. J. Am. Ceram. Soc. 2009, 92, 1901–1920. [Google Scholar] [CrossRef]
- Thakare, V. Progress in Synthesis and Applications of Zirconia. Int. J. Eng. Res. Dev. 2012, 5, 25–28. [Google Scholar]
- Moritz, J.; Abram, A.; Čekada, M.; Gabor, U.; Garvas, M.; Zdovc, I.; Dakskobler, A.; Cotič, J.; Ivičak-Kocjan, K.; Kocjan, A. Nanoroughening of sandblasted 3Y-TZP surface by alumina coating deposition for improved osseointegration and bacteria reduction. J. Eur. Ceram. Soc. 2019, 39, 4347–4357. [Google Scholar] [CrossRef]
- Kosmač, T.; Kocjan, A. Ageing of dental zirconia ceramics. J. Eur. Ceram. Soc. 2012, 32, 2613–2622. [Google Scholar] [CrossRef]
- König, W.; Dauw, D.F.; Levy, G.; Panten, U. EDM-Future Steps towards the Machining of Ceramics. CIRP Ann. Manuf. Technol. 1988, 37, 623–631. [Google Scholar] [CrossRef]
- Mandal, A.; Dixit, A.R.; Chattopadhyaya, S.; Paramanik, A.; Hloch, S.; Królczyk, G. Improvement of surface integrity of Nimonic C 263 super alloy produced by WEDM through various post-processing techniques. Int. J. Adv. Manuf. Technol. 2017, 93, 433–443. [Google Scholar] [CrossRef]
- Prakash, C.; Singh, S.; Pruncu, C.I.; Mishra, V.; Królczyk, G.; Pimenov, D.Y.; Pramanik, A. Surface modification of Ti-6Al-4V alloy by electrical discharge coating process using partially sintered Ti-Nb electrode. Materials (Basel) 2019, 12, 1006. [Google Scholar] [CrossRef] [PubMed]
- Lux, F. Models Proposed to explain the Electrical-Conductivity of Mixtures Made of Conductive and Insulating Materials. J. Mater. Sci. 1993, 28, 285–301. [Google Scholar] [CrossRef]
- Demuynck, M.; Erauw, J.-P.; Van Der Biest, O.; Delannay, F.; Cambier, F. Influence of conductive secondary phase on thermal gradients development during Spark Plasma Sintering (SPS) of ceramic composites. Ceram. Int. 2016, 42, 17990–17996. [Google Scholar] [CrossRef]
- Ran, S.; Gao, L. Electrical properties and microstructural evolution of ZrO2–Al2O3–TiN nanocomposites prepared by spark plasma sintering. Ceram. Int. 2012, 38, 4923–4928. [Google Scholar] [CrossRef]
- Li, J.; Gao, L.; Guo, J. Mechanical properties and electrical conductivity of TiN–Al2O3 nanocomposites. J. Eur. Ceram. Soc. 2003, 23, 69–74. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Van der Biest, O.; Vleugels, J. Field assisted sintering of electro-conductive ZrO2-based composites. J. Eur. Ceram. Soc. 2007, 27, 979–985. [Google Scholar] [CrossRef]
- Ran, S.; Gao, L. Mechanical properties and microstructure of TiN/TZP nanocomposites. Mater. Sci. Eng. A 2007, 447, 83–86. [Google Scholar] [CrossRef]
- Salehi, S.; Van Der Biest, O.; Vleugels, J. Electrically conductive ZrO2-TiN composites. J. Eur. Ceram. Soc. 2006, 26, 3173–3179. [Google Scholar] [CrossRef]
- Vleugels, J.; Van der Biest, O. Development and Characterization of Y2O3-Stabilized ZrO2 (Y-TZP) Composites with TiB2, TiN, TiC, and TiC0.5N0.5. J. Am. Ceram. Soc. 1999, 82, 2717–2720. [Google Scholar] [CrossRef]
- Khosravifar, M.; Mirkazemi, S.M.; Taheri, M.; Golestanifard, F. Effect of TiN Addition on 3Y-TZP Ceramics with Emphasis on Making EDM-Able Bodies. J. Mater. Eng. Perform. 2017, 27, 2404–2413. [Google Scholar] [CrossRef]
- Chiou, S.-Y.; Wang, C.-F.; Ou, S.-F.; Ou, K.-L.; Tsai, Z.-T. Development of electrically conductive zirconia Part1: The optimal process parameters and mechanical properties. Ceram. Int. 2013, 39, 5705–5712. [Google Scholar] [CrossRef]
- Jiang, D.; Van der Biest, O.; Vleugels, J. ZrO2-WC nanocomposites with superior properties. J. Eur. Ceram. Soc. 2007, 27, 1247–1251. [Google Scholar] [CrossRef]
- Basu, B.; Vleugels, J.; Van der Biest, O. Processing and mechanical properties of ZrO2-TiB2 composites. J. Eur. Ceram. Soc. 2005, 25, 3629–3637. [Google Scholar] [CrossRef]
- Malek, O.; González-Julián, J.; Vleugels, J.; Vanderauwera, W.; Lauwers, B.; Belmonte, M. Carbon nanofillers for machining insulating ceramics. Mater. Today 2011, 14, 496–501. [Google Scholar] [CrossRef]
- Obradović, N.; Kern, F. Properties of 3Y-TZP zirconia ceramics with graphene addition obtained by spark plasma sintering. Ceram. Int. 2018, 44, 16931–16936. [Google Scholar] [CrossRef]
- Kocjan, A.; Schmidt, R.; Lazar, A.; Prado-Gonjal, J.; Kovač, J.; Logar, M.; Mompean, F.J.; Garcia-Hernandez, M.; Ruiz-Hitzky, E.; Wicklein, B. In situ generation of 3D graphene-like networks from cellulose nanofibres in sintered ceramics. Nanoscale 2018, 10, 10488–10497. [Google Scholar] [CrossRef] [PubMed]
- Gommeringer, A.; Schmitt-radloff, U.; Ninz, P.; Kern, F.; Klocke, F.; Schneider, S.; Holsten, M.; Klink, A. ED-machinable ceramics with oxide matrix: Influence of particle size and volume fraction of the electrical conductive phase on the mechanical and electrical properties and the EDM characteristics. Procedia CIRP 2018, 68, 22–27. [Google Scholar] [CrossRef]
- Lauwers, B.; Brans, K.; Liu, W.; Vleugels, J.; Salehi, S.; Vanmeensel, K. CIRP Annals—Manufacturing Technology Influence of the type and grain size of the electro-conductive phase on the Wire-EDM performance of ZrO2 ceramic composites. CIRP Ann. 2008, 57, 191–194. [Google Scholar] [CrossRef]
- Maglica, A. Innovative Electroconductive Ceramic Composites Based on Si3N4. Ph.D. Thesis, Jožef Stefan International Postgraduate School, Ljubljana, Slovenia, 2011. [Google Scholar]
- Put, S.; Vleugels, J.; Van Der Biest, O.; Trueman, C.S.; Huddleston, J. Die sink electrodischarge machining of zirconia based composites. Br. Ceram. Trans. 2001, 100, 207–213. [Google Scholar] [CrossRef]
- Chaim, R. Densification mechanisms in spark plasma sintering of nanocrystalline ceramics. Mater. Sci. Eng. A 2007, 443, 25–32. [Google Scholar] [CrossRef]
- Li, W.; Gao, L. Rapid sintering of nanocrystalline ZrO2(3Y) by spark plasma sintering. J. Eur. Ceram. Soc. 2000, 20, 2441–2445. [Google Scholar] [CrossRef]
- Liu, C.; Xiang, M.; Fu, Z.; Shen, Z.; Xiong, Y. Microstructural refinement in spark plasma sintering 3Y-TZP nanoceramics. J. Eur. Ceram. Soc. 2016, 36, 2565–2571. [Google Scholar] [CrossRef]
- Bernard-Granger, G.; Addad, A.; Fantozzi, G.; Bonnefont, G.; Guizard, C.; Vernat, D. Spark plasma sintering of a commercially available granulated zirconia powder: Comparison with hot-pressing. Acta Mater. 2010, 58, 3390–3399. [Google Scholar] [CrossRef]
- Groza, J.R.; Curtis, J.D.; Krämer, M. Field-Assisted Sintering of Nanocrystalline Titanium Nitride. J. Am. Ceram. Soc. 2000, 83, 1281–1283. [Google Scholar] [CrossRef]
- Wang, L.; Jiang, W.; Chen, L.; Yang, M.; Zhu, H. Consolidation of nano-sized TiN powders by spark plasma sintering. J. Am. Ceram. Soc. 2006, 89, 2364–2366. [Google Scholar] [CrossRef]
- Kolesnichenko, V.G.; Popov, V.P.; Zgalat-Lozinskii, O.B.; Klochkov, L.A.; Lobunets, T.F.; Raichenko, A.I.; Ragulya, A.V. Field assisted sintering of nanocrystalline titanium nitride powder. Powder Metall. Met. Ceram. 2011, 50, 157–166. [Google Scholar] [CrossRef]
- Hu, C.-F.; Kim, B.-N.; Park, Y.-J.; Estili, M.; Grasso, S.; Morita, K.; Yoshida, H.; Nishimura, T.; Guo, S.-Q.; Sakka, Y. Nano ZrO2–TiN composites with high strength and conductivity. J. Ceram. Soc. Jpn. 2015, 123, 86–89. [Google Scholar] [CrossRef]
- Pristinskiy, Y.; Solis Pinargote, N.W.; Smirnov, A. Spark plasma and conventional sintering of ZrO2-TiN composites: A comparative study on the microstructure and mechanical properties. MATEC Web Conf. 2018, 224, 1055. [Google Scholar] [CrossRef]
- Vanmeensel, K.; Laptev, A.; Van der Biest, O.; Vleugels, J. The influence of percolation during pulsed electric current sintering of ZrO2-TiN powder compacts with varying TiN content. Acta Mater. 2007, 55, 1801–1811. [Google Scholar] [CrossRef]
- Šestan, A.; Jenuš, P.; Krmpotič, S.N.; Zavašnik, J.; Čeh, M. The role of tungsten phases formation during tungsten metal powder consolidation by FAST: Implications for high-temperature applications. Mater. Charact. 2018, 138, 308–314. [Google Scholar] [CrossRef]
- Niihara, K.; Morena, R.; Hasselman, D.P.H. Evaluation of Klc of brittle solids by the indentation method with low crack-to-indent ratios. J. Mater. Sci. 1982, 1, 13–16. [Google Scholar]
- Kocjan, A.; Logar, M.; Shen, Z. The agglomeration, coalescence and sliding of nanoparticles, leading to the rapid sintering of zirconia nanoceramics. Sci. Rep. 2017, 7, 2541–2548. [Google Scholar] [CrossRef]
- Basu, B. Toughening of yttria-stabilised tetragonal zirconia ceramics. Int. Mater. Rev. 2005, 50, 239–256. [Google Scholar] [CrossRef]
- Hu, C.-F.; Kim, B.-N.; Park, Y.-J.; Morita, K.; Yoshida, H.; Grasso, S.; Zhang, H.-B.; Guo, S.-Q.; Sakka, Y. Microstructure and mechanical properties of nano ZrO2-10 vol.% TiN composite fabricated by spark plasma sintering. J. Ceram. Process. Res. 2015, 16, 281–286. [Google Scholar]
- Gao, L.; Jin, X.; Li, J.; Sun, J. The influence of the preparation method on the microstructure and properties of Al2O3/TiN nanocomposites. Int. J. Met. Res. 2006, 97, 663–665. [Google Scholar] [CrossRef]
- Pitman, A.; Huddleston, J. Electrical discharge machining of ZrO2/TiN particulate composite. Br. Ceram. Trans. 2000, 99, 77–84. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Composition (vol%) | Relative Density (%) | TiN Crystal Size (nm) (Goodness of fit—χ2) | ||||
|---|---|---|---|---|---|---|
| Targeted | Calculated | |||||
| ISS | MCP | ISS | MCP | ISS | MCP | |
| 7.5 | 9.8 | 4.9 | 98.3 | 99.9 | 55 (2.23) | 66 (2.69) |
| 15 | 12.8 | 13.0 | 98.0 | 99.5 | 70 (3.06) | 64 (2.39) |
| 30 | 21.6 | 24.1 | 97.6 | 98.3 | 98 (2.76) | 64 (2.12) |
| Composition (vol% TiN) | Electrical Conductivity (S·m−1) | Material Removal Rate MRR (mm3min−1) | Surface Roughness, Ra (µm) | |||
|---|---|---|---|---|---|---|
| ISS | MCP | ISS | MCP | ISS | MCP | |
| 7.5 | <1 × 10−4 | <1 × 10−4 | - | - | - | - |
| 15 | 2 | <1 × 10−4 | 0.002 | - | 2.6 | - |
| 30 | 7.0 × 104 | 2.9 × 104 | 0.011 | 0.005 | 4.1 | 4.5 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lazar, A.; Kosmač, T.; Zavašnik, J.; Abram, A.; Kocjan, A. TiN-Nanoparticulate-Reinforced ZrO2 for Electrical Discharge Machining. Materials 2019, 12, 2789. https://doi.org/10.3390/ma12172789
Lazar A, Kosmač T, Zavašnik J, Abram A, Kocjan A. TiN-Nanoparticulate-Reinforced ZrO2 for Electrical Discharge Machining. Materials. 2019; 12(17):2789. https://doi.org/10.3390/ma12172789
Chicago/Turabian StyleLazar, Ana, Tomaž Kosmač, Janez Zavašnik, Anže Abram, and Andraž Kocjan. 2019. "TiN-Nanoparticulate-Reinforced ZrO2 for Electrical Discharge Machining" Materials 12, no. 17: 2789. https://doi.org/10.3390/ma12172789
APA StyleLazar, A., Kosmač, T., Zavašnik, J., Abram, A., & Kocjan, A. (2019). TiN-Nanoparticulate-Reinforced ZrO2 for Electrical Discharge Machining. Materials, 12(17), 2789. https://doi.org/10.3390/ma12172789