Feasibility Evaluation of Preparing Asphalt Mixture with Low-Grade Aggregate, Rubber Asphalt and Desulphurization Gypsum Residues


Abstract
1. Introduction
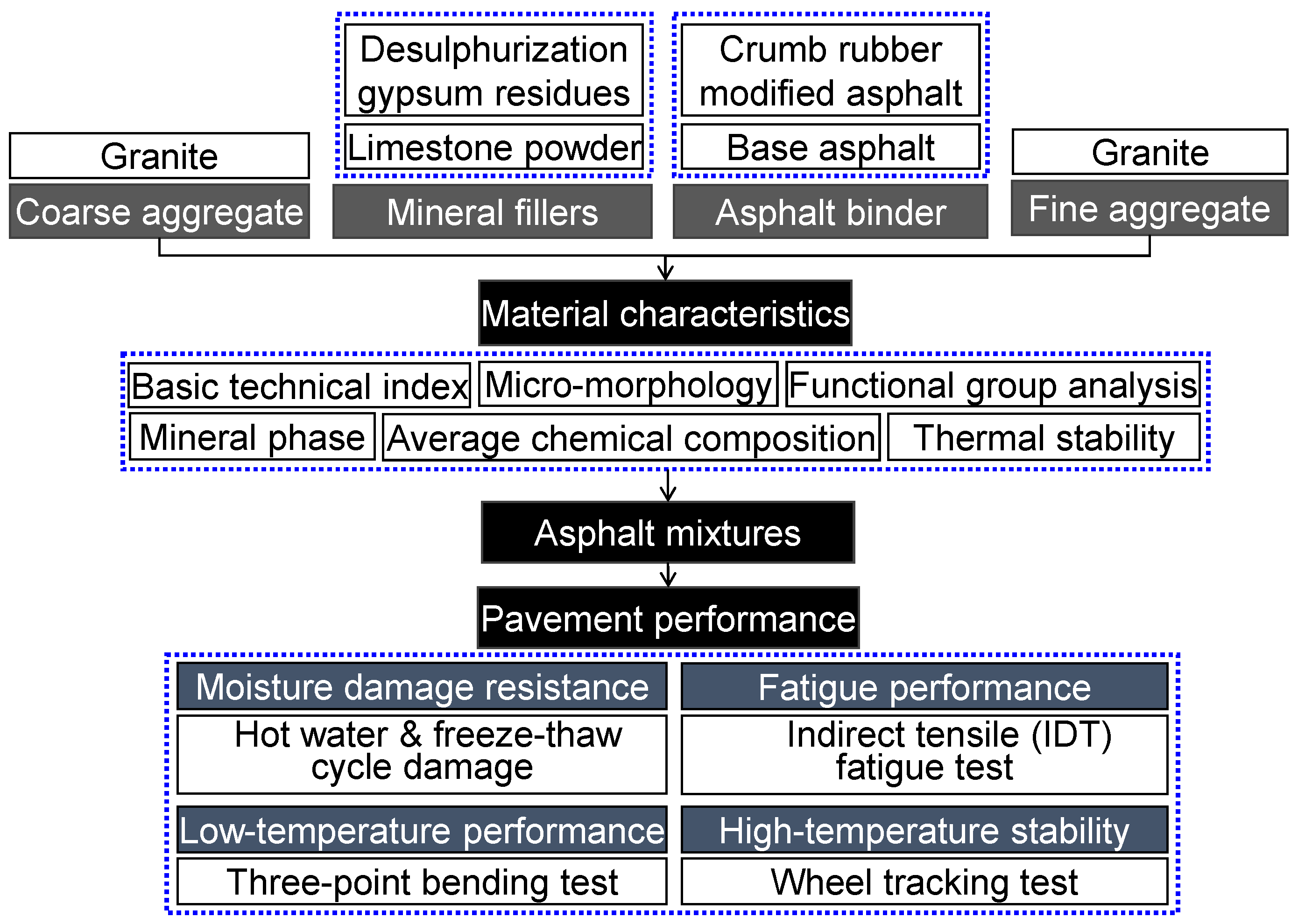
2. Materials and Research Methodologies
2.1. Materials
2.2. Research Methodologies
2.2.1. Technical Indexes and Material Characteristics of Raw Materials
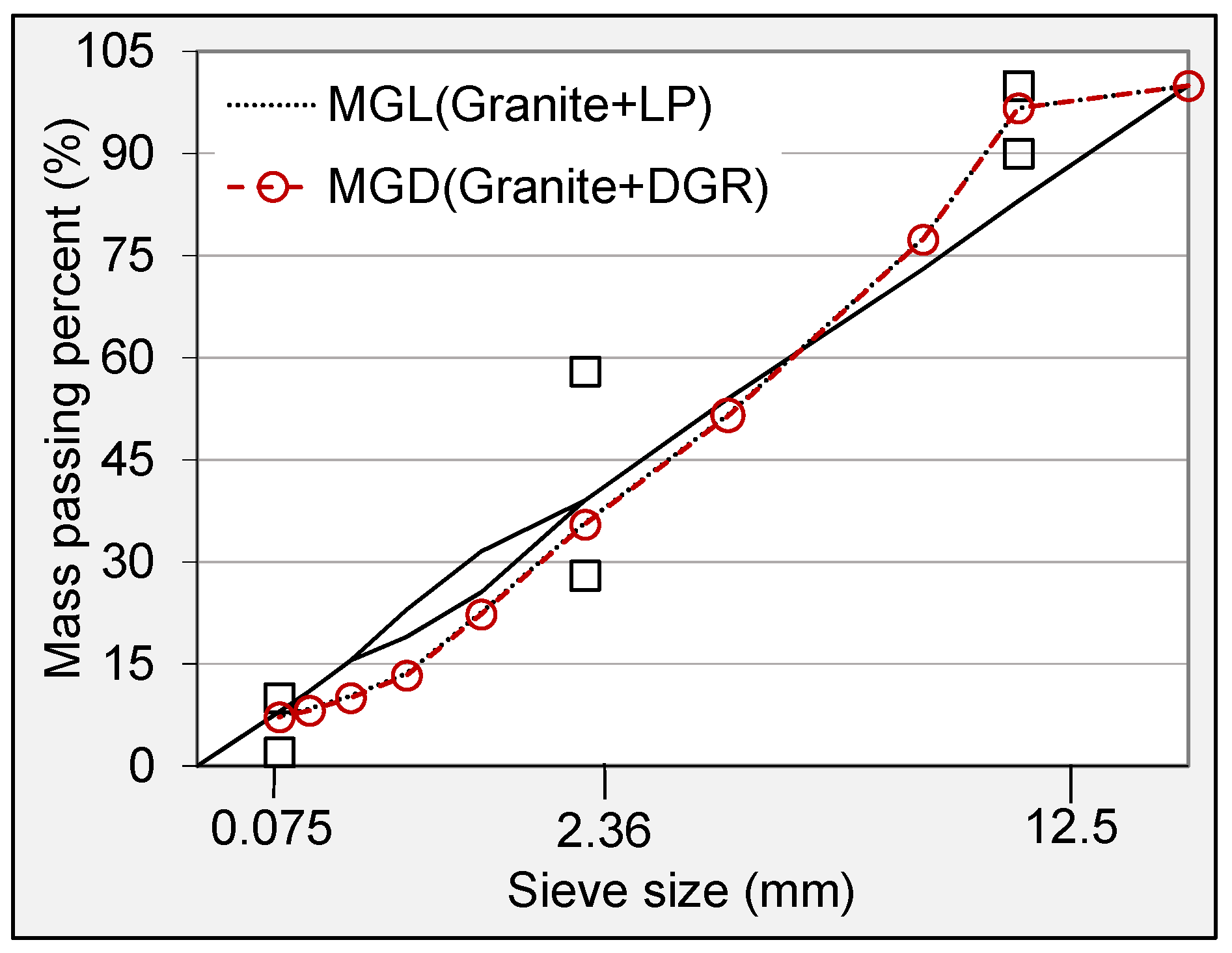
2.2.2. Design of Asphalt Mixtures
2.2.3. Performance Evaluation of Asphalt Mixtures
Moisture-Induced Damage Resistance
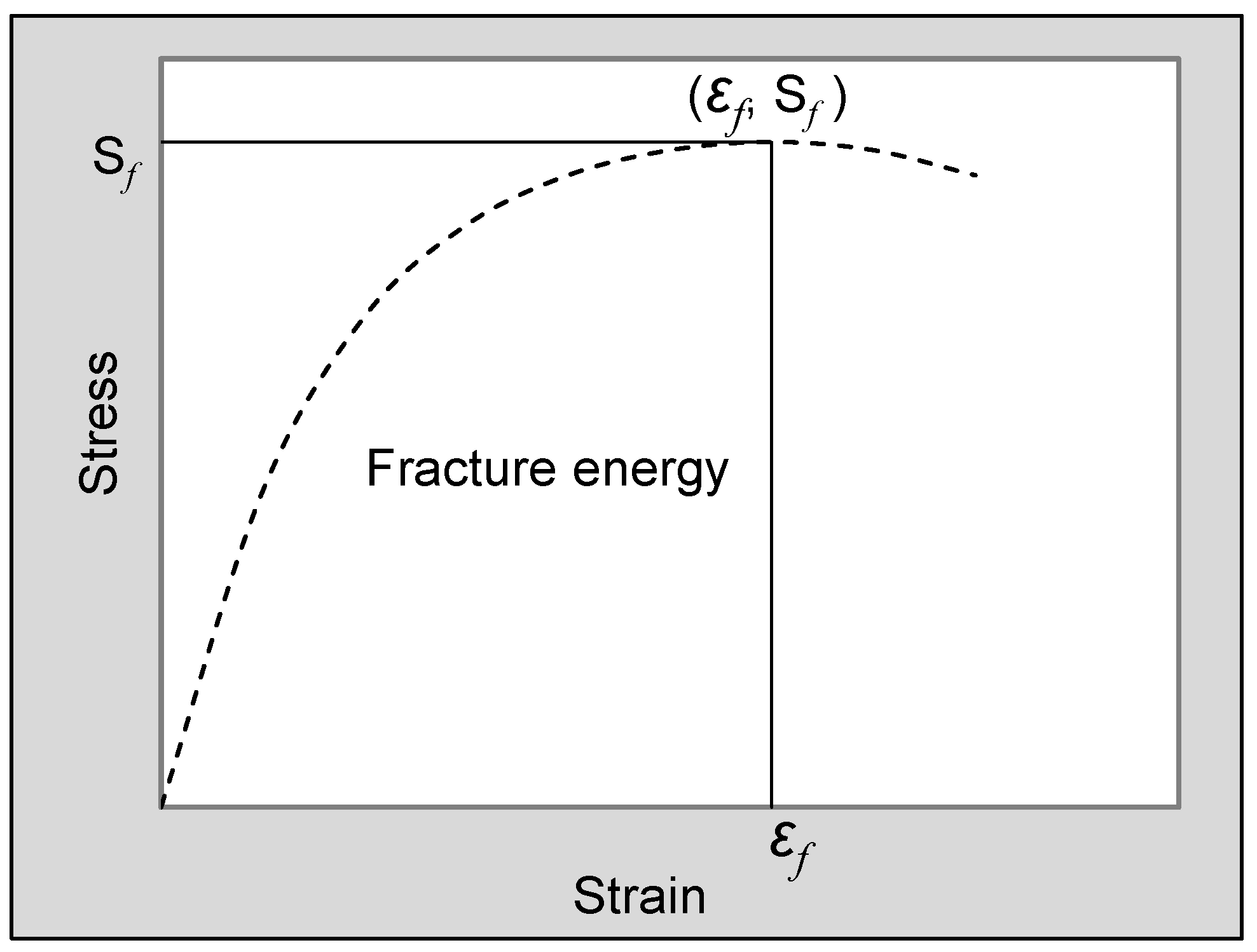
Low-Temperature Crack Resistance
High-Temperature Deformation Resistance
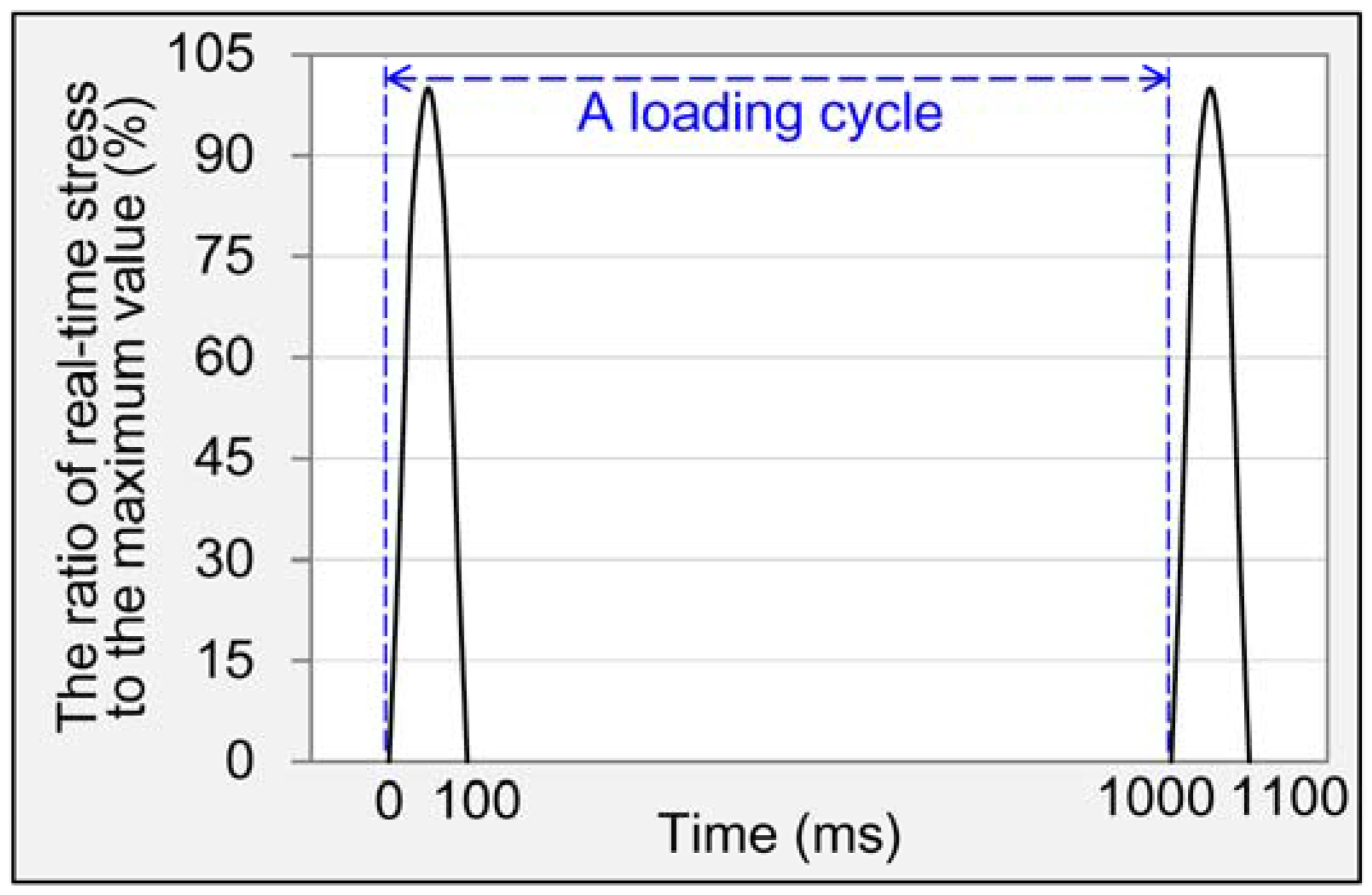
Fatigue Crack Resistance
3. Results and Discussions
3.1. Technical Properties and Material Characteristics of Raw Materials
3.1.1. Technical Properties
3.1.2. Material Characteristics
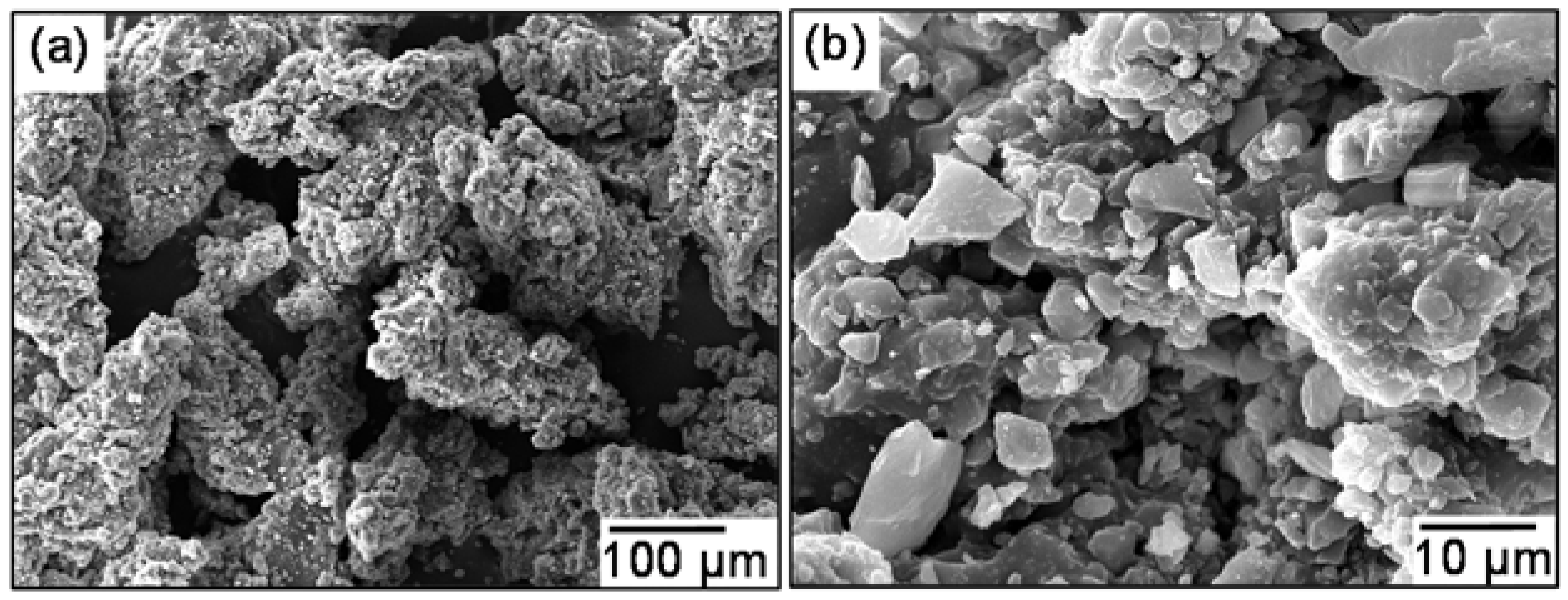
Granite Aggregate
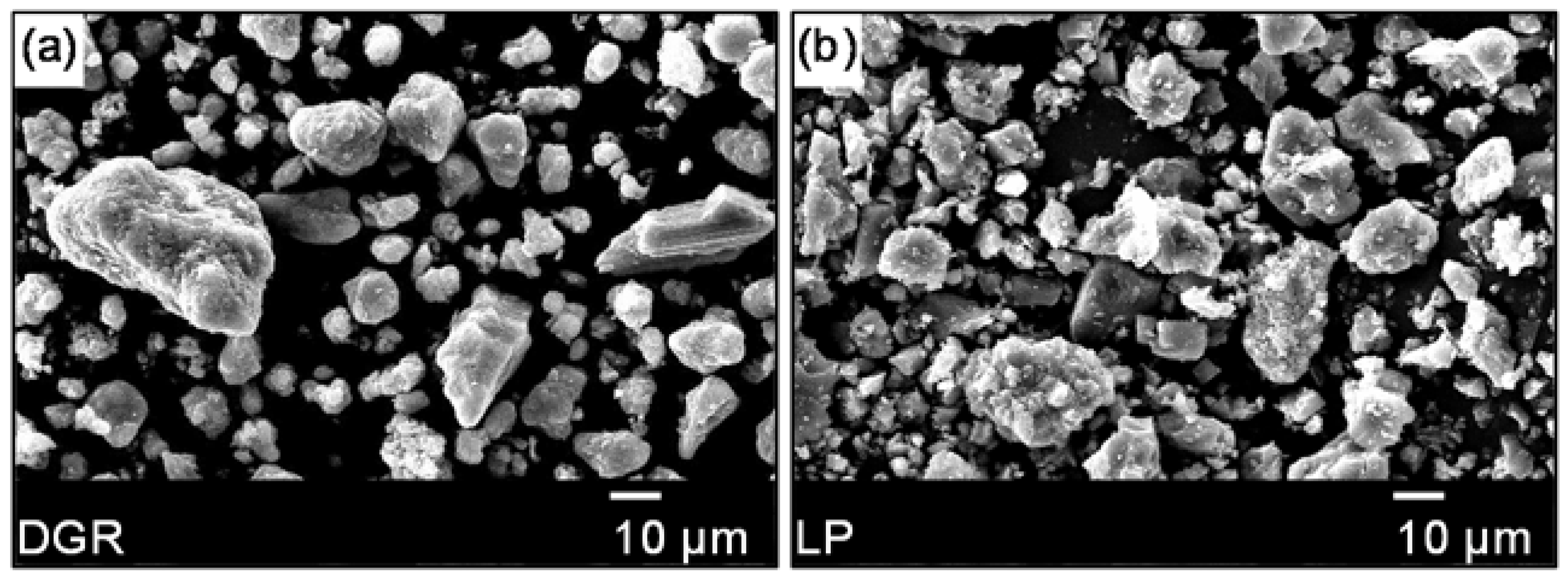
Fillers
Asphalt Binders
3.2. Asphalt Mixture and Its Pavement Performances
3.2.1. Design Results of Asphalt Mixtures
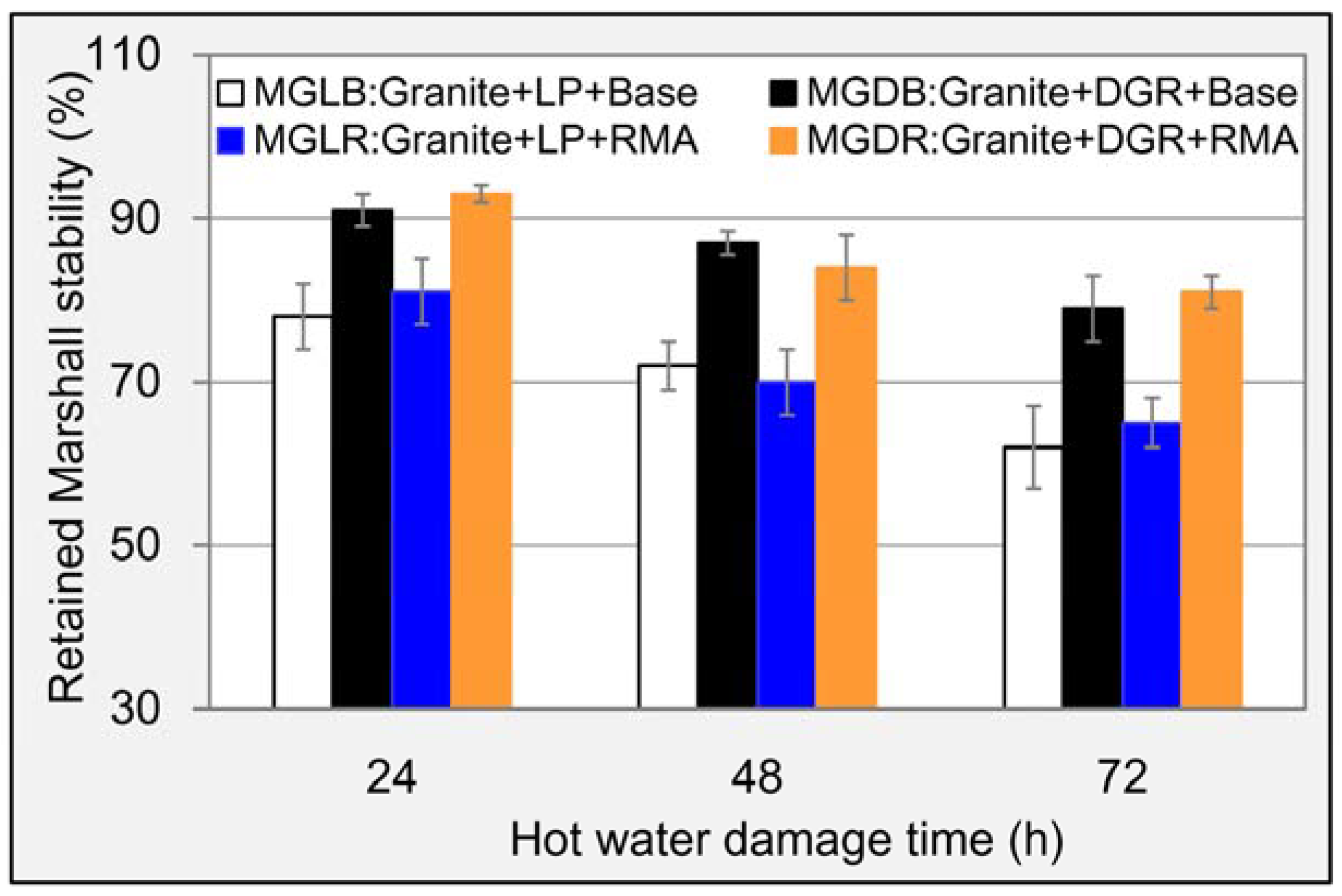
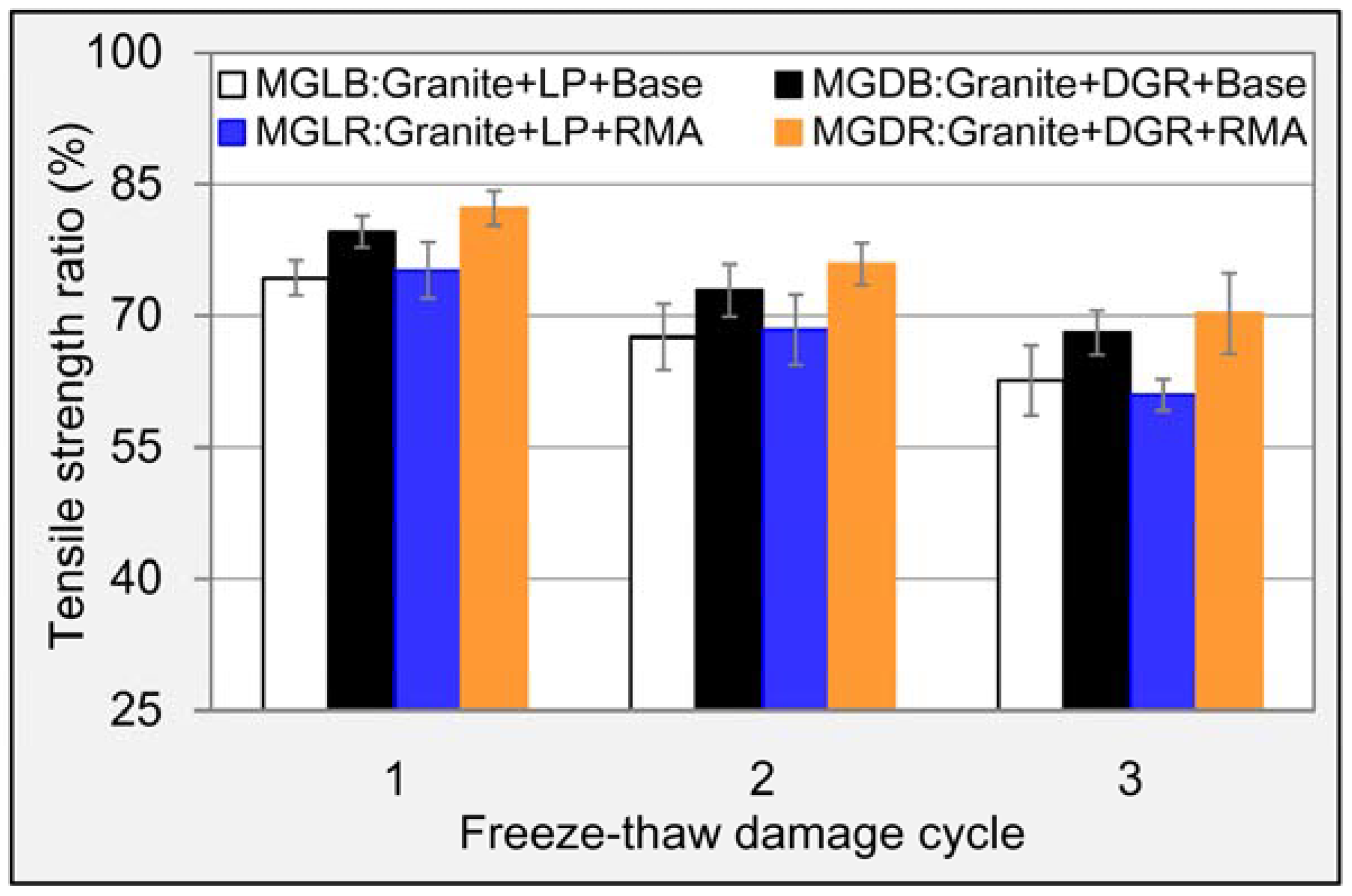
3.2.2. Moisture-Induced Damage Resistance
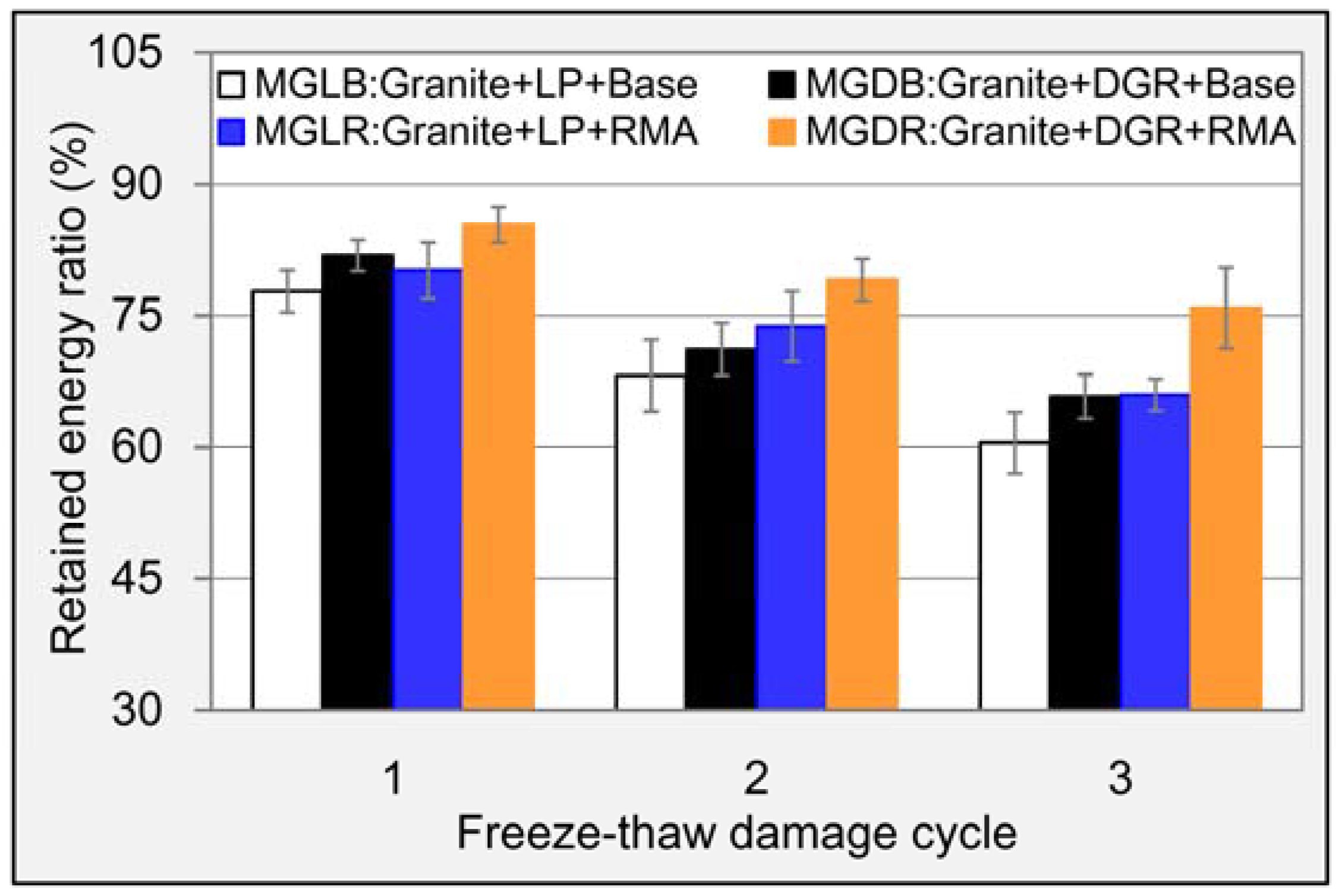
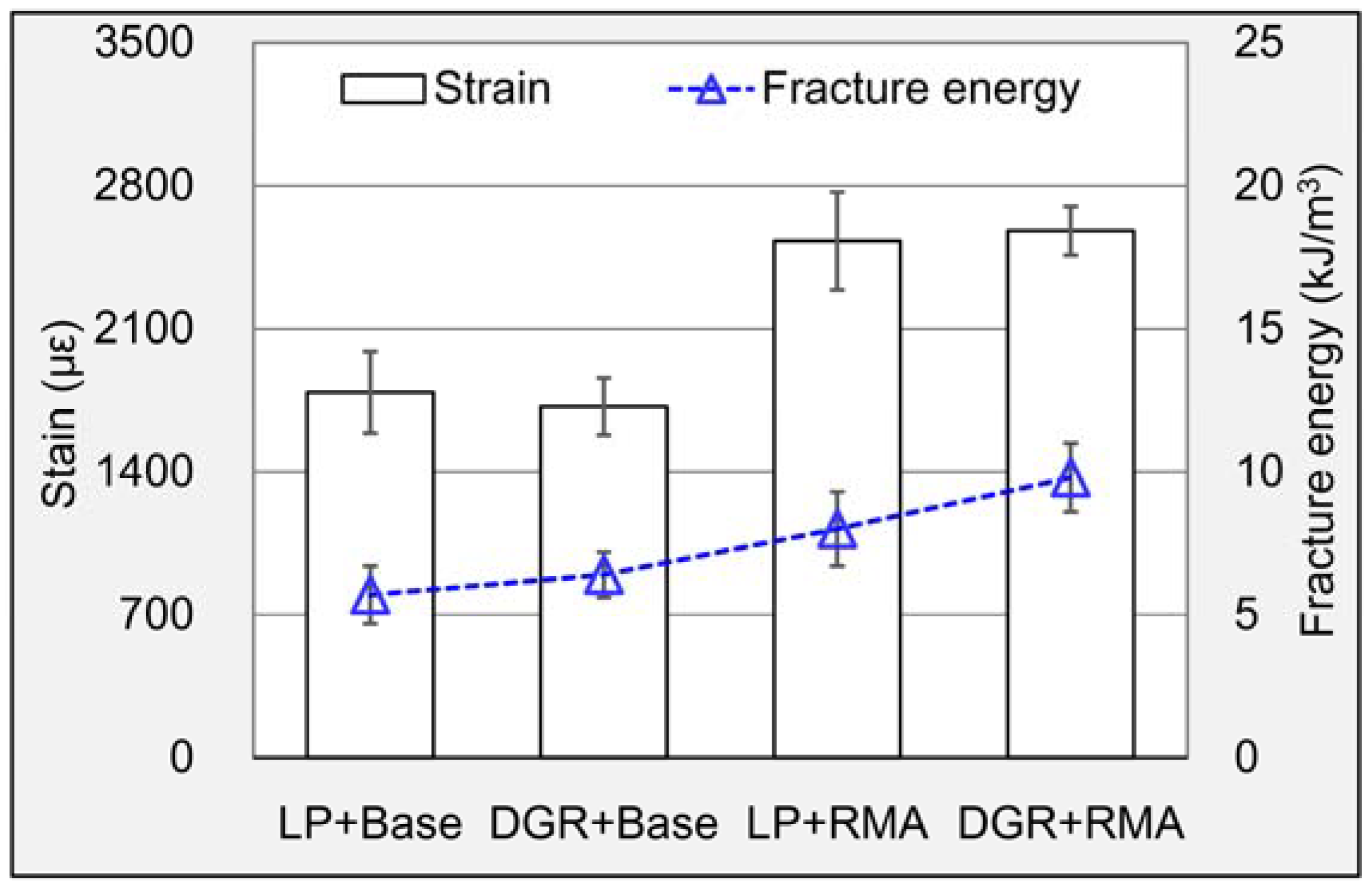
3.2.3. Low-Temperature Crack Resistance
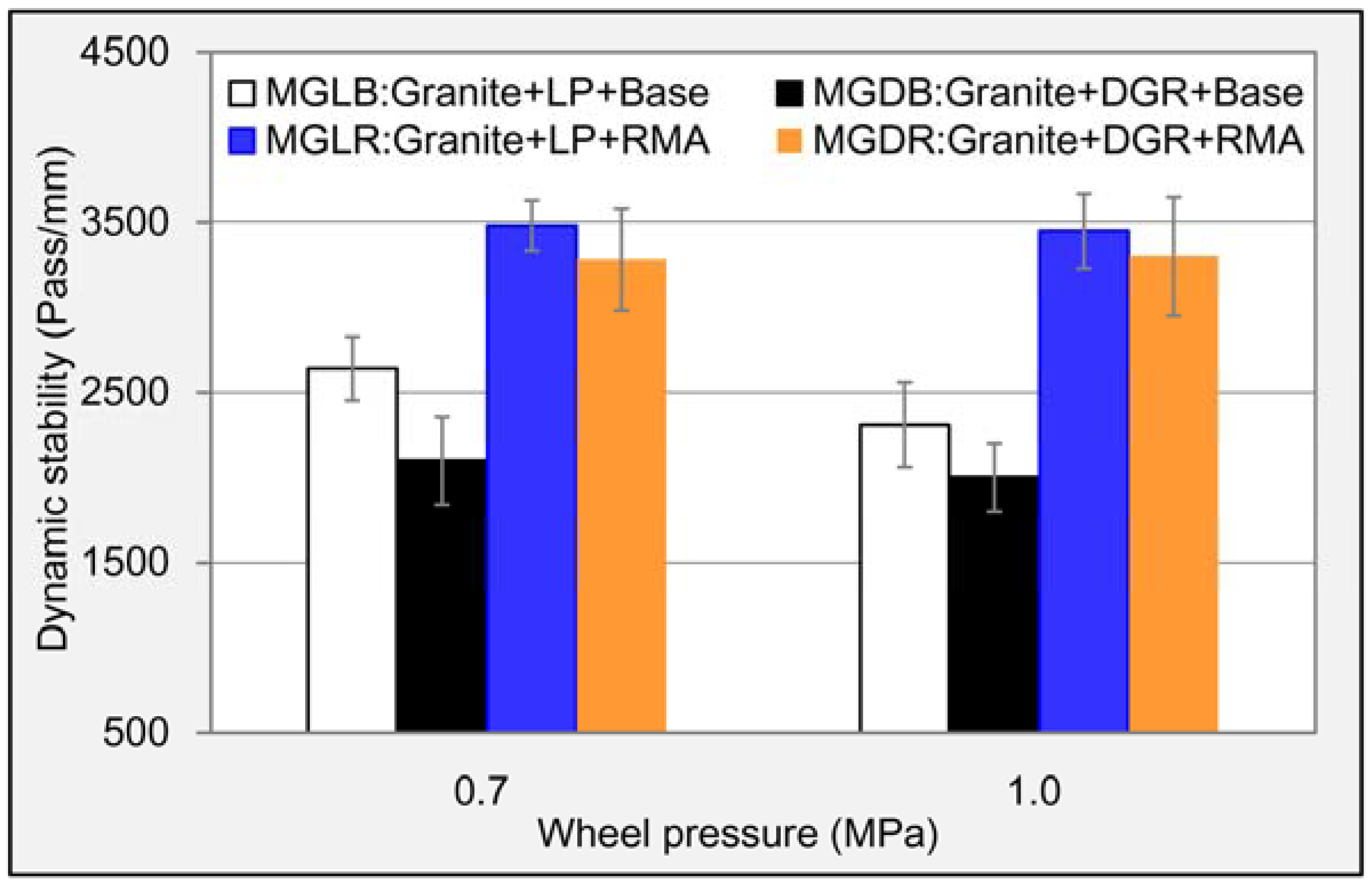
3.2.4. High-Temperature Deformation Resistance
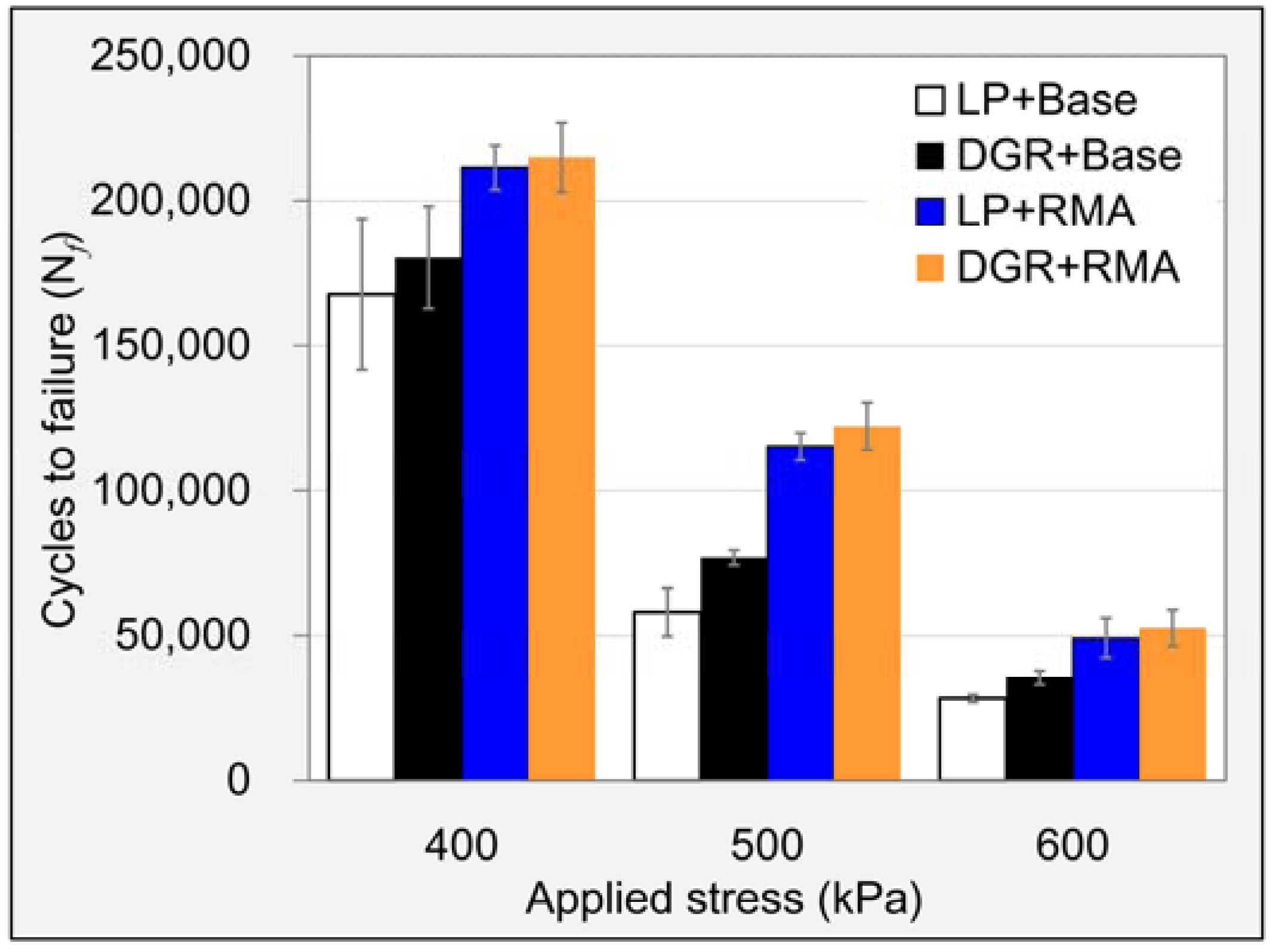
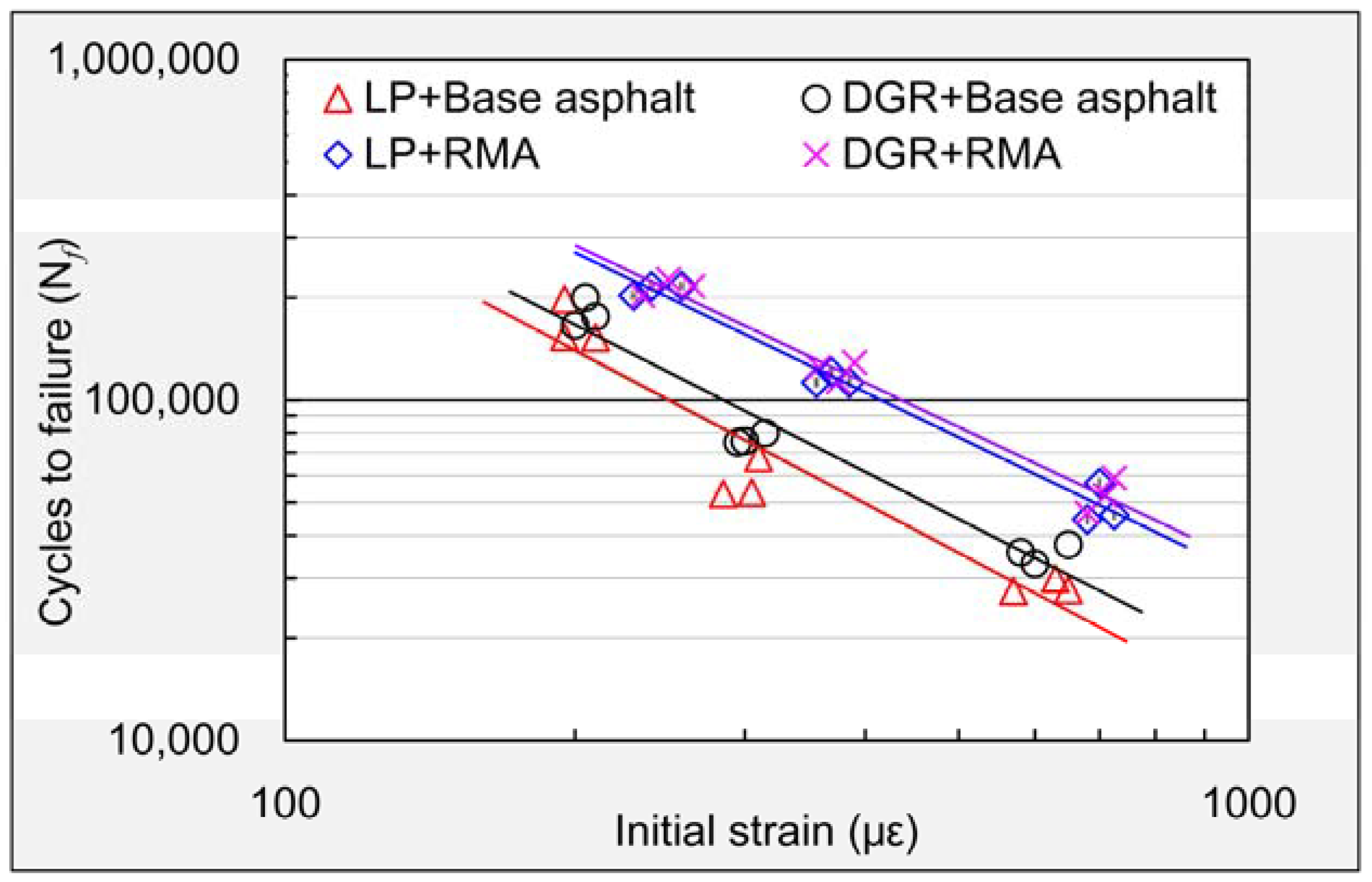
3.2.5. Fatigue Crack Resistance
4. Conclusions
- (1)
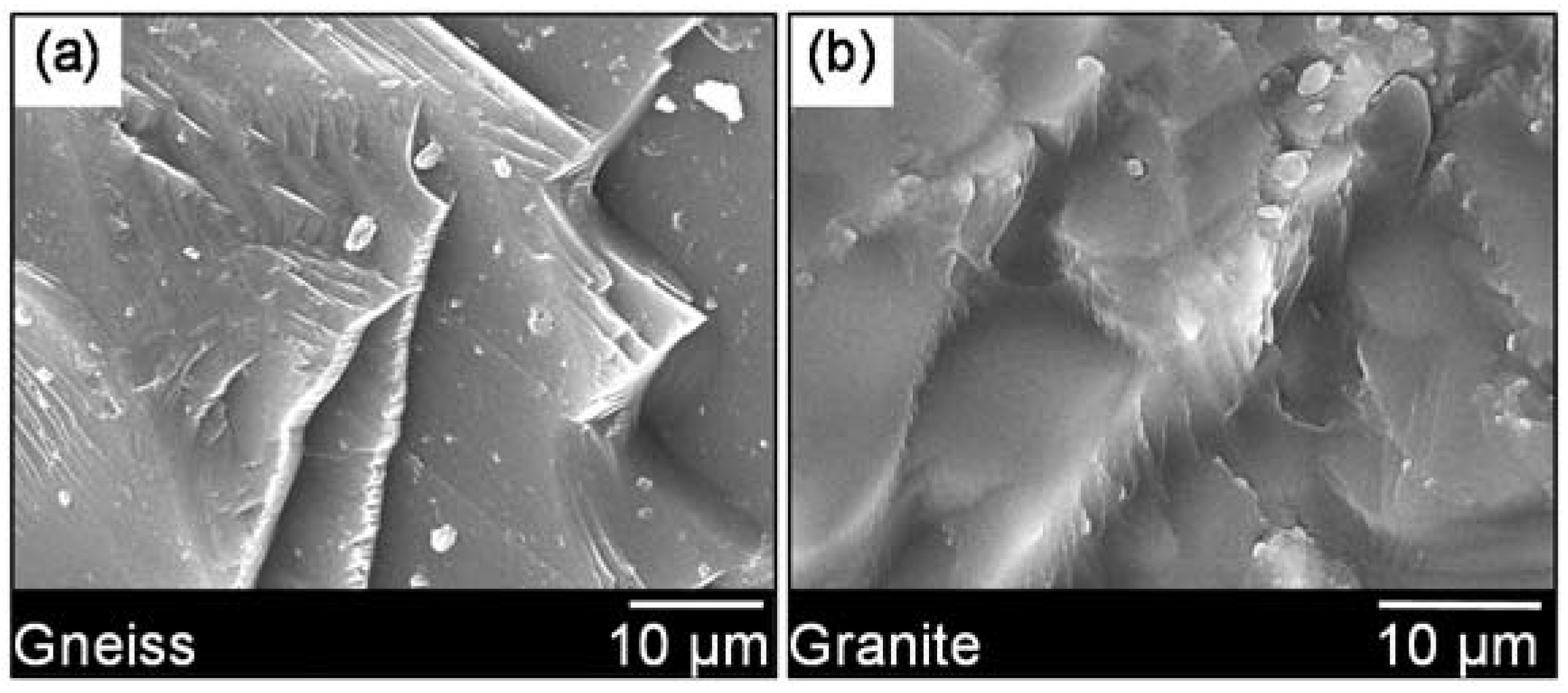
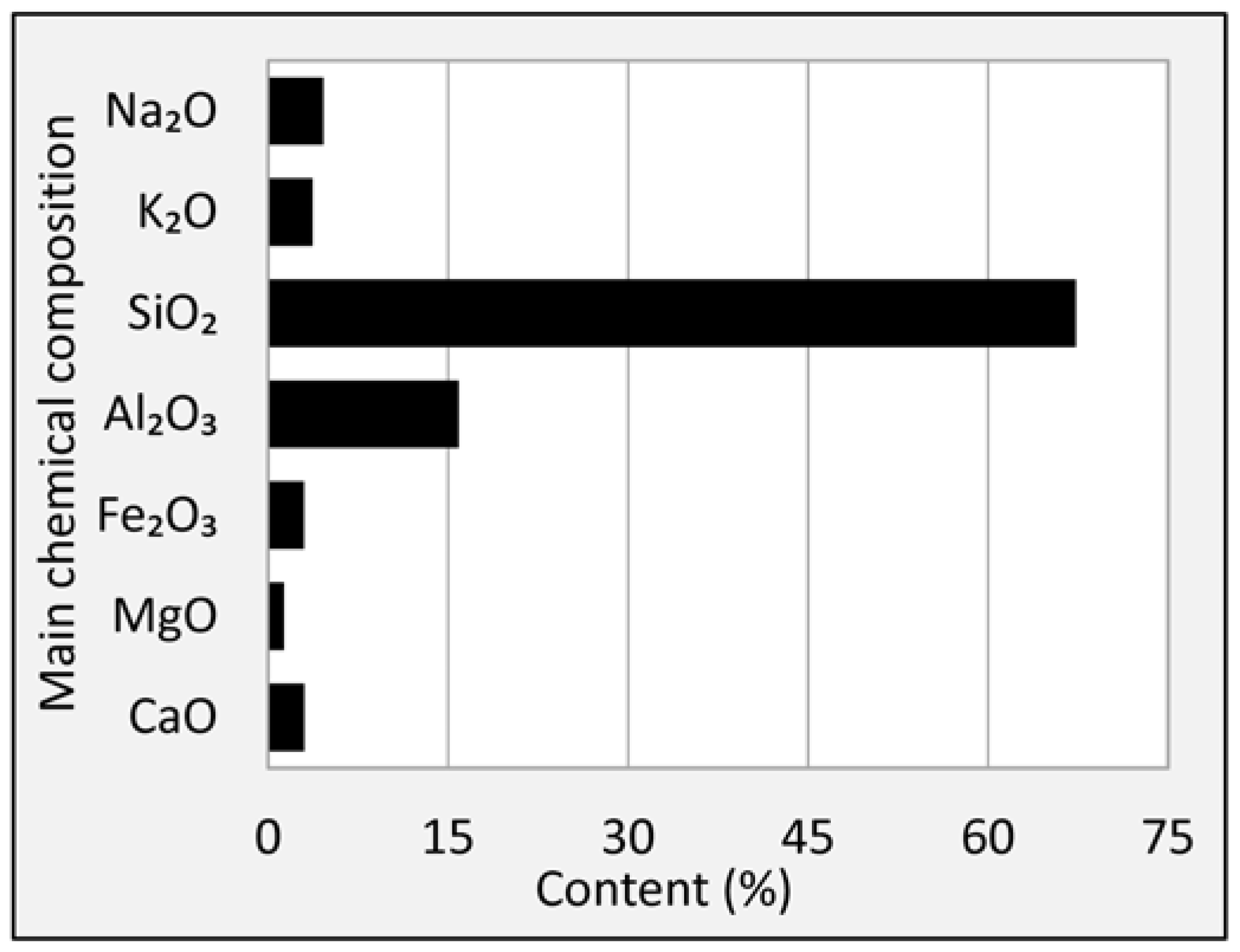
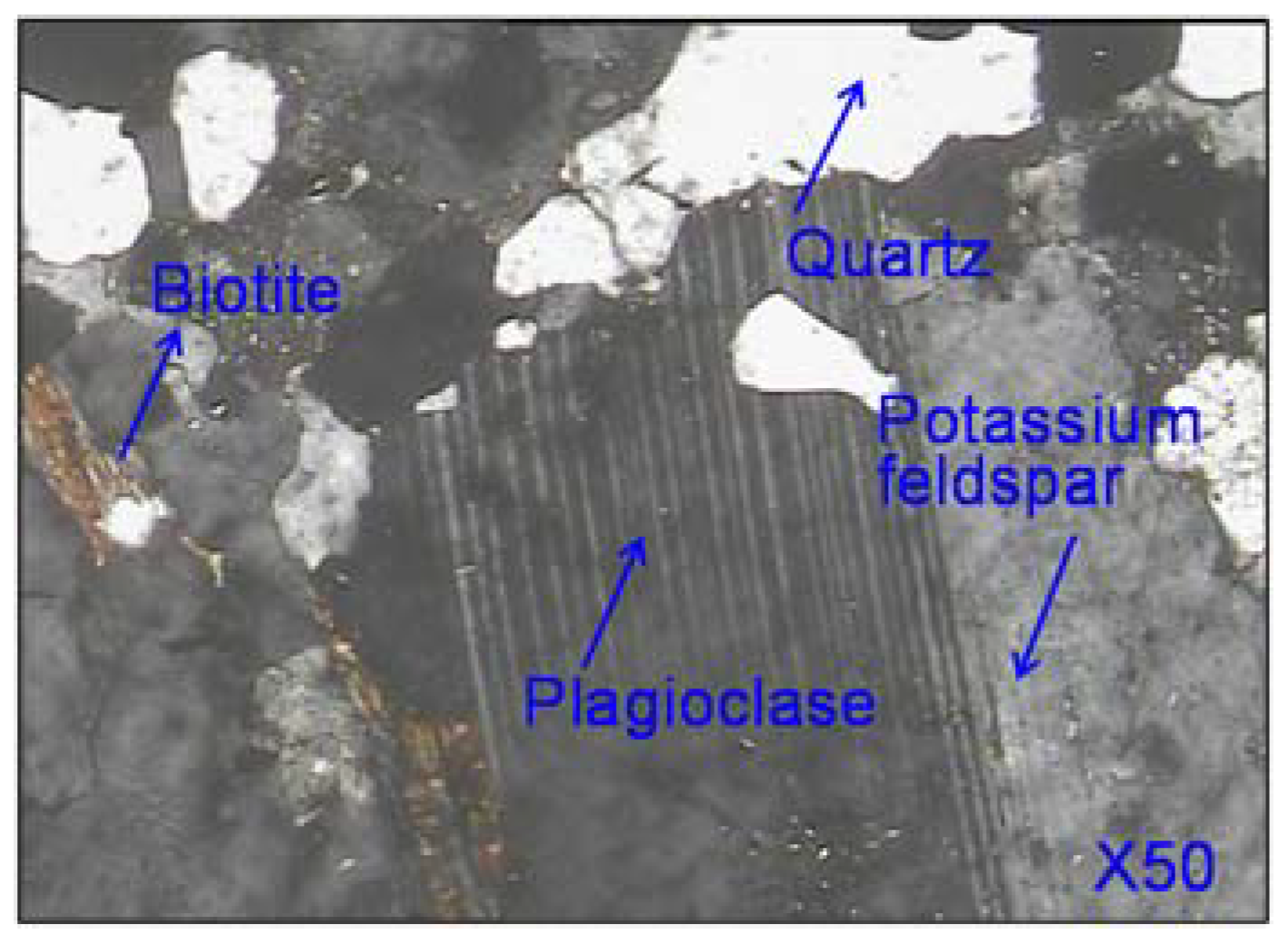
- Unlike the common acid gneiss aggregate with flat and layered surface texture, the surface of granite was very coarse and spur-and-gully. The quartz, plagioclase and potassium feldspar were the main mineral phases of granite, and they were responsible for the high content of SiO2 in granite;
- (2)
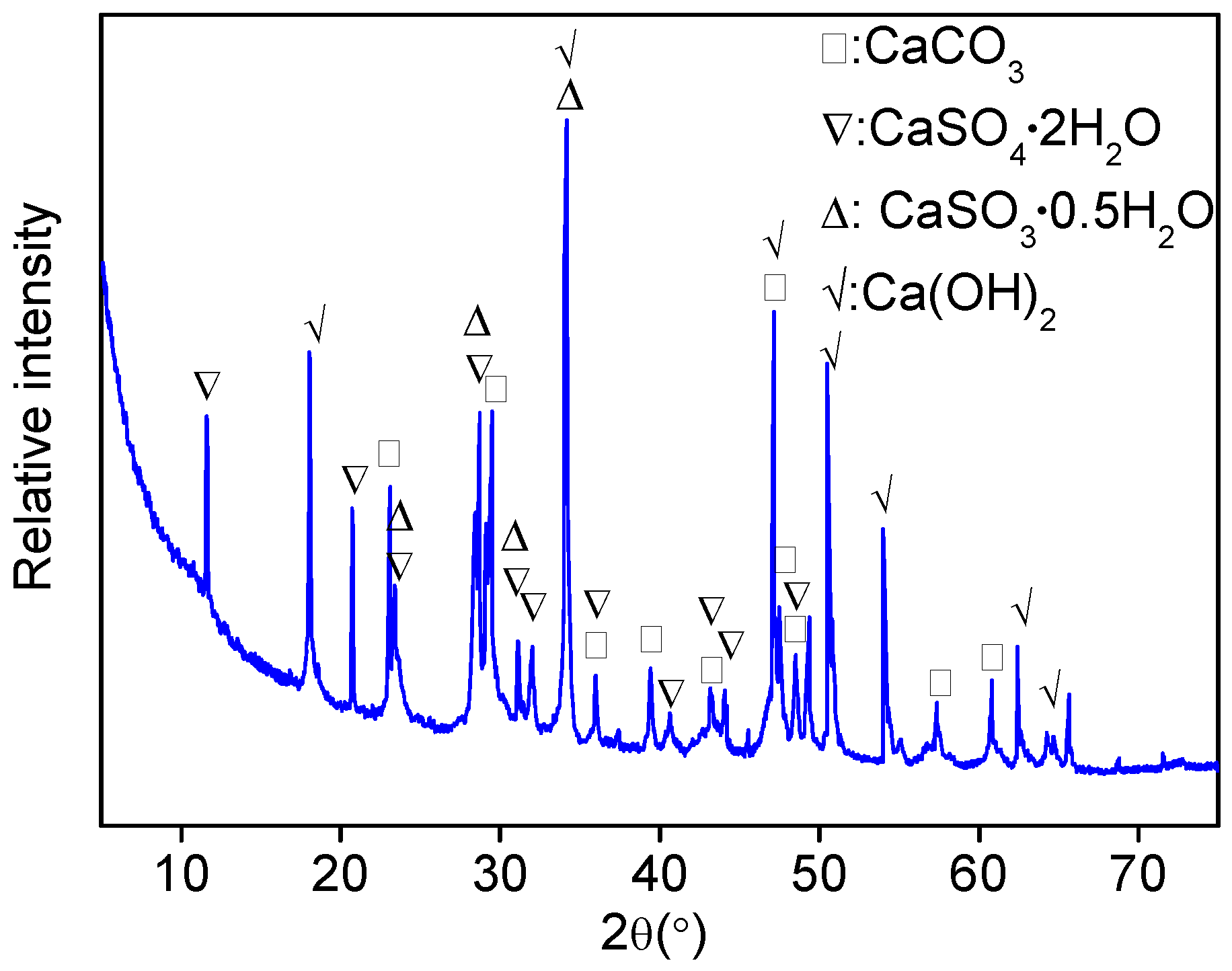
- The large amount of Ca(OH)2 from the excess absorbent of SO2 increased the percent of alkaline ingredients in DGR, which made DGR an potential modifier to enhance the bonding property of asphalt mixture system. The ellipsoid outline of DGR particles would increase the liquidity of mastic theoretically, which was not good for the high-temperature stability of asphalt mixture;
- (3)
- DGR made asphalt mixture easier to be compacted. RMA was just the opposite, it lowered the compatibility of asphalt mixture. The used content of RMA was larger than that of base asphalt binder, and this was due to the reduction of base asphalt percentage in RMA. Much more RMA was needed in order to fully wet the surface of mineral particles;
- (4)
- DGR showed a very positive role in strengthening the moisture-induced damage resistance, and the combination of DGR and RMA even did better although the effect of RMA on the moisture stability of granite asphalt mixture was slight and erratic;
- (5)
- DGR significantly worsened the high-temperature deformation resistance of granite asphalt mixture, and the improvement of the high-temperature stability made by RMA was compelling. The combination of RMA and DGR can make up the weakness of DGR in terms of the high-temperature performance of granite asphalt mixture;
- (6)
- DGR and RMA both showed an excellent ability to increase low-temperature crack resistance, fatigue life and the fatigue durability of granite asphalt mixture. The combined use of DGR and RMA in the granite asphalt mixture also performed much better than when they were used alone.
Author Contributions
Funding
Conflicts of Interest
References
- Huang, Y.; Bird, R.N.; Heidrich, O. A review of the use of recycled solid waste materials in asphalt pavements. Resour. Conserv. Recycl. 2007, 52, 58–73. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, S.; Xiao, Y.; Zeng, W.; Yi, M.; Wan, J. Effect of hydration and silicone resin on Basic Oxygen Furnace slag and its asphalt mixture. J. Clean. Prod. 2016, 112, 392–400. [Google Scholar] [CrossRef]
- Liu, P.; Hu, J.; Wang, D.; Oeser, M.; Alber, S.; Ressel, W.; Falla, G.C. Modelling and evaluation of aggregate morphology on asphalt compression behavior. Constr. Build. Mater. 2017, 133, 196–208. [Google Scholar] [CrossRef]
- Uzun, İ.; Terzi, S. Evaluation of andesite waste as mineral filler in asphaltic concrete mixture. Constr. Build. Mater. 2012, 31, 284–288. [Google Scholar] [CrossRef]
- Li, P.; Ding, Z.; Rao, W. Evaluation of deformation properties of asphalt mixture using aggregate slip test. Int. J. Pavement Eng. 2016, 17, 542–549. [Google Scholar] [CrossRef]
- Ahmedzade, P.; Sengoz, B. Evaluation of steel slag coarse aggregate in hot mix asphalt concrete. J. Hazard. Mater. 2009, 165, 300–305. [Google Scholar] [CrossRef] [PubMed]
- Pasetto, M.; Baldo, N. Influence of the aggregate skeleton design method on the permanent deformation resistance of stone mastic asphalt. Mater. Res. Innov. 2014. [Google Scholar] [CrossRef]
- Chen, Z.; Wu, S.; Wen, J.; Zhao, M.; Yi, M.; Wan, J. Utilization of gneiss coarse aggregate and steel slag fine aggregate in asphalt mixture. Constr. Build. Mater. 2015, 93, 911–918. [Google Scholar] [CrossRef]
- Wu, S.P.; Hu, D.M.; Pang, L.; Wang, H. Utilization of Gneiss in Asphalt Concrete Mixtures. Mater. Sci. Forum 2009, 620–622, 1–4. [Google Scholar] [CrossRef]
- Andrzejuk, W.; Barnathunek, D.; Siddique, R.; Zegardło, B.; Łagód, G. Application of Recycled Ceramic Aggregates for the Production of Mineral-Asphalt Mixtures. Materials 2018, 11, 658. [Google Scholar] [CrossRef] [PubMed]
- Wu, S.; Zhong, J.; Zhu, J.; Wang, D. Influence of demolition waste used as recycled aggregate on performance of asphalt mixture. Road Mater. Pavement 2013, 14, 679–688. [Google Scholar] [CrossRef]
- Gómez-Meijide, B.; Pérez, I. Effects of the use of construction and demolition waste aggregates in cold asphalt mixtures. Constr. Build. Mater. 2014, 51, 267–277. [Google Scholar] [CrossRef]
- Wu, S.; Xue, Y.; Ye, Q.; Chen, Y. Utilization of steel slag as aggregates for stone mastic asphalt (SMA) mixtures. Build. Environ. 2007, 42, 2580–2585. [Google Scholar] [CrossRef]
- Pasetto, M.; Baldo, N. Performance comparative analysis of stone mastic asphalts with electric arc furnace steel slag: A laboratory evaluation. Mater. Struct. 2012, 45, 411–424. [Google Scholar] [CrossRef]
- Chen, Z.; Jiao, Y.; Wu, S.; Tu, F. Moisture-induced damage resistance of asphalt mixture entirely composed of gneiss and steel slag. Constr. Build. Mater. 2018, 177, 332–341. [Google Scholar] [CrossRef]
- Chen, Z.W.; Wang, P.; Zhou, X.X.; Wu, S.P. Effect of Portland Cement on Moisture Resistance of Gneiss Based HMA. Key Eng. Mater. 2014, 599, 120–124. [Google Scholar] [CrossRef]
- Qu, X.; Liu, Q.; Wang, C.; Wang, D.; Oeser, M. Effect of Co-Production of Renewable Biomaterials on the Performance of Asphalt Binder in Macro and Micro Perspectives. Materials 2018, 11, 244. [Google Scholar] [CrossRef] [PubMed]
- Zeng, W.; Wu, S.; Pang, L.; Sun, Y.; Chen, Z. The Utilization of Graphene Oxide in Traditional Construction Materials: Asphalt. Materials 2017, 10, 48. [Google Scholar] [CrossRef] [PubMed]
- Cui, P.; Wu, S.; Li, F.; Xiao, Y.; Zhang, H. Investigation on Using SBS and Active Carbon Filler to Reduce the VOC Emission from Bituminous Materials. Materials 2014, 7, 6130–6143. [Google Scholar] [CrossRef] [PubMed]
- Cui, P.; Wu, S.; Xiao, Y.; Wan, M.; Cui, P. Inhibiting effect of Layered Double Hydroxides on the emissions of volatile organic compounds from bituminous materials. J. Clean. Prod. 2015, 108, 987–991. [Google Scholar] [CrossRef]
- Yao, H.; You, Z. Effectiveness of Micro- and Nanomaterials in Asphalt Mixtures through Dynamic Modulus and Rutting Tests. J. Nanomater. 2016. [Google Scholar] [CrossRef]
- Srivastava, R.K.; Jozewicz, W.; Singer, C. SO2 scrubbing technologies: A review. Environ. Prog. Sustain. Energy 2010, 20, 219–228. [Google Scholar] [CrossRef]
- Sienkiewicz, M.; Borzędowska-Labuda, K.; Zalewski, S.; Janik, H. The effect of tyre rubber grinding method on the rubber-asphalt binder properties. Constr. Build. Mater. 2017, 154, 144–154. [Google Scholar] [CrossRef]
- Sheng, Y.; Li, H.; Geng, J.; Tian, Y.; Li, Z.; Xiong, R. Production and Performance of Desulfurized Rubber Asphalt Binder. Int. J. Pavement Res. Technol. 2017, 10, 262–273. [Google Scholar] [CrossRef]
- Liu, S.; Cao, W.; Fang, J.; Shang, S. Variance analysis and performance evaluation of different crumb rubber modified (CRM) asphalt. Constr. Build. Mater. 2009, 23, 2701–2708. [Google Scholar] [CrossRef]
- Wang, H.; Dang, Z.; Li, L.; You, Z. Analysis on fatigue crack growth laws for crumb rubber modified (CRM) asphalt mixture. Constr. Build. Mater. 2013, 47, 1342–1349. [Google Scholar] [CrossRef]
- Zhang, L.; Xing, C.; Gao, F.; Li, T.S.; Tan, Y.Q. Using DSR and MSCR tests to characterize high temperature performance of different rubber modified asphalt. Constr. Build. Mater. 2016, 127, 466–474. [Google Scholar] [CrossRef]
- Ding, X.; Ma, T.; Zhang, W.; Zhang, D. Experimental study of stable crumb rubber asphalt and asphalt mixture. Constr. Build. Mater. 2017, 157, 975–981. [Google Scholar] [CrossRef]
- Standard Test Methods of Bitumen and Bituminous Mixtures for Highway Engineering; Ministry of Transport of the People’s Republic of China: Beijing, China, 2011; JTG E20. (In Chinese)
- Cantarino, M.V.; de Carvalho Filho, C.; Mansur, M.B. Selective removal of zinc from basic oxygen furnace sludges. Hydrometallurgy 2012, 111, 124–128. [Google Scholar] [CrossRef]
- AASHTO. Standard Test Method for Determining the Resilient Modulus of Bituminous Mixtures by Indirect Tension; AASHTO Designation: TP 31; American Association of State Highway and Transportation Officials: Washington, DC, USA, 1996. [Google Scholar]
- Technical Specifications for Construction Highway Asphalt Pavements; Ministry of Transport of the People’s Republic of China: Beijing, China, 2004; JTG F40. (In Chinese)
- Technical Code for Asphalt Rubber Pavement; Shanghai Construction and Traffic Committee: Shanghai, China, 2012; DG/TJ08-2109. (In Chinese)
- Groome, D.R. The Geochemistry of the Devonian Lavas of the Northern Lorne Plateau, Scotland. Mineral. Mag. 1974, 39, 621–640. [Google Scholar] [CrossRef]




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Mixtures | Coarse Aggregate | Fine Aggregate | Filler | Asphalt |
|---|---|---|---|---|
| MGLB | Granite | Granite | LP | Base asphalt |
| MGDB | Granite | Granite | DGR | Base asphalt |
| MGLR | Granite | Granite | LP | RMA |
| MGDR | Granite | Granite | DGR | RMA |
| Measured Index | Coarse Aggregate | Fine Aggregate | Requirements in China | ||
|---|---|---|---|---|---|
| Size Range (mm) | 19–9.5 | 9.5–4.75 | 4.75–2.36 | 2.36–0 | |
| Apparent specific gravity | 2.719 | 2.722 | 2.717 | 2.701 | ≥2.5 |
| Water absorption (%) | 0.4 | 0.6 | 0.6 | 1.1 | ≤2 |
| Flakiness and elongation (%) | 7.9 | 10.8 | NA | NA | ≤18 |
| Los Angeles abrasion (%) | 23.8 | 23.8 | 21.4 | NA | ≤30 |
| Crush value (%) | 19.9 | NA | NA | NA | ≤28 |
| Fine aggregate angularity (%) | NA | NA | NA | 51 | ≥30 |
| Sand equivalent (%) | NA | NA | NA | 66 | ≥60 |
| Measured Index | LP | DGR | Requirements in China | |
|---|---|---|---|---|
| Specific gravity (g/cm3) | 2.728 | 2.557 | ≥2.5 | |
| Percent passing (%) | 0.6 mm | 100 | 100 | 100 |
| 0.15 mm | 95.2 | 96.1 | 90–100 | |
| 0.075 mm | 87.1 | 90.3 | 75–100 | |
| Measured Index | Base Asphalt | RMA | Requirements in China | |
|---|---|---|---|---|
| Base Asphalt | RMA | |||
| Penetration (25 °C; 0.1 mm) | 68 | 46 | 60–80 | 30–60 |
| Ductility (base asphalt, 15 °C; RMA, 5 °C; cm) | 155 | 8.9 | ≥100 | ≥5 |
| Softening point (°C) | 47.2 | 70.1 | ≥46 | ≥60 |
| Elasticity resume (25 °C; %) | NA | 79 | NA | ≥60 |
| Filler | Content (%) | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| SiO2 | Al2O3 | CaO | Fe2O3 | MgO | K2O | SO3 | LoI | Others | |
| DGR | 0.41 | 0.22 | 59.88 | 0.61 | 1.12 | 0.67 | 20.21 | 14.91 | 1.97 |
| LP | 3.01 | 1.01 | 53.02 | 0.54 | 0.28 | 0.22 | 0.06 | 41.35 | 0.51 |
| Volumetric Property | Mixture Type | Design Requirement | |||
|---|---|---|---|---|---|
| MGLB | MGDB | MGLR | MGDR | ||
| Optimum asphalt content (%) | 5.0 | 5.0 | 5.4 | 5.4 | NA |
| Air voids (%) | 4.5 | 4.3 | 4.7 | 4.5 | 4–6 |
| Voids in mineral aggregate (%) | 14.1 | 13.8 | 15.4 | 15.1 | ≥13 |
| Voids filled with asphalt (%) | 69.5 | 68.8 | 69.5 | 70.2 | 65–75 |
| Mixture | Parameters | Fatigue Equation | Correlation Coefficient | |
|---|---|---|---|---|
| K | n | R2 | ||
| MGLB | 3.7 × 108 | −1.49 | Nf = 3.7 × 108(ε0)−1.49 | 0.95 |
| MGDB | 3.3 × 108 | −1.44 | Nf = 3.7 × 108(ε0)−1.44 | 0.90 |
| MGLR | 3.7 × 108 | −1.36 | Nf = 3.7 × 108(ε0)−1.36 | 0.97 |
| MGDR | 3.4 × 108 | −1.34 | Nf = 3.7 × 108(ε0)−1.34 | 0.98 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, X.; Zhang, B.; Chen, H.; Kuang, D. Feasibility Evaluation of Preparing Asphalt Mixture with Low-Grade Aggregate, Rubber Asphalt and Desulphurization Gypsum Residues. Materials 2018, 11, 1481. https://doi.org/10.3390/ma11081481
Zhang X, Zhang B, Chen H, Kuang D. Feasibility Evaluation of Preparing Asphalt Mixture with Low-Grade Aggregate, Rubber Asphalt and Desulphurization Gypsum Residues. Materials. 2018; 11(8):1481. https://doi.org/10.3390/ma11081481
Chicago/Turabian StyleZhang, Xiaoliang, Ben Zhang, Huaxin Chen, and Dongliang Kuang. 2018. "Feasibility Evaluation of Preparing Asphalt Mixture with Low-Grade Aggregate, Rubber Asphalt and Desulphurization Gypsum Residues" Materials 11, no. 8: 1481. https://doi.org/10.3390/ma11081481
APA StyleZhang, X., Zhang, B., Chen, H., & Kuang, D. (2018). Feasibility Evaluation of Preparing Asphalt Mixture with Low-Grade Aggregate, Rubber Asphalt and Desulphurization Gypsum Residues. Materials, 11(8), 1481. https://doi.org/10.3390/ma11081481