Algorithm for Customizing the Material Selection Process for Application in Power Engineering



Abstract
1. Introduction
2. Materials and Methods
2.1. Customization as a Tool for Sustainability
- Value proposition: materials and parts are influencing the value a producer delivers to the customer; this has to correspond to customer’s perception about the expected value like newness, performance, compliance with green-orientation risk reduction, and other perception factors.
- Key customer segments: customers’ perception of value forms his expectations and experience. Although mass produced goods still have their audience, customization becomes a key differential approach to market challengers. Their agility starts in the design phase by designing products with a high level of variety in using different materials. At the same time, more variety implies more complexity in the production phase but this seems to be a challenge which customer orientated business must cope with in order to stay competitive.
- Key resources and key partners: keeping in mind that materials and parts as resources in production processes must satisfy at least minimum technical requirements and appropriate substitutes can be identified using existing algorithms (e.g., Ashby maps). Relevant aspects considering recent disruptions put shorter time for delivery, supplier’s reliability, availability of materials, and traceable incoming distribution channels high in the requirements list. Together with customer orientation inputs, these aspects are becoming a part of exclusion criteria in terms of sustainability.
- Draft minimum technical requirements for materials and variable requirements projected by a customer’s needs in relation to their perception and preferences in a diversity of options by dealing with a variety of materials and parts;
- Forecast demand for materials needed to produce goods or deliver outputs;
- Ensure customization by achieving agility in production processes;
- Ensure continuity of production processes by diversifying the pool of suppliers at the lower end of the value chain;
- Create a short-list of reliable suppliers of original and substitute materials meeting minimum technical requirements;
- Apply exclusion criteria for creating a final list of appropriate suppliers.
2.2. Input Requirements for Material Selection
2.3. Proposed Method as the Selection Tool
- Instead of simply calculating thousands of numbers every time something is needed, the change of a and b in the performance index is reflected in the change of the slope of the existing map, so no further calculations are needed;
- Exact units or powers of the values of the variables are not needed, as they do not affect the slope of the logarithmic graph, which makes it much easier to work with.
2.4. Big Data Processing
2.4.1. The Term of Big Data
- Volume: the amount of data,
- Velocity: the speed of the data coming in or the speed of processed data,
- Variety: the heterogeneous data sources,
- Veracity: something true,
- Vocabulary: the language used to describe the desired outcome of an analysis and/or semantic searching and operations within a semantic space,
- Vagueness: interpretation issue with results being returned - more data doesn’t necessarily mean better or more accurate results,
- Viability: model’s ability to represent reality,
- Value: whatever is important to the client or user.
2.4.2. Big Data Analytics
2.5. Exclusion Criteria
3. Results of Testing the Algorithm
3.1. Requirements for Materials for Conductors/Poles
- good electrical conductivity,
- light weight,
- high mechanical strength,
- good processing capability,
- resistance to corrosion, damage and aging,
- low price.
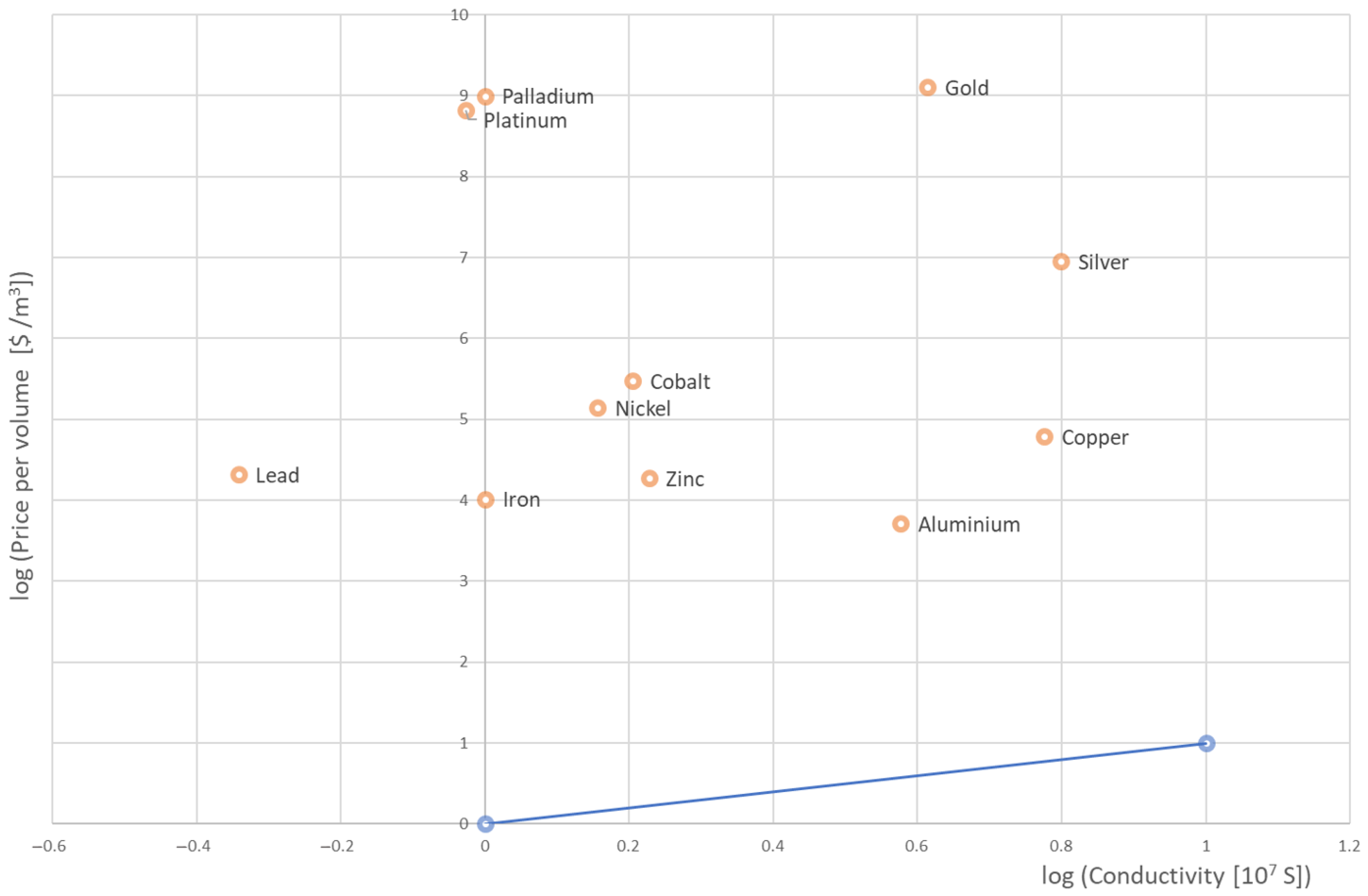
3.2. Example of Ashby Maps’ Application
- Minimize the price of the material and its resistance at once, without plotting density explicitly by P = p ∗ M, total price is price per mass multiplied by a mass, and the expression for minimization of mass and resistance is already derived, so only another multiplicative intensive factor is needed;
- Firstly determine the best materials purely on a technical basis, and then for those which are the best, consider the price etc.
- It gives a way to minimize the deflection for a given mass of the pole;
- It gives a way to minimize the product M2. δ
3.3. Exclusion Criteria Application
4. Discussion and Conclusions
- (A)
- Design phase: during the development of new products or during the creation of product variants when technical blue-prints, bill of materials (BOM) and assembly instructions are developed, a diversity of materials and parts increases the complexity of the process but at the same time allows the customization to happen. In this case the exclusion criteria should be set to minimum in order to create a greater pool of product variants.
- (B)
- Procurement phase: while relying on satisfying the minimum technical requirements, purchase agents can explore most exclusion criteria in order to keep cost of the production in an expectable range.
- (C)
- Production preparation phase: attributes concerning delivery time and quality of the materials and parts play an important role since they affect the production material requirement planning and the scheduling process.
- (D)
- Sales phase: while creating sales quotes, the variability of BOMs impacts the diversity and terms offered to customers which affect the sales order management.Other processes can benefit from the customization of the material selection process as well, but the greatest effects can be expected in A–D.
Author Contributions
Funding
Conflicts of Interest
References
- Chatterjee, P.; Chakraborty, S. Material selection using preferential ranking methods. Mater. Des. 2012, 35, 384–393. [Google Scholar] [CrossRef]
- Zhang, Q.; Hu, J.; Feng, J.; Liu, A. A novel multiple criteria decision making method for material selection based on GGPFWA operator. Mater. Des. 2020, 195. [Google Scholar] [CrossRef]
- Madhu, P.; Dhanalakshmi, C.S.; Mathew, M. Multi-criteria decision-making in the selection of a suitable biomass material for maximum bio-oil yield during pyrolysis. Fuel 2020, 277, 118109. [Google Scholar] [CrossRef]
- Nyamsi, S.N.; Lototskyy, M.; Tolj, I. Optimal Design of Combined Two-Tank Latent and Metal Hydrides-Based Thermochemical Heat Storage Systems for High-Temperature Waste Heat Recovery. Energies 2020, 13, 4216. [Google Scholar] [CrossRef]
- Desai, S.; Dean, C.; Desai, Y. Cyber-enabled concurrent material and process selection in a flexible design for manufacture paradigm. Int. J. Adv. Manuf. Technol. 2018, 97, 1719–1731. [Google Scholar] [CrossRef]
- Jahan, A.; Edwards, K.L. Multi-Criteria Decision Analysis for Supporting the Selection of Engineering Materials in Product Design; Butterworth-Heinemann: Oxford, UK, 2013; ISBN 9780080993867. [Google Scholar]
- Karabay, S. ACSS/TW aerial high-temperature bare conductors as a remedy for increasing transmission line capacity and determination of processing parameters for manufacturing. Mater. Des. 2009, 30, 816–825. [Google Scholar] [CrossRef]
- Yongping, L.; Yi, Z.; Pan, S.; Zhiyi, H.; Yang, N. Study on Section Stiffness, Poisson Ratio and Mechanism Characteristics of Large Cross-sectional Aluminum-steel Stranded Conductor. Energy Procedia 2012, 17, 843–850. [Google Scholar] [CrossRef][Green Version]
- Ma, Y.; Dai, Q.; Pang, W. Reliability Assessment of Electrical Grids Subjected to Wind Hazards and Ice Accretion with Concurrent Wind. J. Struct. Eng. 2020, 146. [Google Scholar] [CrossRef]
- Geldermann, J.; Treitz, M.; Rentz, O. Towards sustainable production networks. Int. J. Prod. Res. 2007, 45, 4207–4224. [Google Scholar] [CrossRef]
- Luo, Y.C.; Zhou, M.C.; Caudill, R.J. An integrated E-supply chain model for agile and environmentally conscious manufacturing. IEEE ASME Trans. Mechatron. 2001, 6, 377–386. [Google Scholar] [CrossRef]
- Rasi, R.E.; Sohanian, M. A multi-objective optimization model for sustainable supply chain network with using genetic algorithm. J. Model. Manag. 2020. [Google Scholar] [CrossRef]
- Medina-Gonzalez, S.; Graells, M.; Guillen-Gosalbez, G.; Espuna, A.; Puigjaner, L. Systematic approach for the design of sustainable supply chains under quality uncertainty. Energy Convers. Manag. 2017, 149, 722–737. [Google Scholar] [CrossRef]
- Mastrocinque, E.; Ramirez, F.J.; Honrubia-Escribano, A.; Pham, D.T. An AHP-based multi-criteria model for sustainable supply chain development in the renewable energy sector. Expert Syst. Appl. 2020, 150, 113321. [Google Scholar] [CrossRef]
- Mathiyazhagan, K.; Gnanavelbabu, A.; Prabhuraj, B.L. A sustainable assessment model for material selection in construction industries perspective using hybrid MCDM approaches. J. Adv. Manag. Res. 2019, 16, 234–259. [Google Scholar] [CrossRef]
- Vyhmeister, E.; Ruiz-Mercado, G.J.; Torres, A.I.; Posada, J.A. Optimization of multi-pathway production chains and multi-criteria decision-making through sustainability evaluation: A biojet fuel production case study. Clean Technol. Environ. Policy 2018, 20, 1697–1719. [Google Scholar] [CrossRef] [PubMed]
- Ashby, M.F.; Shercliff, H.; Cebon, D. Materials: Engineering, Science, Processing and Design, 2nd ed.; Butterworth Heinemann: Oxford, UK, 2010; ISBN 9781856178952. [Google Scholar]
- Ashby, M.F. Materials Selection in Mechanical Design, 3rd ed.; Butterworth Heinemann: Oxford, UK, 2005; ISBN 0750661682. [Google Scholar]
- Hosemann, P.; Frazer, D.; Fratoni, M.; Band, A.; Ashby, M.F. Materials selection for nuclear applications: Challenges and opportunities. Scr. Mater. 2018, 143, 181–187. [Google Scholar] [CrossRef]
- Pihir, I.; Tomičić-Pupek, K.; Tomičić Furjan, M. Digital Transformation Playground-Literature Review and Framework of Concepts. J. Inf. Organ. Sci. 2019, 43, 33–48. [Google Scholar] [CrossRef]
- Coursera MOOC: Digital Transformation. 2020. Available online: https://www.coursera.org/learn/bcg-uva-darden-digital-transformation/lecture/a7T8h/exponential-evolution-of-technology (accessed on 11 November 2020).
- Osterwalder, A.; Pigneur, Y. Business Model. Generation: A Handbook for Visionaries, Game Changers, and Challengers; John Wiley & Sons, Inc.: Hoboken, NJ, USA, 2010; ISBN 9780470876411. [Google Scholar]
- Business Process Model and Notation Specification Version 2.0. 2011. Available online: https://www.omg.org/spec/BPMN/2.0/About-BPMN/ (accessed on 12 October 2020).
- Bizagi-Digital Process Automation and BPM. 2019. Available online: https://www.bizagi.com/ (accessed on 14 November 2020).
- Pfeifer, M. (Ed.) Chapter 3—Selecting Materials. In Materials Enabled Designs; Butterworth-Heinemann: Oxford, UK, 2009; pp. 51–58. ISBN 9780750682879. [Google Scholar]
- Baesens, B. Analytics in a Big Data World: The Essential Guide to Data Science and Its Applications; John Wiley & Sons, Inc.: Hoboken, NI, USA, 2014; ISBN 9781118892749. [Google Scholar]
- Zhang, Y.; Huang, T. Big data analytics in smart grids: A review. Energy Inform. 2018, 1, 8. [Google Scholar] [CrossRef]
- Department of Materials Science and Metallurgy, University of Cambridge. Natural Sciences Tripos Part IA. In Course Material-Data Book; Granta Design: Cambridge, UK, 2018. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Criteria group | Examples of Criteria |
|---|---|
| Quality-related criteria |
|
| Risk-related criteria |
|
| Environment-related criteria |
|
| Cost-related criteria |
|
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tomičić-Pupek, K.; Srpak, I.; Havaš, L.; Srpak, D. Algorithm for Customizing the Material Selection Process for Application in Power Engineering. Energies 2020, 13, 6458. https://doi.org/10.3390/en13236458
Tomičić-Pupek K, Srpak I, Havaš L, Srpak D. Algorithm for Customizing the Material Selection Process for Application in Power Engineering. Energies. 2020; 13(23):6458. https://doi.org/10.3390/en13236458
Chicago/Turabian StyleTomičić-Pupek, Katarina, Ilija Srpak, Ladislav Havaš, and Dunja Srpak. 2020. "Algorithm for Customizing the Material Selection Process for Application in Power Engineering" Energies 13, no. 23: 6458. https://doi.org/10.3390/en13236458
APA StyleTomičić-Pupek, K., Srpak, I., Havaš, L., & Srpak, D. (2020). Algorithm for Customizing the Material Selection Process for Application in Power Engineering. Energies, 13(23), 6458. https://doi.org/10.3390/en13236458