Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Fiber Preparation
2.3. Composition Analysis of Fiber
2.4. Hot Water Pretreatment
2.5. Wet Disk Milling
2.6. Simultaneous Saccharification and Fermentation (SSF)
2.7. Determination of Total Phenol Concentration
2.8. Calculation of Ethanol Yield and Conversion Efficiency
2.9. Statistical Analysis
3. Results and Discussion
3.1. Composition Analysis of Fiber
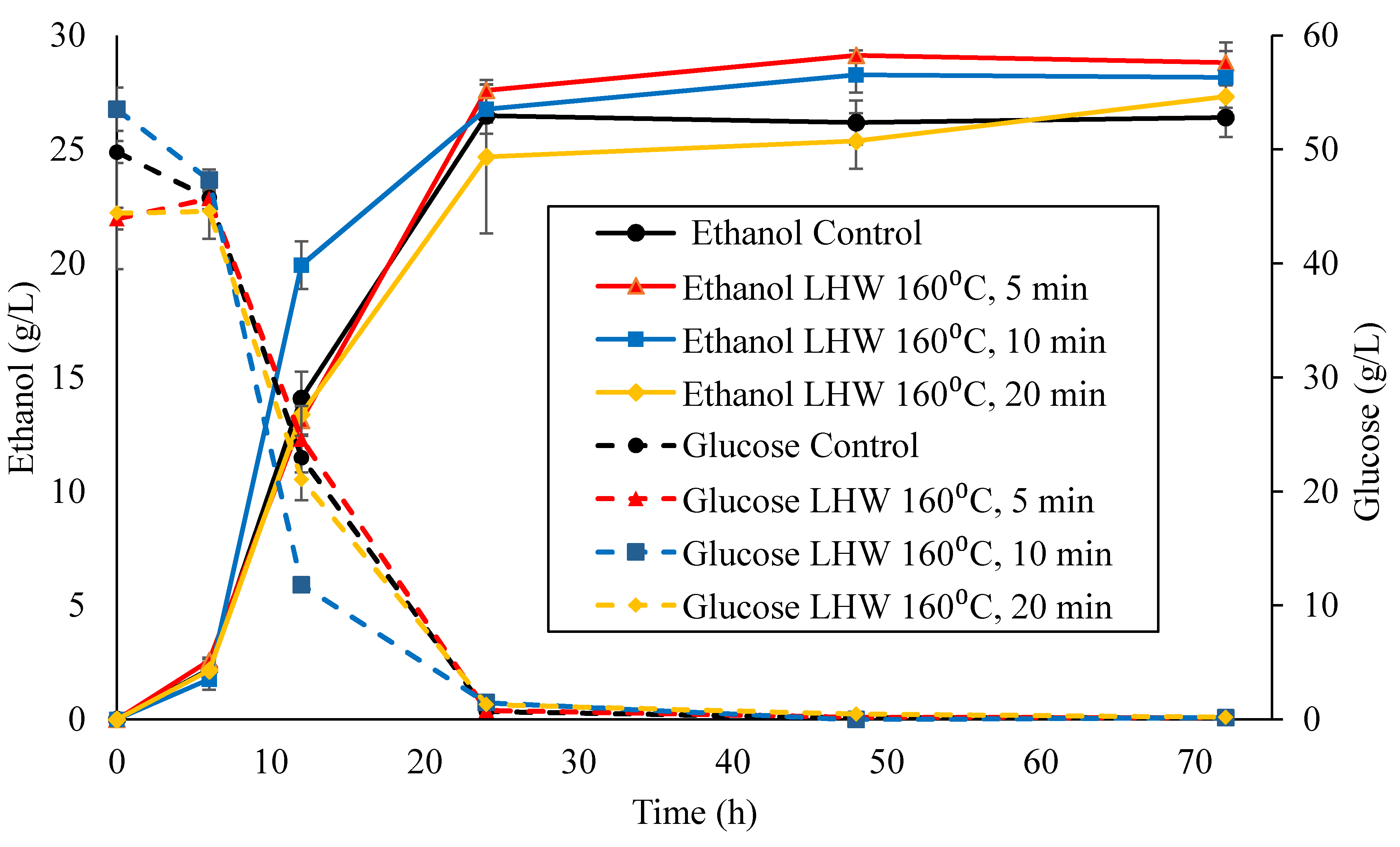
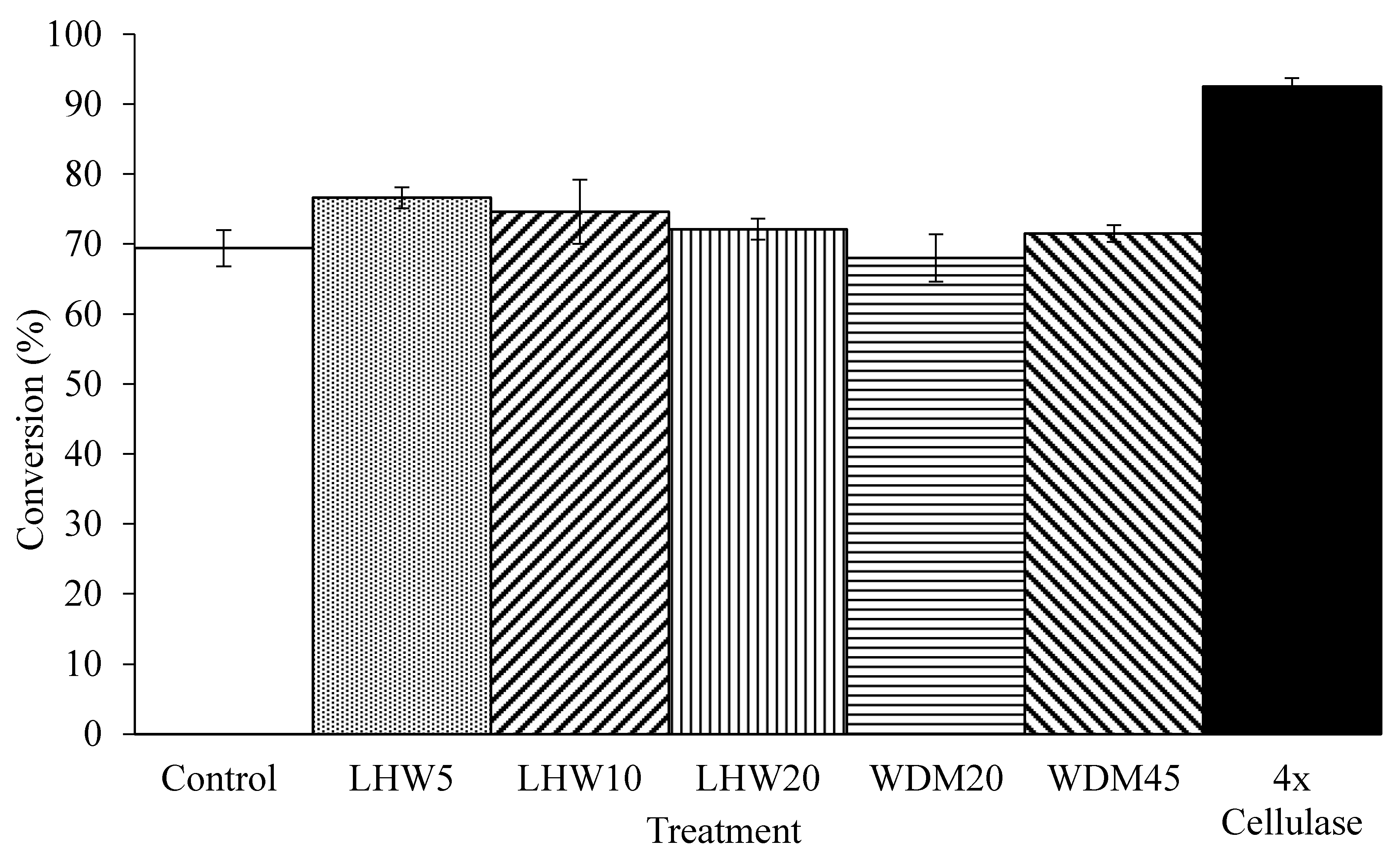
3.2. Effect of Hot Water Pretreatment on Fiber Conversion
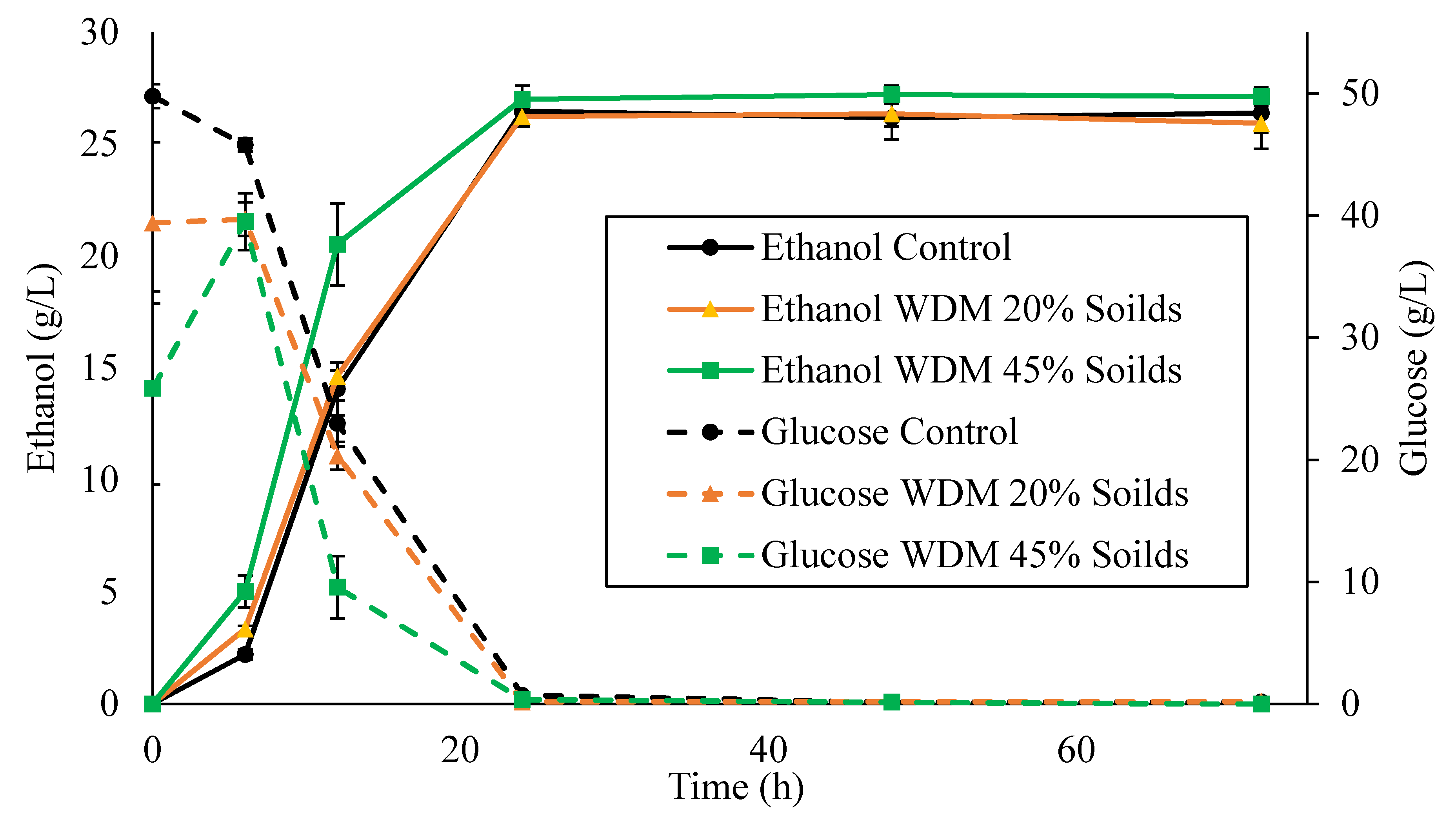
3.3. Effect of Disk Milling Pretreatment on Fiber Conversion
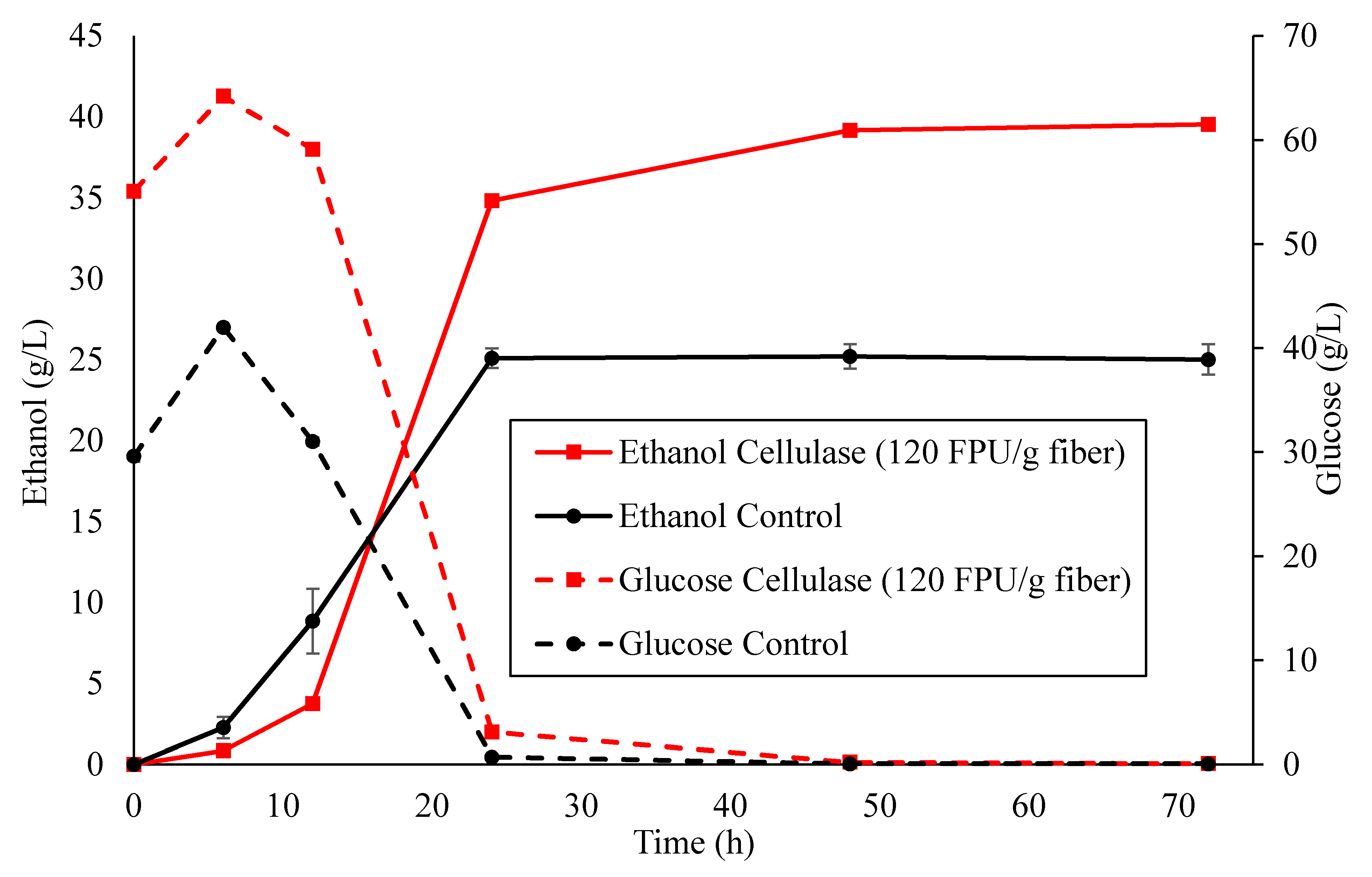
3.4. Effect of Excess Cellulase Addition on Untreated Fiber Conversion
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Rausch, K.D.; Belyea, R.L. The future of coproducts from corn processing. Appl. Biochem. Biotechnol. 2006, 128, 47–86. [Google Scholar] [CrossRef]
- Singh, V.; Johnston, D.B.; Naidu, K.; Rausch, K.D.; Belyea, R.L.; Tumbleson, M.E. Comparison of Modified Dry-Grind Corn Processes for Fermentation Characteristics and DDGS Composition. Cereal Chem. 2005, 82, 187–190. [Google Scholar] [CrossRef]
- Gáspár, M.; Kálmán, G.; Réczey, K. Corn fiber as a raw material for hemicellulose and ethanol production. Process Biochem. 2007, 42, 1135–1139. [Google Scholar] [CrossRef]
- Kim, S.M.; Li, S.; Pan, S.-C.; Ding, Y.; Basu, R.; van Egmond, P.; Singh, V. A whole stillage sieving process to recover fiber for cellulosic ethanol production. Ind. Crops Prod. 2016, 92, 271–276. [Google Scholar] [CrossRef]
- Grohmann, K.; Bothast, R.J. Saccharification of corn fibre by combined treatment with dilute sulphuric acid and enzymes. Process Biochem. 1997, 32, 405–415. [Google Scholar] [CrossRef]
- Li, C.; Rodríguez, L.F.; Khanna, M.; Spaulding, A.D.; Lin, T.; Eckhoff, S.R. An engineering and economic evaluation of quick germ–quick fiber process for dry-grind ethanol facilities: Model description and documentation. Bioresour. Technol. 2010, 101, 5275–5281. [Google Scholar] [CrossRef] [PubMed]
- Warner, E.; Schwab, A.; Bacovsky, D. 2016 Survey of Non-Starch Alcohol and Renewable Hydrocarbon Biofuels Producers; NREL/TP-6A10-67539; National Renewable Energy Laboratory: Golden, CO, USA, February 2017.
- Mosier, N.S.; Hendrickson, R.; Brewer, M.; Ho, N.; Sedlak, M.; Dreshel, R.; Welch, G.; Dien, B.S.; Aden, A.; Ladisch, M.R. Industrial scale-up of pH-controlled liquid hot water pretreatment of corn fiber for fuel ethanol production. Appl. Biochem. Biotechnol. 2005, 125, 77–97. [Google Scholar] [CrossRef]
- Weil, J.R.; Sarikaya, A.; Rau, S.-L.; Goetz, J.; Ladisch, C.M.; Brewer, M.; Hendrickson, R.; Ladisch, M.R. Pretreatment of corn fiber by pressure cooking in water. Appl. Biochem. Biotechnol. 1998, 73, 1–17. [Google Scholar] [CrossRef]
- Bals, B.; Dale, B.; Balan, V. Enzymatic Hydrolysis of Distiller’s Dry Grain and Solubles (DDGS) Using Ammonia Fiber Expansion Pretreatment. Energy Fuel 2006, 20, 2732–2736. [Google Scholar] [CrossRef]
- Dien, B.S.; Ximenes, E.A.; O’Bryan, P.J.; Moniruzzaman, M.; Li, X.L.; Balan, V.; Dale, B.; Cotta, M.A. Enzyme characterization for hydrolysis of AFEX and liquid hot-water pretreated distillers’ grains and their conversion to ethanol. Bioresour. Technol. 2008, 99, 5216–5225. [Google Scholar] [CrossRef] [PubMed]
- Lau, M.W.; Dale, B.E.; Balan, V. Ethanolic fermentation of hydrolysates from ammonia fiber expansion (AFEX) treated corn stover and distillers grain without detoxification and external nutrient supplementation. Biotechnol. Bioeng. 2008, 99, 529–539. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Hendrickson, R.; Mosier, N.S.; Ladisch, M.R.; Bals, B.; Balan, V.; Dale, B.E. Enzyme hydrolysis and ethanol fermentation of liquid hot water and AFEX pretreated distillers’ grains at high-solids loadings. Bioresour. Technol. 2008, 99, 5206–5215. [Google Scholar] [CrossRef] [PubMed]
- Kim, Y.; Hendrickson, R.; Mosier, N.S.; Ladisch, M.R.; Bals, B.; Balan, V.; Dale, B.E.; Dien, B.S.; Cotta, M.A. Effect of compositional variability of distillers’ grains on cellulosic ethanol production. Bioresour. Technol. 2010, 101, 5385–5393. [Google Scholar] [CrossRef] [PubMed]
- Xu, Y.; Hanna, M.A. Optimum conditions for dilute acid hydrolysis of hemicellulose in dried distillers grains with solubles. Ind. Crops Prod. 2010, 32, 511–517. [Google Scholar] [CrossRef]
- Kim, D.; Orrego, D.; Ximenes, E.A.; Ladisch, M.R. Cellulose conversion of corn pericarp without pretreatment. Bioresour. Technol. 2017, 245, 511–517. [Google Scholar] [CrossRef] [PubMed]
- Dien, B.S.; Nagle, N.; Hicks, K.B.; Singh, V.; Moreau, R.A.; Tucker, M.P.; Nichols, N.N.; Johnston, D.B.; Cotta, M.A.; Nguyen, Q.; et al. Fermentation of “Quick Fiber” produced from a modified corn-milling process into ethanol and recovery of corn fiber oil. Appl. Biochem. Biotechnol. 2004, 115, 937–949. [Google Scholar] [CrossRef]
- Dien, B.S.; Johnston, D.B.; Hicks, K.B.; Cotta, M.A.; Singh, V. Hydrolysis and Fermentation of Pericarp and Endosperm Fibers Recovered from Enzymatic Corn Dry-Grind Process. Cereal Chem. 2005, 82, 616–620. [Google Scholar] [CrossRef]
- Kim, S.M.; Dien, B.S.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Improvement of sugar yields from corn stover using sequential hot water pretreatment and disk milling. Bioresour. Technol. 2016, 216, 706–713. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.M.; Tumbleson, M.E.; Rausch, K.D.; Singh, V. Impact of disk milling on corn stover pretreated at commercial scale. Bioresour. Technol. 2017, 232, 297–303. [Google Scholar] [CrossRef] [PubMed]
- Hideno, A.; Inoue, H.; Tsukahara, K.; Fujimoto, S.; Minowa, T.; Inoue, S.; Endo, T.; Sawayama, S. Wet disk milling pretreatment without sulfuric acid for enzymatic hydrolysis of rice straw. Bioresour. Technol. 2009, 100, 2706–2711. [Google Scholar] [CrossRef] [PubMed]
- Hideno, A.; Inoue, H.; Yanagida, T.; Tsukahara, K.; Endo, T.; Sawayama, S. Combination of hot compressed water treatment and wet disk milling for high sugar recovery yield in enzymatic hydrolysis of rice straw. Bioresour. Technol. 2012, 104, 743–748. [Google Scholar] [CrossRef] [PubMed]
- da Silva, A.S.A.; Inoue, H.; Endo, T.; Yano, S.; Bon, E.P.S. Milling pretreatment of sugarcane bagasse and straw for enzymatic hydrolysis and ethanol fermentation. Bioresour. Technol. 2010, 101, 7402–7409. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.; Dien, B.S.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Fermentation of undetoxified sugarcane bagasse hydrolyzates using a two stage hydrothermal and mechanical refining pretreatment. Bioresour. Technol. 2018, 261, 313–321. [Google Scholar] [CrossRef] [PubMed]
- Zakaria, M.R.; Hirata, S.; Fujimoto, S.; Hassan, M.A. Combined pretreatment with hot compressed water and wet disk milling opened up oil palm biomass structure resulting in enhanced enzymatic digestibility. Bioresour. Technol. 2015, 193, 128–134. [Google Scholar] [CrossRef] [PubMed]
- Zakaria, M.R.; Norrrahim, M.N.F.; Hirata, S.; Hassan, M.A. Hydrothermal and wet disk milling pretreatment for high conversion of biosugars from oil palm mesocarp fiber. Bioresour. Technol. 2015, 181, 263–269. [Google Scholar] [CrossRef] [PubMed]
- Kim, S.M.; Dien, B.S.; Singh, V. Promise of combined hydrothermal/chemical and mechanical refining for pretreatment of woody and herbaceous biomass. Biotechnol. Biofuels 2016, 9, 97. [Google Scholar] [CrossRef] [PubMed]
- Juneja, A.; Kumar, D.; Singh, V. Germ soak water as nutrient source to improve fermentation of corn grits from modified corn dry grind process. Bioresour. Bioprocess. 2017, 4, 38. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Juneja, A.; Singh, V. Fermentation technology to improve productivity in dry grind corn process for bioethanol production. Fuel Process. Technol. 2018, 173, 66–74. [Google Scholar] [CrossRef]
- Dupont Industrial Biosciences, Spezyme RSL, DuPont Industrial Biosciences, Palo Alto, CA. 2012. Available online: http://www.dupont.com/content/dam/dupont/products-and-services/industrial-biotechnology/documents/DuPont-Spezyme-RSL-web-EN.pdf (accessed on 15 October 2018).
- Sluiter, A.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D. Determination of Extractives in Biomass; NREL/TP-510-42619; National Renewable Energy Laboratory: Golden, CO, USA, January 2008.
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocke, D. Determination of Structural Carbohydrates and Lignin in Biomass; NREL/TP-510-42618; National Renewable Energy Laboratory: Golden, CO, USA, January 2008.
- AACC International. Approved Methods of Analysis, Total Starch Assay Procedure (Megazyme Amyloglucosidase/alpha-Amylase Method); Method 76-13.01; AACC International: St. Paul, MN, USA, 1999. [Google Scholar]
- Bower, A.M.; Real Hernandez, L.M.; Berhow, M.A.; de Mejia, E.G. Bioactive Compounds from Culinary Herbs Inhibit a Molecular Target for Type 2 Diabetes Management, Dipeptidyl Peptidase IV. J. Agric. Food Chem. 2014, 62, 6147–6158. [Google Scholar] [CrossRef] [PubMed]
- Kumar, D.; Moy, K.; Singh, V. Ethanol yield calculation method—“An unaccounted factor” responsible for yield variations. In Proceedings of the 2017 ASABE Annual International Meeting, Spokane, WA, USA, 16–19 July 2017; p. 1. [Google Scholar]
- Kumar, D.; Murthy, G.S. Impact of pretreatment and downstream processing technologies on economics and energy in cellulosic ethanol production. Biotechnol. Biofuels 2011, 4, 27. [Google Scholar] [CrossRef] [PubMed]
- Kumar, R.; Tabatabaei, M.; Karimi, K.; Sárvári Horváth, I. Recent updates on lignocellulosic biomass derived ethanol—A review. Biofuel Res. J. 2016, 3, 347–356. [Google Scholar] [CrossRef]
- Yan, J.; Liu, S. Hot Water Pretreatment of Boreal Aspen Woodchips in a Pilot Scale Digester. Energies 2015, 8, 1166–1180. [Google Scholar] [CrossRef]
- Yan, J.; Joshee, N.; Liu, S. Utilization of Hardwood in Biorefinery: A Kinetic Interpretation of Pilot-Scale Hot-Water Pretreatment of Paulownia elongata Woodchips. J. Biobased Mater. Bioenergy 2016, 10, 339–348. [Google Scholar] [CrossRef]
- Ximenes, E.; Kim, Y.; Mosier, N.; Dien, B.; Ladisch, M. Deactivation of cellulases by phenols. Enzym. Microb. Technol. 2011, 48, 54–60. [Google Scholar] [CrossRef] [PubMed]
- Ximenes, E.; Kim, Y.; Mosier, N.; Dien, B.; Ladisch, M. Inhibition of cellulases by phenols. Enzym. Microb. Technol. 2010, 46, 170–176. [Google Scholar] [CrossRef]
- Saulnier, L.; Marot, C.; Elgorriaga, M.; Bonnin, E.; Thibault, J.F. Thermal and enzymatic treatments for the release of free ferulic acid from maize bran. Carbohydr. Polym. 2001, 45, 269–275. [Google Scholar] [CrossRef]
- Myat, L.; Ryu, G.H. Characteristics of destarched corn fiber extrudates for ethanol production. J. Cereal Sci. 2014, 60, 289–296. [Google Scholar] [CrossRef]
- Stenberg, K.; Bollók, M.; Réczey, K.; Galbe, M.; Zacchi, G. Effect of substrate and cellulase concentration on simultaneous saccharification and fermentation of steam-pretreated softwood for ethanol production. Biotechnol. Bioeng. 2000, 68, 204–210. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Pretreatment Conditions | Solids During Pretreatment | Cellulase Dose during SSF |
|---|---|---|---|
| Control | NA* | NA* | 30 FPU/g fiber |
| LHW5 | Liquid hot water pretreatment at 160 °C for 5 min | 20% w/w | 30 FPU/g fiber |
| LHW10 | Liquid hot water pretreatment at 160 °C for 10 min | 20% w/w | 30 FPU/g fiber |
| LHW20 | Liquid hot water pretreatment at 160 °C for 20 min | 20% w/w | 30 FPU/g fiber |
| WDM20 | Wet disk milling with 89 rpm disk speed and 3 cycles of disk milling | 20% w/w | 30 FPU/g fiber |
| WDM45 | Wet disk milling with 89 rpm disk speed and 3 cycles of disk milling | 45% w/w | 30 FPU/g fiber |
| 4x cellulase | NA* | NA* | 120 FPU/g fiber |
| Component | Composition (% w/w Dry Basis) | |
|---|---|---|
| Initial * | Extractive Free * | |
| Extractives | 62.1 ± 0.5 Starch (49.3 ± 0.2) Glucose (1.8 ± 0.1) Maltose (7.8 ± 0.2) | - |
| Glucan a | 10.8 ± 0.6 | 25.1 ± 1.7 |
| Xylan/Galactan | 5.7 ± 0.3 | 14.5 ± 0.7 |
| Arabinan | 4.8 ± 0.5 | 11.5 ± 1.2 |
| Acid Soluble Lignin | 5.9 ± 0.8 | 13.8 ± 1.8 |
| Acid Insoluble Lignin | 3.2 ± 0.1 | 7.5 ± 0.3 |
| Ash | 1.2 ± 0.1 | 3.1 ± 0.2 |
| Total | 93.7 | 75.5 |
| Treatment | Severity Factor (Log (R0)) | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total Phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|---|
| Control 1 | 0 | 69.4 ± 2.6a | 1.20 ± 0.03a | 0.35 ± 0.15a |
| LHW5 2 | 2.47 | 76.6 ± 1.5b | 1.34 ± 0.03b | 0.35 ± 0.02ab |
| LHW10 3 | 2.75 | 74.6 ± 4.6bc | 1.75 ± 0.05c | 0.46 ± 0.13abc |
| LHW20 4 | 3.07 | 72.1 ± 1.5abc | 2.25 ± 0.08d | 0.84 ± 0.29d |
| Treatment | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total Phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|
| Control 1 | 69.4 ± 2.6a | 1.20 ± 0.03a | 0.35 ± 0.15a |
| WDM20 2 | 68.0 ± 3.4a | 1.21 ± 0.02a | 0.35 ± 0.15a |
| WDM45 3 | 71.5 ± 1.2a | 1.09 ± 0.08b | 0.39 ± 0.07a |
| Treatment | Conversion Efficiency (%) * | Peak Xylose Concentration (g/L) * | Total phenol Concentration (g equiv. GA/L) * |
|---|---|---|---|
| Control 1 | 69.8 ± 3.0a | 1.06 ± 0.02a | 0.35 ± 0.08a |
| 4x cellulase 2 | 92.5 ± 1.2b | 1.36 ± 0.07b | 0.65 ± 0.11b |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kurambhatti, C.V.; Kumar, D.; Rausch, K.D.; Tumbleson, M.E.; Singh, V. Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process. Energies 2018, 11, 2921. https://doi.org/10.3390/en11112921
Kurambhatti CV, Kumar D, Rausch KD, Tumbleson ME, Singh V. Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process. Energies. 2018; 11(11):2921. https://doi.org/10.3390/en11112921
Chicago/Turabian StyleKurambhatti, Chinmay V., Deepak Kumar, Kent D. Rausch, Mike E. Tumbleson, and Vijay Singh. 2018. "Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process" Energies 11, no. 11: 2921. https://doi.org/10.3390/en11112921
APA StyleKurambhatti, C. V., Kumar, D., Rausch, K. D., Tumbleson, M. E., & Singh, V. (2018). Ethanol Production from Corn Fiber Separated after Liquefaction in the Dry Grind Process. Energies, 11(11), 2921. https://doi.org/10.3390/en11112921