
Development and Characterization of Hybrid, Temperature Sensing and Heating Yarns with Color Change

 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
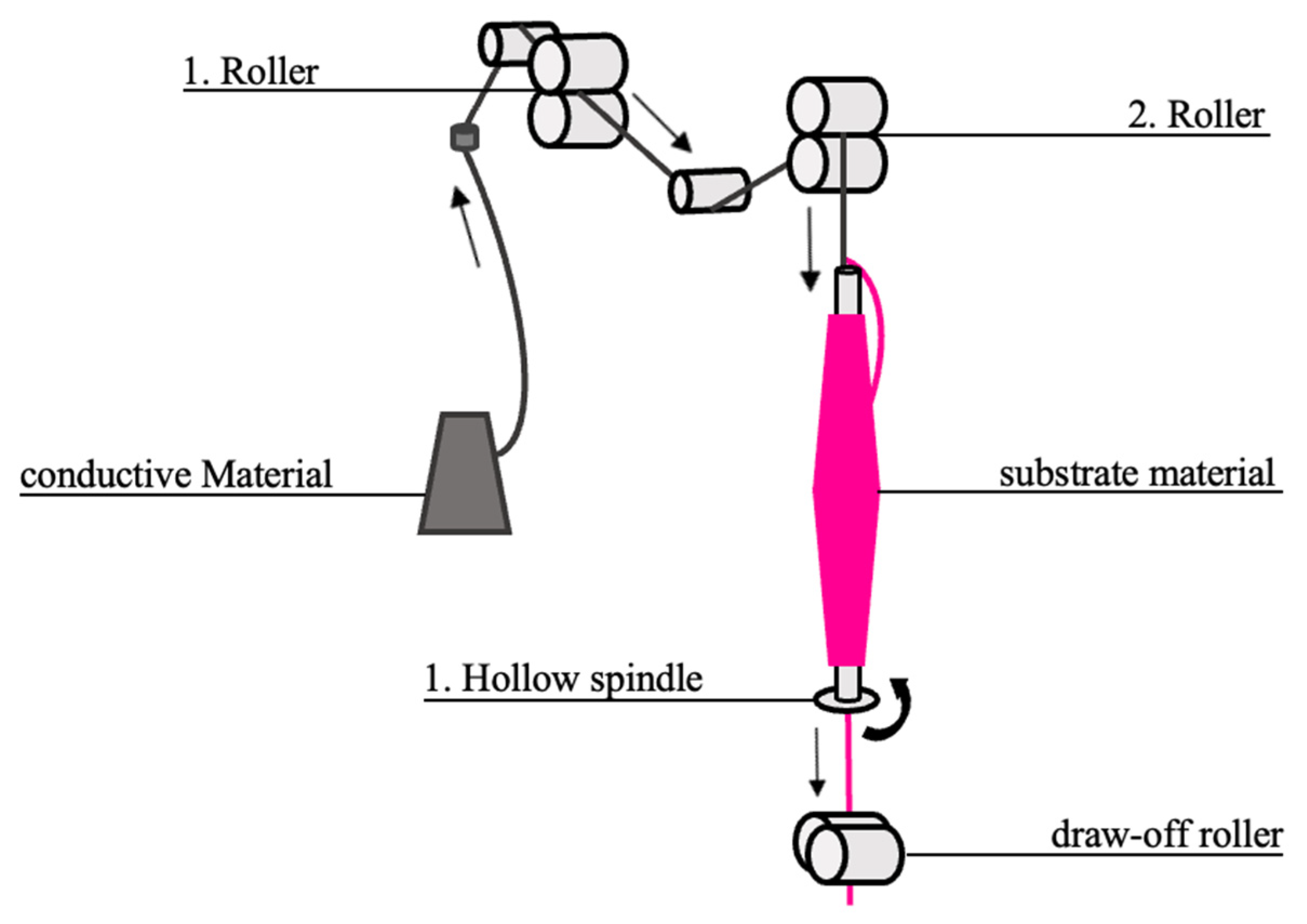
2.2.1. Winding Technology
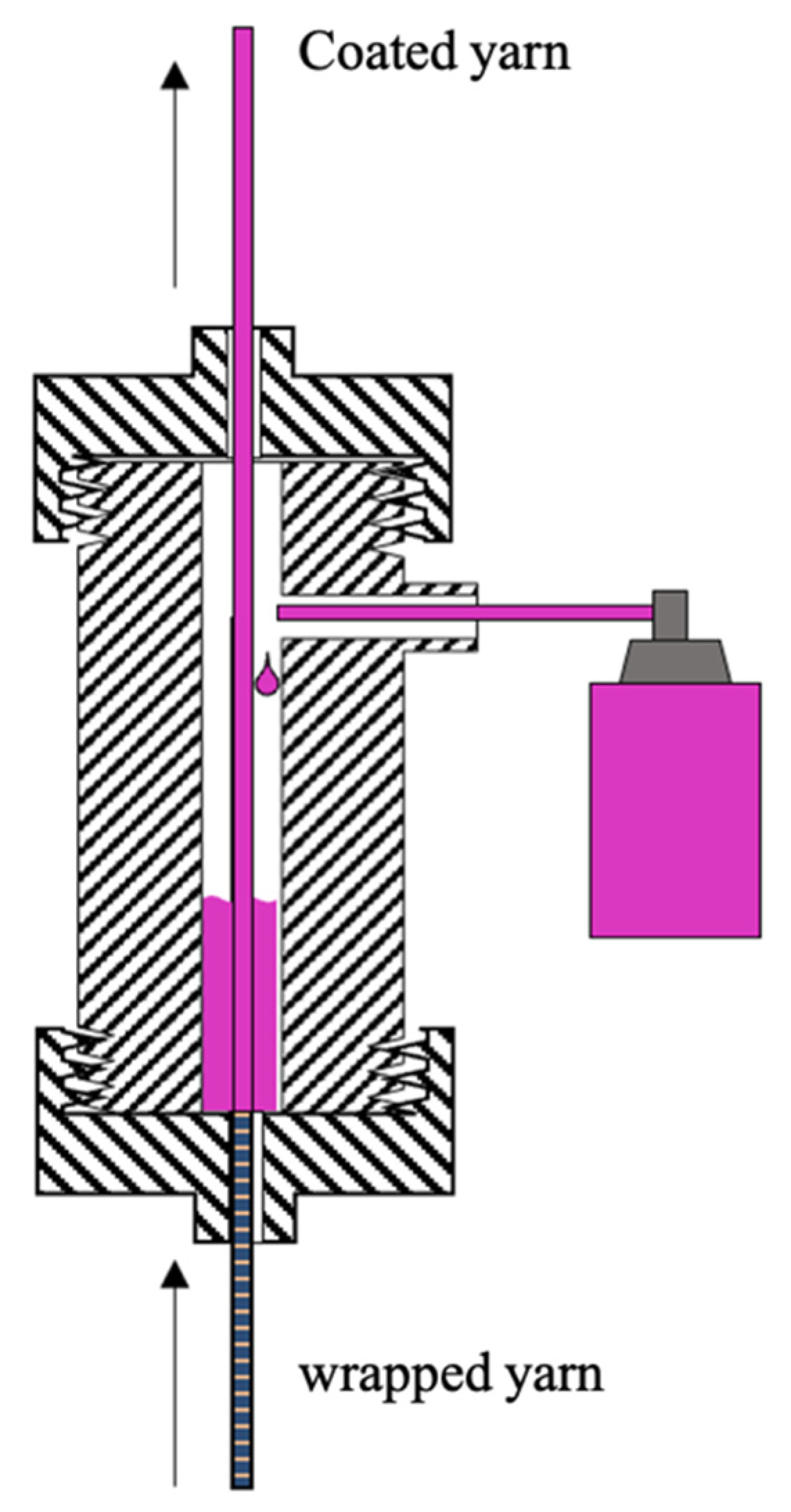
2.2.2. Coating Process of Color Changing Layer
2.2.3. Characterization Methods
3. Results and Discussion
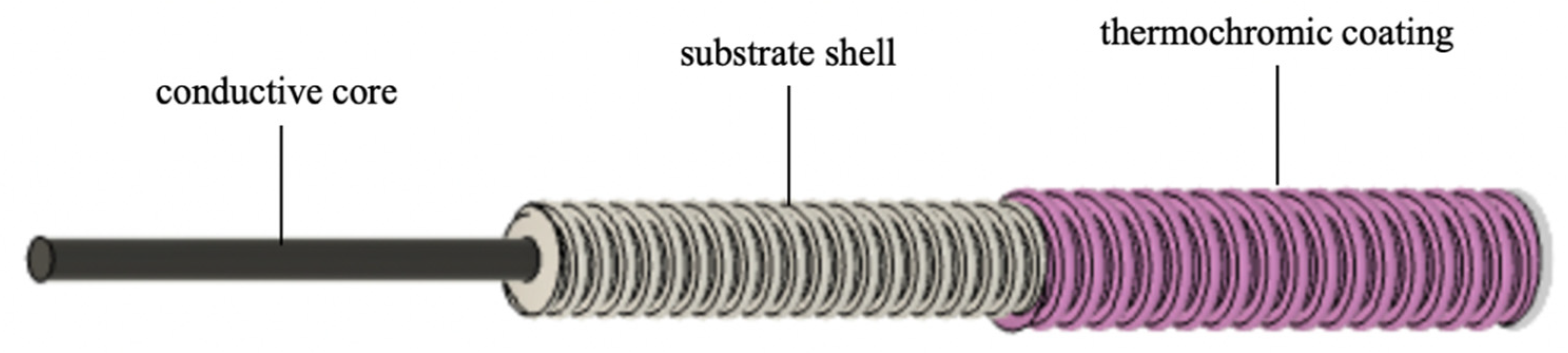
3.1. Production of the Temperature-Sensing Heating Yarn with Color Change
3.2. Characterization of the Temperature-Sensing Heating Yarn with Color Change
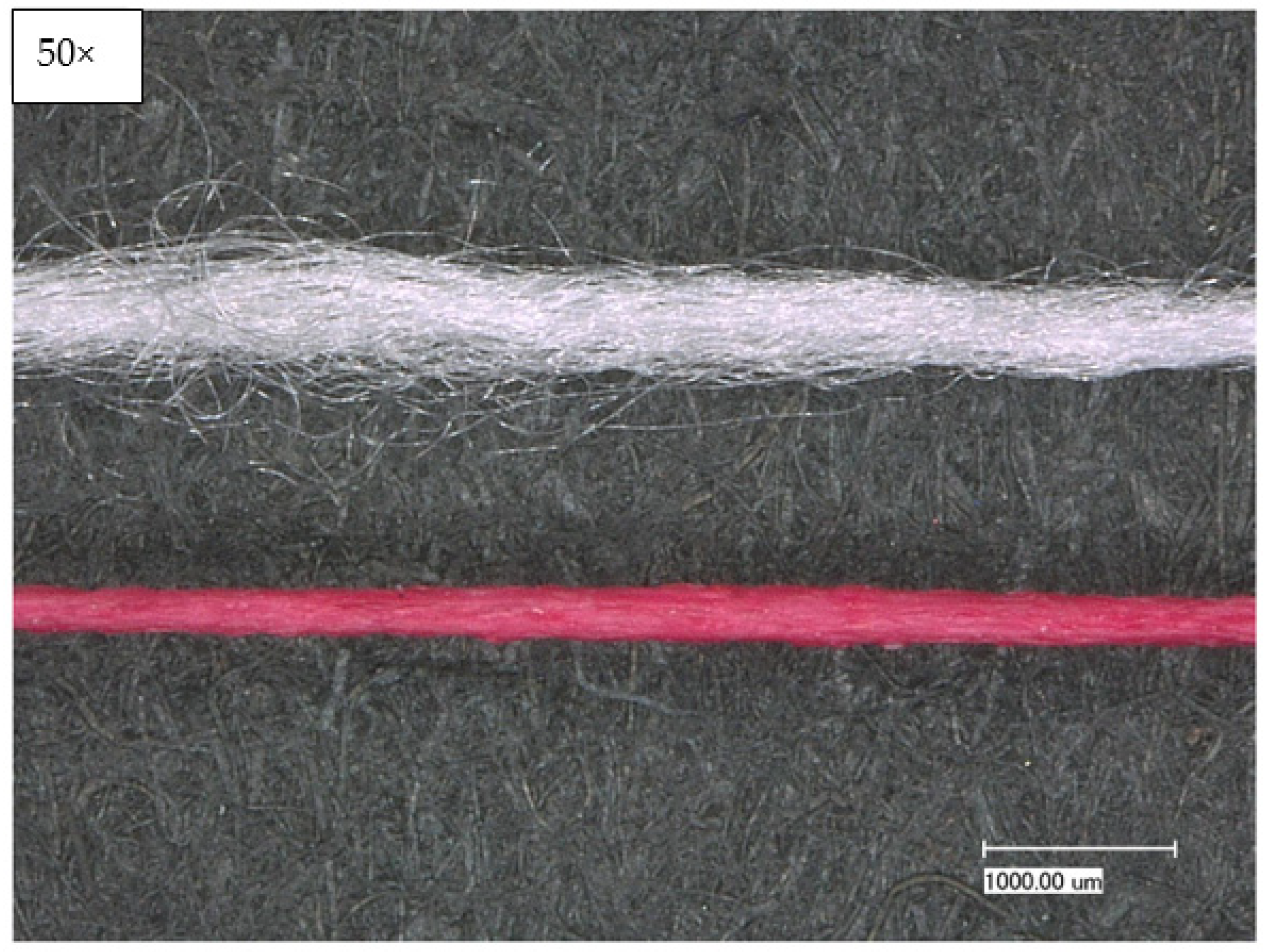
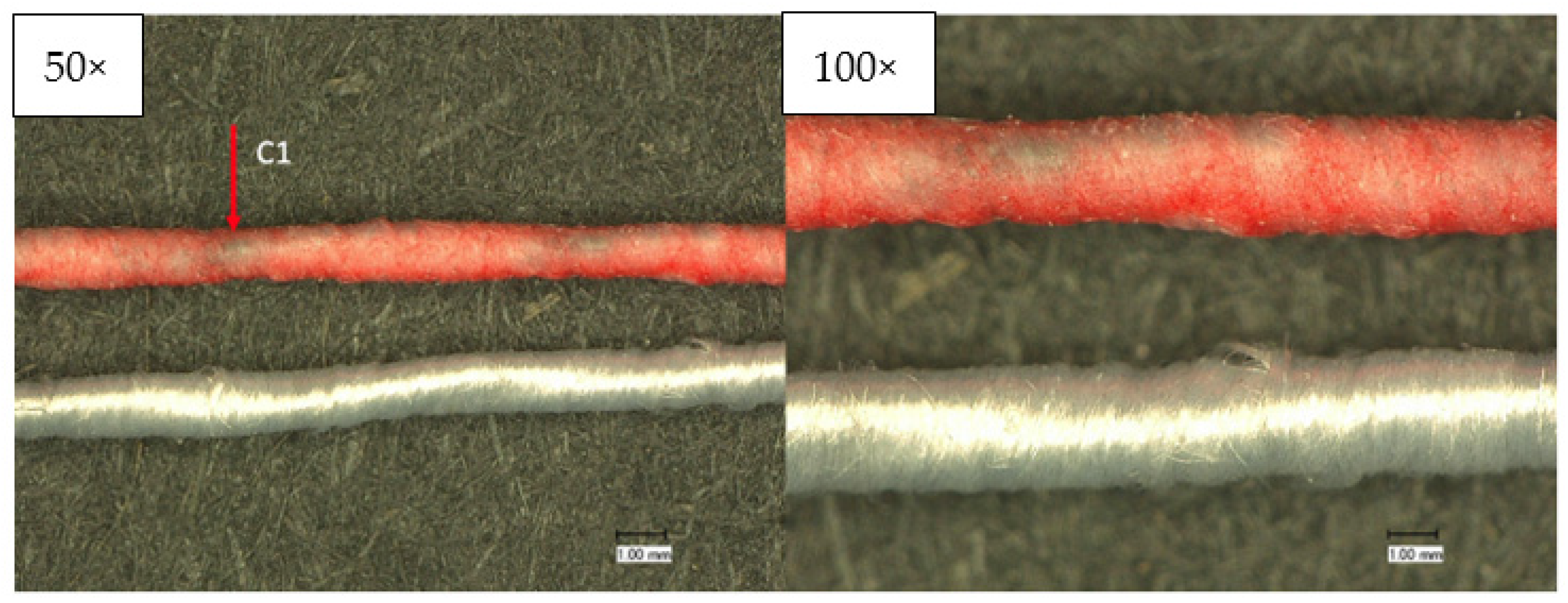
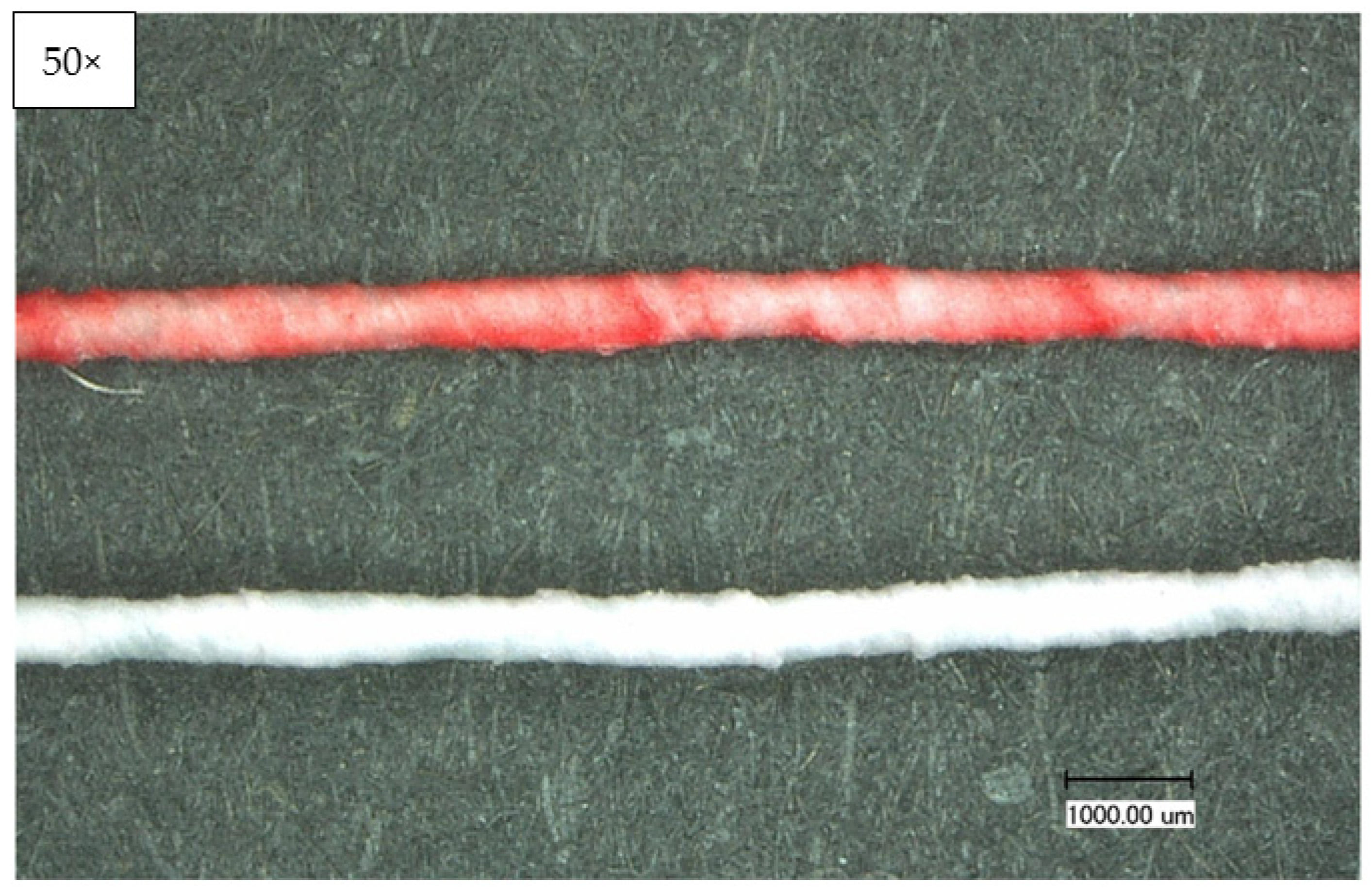
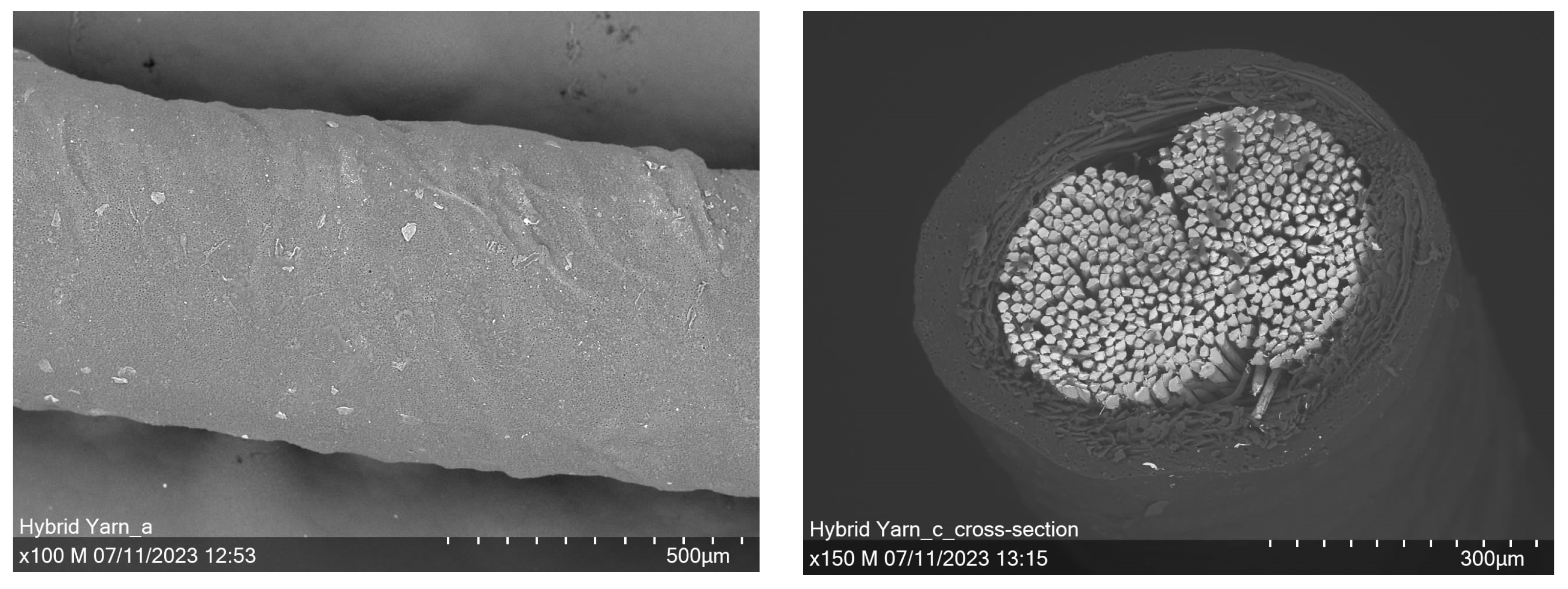
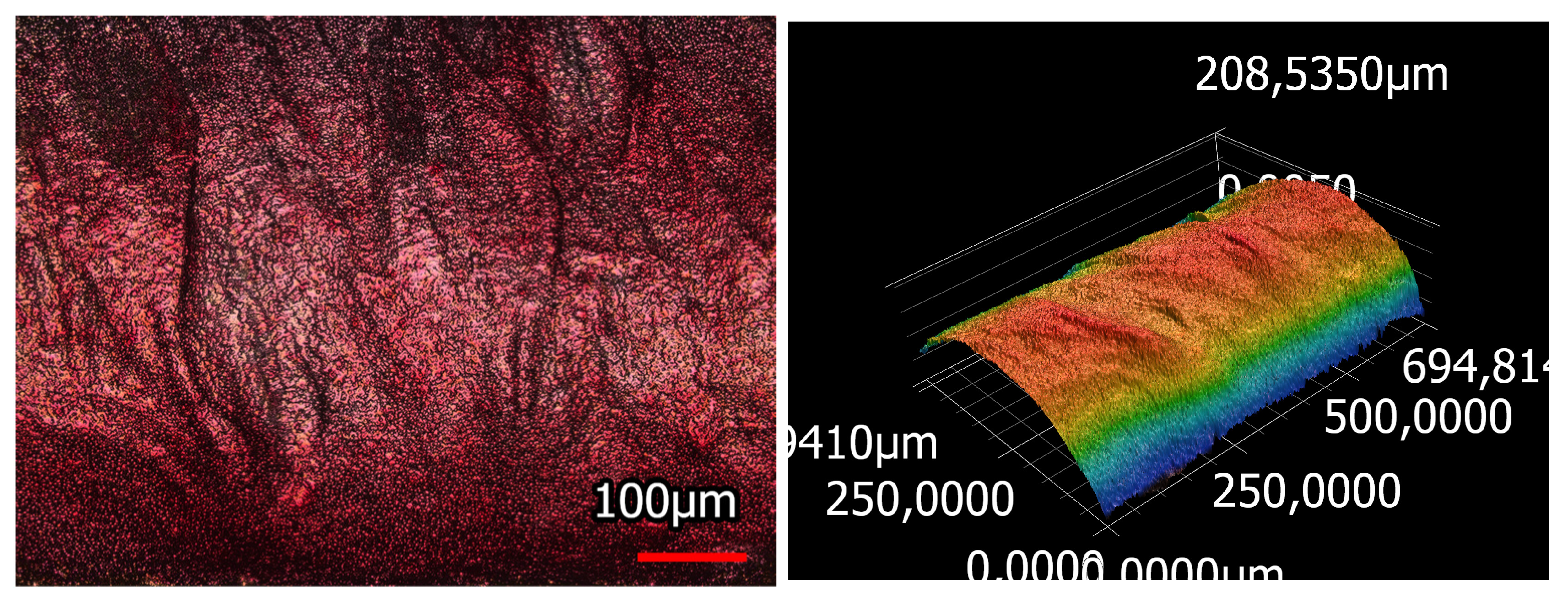
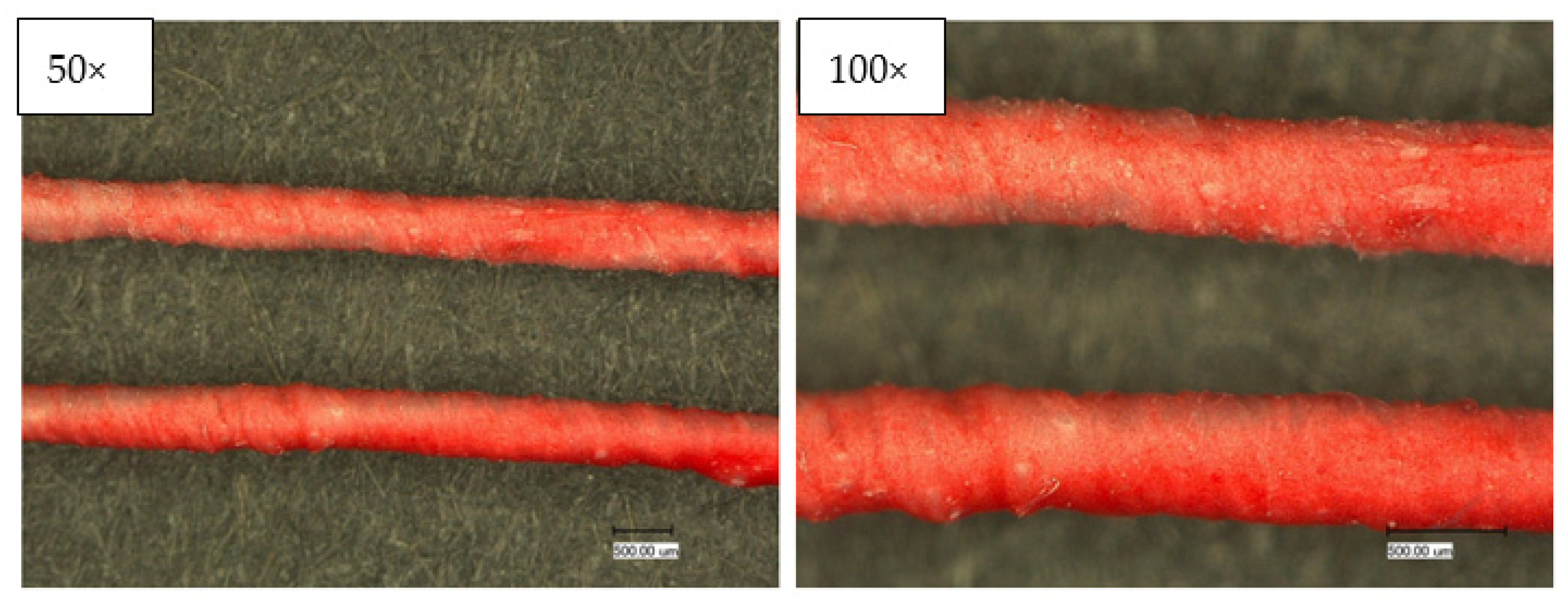
3.2.1. Optical Characterization
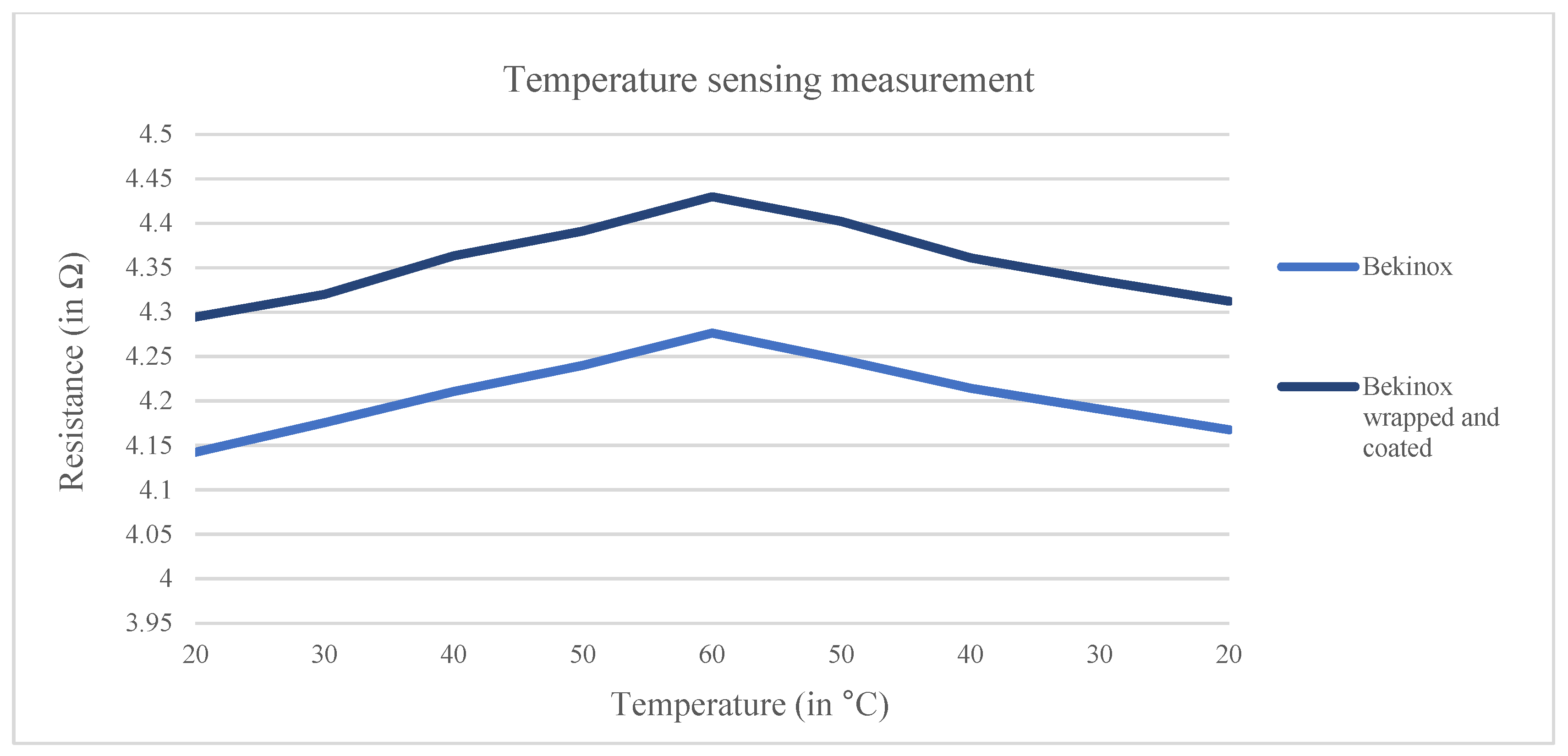
3.2.2. Sensory Characterization
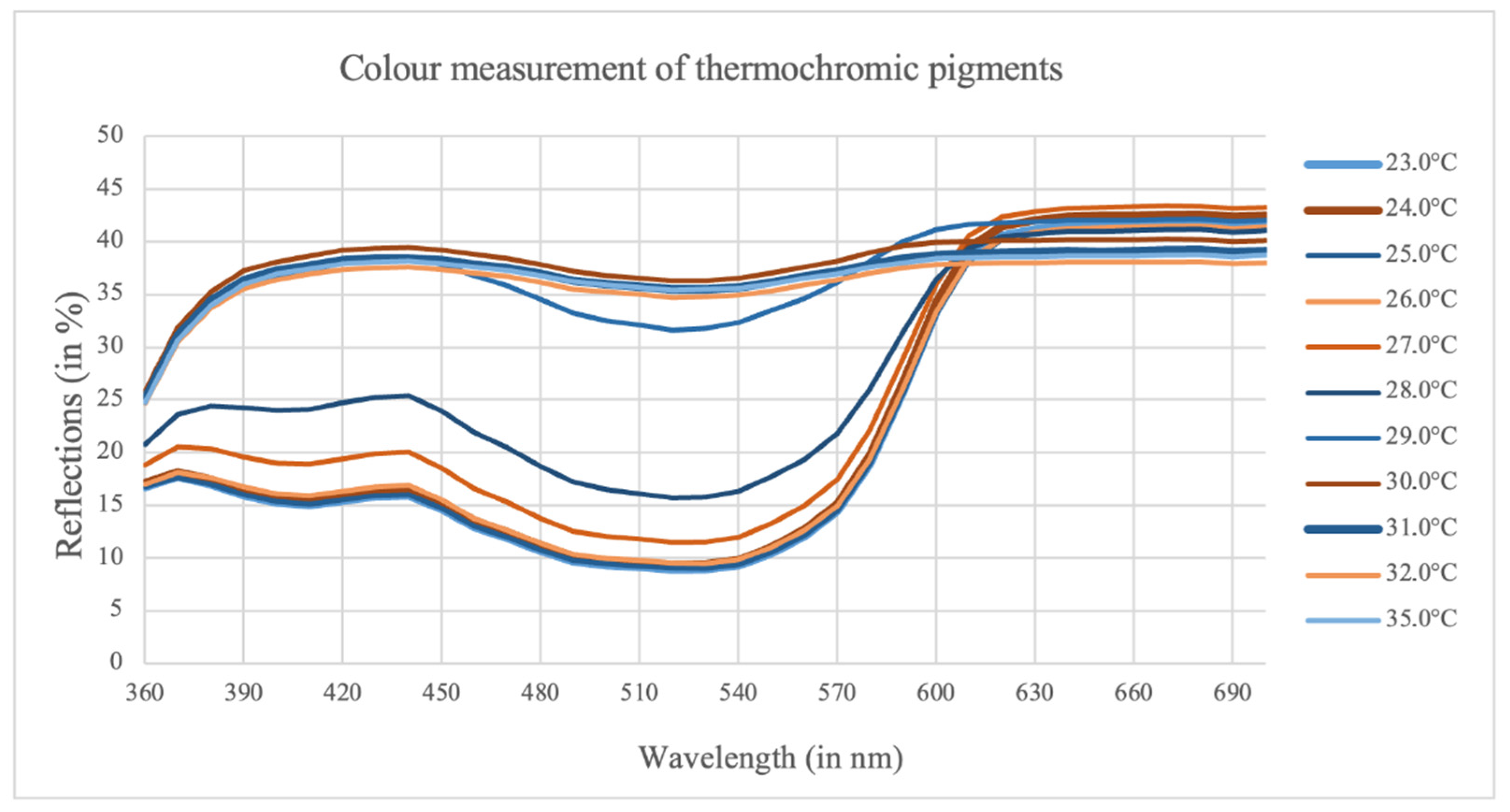
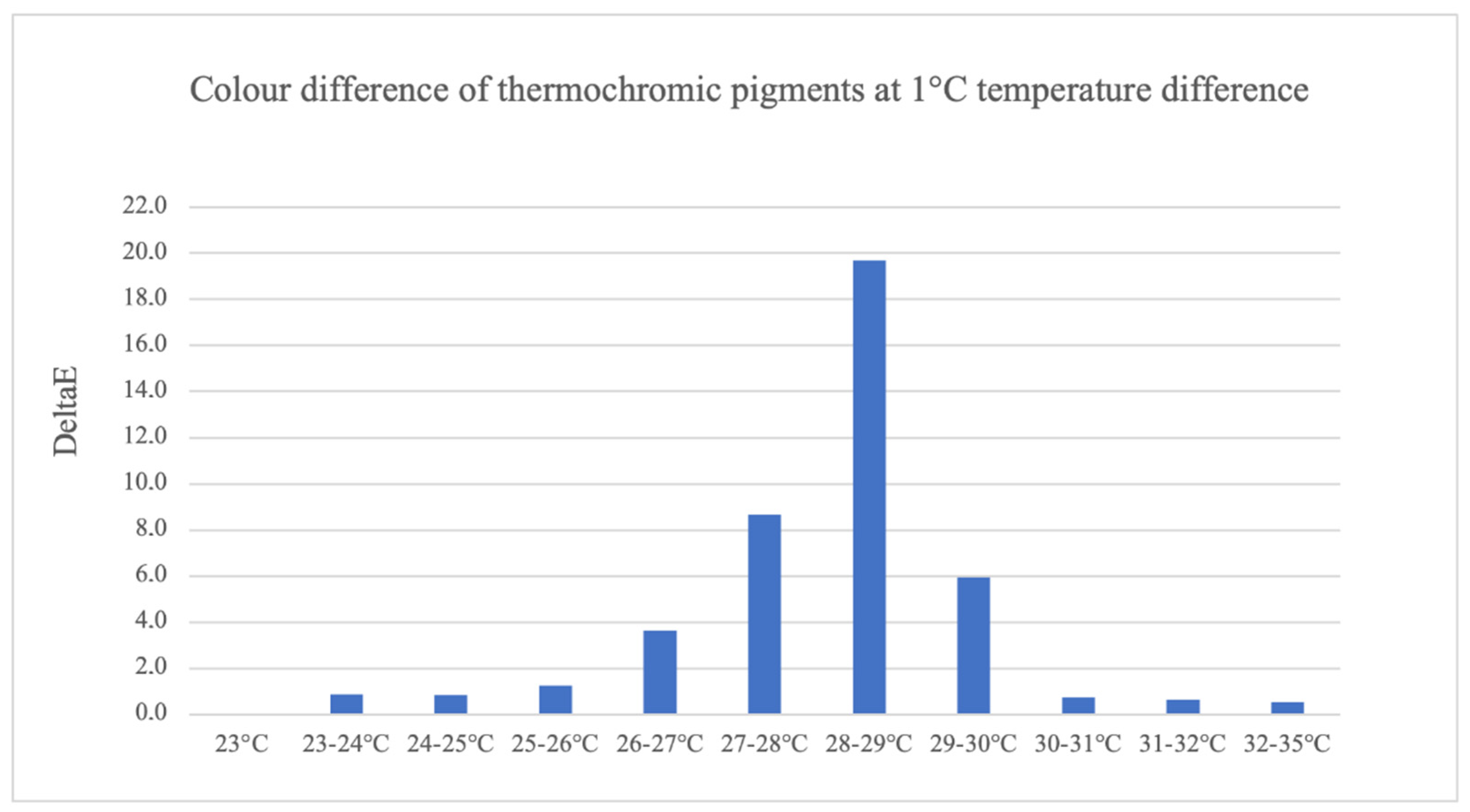
3.2.3. Colorimetric Characterization
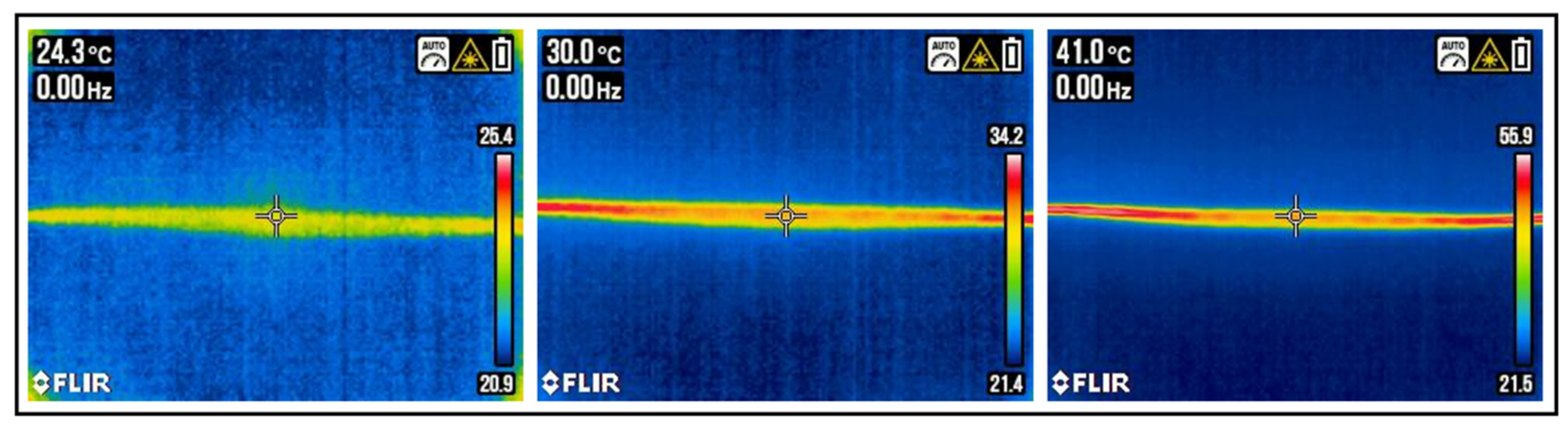
3.2.4. Characterization of the Heating Function
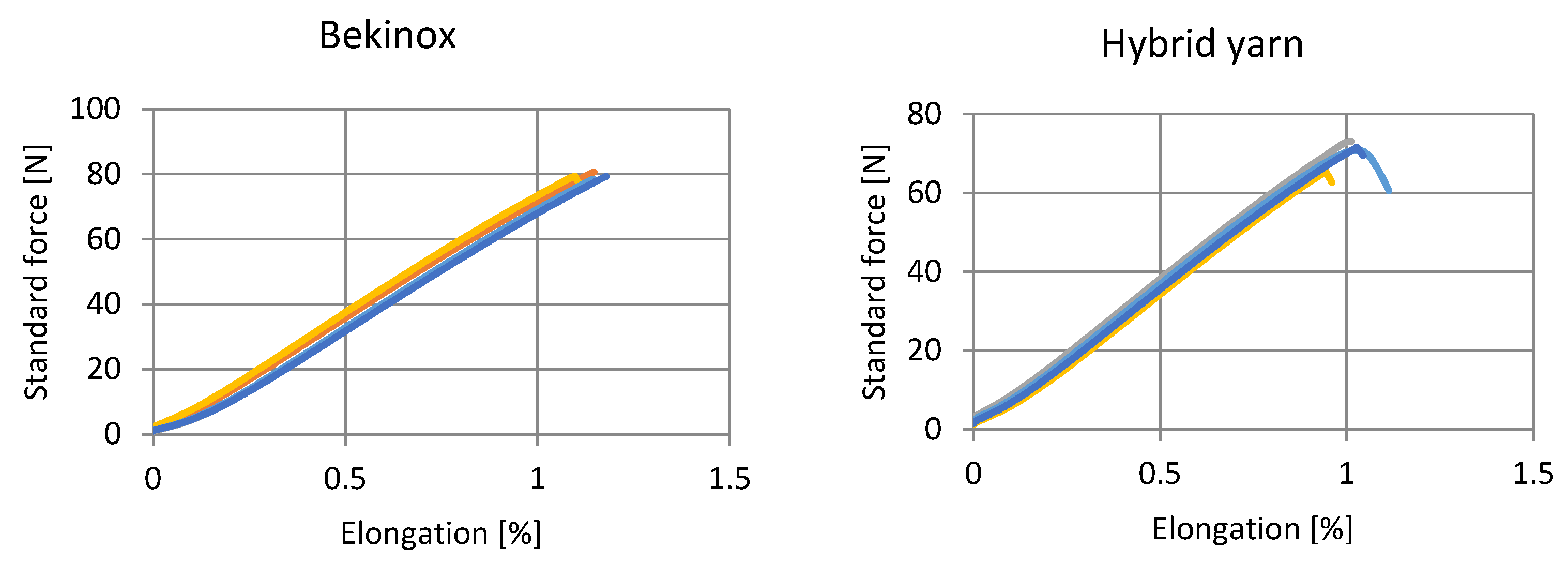
3.2.5. Tensile Tests of Hybrid Yarn Compared to Untreated Steel Fiber
3.2.6. Washing Test
4. Conclusions and Outlook
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Stierstadt, K. Temperatur und Wärme—Was ist das Wirklich?: Ein Überblick über die Definitionen in der Thermodynamik; Essentials; Springer Fachmedien Wiesbaden: Wiesbaden, Germany, 2020; ISBN 978-3-658-28644-6. [Google Scholar]
- Bernstein, H. Messelektronik und Sensoren: Grundlagen der Messtechnik, Sensoren, Analoge und Digitale Signalverarbeitung; Springer: München, Germany, 2014; ISBN 978-3-658-00548-1. [Google Scholar]
- Segers, M.J.M.; Diephuis, J.C.; van Kesteren, R.G.; van der Werken, C. Hypothermie bei Traumapatienten. Der Unfallchirurg 1998, 101, 742–749. [Google Scholar] [CrossRef] [PubMed]
- Parsons, K. Human Thermal Environments: The Effects of Hot, Moderate, and Cold Environments on Human Health, Comfort, and Performance; CRC Press: Boca Raton, FL, USA, 2014. [Google Scholar]
- Cai, J.; Du, M.; Li, Z. Flexible Temperature Sensors Constructed with Fiber Materials. Adv. Mater. Technol. 2022, 7, 2101182. [Google Scholar] [CrossRef]
- Šahta, I.; Baltina, I.; Truskovska, N.; Blums, J.; Deksnis, E. Selection of Conductive Yarns for Knitting an Electrical Heating Element. WIT Trans. Built Environ. 2014, 137, 91–102. [Google Scholar]
- Mbise, E.; Dias, T.; Hurley, W. Design and Manufacture of Heated Textiles. In Electronic Textiles; Elsevier: Amsterdam, The Netherlands, 2015; pp. 117–132. ISBN 978-0-08-100201-8. [Google Scholar]
- Fang, Y.; Chen, G.; Bick, M.; Chen, J. Smart Textiles for Personalized Thermoregulation. Chem. Soc. Rev. 2021, 50, 9357–9374. [Google Scholar] [CrossRef]
- Peng, Y.; Cui, Y. Advanced Textiles for Personal Thermal Management and Energy. Joule 2020, 4, 724–742. [Google Scholar] [CrossRef]
- Kuzubasoglu, B.A.; Bahadir, S.K. Flexible Temperature Sensors: A Review. Sens. Actuators A Phys. 2020, 315, 112282. [Google Scholar] [CrossRef]
- Rajan, G.; Morgan, J.J.; Murphy, C.; Torres Alonso, E.; Wade, J.; Ott, A.K.; Russo, S.; Alves, H.; Craciun, M.F.; Neves, A.I.S. Low Operating Voltage Carbon–Graphene Hybrid E-Textile for Temperature Sensing. ACS Appl. Mater. Interfaces 2020, 12, 29861–29867. [Google Scholar] [CrossRef]
- Kuzubasoglu, B.A.; Sayar, E.; Bahadir, S.K. Inkjet-Printed CNT/PEDOT:PSS Temperature Sensor on a Textile Substrate for Wearable Intelligent Systems. IEEE Sens. J. 2021, 21, 13090–13097. [Google Scholar] [CrossRef]
- Zhang, Y.; Cui, Y. Development of Flexible and Wearable Temperature Sensors Based on PEDOT:PSS. IEEE Trans. Electron. Devices 2019, 66, 3129–3133. [Google Scholar] [CrossRef]
- Liu, R.; He, L.; Cao, M.; Sun, Z.; Zhu, R.; Li, Y. Flexible Temperature Sensors. Front. Chem. 2021, 9, 539678. [Google Scholar] [CrossRef]
- Cork, C.R. Conductive Fibres for Electronic Textiles. In Electronic Textiles; Elsevier: Amsterdam, The Netherlands, 2015; pp. 3–20. ISBN 978-0-08-100201-8. [Google Scholar]
- Husain, M.D.; Kennon, R.; Dias, T. Design and Fabrication of Temperature Sensing Fabric. J. Ind. Text. 2014, 44, 398–417. [Google Scholar] [CrossRef]
- Soukup, R.; Hamacek, A.; Mracek, L.; Reboun, J. Textile Based Temperature and Humidity Sensor Elements for Healthcare Applications. In Proceedings of the 2014 37th International Spring Seminar on Electronics Technology, Dresden, Germany, 7–11 May 2014; pp. 407–411. [Google Scholar]
- Polanský, R.; Soukup, R.; Řeboun, J.; Kalčík, J.; Moravcová, D.; Kupka, L.; Švantner, M.; Honnerová, P.; Hamáček, A. A Novel Large-Area Embroidered Temperature Sensor Based on an Innovative Hybrid Resistive Thread. Sens. Actuators A Phys. 2017, 265, 111–119. [Google Scholar] [CrossRef]
- Kalcik, J.; Soukup, R. Large Area Temperature Measurement in Smart Textiles. In Proceedings of the 42nd International Spring Seminar on Electronics Technology (ISSE), Wroclaw, Poland, 15–19 May 2019; pp. 1–4. [Google Scholar]
- Yang, Q.; Wang, X.; Ding, X.; Li, Q. Fabrication and Characterization of Wrapped Metal Yarns-Based Fabric Temperature Sensors. Polymers 2019, 11, 1549. [Google Scholar] [CrossRef]
- Repon, M.R.; Mikučionienė, D. Progress in Flexible Electronic Textile for Heating Application: A Critical Review. Materials 2021, 14, 6540. [Google Scholar] [CrossRef]
- Steinmann, W.; Schwarz, A.; Jungbecker, N.B.; Gries, T. Faserstofftabelle—Elektrisch Leitfähige Fasern; Shaker Verlag: Aachen, Germany, 2014; ISBN 978-3-8440-2477-7. [Google Scholar]
- Fang, S.; Wang, R.; Ni, H.; Liu, H.; Liu, L. A Review of Flexible Electric Heating Element and Electric Heating Garments. J. Ind. Text. 2022, 51 (Suppl. S1), 101S–136S. [Google Scholar] [CrossRef]
- Hamdani, S.T.A.; Fernando, A.; Maqsood, M. Thermo-Mechanical Behavior of Stainless Steel Knitted Structures. Heat Mass. Transf. 2016, 52, 1861–1870. [Google Scholar] [CrossRef]
- Kayacan, O.; Yazgan Bulgun, E. Heating Behaviors of Metallic Textile Structures. Int. J. Cloth. Sci. Technol. 2009, 21, 127–136. [Google Scholar] [CrossRef]
- Hsu, P.-C.; Liu, X.; Liu, C.; Xie, X.; Lee, H.R.; Welch, A.J.; Zhao, T.; Cui, Y. Personal Thermal Management by Metallic Nanowire-Coated Textile. Nano Lett. 2015, 15, 365–371. [Google Scholar] [CrossRef] [PubMed]
- Doganay, D.; Coskun, S.; Genlik, S.P.; Unalan, H.E. Silver Nanowire Decorated Heatable Textiles. Nanotechnology 2016, 27, 435201. [Google Scholar] [CrossRef]
- Liu, H.; Li, J.; Chen, L.; Liu, L.; Li, Y.; Li, X.; Li, X.; Yang, H. Thermal-Electronic Behaviors Investigation of Knitted Heating Fabrics Based on Silver Plating Compound Yarns. Text. Res. J. 2016, 86, 1398–1412. [Google Scholar] [CrossRef]
- Wu, S.; Cui, Z.; Baker, G.L.; Mahendran, S.; Xie, Z.; Zhu, Y. A Biaxially Stretchable and Self-Sensing Textile Heater Using Silver Nanowire Composite. ACS Appl. Mater. Interfaces 2021, 13, 59085–59091. [Google Scholar] [CrossRef] [PubMed]
- Roh, J.-S.; Kim, S. All-Fabric Intelligent Temperature Regulation System for Smart Clothing Applications. J. Intell. Mater. Syst. Struct. 2016, 27, 1165–1175. [Google Scholar] [CrossRef]
- Huang, J.; Li, Y.; Xu, Z.; Li, W.; Xu, B.; Meng, H.; Liu, X.; Guo, W. An Integrated Smart Heating Control System Based on Sandwich-Structural Textiles. Nanotechnology 2019, 30, 325203. [Google Scholar] [CrossRef] [PubMed]
- Seeboth, A.; Ruhrmann, R. Thermochrom Beschichtete Substrate und Verfahren zu Deren Herstellung. 2008. DE 10 2008 011 444 A1 2009.09.10. Deutsches Patent- und Markenamt. Available online: https://patentimages.storage.googleapis.com/49/da/14/63d11b221bbb9d/DE102008011444A1.pdf (accessed on 1 May 2023).
- Brendgen, R.; Nolden, R.; Simon, J.; Junge, T.; Zöll, K.; Schwarz-Pfeiffer, A. Textile Strain Sensor Enhancement by Coating Metal Yarns with Carbon-Filled Silicone. Polymers 2022, 14, 2525. [Google Scholar] [CrossRef]
- Brendgen, R.; Graßmann, C.; Grethe, T.; Mahltig, B.; Schwarz-Pfeiffer, A. Coatings with Recycled Polyvinyl Butyral on Polyester and Polyamide Mono- and Multifilament Yarns. J. Coat. Technol. Res. 2021, 18, 819–829. [Google Scholar] [CrossRef]
- Martin, A. 4.4 Lab Colour Space and Delta e Measurements. In Gaphic Design and Print Production Fundamentals; BCcampus Open Publishing: Victoria, BC, USA, 2015; p. 95. [Google Scholar]
- Brockes, A.; Strocka, D.; Berger-Schunn, A. Farbmessung in der Textilindustrie—Bayer Farben Revue, 2nd ed.; Bayer AG: Leverkusen, Germany, 1986. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Labelling/Trade Names | Material | Manufacturer | Fineness | Specific Properties |
|---|---|---|---|---|
| Bekinox VN 12/2x275/175S | Stainless steel | Bekaert | 505Tex | 14.41 Ω/m |
| Rotor yarn | 100% cotton | Schlafhorst | unknown |  |
| Rotor yarn | 100% polyester | Wagenfelder Spinnereien GmbH | 10dTex |  |
| Texturized yarn | 100% polyester | Saurer | 100f33 |  |
| Tubicoat PU60 | Polyurethane coating | CHT Germany GmbH | / | White, low viscosity dispersion |
| Tubicoat Thickener LP | Polyacrylic acid | CHT Germany GmbH | / | / |
| Thermochromic pigments | Kremer Pigmente GmbH & Co.KG |  | Magenta changes to white at a temperature of 31 °C. |
| Materials | Formula 1 (in %) | Formula 2 (in %) | Formula 3 (in %) | Formula 4 (in %) |
|---|---|---|---|---|
| Deionized water | 64.86 | 64.7 | 64.52 | 64.34 |
| Tubicoat thickener LP | 1.08 | 1.35 | 1.61 | 1.88 |
| Tubicoat PU60 | 32.43 | 32.35 | 32.26 | 32.17 |
| Thermochromic pigments | 1.62 | 1.62 | 1.61 | 1.61 |
| Influence Parameter | Constant | Variable |
|---|---|---|
| Viscosity of the coating |
| Four Pastes according to the formulas in Table 2 with:
|
| Take-up speed |
| The range between 0.5 and 4 m/min:
|
| Fiber material |
| Three different yarns:
|
| Unwashed | Washed | |
|---|---|---|
| Sample 1 | 4.30 Ω | 4.26 Ω |
| Sample 2 | 4.23 Ω | 4.23 Ω |
| Sample 3 | 4.19 Ω | 4.16 Ω |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Junge, T.; Brendgen, R.; Grassmann, C.; Weide, T.; Schwarz-Pfeiffer, A. Development and Characterization of Hybrid, Temperature Sensing and Heating Yarns with Color Change. Sensors 2023, 23, 7076. https://doi.org/10.3390/s23167076
Junge T, Brendgen R, Grassmann C, Weide T, Schwarz-Pfeiffer A. Development and Characterization of Hybrid, Temperature Sensing and Heating Yarns with Color Change. Sensors. 2023; 23(16):7076. https://doi.org/10.3390/s23167076
Chicago/Turabian StyleJunge, Theresa, Rike Brendgen, Carsten Grassmann, Thomas Weide, and Anne Schwarz-Pfeiffer. 2023. "Development and Characterization of Hybrid, Temperature Sensing and Heating Yarns with Color Change" Sensors 23, no. 16: 7076. https://doi.org/10.3390/s23167076
APA StyleJunge, T., Brendgen, R., Grassmann, C., Weide, T., & Schwarz-Pfeiffer, A. (2023). Development and Characterization of Hybrid, Temperature Sensing and Heating Yarns with Color Change. Sensors, 23(16), 7076. https://doi.org/10.3390/s23167076