Modeling Product Manufacturing Reliability with Quality Variations Centered on the Multilayered Coupling Operational Characteristics of Intelligent Manufacturing Systems


Abstract
1. Introduction
- (1)
- The connotation of product manufacturing reliability based on the PQR chain is expounded, and the three-level multilayered operational characteristics in the manufacturing system that affect product quality are determined.
- (2)
- Multilayered product quality variation models considering the coupling effect of operational characteristics, which include machine operation status, processing fluctuation, and WIP quality degradation, are established.
- (3)
- An integrated product manufacturing reliability model is established, considering the variation propagation of product quality on the basis of the multilayered product quality variation models.
2. Basics of Product Manufacturing Reliability Modeling
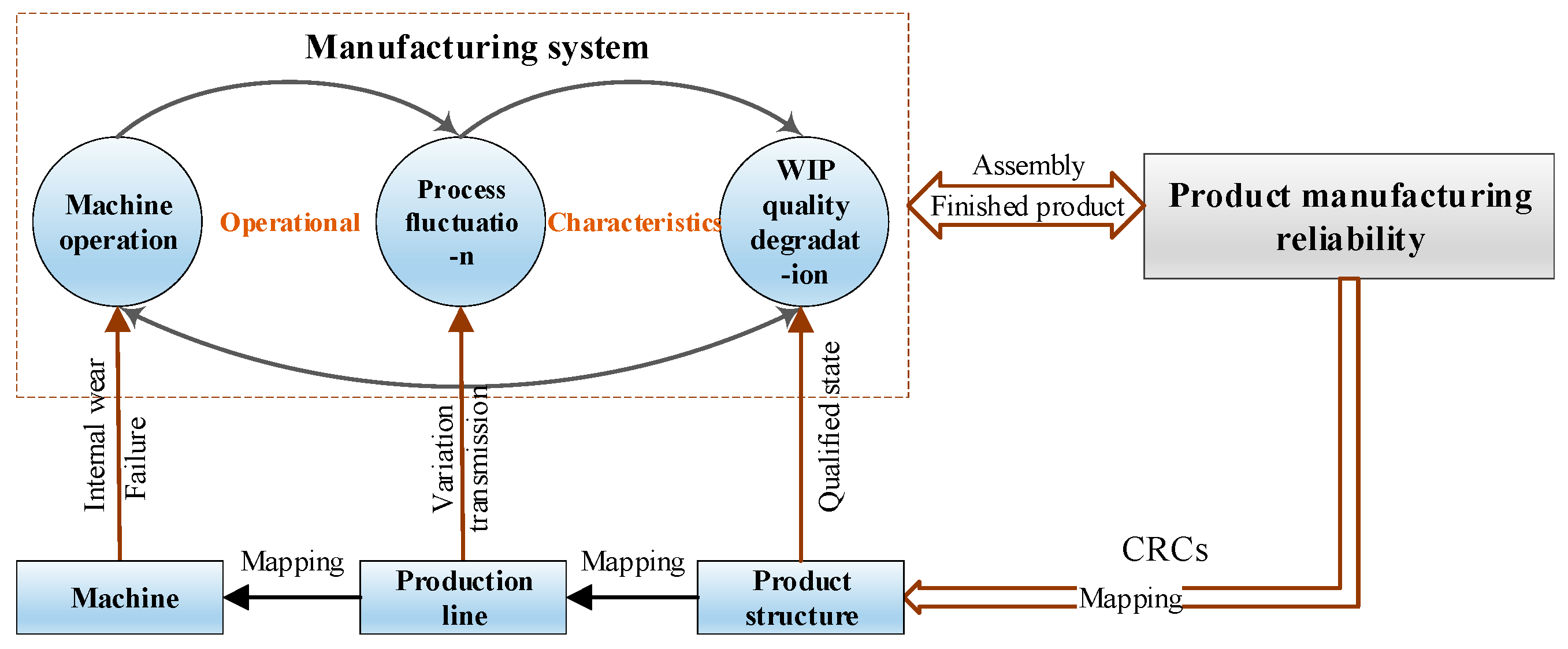
2.1. Formation Connotation of Product Manufacturing Reliability Based on the PQR Chain
2.2. Conceptual Model of Product Manufacturing Reliability Concerning Multilayered Operational Characteristics
2.3. Multilayered Operational Characteristics Data Obtained from Smart Sensors
3. Multilayered Quality Variation Modeling Focused on Coupling Operational Characteristics
3.1. Degradation of Machine Operation State Partially Affected by WIP Quality
3.2. Fluctuation of Machining Process Based on State Entropy
3.3. WIP Quality Depends on the Process Fluctuation and the Machine State
4. Integrated Modeling Approach of Product Manufacturing Reliability
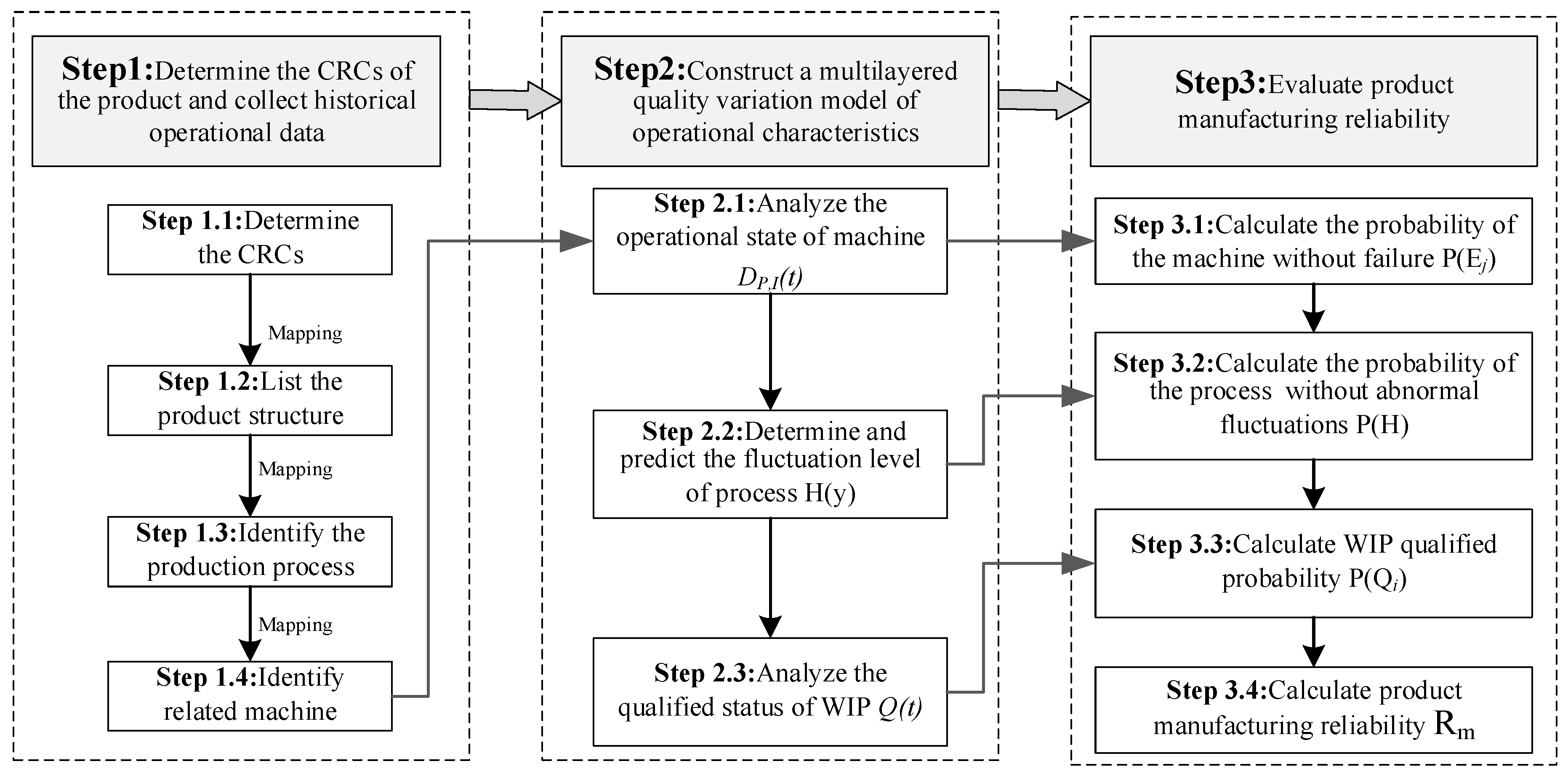
4.1. Framework of the Product Manufacturing Reliability Modeling
4.2. Product Manufacturing Reliability Model Integrates the Quality Variations of Multilayered Operational Characteristics
5. Case Study
5.1. Background
5.2. Numerical Example
5.3. Results and Discussion
5.3.1. Result Analysis
5.3.2. Comparative Study
6. Conclusions
- The production task will be considered one of the operational characteristics in the manufacturing system.
- Interactions among production machines will be further considered.
Author Contributions
Funding
Conflicts of Interest
References
- Zhong, R.; Xu, X.; Klotz, E.; Newman, S. Intelligent Manufacturing in the Context of Industry 4.0: A Review. Engineering 2017, 3, 616–630. [Google Scholar] [CrossRef]
- Chen, Z.; He, Y.; Zhao, Y.; Han, X.; He, Z.; Xu, Y.; Zhang, A. Mission reliability evaluation based on operational quality data for multistate manufacturing systems. Int. J. Prod. Res. 2018. [Google Scholar] [CrossRef]
- He, Y.; Gu, C.; He, Z.; Cui, J. Reliability-oriented quality control approach for production process based on RQR chain. Total Qual. Manag. Bus. Excell. 2018, 29, 652–672. [Google Scholar] [CrossRef]
- Han, X.; Wang, Z.; He, Y.; Zhao, Y.; Chen, Z.; Zhou, D. A Mission Reliability-Driven Manufacturing System Health State Evaluation Method Based on Fusion of Operational Data. Sensors 2019, 19, 442. [Google Scholar] [CrossRef]
- Sun, J.; Xi, L.; Du, S.; Ju, B. Reliability modeling and analysis of serial-parallel hybrid multi-operational manufacturing system considering dimensional quality, tool degradation and system configuration. Int. J. Prod. Econ. 2008, 114, 149–164. [Google Scholar] [CrossRef]
- Chen, L.; Wang, J.; Xu, X. An energy-efficient single machine scheduling problem with machine reliability constraints. Comput. Ind. Eng. 2019, 137. [Google Scholar] [CrossRef]
- Zhao, R.; Yan, R.; Chen, Z.; Mao, K.; Wang, P.; Gao, R. Deep learning and its applications to machine health monitoring. Mech. Syst. Signal Process. 2019, 115, 213–237. [Google Scholar] [CrossRef]
- Zhu, Z.; Peng, G.; Chen, Y.; Gao, H. A convolutional neural network based on a capsule network with strong generalization for bearing fault diagnosis. Neurocomputing 2019, 323, 62–75. [Google Scholar] [CrossRef]
- Ou, J.; Li, H.; Huang, G.; Zhou, Q. A Novel Order Analysis and Stacked Sparse Auto-Encoder Feature Learning Method for Milling Tool Wear Condition Monitoring. Sensors 2020, 20, 2878. [Google Scholar] [CrossRef]
- Levitin, G.; Xing, D.; Dai, Y. Optimizing Dynamic Performance of Multistate Systems with Heterogeneous 1-Out-of-N Warm Standby Components. IEEE Trans. Syst. Man Cybern.-Syst. 2018, 48, 920–929. [Google Scholar] [CrossRef]
- Lu, B.; Zhou, X. Quality and reliability oriented maintenance for multistage manufacturing systems subject to condition monitoring. J. Manuf. Syst. 2019, 52, 76–85. [Google Scholar] [CrossRef]
- Wang, Z.; Chiang, L. Monitoring Chemical Processes Using Judicious Fusion of Multi-Rate Sensor Data. Sensors 2019, 19, 2240. [Google Scholar] [CrossRef] [PubMed]
- Syafrudin, M.; Alfian, G.; Fitriyani, N.; Rhee, J. Performance Analysis of IoT-Based Sensor, Big Data Processing, and Machine Learning Model for Real-Time Monitoring System in Automotive Manufacturing. Sensors 2018, 18, 2946. [Google Scholar] [CrossRef] [PubMed]
- Rani, M.; Dhok, S.; Deshmukh, R. A Machine Condition Monitoring Framework Using Compressed Signal Processing. Sensors 2020, 20, 319. [Google Scholar] [CrossRef] [PubMed]
- Li, X.; Wang, B.; Liu, C.; Freiheit, T.; Epureanu, B. Intelligent Manufacturing Systems in COVID-19 Pandemic and Beyond: Framework and Impact Assessment. Chin. J. Mech. Eng. 2020, 33. [Google Scholar] [CrossRef]
- He, Y.; Gu, C.; Han, X.; Cui, J.; Chen, Z. Mission reliability modeling for multi-station manufacturing system based on Quality State Task Network. Proc. Inst. Mech. Eng. Part O J. Risk Reliab. 2017, 231, 701–715. [Google Scholar] [CrossRef]
- Cheng, Q.; Zhao, H.; Zhao, Y.; Sun, B.; Gu, P. Machining accuracy reliability analysis of multi-axis machine tool based on Monte Carlo simulation. J. Intell. Manuf. 2018, 29, 191–209. [Google Scholar] [CrossRef]
- Pittino, F.; Puggl, M.; Moldaschl, T.; Hirschl, C. Automatic Anomaly Detection on In-Production Manufacturing Machines Using Statistical Learning Methods. Sensors 2020, 20, 2344. [Google Scholar] [CrossRef]
- Chen, Y.; Jin, J. Quality-reliability chain modeling for system-reliability analysis of complex manufacturing processes. IEEE Trans. Reliab. 2005, 54, 475–488. [Google Scholar] [CrossRef]
- Lu, B.; Zhou, X.; Li, Y. Joint modeling of preventive maintenance and quality improvement for deteriorating single-machine manufacturing systems. Comput. Ind. Eng. 2016, 91, 188–196. [Google Scholar] [CrossRef]
- Zhou, X.; Lu, B. Preventive maintenance scheduling for serial multi-station manufacturing systems with interaction between station reliability and product quality. Comput. Ind. Eng. 2018, 122, 283–291. [Google Scholar] [CrossRef]
- Ye, Z.; Cai, Z.; Zhou, F.; Zhao, J.; Zhang, P. Reliability analysis for series manufacturing system with imperfect inspection considering the interaction between quality and degradation. Reliab. Eng. Syst. Saf. 2019, 189, 345–356. [Google Scholar] [CrossRef]
- Du, S.; Xi, L.; Ni, J.; Ershuna, P.; Liu, C. Product lifecycle-oriented quality and productivity improvement based on stream of variation methodology. Comput. Ind. 2008, 59, 180–192. [Google Scholar] [CrossRef]
- Abellán-Nebot, J.; Subirón, F.; Mira, J. Manufacturing variation models in multi-station machining systems. Int. J. Adv. Manuf. Technol. 2013, 64, 63–83. [Google Scholar]
- Abellán-Nebot, J.; Liu, J.; Subirón, F. Process-oriented tolerancing using the extended stream of variation model. Comput. Ind. 2013, 64, 485–498. [Google Scholar] [CrossRef]
- Zhang, T.; Shi, J. Stream of Variation Modeling and Analysis for Compliant Composite Part Assembly—Part II: Multi-station Processes. J. Manuf. Sci. Eng. 2016, 138, 121004. [Google Scholar] [CrossRef]
- Du, S.; Xu, R.; Li, L. Modeling and Analysis of Multiproduct Multistage Manufacturing System for Quality Improvement. IEEE Trans. Syst. Man Cybern.-Syst. 2018, 48, 801–820. [Google Scholar] [CrossRef]
- Murthy, D. New research in reliability warranty and maintenance. In Proceedings of the 4th Asia-Pacific International Symposium on Advanced Reliability Modeling, Wellington, New Zealand, 2–4 December 2010. [Google Scholar]
- Tsai, C.; Lin, C.; Balakrishnan, N. Optimal Design for Accelerated-Stress Acceptance Test Based on Wiener Process. IEEE Trans. Reliab. 2015, 64, 603–612. [Google Scholar] [CrossRef]
- Wang, H.; Teng, K.; Zhou, Y. Design an Optimal Accelerated-Stress Reliability Acceptance Test Plan Based on Acceleration Factor. IEEE Trans. Reliab. 2018, 67, 1008–1018. [Google Scholar] [CrossRef]
- Roesch, W. Using a new bathtub curve to correlate quality and reliability. Microelectron. Reliab. 2012, 52, 2864–2869. [Google Scholar] [CrossRef]
- He, Y.; Wang, L.; He, Z.; Xiao, X. Modelling infant failure rate of electromechanical products with multilayered quality variations from manufacturing process. Int. J. Prod. Res. 2016, 54, 6594–6612. [Google Scholar] [CrossRef]
- He, Y.; Zhao, Y.; Wei, Y.; Zhang, A.; Zhou, D. Modeling and detecting approach for the change point of electronic product infant failure rate. Microelectron. Reliab. 2019, 99, 222–231. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| WIP | Process | Machine | Process | Machine |
|---|---|---|---|---|
| Main spindle | P1.1 Rough turning | M1.1.1 CNC lathe | P1.2 Fine turning | M1.2.1 CNC lathe |
| M1.2.2 CNC lathe | ||||
| P1.3 Fine grinding | M1.3.1CNC grinder | |||
| Cam | P2.1 Rough grinding | M2.1.1Cam grinder | P2.2 Fine grinding | M2.2.1Cam grinder |
| M1.1.1 | M1.2.1 | M1.2.2 | M1.3.1 | M2.1.1 | M2.2.1 | |
|---|---|---|---|---|---|---|
| n(t) | 0.6t | 0.8t | 0.5t | 0.12t | 0.08t | 0.6t |
| θ(10−4) | 2.8 | 3.2 | 2.8 | 3.5 | 1.2 | 2.5 |
| σ(10−3) | 12 | 1.2 | 1.8 | 1.2 | 2.5 | 80 |
| α | 4.42 | 5.62 | 4.62 | 5.02 | 5.45 | 4.12 |
| β(10−4) | 2.5 | 3.2 | 2.7 | 3.8 | 1.4 | 60 |
| Threshold | 0.22 | 0.45 | 0.31 | 0.05 | 0.025 | 0.45 |
| PT(t) | 0.9996 | 0.9996 | 0.9997 | 0.9998 | 0.9997 | 0.9998 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, A.; He, Y.; Han, X.; Li, Y.; Yang, X.; Zhang, Z. Modeling Product Manufacturing Reliability with Quality Variations Centered on the Multilayered Coupling Operational Characteristics of Intelligent Manufacturing Systems. Sensors 2020, 20, 5677. https://doi.org/10.3390/s20195677
Zhang A, He Y, Han X, Li Y, Yang X, Zhang Z. Modeling Product Manufacturing Reliability with Quality Variations Centered on the Multilayered Coupling Operational Characteristics of Intelligent Manufacturing Systems. Sensors. 2020; 20(19):5677. https://doi.org/10.3390/s20195677
Chicago/Turabian StyleZhang, Anqi, Yihai He, Xiao Han, Yao Li, Xiuzhen Yang, and Zixuan Zhang. 2020. "Modeling Product Manufacturing Reliability with Quality Variations Centered on the Multilayered Coupling Operational Characteristics of Intelligent Manufacturing Systems" Sensors 20, no. 19: 5677. https://doi.org/10.3390/s20195677
APA StyleZhang, A., He, Y., Han, X., Li, Y., Yang, X., & Zhang, Z. (2020). Modeling Product Manufacturing Reliability with Quality Variations Centered on the Multilayered Coupling Operational Characteristics of Intelligent Manufacturing Systems. Sensors, 20(19), 5677. https://doi.org/10.3390/s20195677