
Benchmark Study of Epoxy Coatings with Selection of Bio-Based Phenalkamine versus Fossil-Based Amine Crosslinkers


Abstract
1. Introduction
2. Results
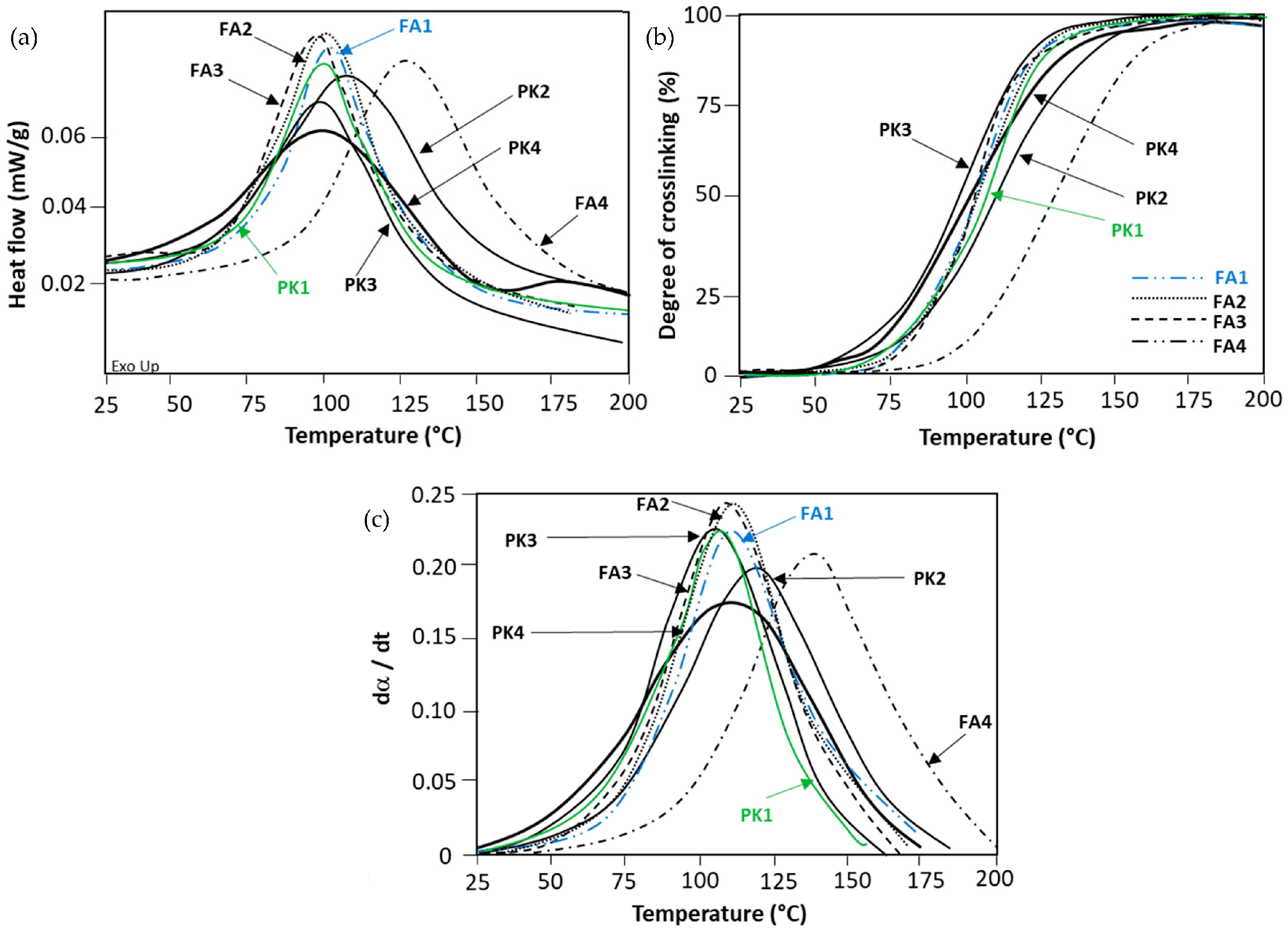
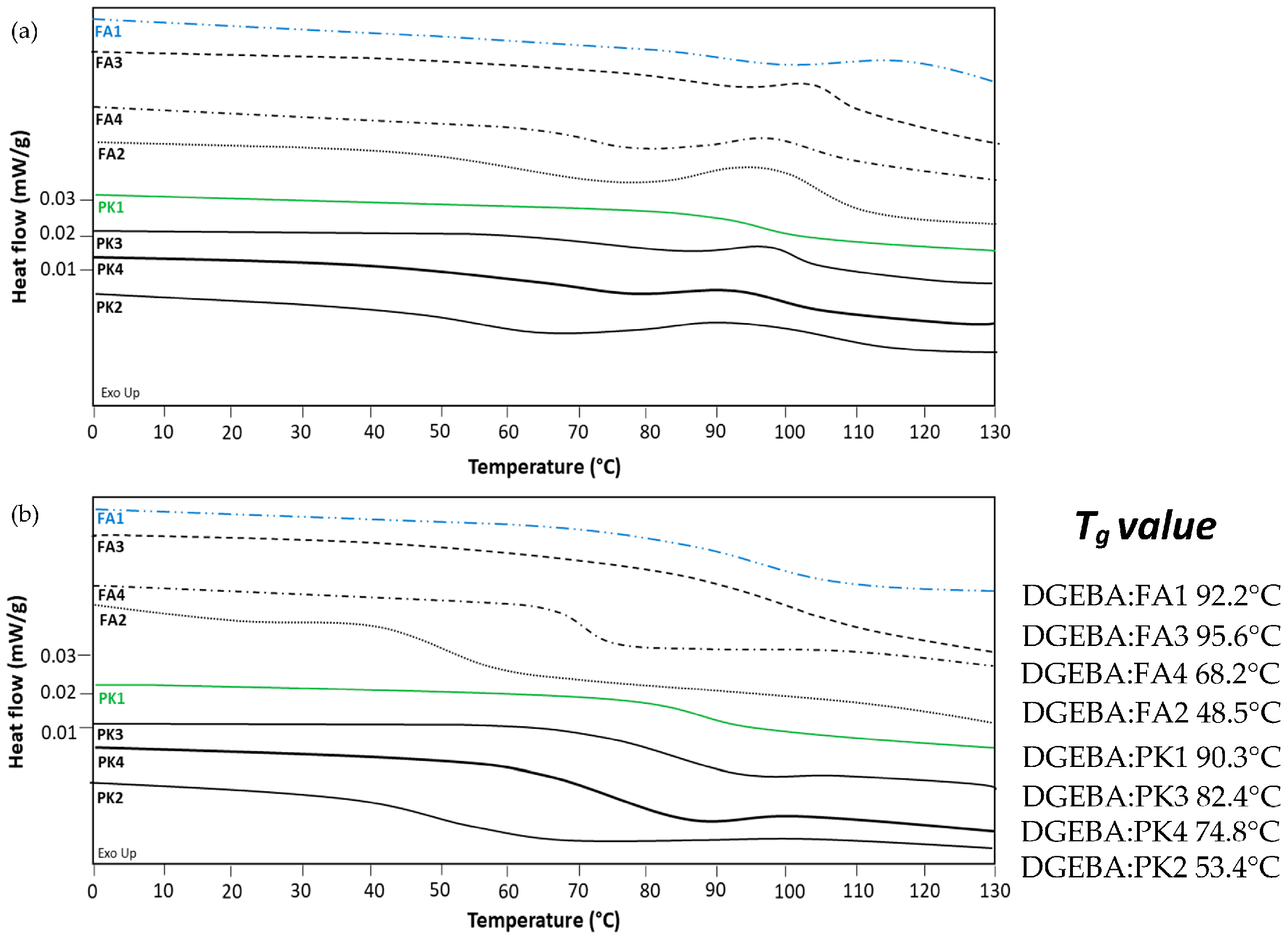
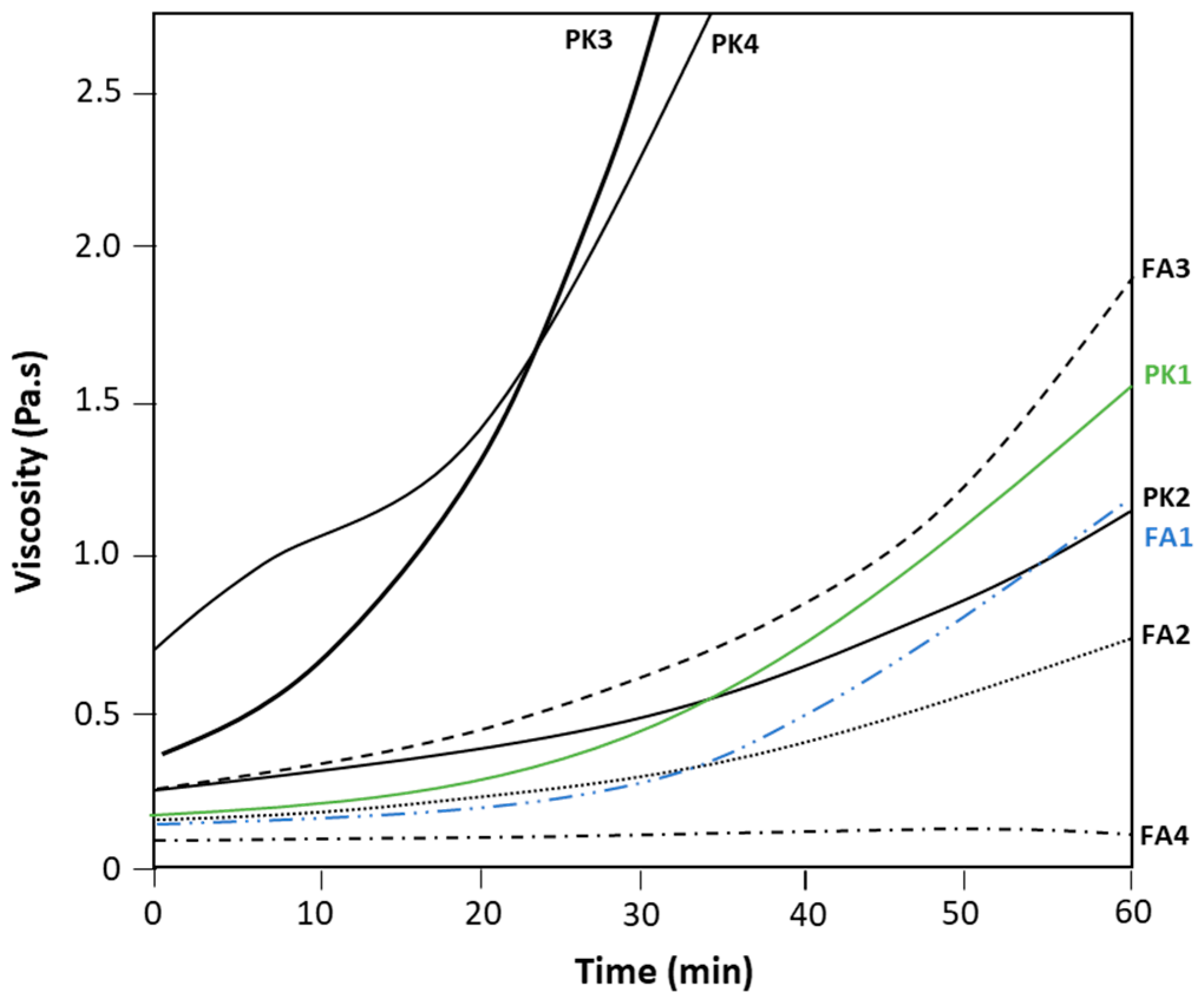
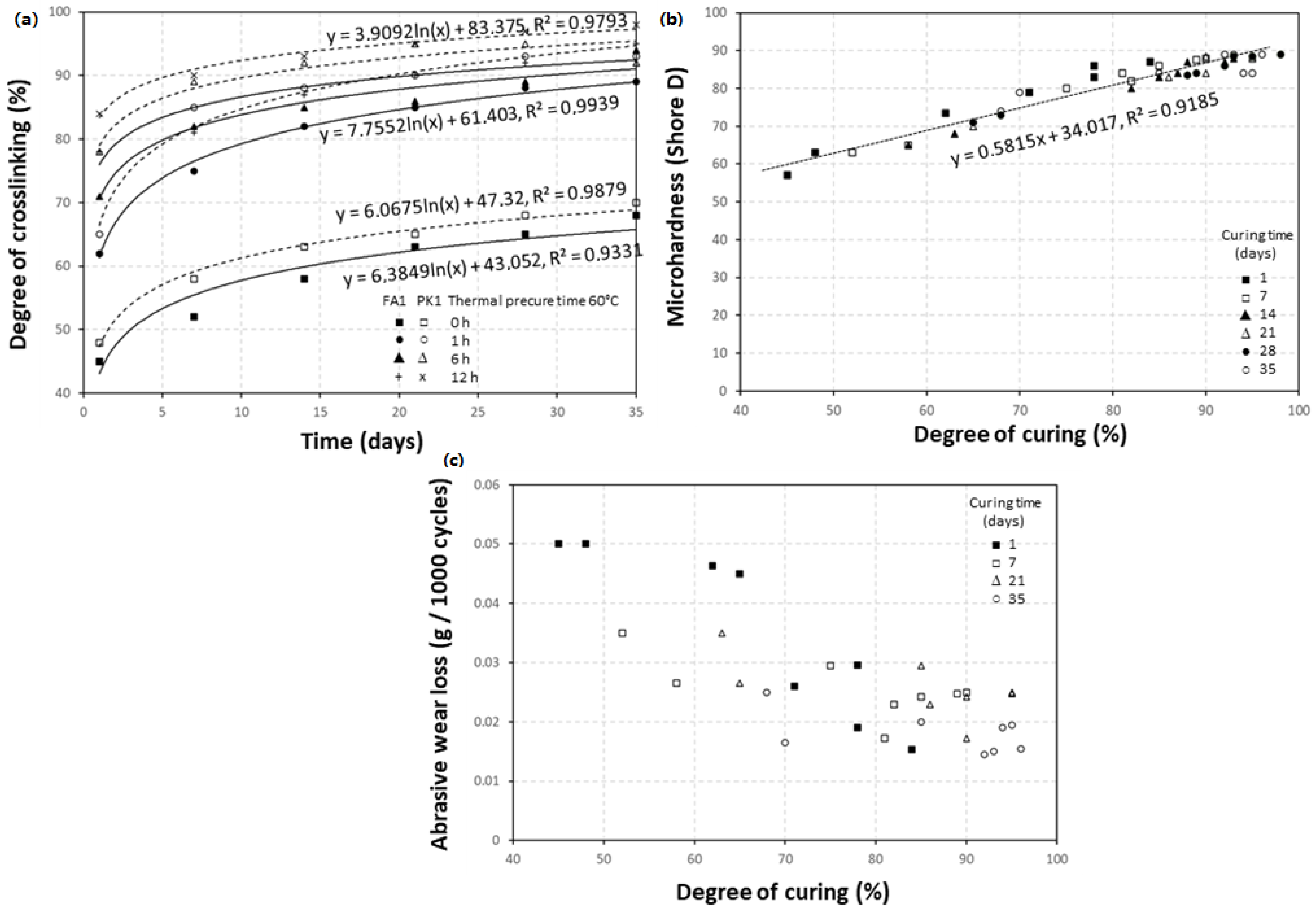
2.1. Analysis of Processing Conditions: Crosslinking and Viscosity
2.2. Preselection of Different Crosslinkers: Effect on Coating Properties
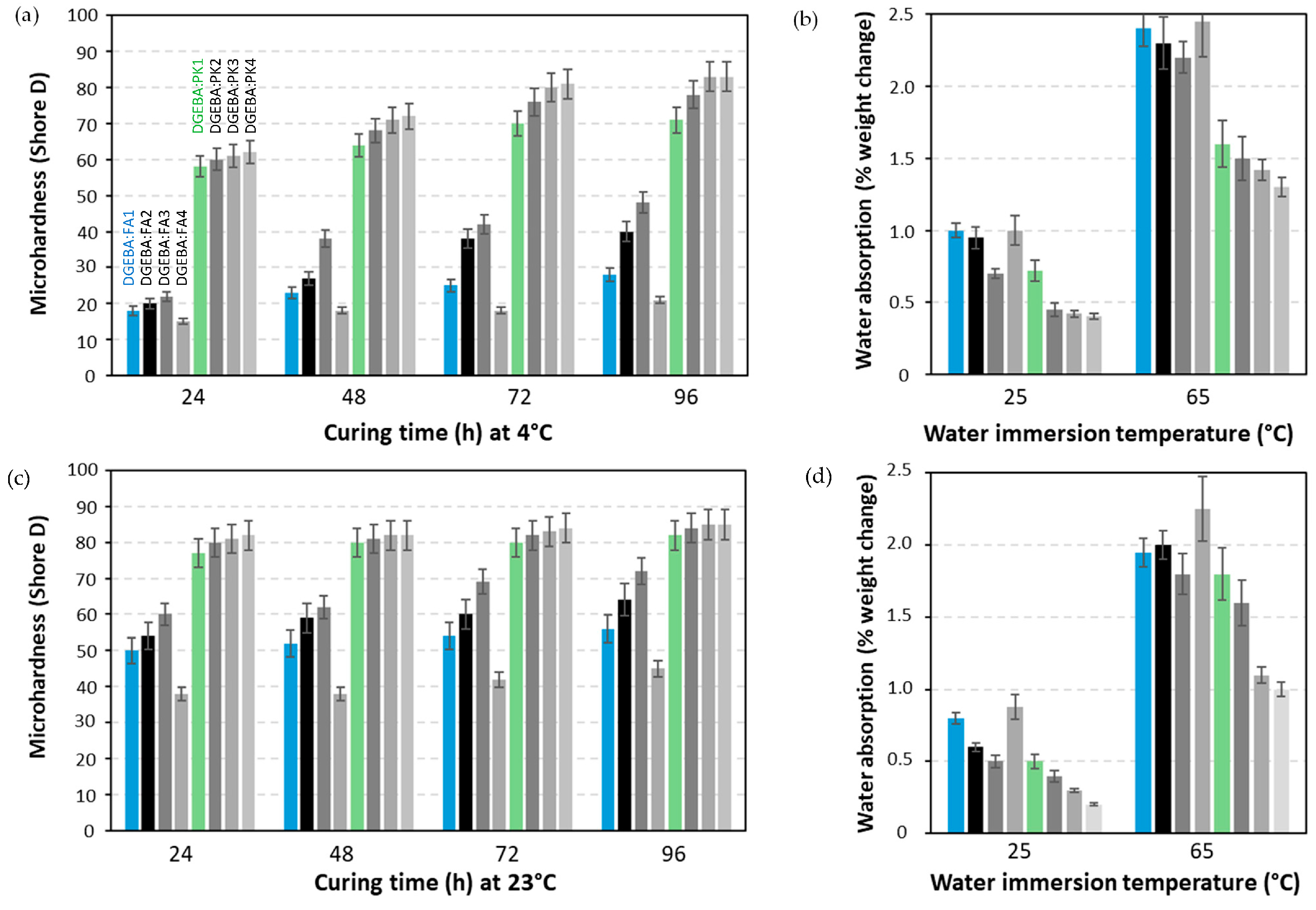
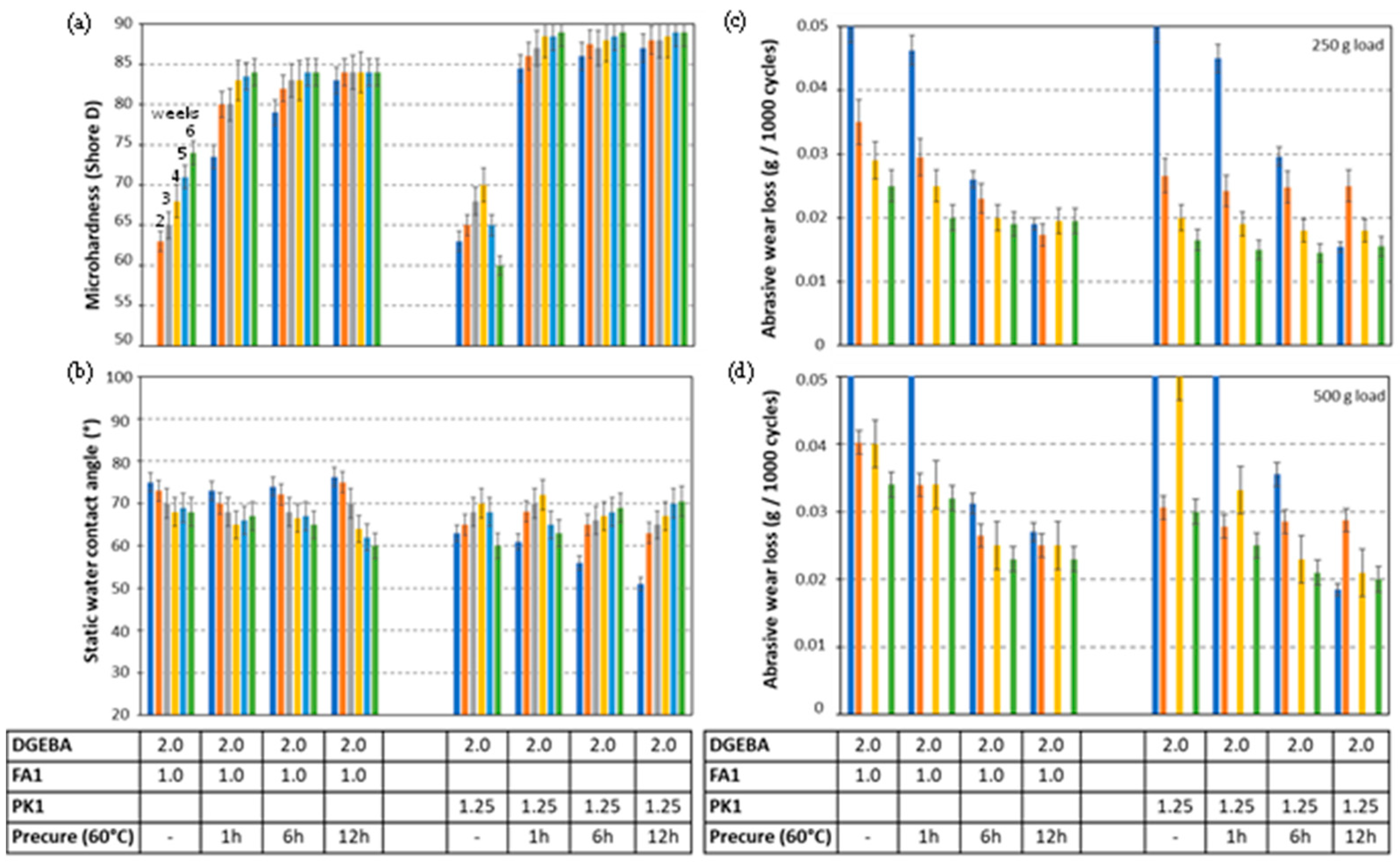
2.3. Crosslinking Conditions of Epoxy Coating: Effect on Mechanical Properties
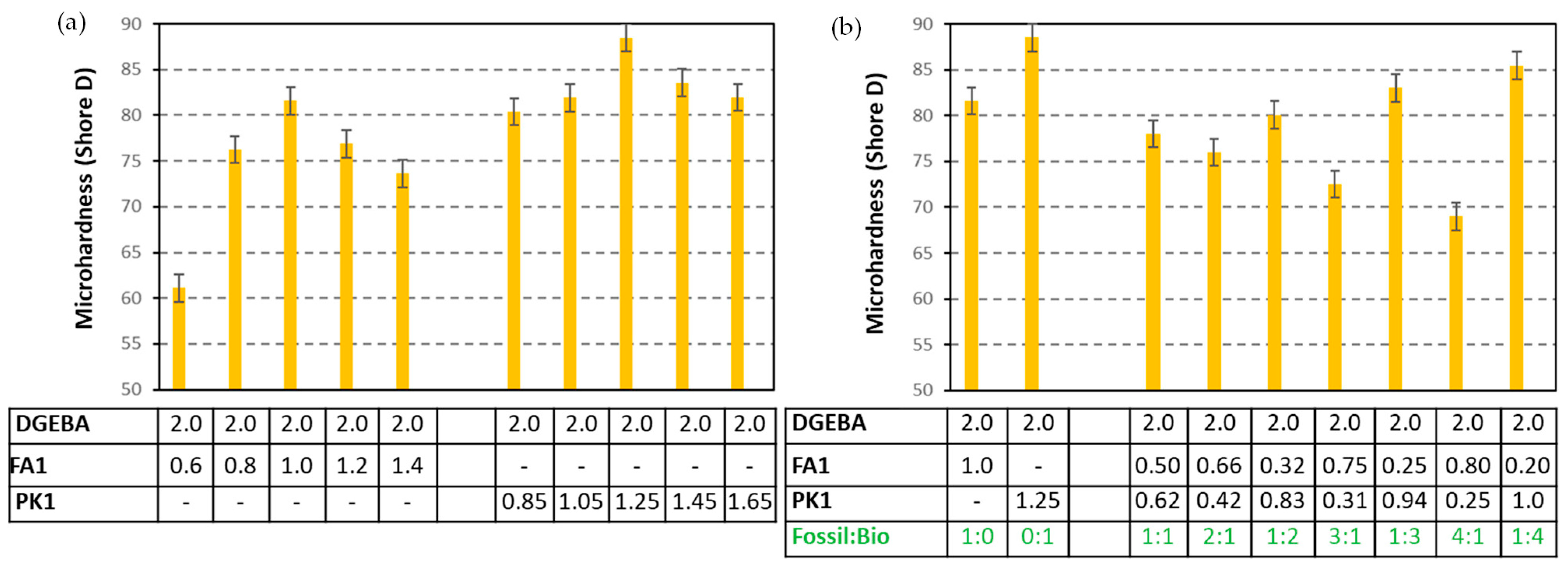
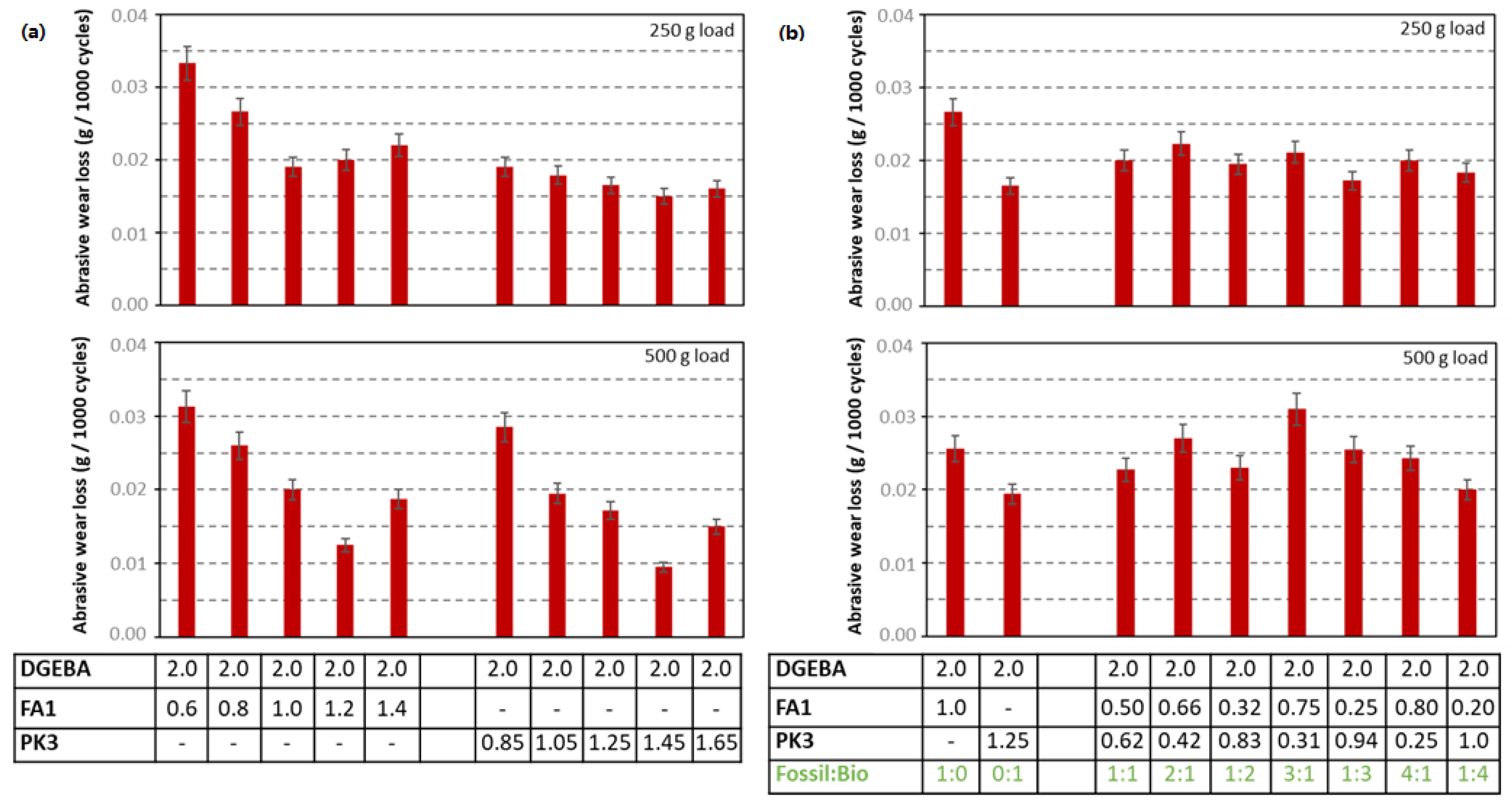
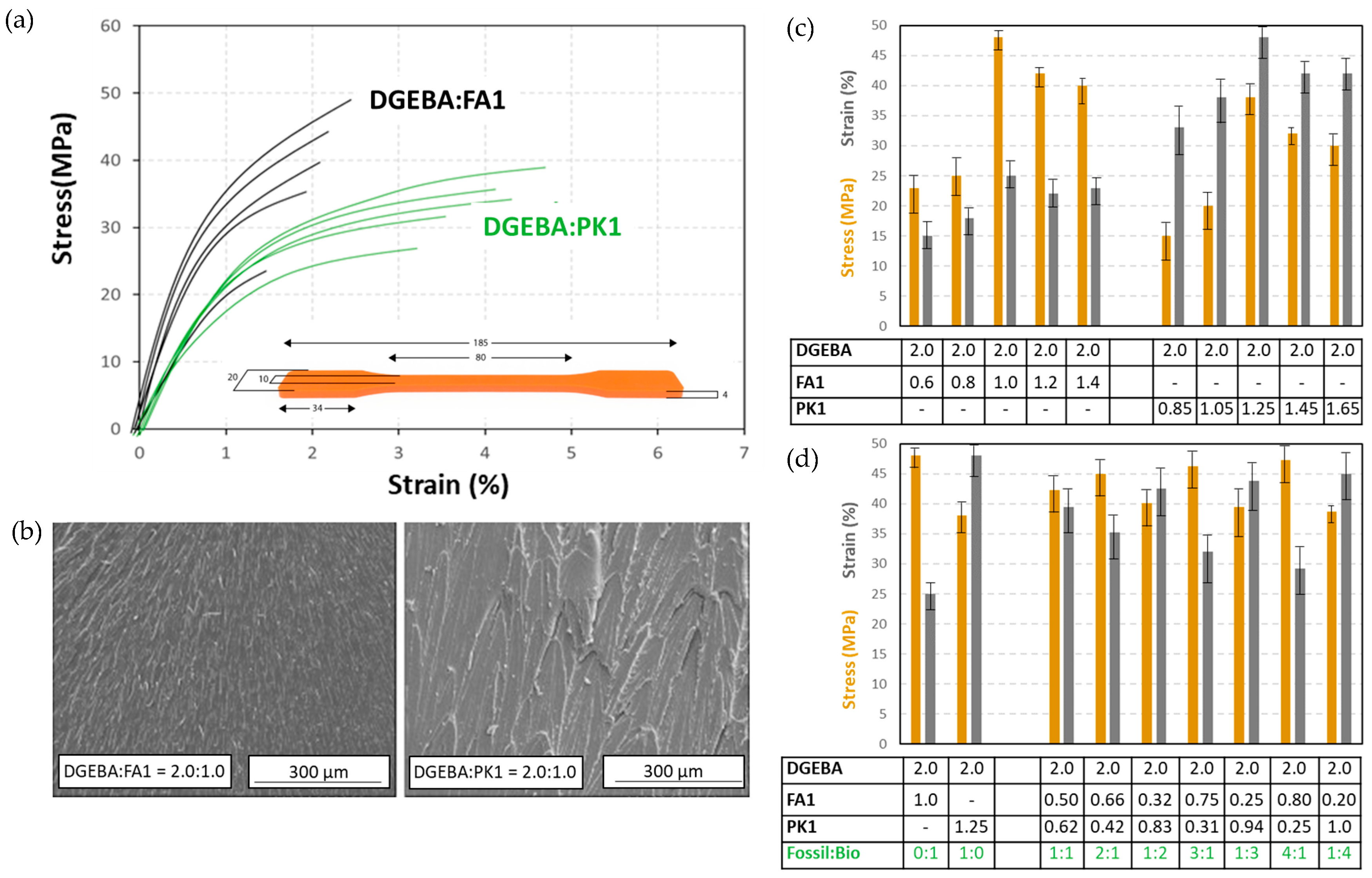
2.4. Composition of Epoxy Coating: Effect on Mechanical Properties
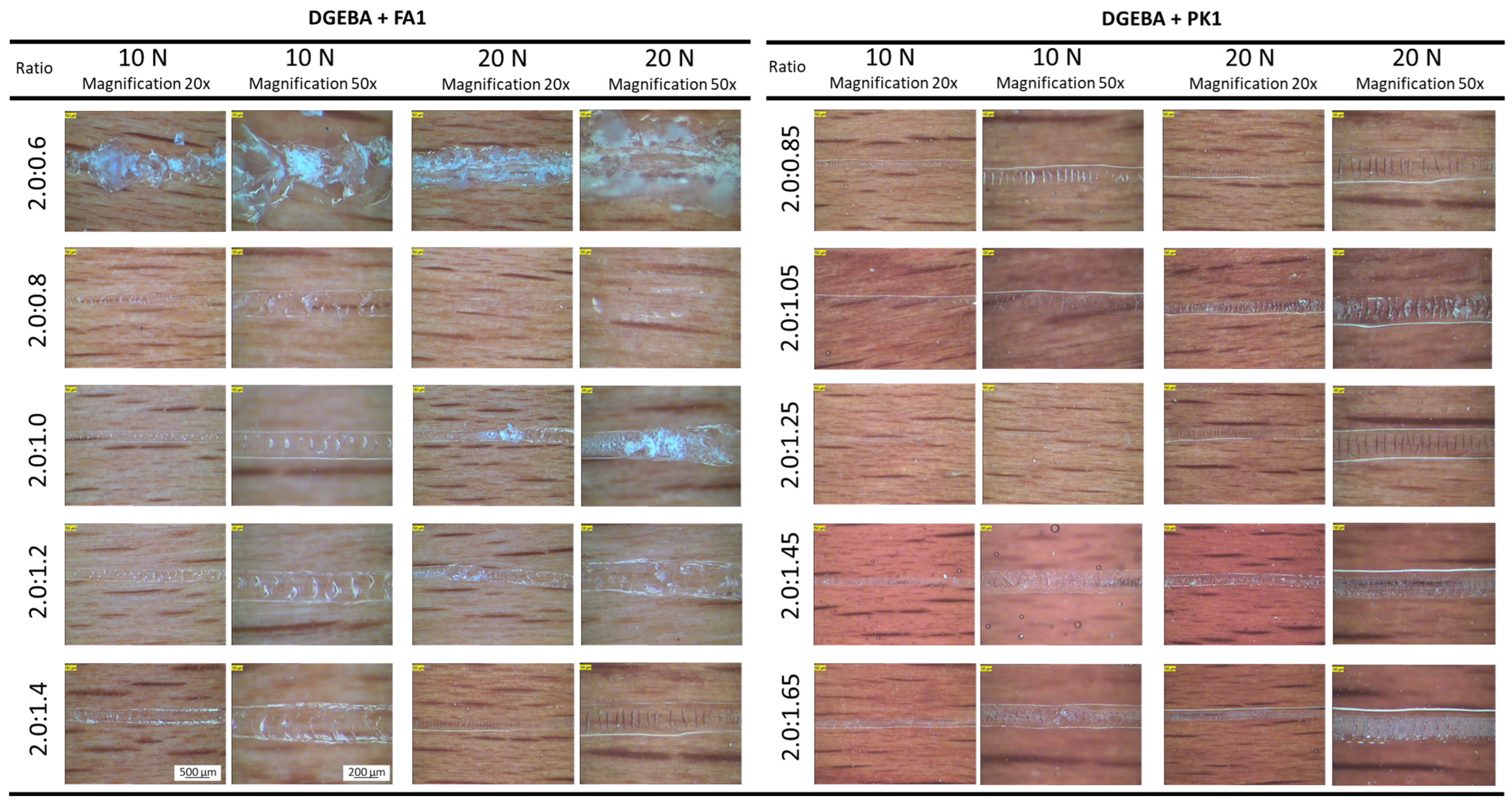
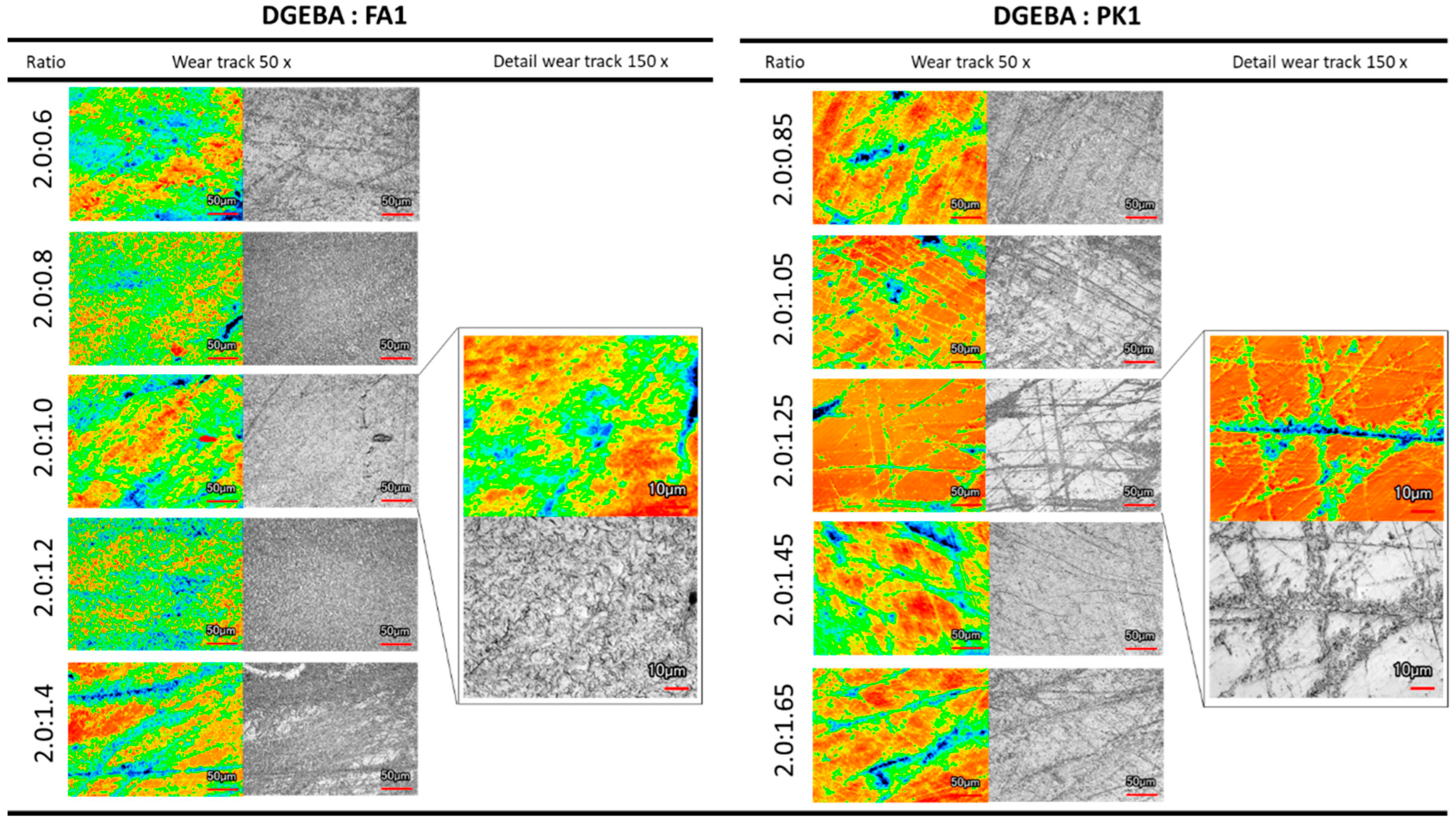
2.5. Wear Track Analysis of Epoxy Coatings
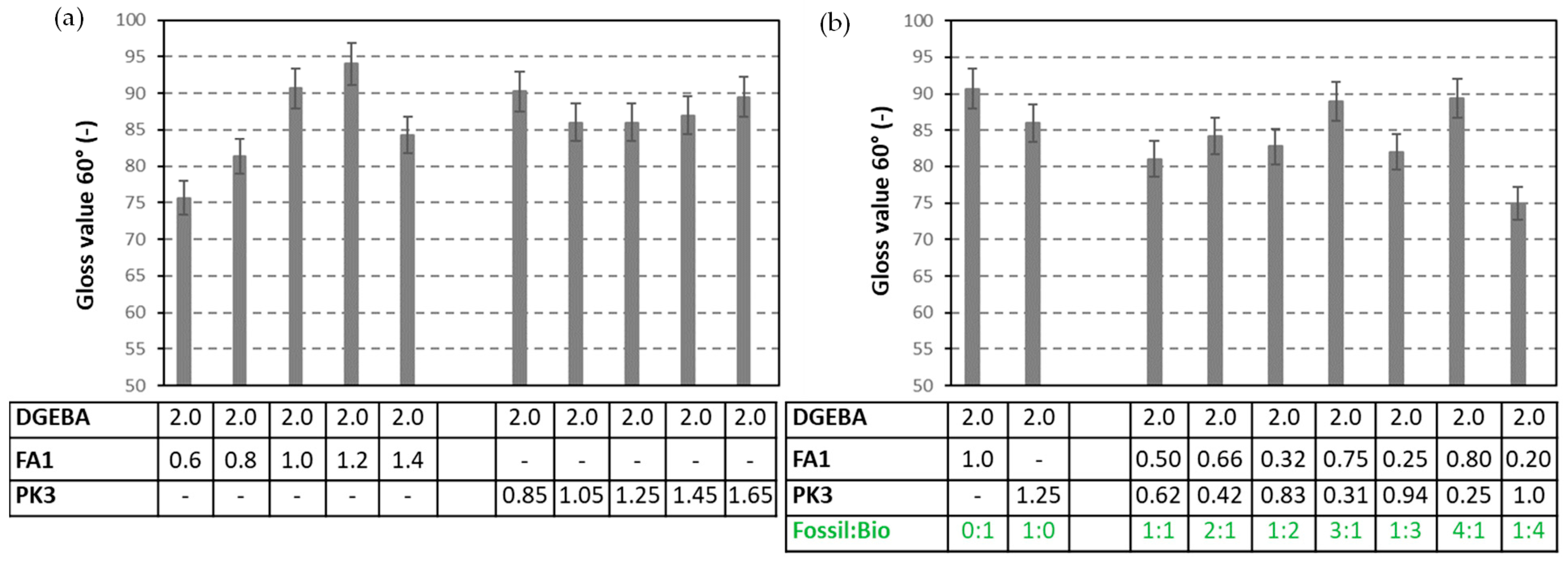
2.6. Composition of Epoxy Coatings: Effect on Physico-Chemical Properties
2.7. Relation of Coating Performance with Intrinsic Mechanical Properties
3. Materials and Methods
3.1. Chemicals and Materials
- The fossil amine crosslinkers include (i) FA1: a fast crosslinking fossil cycloaliphatic amine containing a mixture of 3-aminomethyl-3,5,5-trimethylcyclohexylamine (30 to 50 wt.-%) and m-phenylene bis(methylamine) (10 to 30 wt.-%) with amine hydrogen equivalent weight AHEW = 100 g/eq and trade name EP113 (Resion Resin Technology, Moordrecht, The Netherlands), (ii) FA2: a low-molecular weight amine of 1,2-ethylenediamine (EDA), with AHEW = 15 g/eq, (iii) FA3: a mixture of four low-molecular weight triethylenetetramines (TETA) with close boiling points including a linear molecule (i.e., N,N′-bis-(2-aminoethyl)-1,2-ethanediamine), a branched molecule (i.e., tris-(2-aminoethyl)amine), and two cyclic molecules (i.e., N,N′-bis-(2-aminoethyl)piperazine or bis AEP + N-[(2-aminoethyl)2-aminoethyl]piperazine) or PEEDA), with AHEW = 24 g/eq, and (iv) FA4: an amine-terminated polyoxypropylene glycol or polyetheramine (2N) with trade name Jeffamine D-230 with AHEW = 60 g/eq, supplied by Huntsman (Kortenberg, Belgium).
- The bio-based solvent-free phenalkamine crosslinkers include (i) PK1: cardamine H811 obtained as a pure cardanol-based phenalkamine (100 wt.-%) after reaction between cardanol and 1,2-ethylenediamine, with AHEW = 125 g/eq (Anacarda, Wigan WN, UK), (ii) PK2: Lite-2002 including cardanol-based phenalkamine (82 to 88 wt.-%), m-phenylene bis(methylamine) (1 to 2 wt.-%), tetraethylenepentamine (4 to 6 wt.-%) with AHEW = 104 g/eq (Cardolite, Gent, Belgium), (iii) PK3: GX-6004 including cardanol-based phenalkamine (50 to 62 wt.-%), m-phenylene bis(methylamine) (18 to 22 wt.-%), decarboxylated CNSL extract (16 to 20 wt.-%), 2,2,4-trimethylhexane-1,6-diamine (5 to 7 wt.-%) with AHEW = 76 g/eq (Cardolite, Gent, Belgium), and (iv) PK4: NX-6019 including cardanol-based phenalkamine (68 to 75 wt.-%), m-phenylene bis(methylamine) (15 to 20 wt.-%), 2,4,6-tris(dimethylamino)methyl phenol (3 to 4 wt.-%), dimethylaminopropylamine (2 to 3 wt.-%) with AHEW = 133 g/eq (Cardolite, Gent, Belgium). The compositions of commercial PK are indicative, as full details are proprietary information and cannot be disclosed. In particular, the concentration of m-phenylene bis(methylamine) as a reactive crosslinker differs in commercial grades determining the reactivity of crosslinking. In the following discussions, however, coating properties will be more importantly related to data from intrinsic thermal analysis and mechanical testing rather than an exact chemical composition.
3.2. Coating Formulation and Application
3.3. Characterization Methods
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Sample Availability
References
- Wang, J.H.; Zheng, L. Durability and ultimate performance of concrete beams with epoxy-coated reinforcing bars. ICE Proc. Struct. Build. 2020, 175, 437–452. [Google Scholar] [CrossRef]
- Zhumadilova, Z.O.; Selyaev, V.P.; Nurlybayev, R.E.; Orynbekov, Y.S.; Sangulova, I.B.; Kuldeyev, E.I. Prediction of durability of thermal insulating epoxy coatings with regard to climatic ageing. Polymers 2022, 14, 1650. [Google Scholar] [CrossRef]
- Rosu, L.; Varganici, C.D.; Mustata, F.; Rosu, D.; Rosca, I.; Rusu, T. Epoxy coatings based on modified vegetable oils for wood surface protection against fungal degradation. ACS Appl. Mater. Interfac. 2020, 12, 14443–14458. [Google Scholar] [CrossRef]
- Uvida, C.; de Arujo Almeida, A.; Pulcinelli, S.H.; Santilli, C.S.; Hamme, P. Structural properties of epoxy–silica barrier coatings for corrosion protection of reinforcing steel. Polymers 2022, 14, 3474. [Google Scholar] [CrossRef]
- Nikafshar, S.; McCracken, J.; Dunne, K.; Nejad, M. Improving UV-stability of epoxy coating using encapsulated halloysite nanotubes with organic UV-Stabilizers and lignin. Prog. Org. Coat. 2021, 151, 105843. [Google Scholar] [CrossRef]
- Vidil, T.; Tournilhac, F.; Musso, S.; Robisson, A.; Leibler, L. Control of reactions and network structures of epoxy thermosets. Prog. Polym. Sci. 2016, 62, 126–179. [Google Scholar] [CrossRef]
- Shundo, A.; Yamamoto, S.; Tanaka, K. Network formation and physical properties of epoxy resins for future practical applications. JACS Au 2022, 2, 1522–1542. [Google Scholar] [CrossRef]
- Sukanto, H.; Raharjo, W.W.; Ariawan, D.; Triyono, J.; Kaavesina, M. Epoxy resins thermosetting for mechanical engineering. Open. Eng. 2021, 11, 797–814. [Google Scholar] [CrossRef]
- Lange, J.; Luisier, A.; Hult, A. Influence of crosslink density, glass transition temperature and addition of pigment and wax on the scratch resistance of an epoxy coating. J. Coat. Technol. 1997, 69, 77–82. [Google Scholar] [CrossRef]
- Talib, A.; Jumahat, A.; Jawaid, M.; Sapiai, N.; Leao, A.L. Effect of wear conditions, parameters and sliding motions on tribological characteristics of basalt and glass fibre reinforced epoxy composites. Materials 2021, 14, 701. [Google Scholar] [CrossRef]
- Reddy, P.V.; Reddy, S.; Prasad, P.R.; Krishnudu, D.M.; Reddy, R.M.; Rao, H.R. Evaluation of mechanical and wear performances of natural fiber reinforced epoxy composites. J. Nat. Fibers 2020, 19, 2218–2231. [Google Scholar] [CrossRef]
- Mousa, S.; Alomari, A.S.; Vantadori, S.; Alhazmi, W.H.; Abdd-Elhady, A.A.; Sallam, H.E.D. Mechanical behavior of epoxy reinforced by hybrid short palm/glass fibers. Sustainability 2022, 14, 9425. [Google Scholar] [CrossRef]
- Kumar, T.S.; Shivashankar, G.S.; Dhotey, K.; Singh, J. Experimental study wear rate of glass fibre reinforced epoxy polymer composites filled with aluminium powder. Mater. Today Proc. 2017, 4, 10764–10768. [Google Scholar] [CrossRef]
- Wetzel, B.; Rosso, P.; Haupert, F.; Friedrich, K. Epoxy nanocomposites—Fracture and toughening mechanisms. Eng. Fract. Mech. 2006, 73, 2375–2398. [Google Scholar] [CrossRef]
- Pearson, R.A.; Yee, A.F. Toughening mechanisms in elastomer-modified epoxies. J. Mater. Sci. 1989, 24, 2571–2580. [Google Scholar] [CrossRef]
- Jayan, J.S.; Saritha, A.; Joseph, K. Innovative materials of this era for toughening the epoxy matrix: A review. Polym. Comp. 2018, 39, E1959–E1986. [Google Scholar] [CrossRef]
- Zapico, G.F.; Ohtake, N.; Akasaka, H.; Munoz-Guijosa, J.M. Epoxy toughening through high pressure and shear rate preprocessing. Sci. Rep. 2019, 9, 17343. [Google Scholar] [CrossRef]
- Müller-Pabel, M.; Agudo, J.A.; Gude, M. Measuring and understanding cure-dependent viscoelastic properties of epoxy resin: A review. Polym. Test. 2022, 114, 107701. [Google Scholar] [CrossRef]
- Baroncini, E.A.; Yadav, S.K.; Palmese, G.R.; Stanzione, J.F. Recent advances in bio-based epoxy resins and bio-based epoxy curing agents. J. Appl. Polym. Sci. 2016, 113, 44103. [Google Scholar] [CrossRef]
- Kumar, S.; Samal, S.K.; Mohanty, S.; Nayak, S.K. Recent development of bio-based epoxy resins: A review. Polym. Plast. Technol. Eng. 2018, 57, 133–155. [Google Scholar] [CrossRef]
- Goncalves, F.A.M.M.; Santos, M.; Cernadas, T.; Ferreira, P.; Alves, P. Advances in the development of bio-based epoxy resins: Insight into more sustainable materials and future applications. Int. Mater. Rev. 2021, 67, 119–149. [Google Scholar] [CrossRef]
- Auvergne, R.; Caillol, S.; David, G.; Boutevin, B.; Pascault, J.P. Bio-based thermosetting epoxy: Present and future. Chem. Rev. 2014, 114, 1082–1115. [Google Scholar] [CrossRef] [PubMed]
- Ng, F.; Couture, G.; Philippe, C.; Boutevin, B.; Caillol, S. Bio-based aromatic epoxy monomers for thermoset materials. Molecules 2017, 22, 149. [Google Scholar] [CrossRef] [PubMed]
- Ding, S.; Matharu, A.S. Recent developments on bio-based curing agents: A review of their preparation and use. ACS Sustain. Chem. Eng. 2014, 2, 2217–2236. [Google Scholar] [CrossRef]
- Jia, P.; Song, F.; Li, Q.; Xia, H.; Li, M.; Shu, X.; Zhou, Y. Recent development of cardanol based polymer materials—A review. J. Renew. Mater. 2019, 7, 601–609. [Google Scholar] [CrossRef]
- Voirin, C.; Caillol, S.; Sadavarte, N.V.; Tawade, B.V.; Boutevin, B.; Wadgaonkar, P.P. Functionalization of cardanol: Towards bio-based polymers and additives. Polym. Chem. 2014, 5, 3142–3162. [Google Scholar] [CrossRef]
- Darroman, E.; Bonnot, L.; Auvergne, R.; Boutevin, B.; Caillol, S. New aromatic amine based on cardanol giving new bio-based epoxy networks with cardanol. Eur. J. Lipid Sci. Technol. 2014, 117, 178–189. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, S. Effect of chain length of cardanol-based phenalkamines on mechanical properties of air-dried and heat-cured epoxies. Mater. Express 2019, 9, 337–343. [Google Scholar] [CrossRef]
- Pathak, S.K.; Rao, B.S. Structural effect of phenalkamines on adhesive viscoelastic and thermal properties of epoxy networks. J. Appl. Polym. Sci. 2006, 102, 4741–4748. [Google Scholar] [CrossRef]
- Zhang, J.; Xu, S. Curing kinetics of epoxy cured by cardanol-based phenalkamines synthesized from different polyethylenepolyamines by Mannich reaction. Iran. Polym. J. 2017, 26, 499–509. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, J.; Xu, S. Synthesis and curing kinetics of cardanol-based curing agents for epoxy resin by in situ depolymerization of paraformaldehyde. J. Polym. Sci. A Polym. Chem. 2013, 52, 472–480. [Google Scholar] [CrossRef]
- Wang, X.; Huang, J.; Song, L.; Hu, Y. Synthesis of phosphorus-containing cardanol-derived phenalkamine: A sustainable curing agent to access high-performance bio-based epoxy thermosets. Green. Chem. 2022, 24, 9269–9281. [Google Scholar] [CrossRef]
- Rao, B.S.; Pathak, S.K. Thermal and viscoelastic properties of sequentially polymerized networks composed of benzoxazine, epoxy and phenalkamine curing agents. J. Appl. Polym. Sci. 2006, 100, 3956–3965. [Google Scholar] [CrossRef]
- Wazarkar, K.; Sabnis, A.S. Phenalkamine curing agents for epoxy resin: Characterization and structure property relationship. Pigment Resin Technol. 2018, 47, 281–289. [Google Scholar] [CrossRef]
- Dusek, K. Crosslinking of epoxy resins. Adv. Chem. 1984, 208, 3–14. [Google Scholar]
- Naik, N.; Shivamurthy, B.; Thimmappa, B.H.S.; Guo, Z.; Bhat, R. Bio-based epoxies: Mechanical characterization and their applicability in the development of eco-friendly composites. J. Compos. Sci. 2022, 6, 294. [Google Scholar] [CrossRef]
- Kathalewar, M.; Sabnis, A. Effect of molecular weight of phenalkamines on the curing, mechanical, thermal and anticorrosive properties of epoxy based coatings. Prog. Org. Coat. 2015, 84, 79–88. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Khandelwal, V.; Manik, G. Renewable approach to synthesize highly toughened bioepoxy from castor oil derivative–epoxy methyl ricinoleate and cured with biorenewable phenalkamine. Ind. Eng. Chem. Res. 2018, 57, 11323–11334. [Google Scholar] [CrossRef]
- Benega, M.A.G.; Raja, R.; Blake, J.I.R. A preliminary evaluation of bio-based epoxy resin hardeners for maritime application. Proc. Eng. 2017, 200, 186–192. [Google Scholar] [CrossRef]
- Panda, R.; Tjong, J.; Nayak, S.K.; Sain, M.M. Effect of alkyl phenol from cashew nutshell liquid on mechanical and dry sliding wear behaviour of epoxy resin. BioResources 2015, 10, 4126–4136. [Google Scholar] [CrossRef]
- Murias, P.; Byczynski, L.; Maciejewski, H.; Galina, H. A quantitative approach to dynamic and isothermal curing of an epoxy resin modified with oligomeric siloxanes. J. Thermal. Anal. Calorim. 2015, 122, 215–226. [Google Scholar] [CrossRef]
- Rosu, D.; Cascaval, C.N.; Mustata, F.; Ciobanu, C. Cure kinetics of epoxy resins studied by non-isothermal DSC data. Thermochim. Acta 2002, 383, 119–127. [Google Scholar] [CrossRef]
- Deepak, P.; Kumar, R.V.; Badrinarayanan, S.; Sivaraman, H.; Vimal, R. Effects of polyamide and/or phenalkamine curing agents on the jute fiber reinforcement with epoxy matrix. Mater. Today Proc. 2017, 4, 2841–2850. [Google Scholar] [CrossRef]
- Karkanas, P.I.; Partridge, I.K. Cure modeling and monitoring of epoxy/amine resin systems. I. Cure kinetics modeling. J. Appl. Polym. Sci. 2000, 77, 1419–1431. [Google Scholar] [CrossRef]
- Bernath, Q.; Kärger, L.; Henning, F. Accurate cure modeling for isothermal processing of fast curing epoxy resins. Polymers 2006, 8, 390. [Google Scholar] [CrossRef]
- Si, J.; Jia, Z.; Wang, J.; Yu, X.; Li, Y.; Dong, F.; Jiang, R. Comparative analysis of cold-mixed epoxy and epoxy SBS-modified asphalts: Curing rheology, thermal and mechanical properties. Constr. Build. Mater. 2018, 176, 165–171. [Google Scholar] [CrossRef]
- Luo, D.B.; Fridrici, V.; Kapsa, P. A systematic approach for the selection of tribological coatings. Wear 2011, 271, 2132–2143. [Google Scholar] [CrossRef]
- Alam, M.A.; Samad, U.A.; Alam, M.; Anis, A.; Al-Zahrani, S.M. Enhancement in nanomechanical, thermal, and abrasion properties of SiO2 nanoparticle-modified epoxy coatings. Coatings 2020, 10, 310. [Google Scholar] [CrossRef]
- Turk, M.; Hamerton, I.; Ivanov, D.S. Ductility potential of brittle epoxies: Thermomechanical behaviour of plastically-deformed fully-cured composite resins. Polymer 2017, 120, 43–51. [Google Scholar] [CrossRef]
- Molero, G.; Sue, H.J. Scratch behavior of model epoxy resins with different crosslinking densities. Mater. Des. 2019, 182, 107965. [Google Scholar] [CrossRef]
- Biswakarma, J.J.S.; Cruz, D.A.; Bain, E.D.; Dennis, J.M.; Andzelm, J.W.; Lustig, S.R. Modeling brittle 8 in epoxy nanocomposites using extended finite element and cohesive zone surface methods. Polymers 2021, 13, 3387. [Google Scholar] [CrossRef] [PubMed]
- Fernandez-Alvarez, M.; Velasco, F.; Bautista, A. Epoxy powder coatings hot mixed with nanoparticles to improve their abrasive wear. Wear 2020, 448–449, 203211. [Google Scholar] [CrossRef]
- Kumar, V.; Sinha, S.K.; Agarwal, A.K. Tribological studies of epoxy and its composite coatings on steel in dry and lubricated sliding. Tribol. Mater. Surf. Interfaces 2015, 9, 144–153. [Google Scholar] [CrossRef]
- Huang, Z.; Zhao, W.; Zhao, W.; Ci, X.; Li, W. Tribological and anti-corrosion performance of epoxy resin composite coatings reinforced with differently sized cubic boron nitride (CBN) particles. Friction 2020, 9, 104–118. [Google Scholar] [CrossRef]
- Kumar, M.N.; Yaakob, Z.; Mohan, N.; Siddamaramaiah, B.S.P. Mechanical and abrasive wear studies on bio-based jatropha oil cake incorporated glass–epoxy composites. J. Am. Oil Sci. 2010, 87, 929–0936. [Google Scholar] [CrossRef]
- Zhang, Z.; Du, Y.; Zhu, C.; Guo, L.; Lu, Y.; Yu, J.; Parkin, I.P.; Zhao, J.; Guo, D. Unprecedented enhancement of wear resistance for epoxy resin graphene composites. Nanoscale 2021, 113, 2855–2867. [Google Scholar] [CrossRef]
- Yahyaei, H.; Ebrahimi, M.; Tahami, H.V.; Mafi, E.R.; Akbarinezhad, E. Toughening mechanisms of rubber modified thin film epoxy resins: Part 2—Study of abrasion, thermal and corrosion resistance. Prog. Org. Coat. 2017, 113, 136–142. [Google Scholar] [CrossRef]
- Dinnissen, T. Amine blushing and blooming of epoxy binder systems in protective coatings. Paint. Coat. Ind. 2005, 12, 40–45. [Google Scholar]
- Samyn, P.; Bosmans, J.; Cosemans, P. Comparative study on mechanical performance of photocurable acrylate coatings with bio-based versus fossil-based components. Mater. Today 2022, 32, 104002. [Google Scholar]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Main Chemical Ingredient |
|---|---|
| Epoxy resin DGEBA |  |
| Fossil crosslinker FA1 |  |
| Fossil crosslinker FA2 |  |
| Fossil crosslinker FA3 |  |
| Fossil crosslinker FA4 |  |
| Cardanol-based Phenalkamine crosslinker PK1 to PK4 |   |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Samyn, P.; Bosmans, J.; Cosemans, P. Benchmark Study of Epoxy Coatings with Selection of Bio-Based Phenalkamine versus Fossil-Based Amine Crosslinkers. Molecules 2023, 28, 4259. https://doi.org/10.3390/molecules28114259
Samyn P, Bosmans J, Cosemans P. Benchmark Study of Epoxy Coatings with Selection of Bio-Based Phenalkamine versus Fossil-Based Amine Crosslinkers. Molecules. 2023; 28(11):4259. https://doi.org/10.3390/molecules28114259
Chicago/Turabian StyleSamyn, Pieter, Joey Bosmans, and Patrick Cosemans. 2023. "Benchmark Study of Epoxy Coatings with Selection of Bio-Based Phenalkamine versus Fossil-Based Amine Crosslinkers" Molecules 28, no. 11: 4259. https://doi.org/10.3390/molecules28114259
APA StyleSamyn, P., Bosmans, J., & Cosemans, P. (2023). Benchmark Study of Epoxy Coatings with Selection of Bio-Based Phenalkamine versus Fossil-Based Amine Crosslinkers. Molecules, 28(11), 4259. https://doi.org/10.3390/molecules28114259