
A Review of Multiple Scale Fibrous and Composite Systems for Heating Applications

 ,
,  ,
, 

Abstract
1. Introduction
2. Scientific Principles
2.1. Joule Effect—Electrical Conductivity
2.2. Heat Transfer—Thermal Conductivity
3. Intrinsically Conductive Materials
3.1. Carbon-Based Nanomaterials
3.2. Metallic-Based Nanomaterials
3.3. Intrinsically Conductive Polymers
3.4. Hybrid Nanomaterials
4. Fibrous Systems
5. Composite Systems
5.1. Composites for Improved Thermal Conductivity
5.1.1. Nanocomposites for Improved Thermal Conductivity
- Addition of one nanofiller
- Addition of more than one nanofiller
5.1.2. Microcomposites for Improved Thermal Conductivity
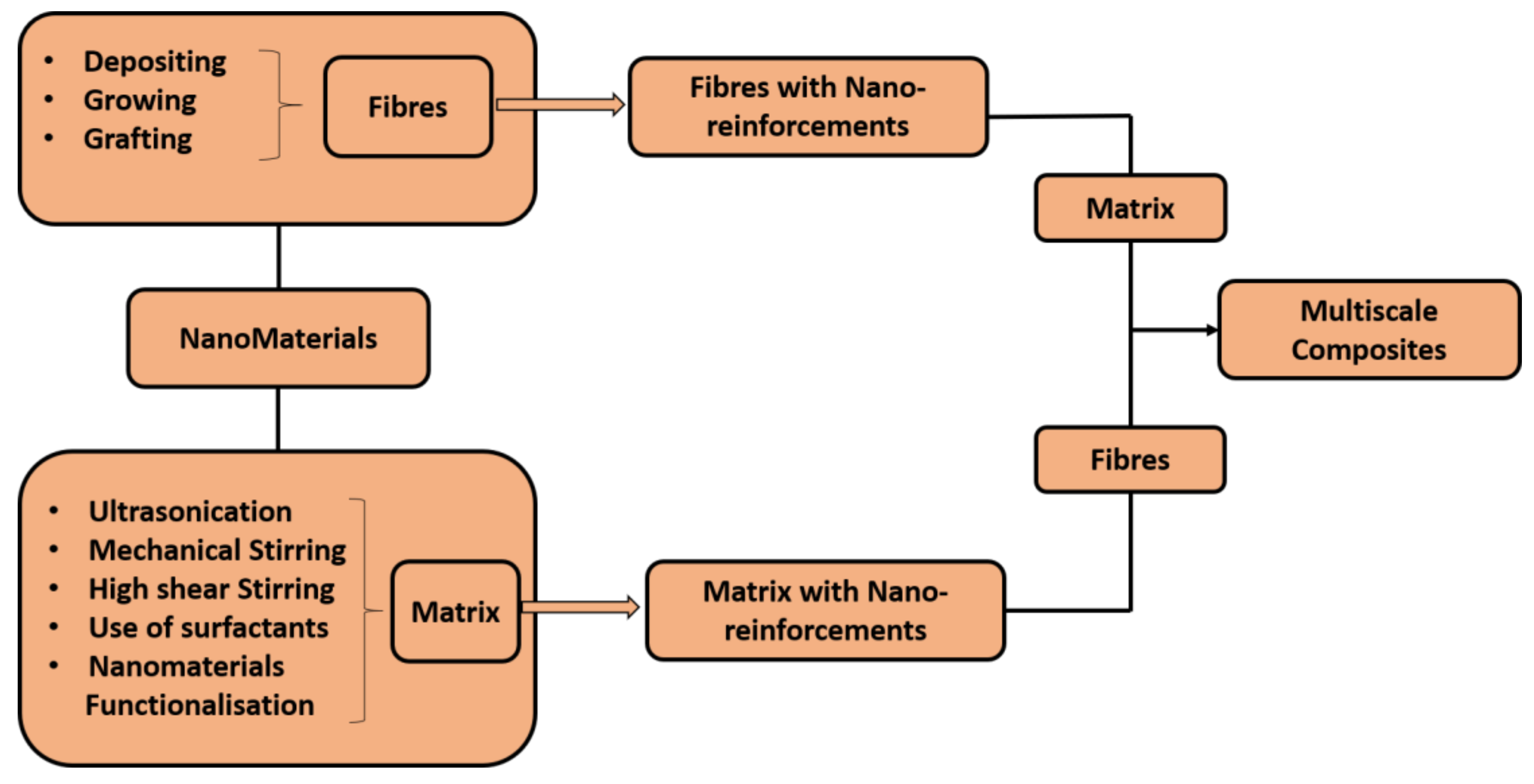
5.1.3. Multiscale Composites for Improved Thermal Conductivity
5.2. Composites for Improved Electrical Conductivity
5.2.1. Nanocomposites for Improved Electrical Conductivity
5.2.2. Multiscale Composites for Improved Electrical Conductivity
5.3. Composites for Improved Thermal and Electrical Conductivity
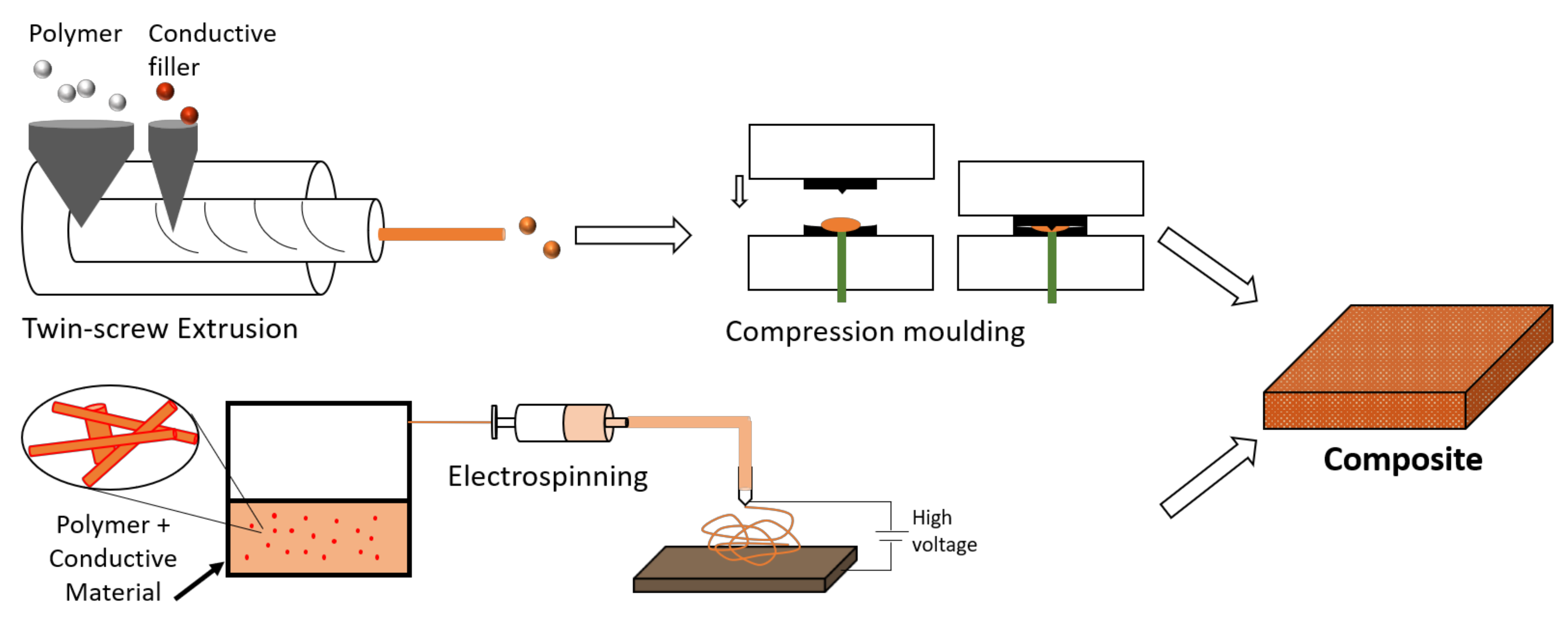
5.4. Methods to Produce Heating Composites
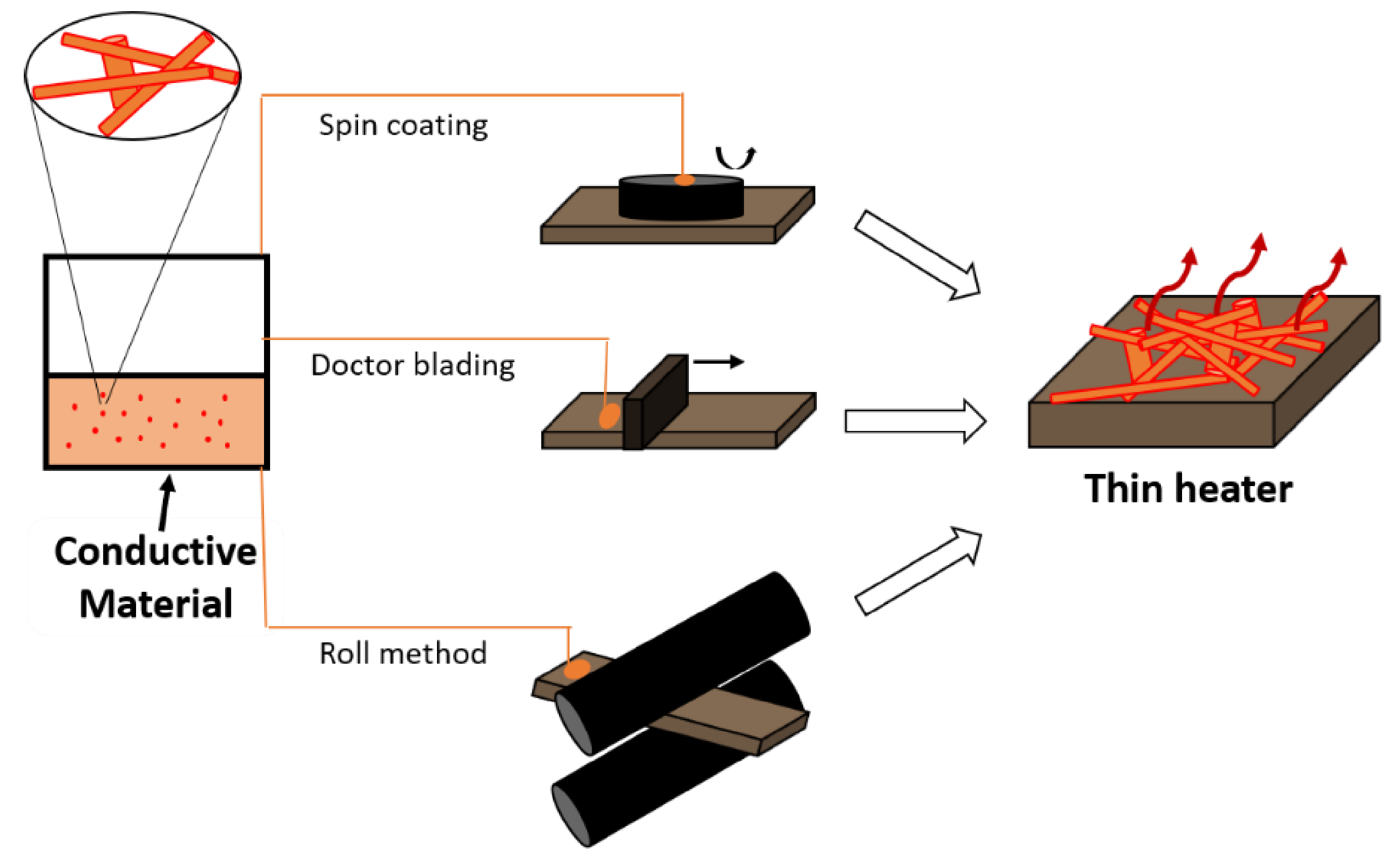
6. Thin Film Heaters
6.1. Principles and Performance of Film Heaters
6.2. Carbon-Based Heaters
6.3. Metal Nanostructure-Based Heaters
6.4. Conductive Polymer-Based Heaters
6.5. Nanocomposites and Hybrid Heaters
7. Heating Textiles
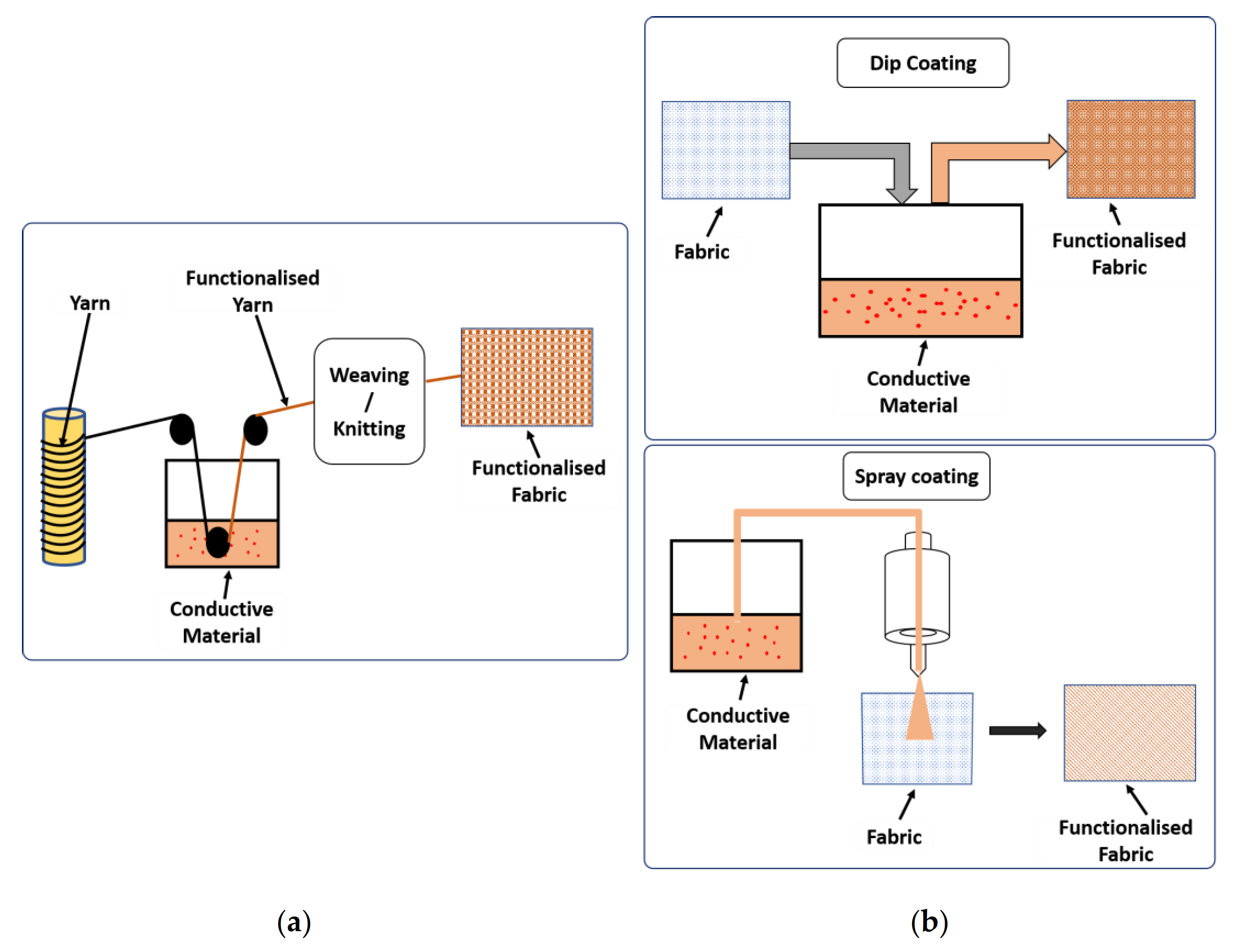
7.1. Conductive Yarn-Based Textiles
7.2. Functionalized Textile Fabrics
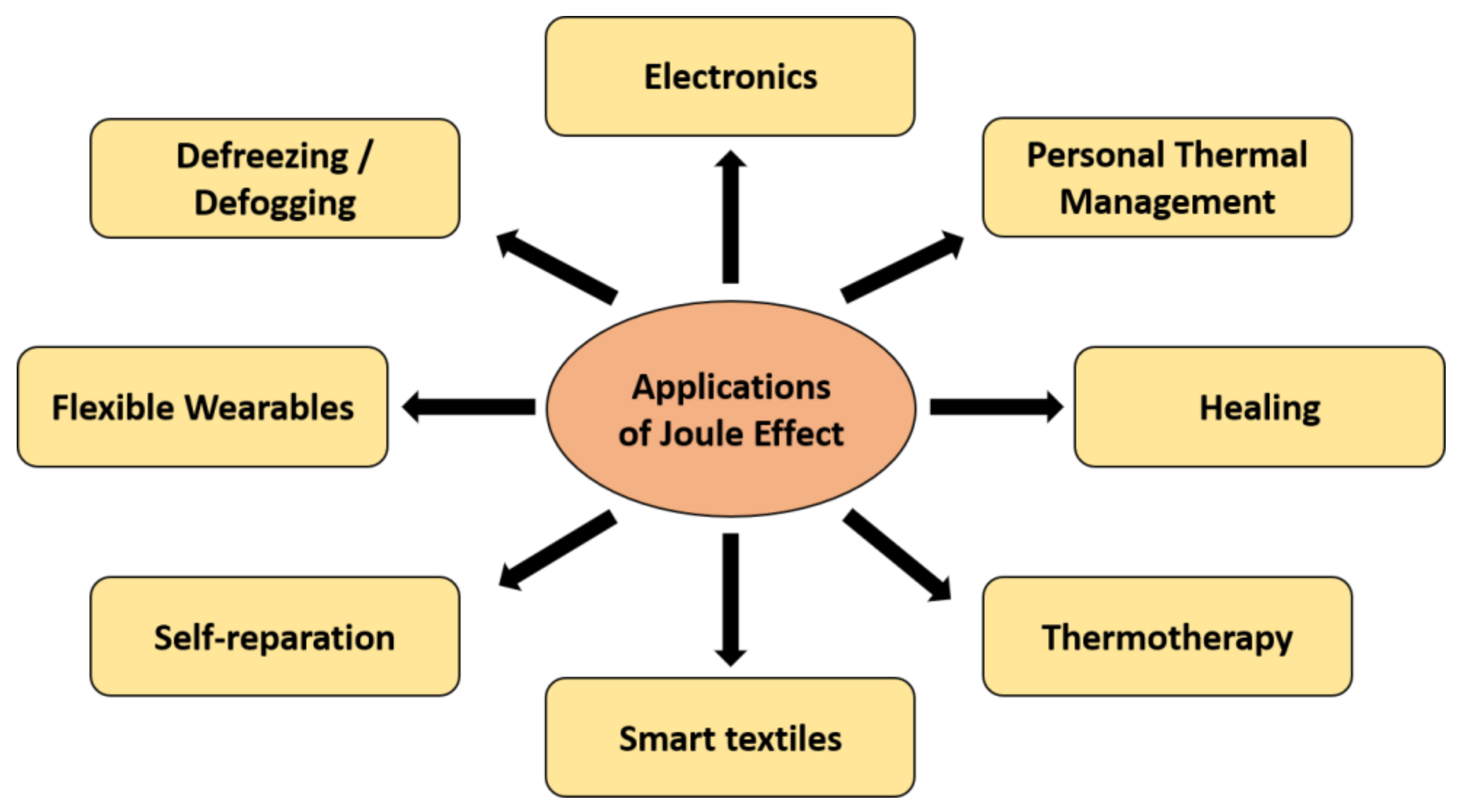
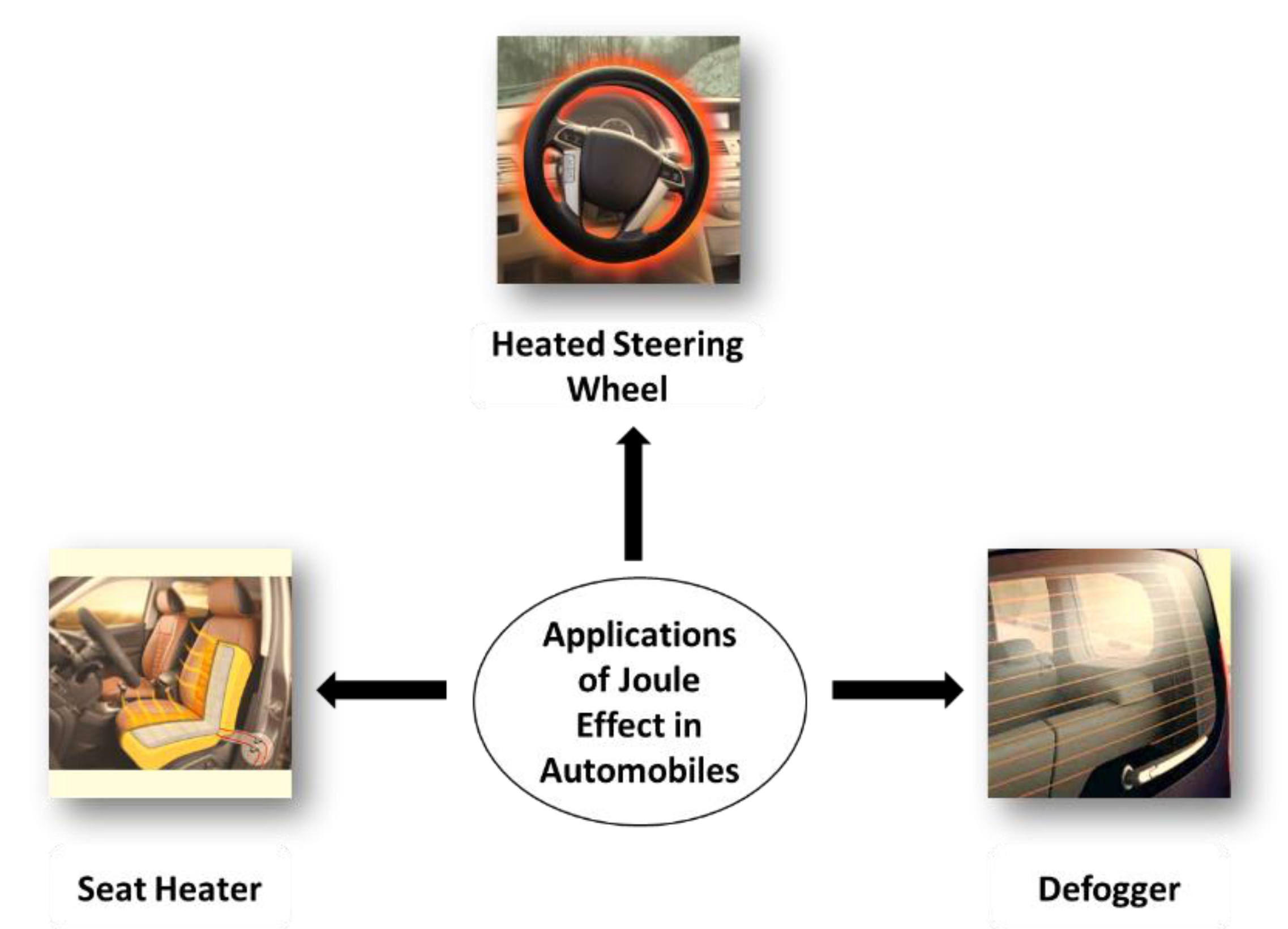
8. Applications
9. Conclusive Remarks and Prospects
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Park, J. Functional Fibers, Composites and Textiles Utilizing Photothermal and Joule Heating. Polymers 2020, 12, 189. [Google Scholar] [CrossRef] [PubMed]
- Ganguli, S.; Roy, A.K.; Anderson, D.P. Improved Thermal Conductivity for Chemically Functionalized Exfoliated Graphite/Epoxy Composites. Carbon N. Y. 2008, 46, 806–817. [Google Scholar] [CrossRef]
- Chen, H.; Ginzburg, V.V.; Yang, J.; Yang, Y.; Liu, W.; Huang, Y.; Du, L.; Chen, B. Thermal Conductivity of Polymer-Based Composites: Fundamentals and Applications. Prog. Polym. Sci. 2016, 59, 41–85. [Google Scholar] [CrossRef]
- Li, A.; Zhang, C.; Zhang, Y.F. Thermal Conductivity of Graphene-Polymer Composites: Mechanisms, Properties, and Applications. Polymers 2017, 9, 437. [Google Scholar] [CrossRef]
- Si, W.; Sun, J.; He, X.; Huang, Y.; Zhuang, J.; Zhang, J.; Murugadoss, V.; Fan, J.; Wu, D.; Guo, Z. Enhancing Thermal Conductivity: Via Conductive Network Conversion from High to Low Thermal Dissipation in Polydimethylsiloxane Composites. J. Mater. Chem. C 2020, 8, 3463–3475. [Google Scholar] [CrossRef]
- Burger, N.; Laachachi, A.; Ferriol, M.; Lutz, M.; Toniazzo, V.; Ruch, D. Review of Thermal Conductivity in Composites: Mechanisms, Parameters and Theory. Prog. Polym. Sci. 2016, 61, 1–28. [Google Scholar] [CrossRef]
- Han, Z.; Fina, A. Thermal Conductivity of Carbon Nanotubes and Their Polymer Nanocomposites: A Review. Prog. Polym. Sci. 2011, 36, 914–944. [Google Scholar] [CrossRef]
- Toberer, E.S.; Baranowski, L.L.; Dames, C. Advances in Thermal Conductivity. Annu. Rev. Mater. Res. 2012, 42, 179–209. [Google Scholar] [CrossRef]
- Leung, S.N. Thermally Conductive Polymer Composites and Nanocomposites: Processing-Structure-Property Relationships. Compos. Part B Eng. 2018, 150, 78–92. [Google Scholar] [CrossRef]
- Li, H.; Zheng, W. Enhanced Thermal Conductivity of Epoxy/Alumina Composite through Multiscale-Disperse Packing. J. Compos. Mater. 2021, 55, 17–25. [Google Scholar] [CrossRef]
- Zhao, Y.H.; Zhang, Y.F.; Bai, S.L.; Yuan, X.W. Carbon Fibre/Graphene Foam/Polymer Composites with Enhanced Mechanical and Thermal Properties. Compos. Part B Eng. 2016, 94, 102–108. [Google Scholar] [CrossRef]
- Balandin, A.A. Thermal Properties of Graphene and Nanostructured Carbon Materials. Nat. Mater. 2011, 10, 569–581. [Google Scholar] [CrossRef]
- Du, J.; Pei, S.; Ma, L.; Cheng, H.M. 25th Anniversary Article: Carbon Nanotube- and Graphene-Based Transparent Conductive Films for Optoelectronic Devices. Adv. Mater. 2014, 26, 1958–1991. [Google Scholar] [CrossRef]
- Khan, M.O.; Leung, S.N.; Chan, E.; Naguib, H.E.; Dawson, F.; Adinkrah, V. Effects of Microsized and Nanosized Carbon Fillers on the Thermal and Electrical Properties of Polyphenylene Sulfide Based Composites. Polym. Eng. Sci. 2013, 53, 2398–2406. [Google Scholar] [CrossRef]
- Ha, S.M.; Lee, H.L.; Lee, S.G.; Kim, B.G.; Kim, Y.S.; Won, J.C.; Choi, W.J.; Lee, D.C.; Kim, J.; Yoo, Y. Thermal Conductivity of Graphite Filled Liquid Crystal Polymer Composites and Theoretical Predictions. Compos. Sci. Technol. 2013, 88, 113–119. [Google Scholar] [CrossRef]
- Chaudhry, A.U.; Mabrouk, A.N.; Abdala, A. Thermally Enhanced Polyolefin Composites: Fundamentals, Progress, Challenges, and Prospects. Sci. Technol. Adv. Mater. 2020, 21, 737–766. [Google Scholar] [CrossRef]
- Chung, D.D.L. Materials for Thermal Conduction. Appl. Therm. Eng. 2001, 21, 1593–1605. [Google Scholar] [CrossRef]
- Cheng, Z.; Liu, L.; Xu, S.; Lu, M.; Wang, X. Temperature Dependence of Electrical and Thermal Conduction in Single Silver Nanowire. Sci. Rep. 2015, 5, srep10718. [Google Scholar] [CrossRef]
- Xu, X.; Zhou, J.; Chen, J. Thermal Transport in Conductive Polymer–Based Materials. Adv. Funct. Mater. 2020, 30, 1–18. [Google Scholar] [CrossRef]
- Akishin, G.P.; Turnaev, S.K.; Vaispapir, V.Y.; Gorbunova, M.A.; Makurin, Y.N.; Kiiko, V.S.; Ivanovskii, A.L. Thermal Conductivity of Beryllium Oxide Ceramic. Refract. Ind. Ceram. 2009, 50, 465–468. [Google Scholar] [CrossRef]
- Jeong, S.H.; Song, J.B.; Kim, K.L.; Choi, Y.H.; Lee, H. Enhanced Thermal Properties of Epoxy Composite Containing Cubic and Hexagonal Boron Nitride Fillers for Superconducting Magnet Applications. Compos. Part B Eng. 2016, 107, 22–28. [Google Scholar] [CrossRef]
- Zhou, T.; Wang, X.; Mingyuan, G.U.; Liu, X. Study of the Thermal Conduction Mechanism of Nano-SiC/DGEBA/EMI-2,4 Composites. Polymer 2008, 49, 4666–4672. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Mochane, M.J.; Sefadi, J.S.; Motloung, S.V.; Andala, D.M. Thermal Conductivity of Graphite-Based Polymer Composites. In Impact of Thermal Conductivity on Energy Technologies; InTech Open: London, UK, 2018. [Google Scholar] [CrossRef]
- Liu, W.; Do, I.-H.; Fukushima, H.; Drzal, L.T. Influence of Processing on Morphology, Electrical Conductivity and Flexural Properties of Exfoliated Graphite Nanoplatelets-Polyamide Nanocomposites. Carbon Lett. 2010, 11, 279–284. [Google Scholar] [CrossRef]
- Pop, E.; Mann, D.; Wang, Q.; Goodson, K.; Dai, H. Thermal Conductance of an Individual Single-Wall Carbon Nanotube above Room Temperature. Nano Lett. 2006, 6, 96–100. [Google Scholar] [CrossRef]
- Zilberberg, K.; Riedl, T. Metal-Nanostructures-a Modern and Powerful Platform to Create Transparent Electrodes for Thin-Film Photovoltaics. J. Mater. Chem. A 2016, 4, 14481–14508. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, C.; Pfattner, R.; Yan, H.; Jin, L.; Chen, S.; Molina-Lopez, F.; Lissel, F.; Liu, J.; Rabiah, N.I.; et al. A Highly Stretchable, Transparent, and Conductive Polymer. Sci. Adv. 2017, 3, 1–11. [Google Scholar] [CrossRef]
- Lipomi, D.J.; Lee, J.A.; Vosgueritchian, M.; Tee, B.C.; Bolander, J.A.; Bao, Z. Electronic Properties of Transparent Conductive Films of PEDOT:PSS on Stretchable Substrates. Chem. Mater. 2012, 24, 373–382. [Google Scholar] [CrossRef]
- Kim, J.Y.; Jung, J.H.; Lee, D.E.; Joo, J. Enhancement of Electrical Conductivity of Poly(3,4-Ethylenedioxythiophene)/Poly(4-Styrenesulfonate) by a Change of Solvents. Synth. Met. 2002, 126, 311–316. [Google Scholar] [CrossRef]
- Shi, H.; Liu, C.; Jiang, Q.; Xu, J. Effective Approaches to Improve the Electrical Conductivity of PEDOT:PSS: A Review. Adv. Electron. Mater. 2015, 1, 1500017. [Google Scholar] [CrossRef]
- Romasanta, L.J.; Schäfer, P.; Leng, J. Fluidic Patterning of Transparent Polymer Heaters. Sci. Rep. 2018, 8, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Macchione, M.A.; Biglione, C.; Strumia, M. Design, Synthesis and Architectures of Hybrid Nanomaterials for Therapy and Diagnosis Applications. Polymers 2018, 10, 527. [Google Scholar] [CrossRef]
- Taylor-Pashow, K.M.L.; Della Rocca, J.; Huxford, R.C.; Lin, W. Hybrid Nanomaterials for Biomedical Applications. In Chemical Communications; Royal Society of Chemistry: London, UK, 2010; pp. 5832–5849. [Google Scholar] [CrossRef]
- Ali, Z.; Gao, Y.; Tang, B.; Wu, X.; Wang, Y.; Li, M.; Hou, X.; Li, L.; Jiang, N.; Yu, J. Preparation, Properties and Mechanisms of Carbon Fiber/Polymer Composites for Thermal Management Applications. Polymers 2021, 13, 169. [Google Scholar] [CrossRef] [PubMed]
- Hou, X.; Chen, Y.; Dai, W.; Wang, Z.; Li, H.; Lin, C.T.; Nishimura, K.; Jiang, N.; Yu, J. Highly Thermal Conductive Polymer Composites via Constructing Micro-Phragmites Communis Structured Carbon Fibers. Chem. Eng. J. 2019, 375, 122099. [Google Scholar] [CrossRef]
- Inoue, R.; Arai, Y.; Kubota, Y.; Goto, K.; Kogo, Y. Development of Short- and Continuous Carbon Fiber-Reinforced ZrB2-SiC-ZrC Matrix Composites for Thermal Protection Systems. Ceram. Int. 2018, 44, 15859–15867. [Google Scholar] [CrossRef]
- Raji, R.K.; Miao, X.; Boakye, A. Electrical Conductivity in Textile Fibers and Yarns—Review. AATCC J. Res. 2017, 4, 8–21. [Google Scholar] [CrossRef]
- Webber, H.H.; Wilson, A.H. Metal Filaments Suitable for Textiles. U.S. Patent 3,379,000, 23 April 1968. [Google Scholar]
- Balla, V.K.; Kate, K.H.; Satyavolu, J.; Singh, P.; Tadimeti, J.G.D. Additive Manufacturing of Natural Fiber Reinforced Polymer Composites: Processing and Prospects. Compos. Part B Eng. 2019, 174, 106956. [Google Scholar] [CrossRef]
- Wang, J.; Song, F.; Ding, Y.; Shao, M. The Incorporation of Graphene to Enhance Mechanical Properties of Polypropylene Self-Reinforced Polymer Composites. Mater. Des. 2020, 195, 109073. [Google Scholar] [CrossRef]
- Prasert, A.; Sontikaew, S.; Sriprapai, D.; Chuangchote, S. Polypropylene/ZnO Nanocomposites: Mechanical Properties, Photocatalytic Dye Degradation, and Antibacterial Property. Materials 2020, 13, 914. [Google Scholar] [CrossRef]
- Liang, C.; Ruan, K.; Zhang, Y.; Gu, J. Multifunctional Flexible Electromagnetic Interference Shielding Silver Nanowires/Cellulose Films with Excellent Thermal Management and Joule Heating Performances. ACS Appl. Mater. Interfaces 2020, 12, 18023–18031. [Google Scholar] [CrossRef]
- Hu, D.; Liu, H.; Ma, W. Rational Design of Nanohybrids for Highly Thermally Conductive Polymer Composites. Compos. Commun. 2020, 21, 100427. [Google Scholar] [CrossRef]
- Liu, Z.; Li, J.; Liu, X. Novel Functionalized BN Nanosheets/Epoxy Composites with Advanced Thermal Conductivity and Mechanical Properties. ACS Appl. Mater. Interfaces 2020, 12, 6503–6515. [Google Scholar] [CrossRef] [PubMed]
- Ma, F.; Zhang, P.; Xia, Z.Z.; Li, M. How to Enhance the Effective Thermal Conductivity of Composite Material Based on Optimization Method? Energy 2015, 87, 400–411. [Google Scholar] [CrossRef]
- Chatterjee, A.; Verma, R.; Umashankar, H.P.; Kasthurirengan, S.; Shivaprakash, N.C.; Behera, U. Heat Conduction Model Based on Percolation Theory for Thermal Conductivity of Composites with High Volume Fraction of Filler in Base Matrix. Int. J. Therm. Sci. 2019, 136, 389–395. [Google Scholar] [CrossRef]
- Adiga, S.P.; Zapol, P.; Curtiss, L.A. Theoretical Studies of UNCD Properties, 2nd ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2012. [Google Scholar] [CrossRef]
- Cai, D.; Song, M. Recent Advance in Functionalized Graphene/Polymer Nanocomposites. J. Mater. Chem. 2010, 20, 7906–7915. [Google Scholar] [CrossRef]
- Yu, A.; Ramesh, P.; Sun, X.; Bekyarova, E.; Itkis, M.E.; Haddon, R.C. Enhanced Thermal Conductivity in a Hybrid Graphite Nanoplatelet—Carbon Nanotube Filler for Epoxy Composites. Adv. Mater. 2008, 20, 4740–4744. [Google Scholar] [CrossRef]
- Kim, G.H.; Lee, D.; Shanker, A.; Shao, L.; Kwon, M.S.; Gidley, D.; Kim, J.; Pipe, K.P. High Thermal Conductivity in Amorphous Polymer Blends by Engineered Interchain Interactions. Nat. Mater. 2015, 14, 295–300. [Google Scholar] [CrossRef]
- Zhang, P.; Zeng, J.; Zhai, S.; Xian, Y.; Yang, D.; Li, Q. Thermal Properties of Graphene Filled Polymer Composite Thermal Interface Materials. Macromol. Mater. Eng. 2017, 302, 1700068. [Google Scholar] [CrossRef]
- Gu, J.; Yang, X.; Lv, Z.; Li, N.; Liang, C.; Zhang, Q. Functionalized Graphite Nanoplatelets/Epoxy Resin Nanocomposites with High Thermal Conductivity. Int. J. Heat Mass Transf. 2016, 92, 15–22. [Google Scholar] [CrossRef]
- Yang, S.; Li, W.; Bai, S.; Wang, Q. High-Performance Thermal and Electrical Conductive Composites from Multilayer Plastic Packaging Waste and Expanded Graphite. J. Mater. Chem. C 2018, 6, 11209–11218. [Google Scholar] [CrossRef]
- Kargar, F.; Barani, Z.; Salgado, R.; Debnath, B.; Lewis, J.S.; Aytan, E.; Lake, R.K.; Balandin, A.A. Thermal Percolation Threshold and Thermal Properties of Composites with High Loading of Graphene and Boron Nitride Fillers. ACS Appl. Mater. Interfaces 2018, 10, 37555–37565. [Google Scholar] [CrossRef]
- Jiang, Y.; Liu, Y.; Min, P.; Sui, G. BN@PPS Core-Shell Structure Particles and Their 3D Segregated Architecture Composites with High Thermal Conductivities. Compos. Sci. Technol. 2017, 144, 63–69. [Google Scholar] [CrossRef]
- Han, W.; Bai, Y.; Liu, S.; Ge, C.; Wang, L.; Ma, Z.; Yang, Y.; Zhang, X. Enhanced Thermal Conductivity of Commercial Polystyrene Filled with Core-Shell Structured BN@PS. Compos. Part A Appl. Sci. Manuf. 2017, 102, 218–227. [Google Scholar] [CrossRef]
- Wu, Y.; Ye, K.; Liu, Z.; Wang, M.; Chee, K.W.A.; Lin, C.T.; Jiang, N.; Yu, J. Effective Thermal Transport Highway Construction within Dielectric Polymer Composites: Via a Vacuum-Assisted Infiltration Method. J. Mater. Chem. C 2018, 6, 6494–6501. [Google Scholar] [CrossRef]
- Yang, S.Y.; Huang, Y.F.; Lei, J.; Zhu, L.; Li, Z.M. Enhanced Thermal Conductivity of Polyethylene/Boron Nitride Multilayer Sheets through Annealing. Compos. Part A Appl. Sci. Manuf. 2018, 107, 135–143. [Google Scholar] [CrossRef]
- Zhu, D.; Yu, W.; Du, H.; Chen, L.; Li, Y.; Xie, H. Thermal Conductivity of Composite Materials Containing Copper Nanowires. J. Nanomater. 2016, 2016, 3089716. [Google Scholar] [CrossRef]
- Dai, W.; Lv, L.; Ma, T.; Wang, X.; Ying, J.; Yan, Q.; Tan, X.; Gao, J.; Xue, C.; Yu, J.; et al. Multiscale Structural Modulation of Anisotropic Graphene Framework for Polymer Composites Achieving Highly Efficient Thermal Energy Management. Adv. Sci. 2021, 8, 1–15. [Google Scholar] [CrossRef]
- Yu, J.; Choi, H.K.; Kim, H.S.; Kim, S.Y. Synergistic Effect of Hybrid Graphene Nanoplatelet and Multi-Walled Carbon Nanotube Fillers on the Thermal Conductivity of Polymer Composites and Theoretical Modeling of the Synergistic Effect. Compos. Part A Appl. Sci. Manuf. 2016, 88, 79–85. [Google Scholar] [CrossRef]
- Wu, K.; Xue, Y.; Yang, W.; Chai, S.; Chen, F.; Fu, Q. Largely Enhanced Thermal and Electrical Conductivity via Constructing Double Percolated Filler Network in Polypropylene/Expanded Graphite—Multi-Wall Carbon Nanotubes Ternary Composites. Compos. Sci. Technol. 2016, 130, 28–35. [Google Scholar] [CrossRef]
- Owais, M.; Zhao, J.; Imani, A.; Wang, G.; Zhang, H.; Zhang, Z. Synergetic Effect of Hybrid Fillers of Boron Nitride, Graphene Nanoplatelets, and Short Carbon Fibers for Enhanced Thermal Conductivity and Electrical Resistivity of Epoxy Nanocomposites. Compos. Part A Appl. Sci. Manuf. 2019, 117, 11–22. [Google Scholar] [CrossRef]
- Wei, J.; Liao, M.; Ma, A.; Chen, Y.; Duan, Z.; Hou, X.; Li, M.; Jiang, N.; Yu, J. Enhanced Thermal Conductivity of Polydimethylsiloxane Composites with Carbon Fiber. Compos. Commun. 2020, 17, 141–146. [Google Scholar] [CrossRef]
- Song, J.; Wu, L.; Zhang, Y. Thermal Conductivity Enhancement of Alumina/Silicone Rubber Composites through Constructing a Thermally Conductive 3D Framework. Polym. Bull. 2020, 77, 2139–2153. [Google Scholar] [CrossRef]
- Li, H.; Chen, W.; Xu, J.; Li, J.; Gan, L.; Chu, X.; Yao, Y.; He, Y.; Li, B.; Kang, F.; et al. Enhanced Thermal Conductivity by Combined Fillers in Polymer Composites. Thermochim. Acta 2019, 676, 198–204. [Google Scholar] [CrossRef]
- Rana, S.; Parveen, S.; Fangueiro, R. 13 Advanced Carbon Nanotube Reinforced Multiscale Composites. Adv. Compos. Mater. Prop. Appl. 2017, 2017, 545–578. [Google Scholar] [CrossRef]
- Sanivada, U.K.; Mármol, G.; Brito, F.P.; Fangueiro, R. Pla Composites Reinforced with Flax and Jute Fibers—a Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef]
- Wang, S.; Qiu, J. Enhancing Thermal Conductivity of Glass Fiber/Polymer Composites through Carbon Nanotubes Incorporation. Compos. Part B Eng. 2010, 41, 533–536. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Rana, S.; Parveen, S.; Fangueiro, R.; Alagirusamy, R.; Joshi, M. Mechanical and Thermal Transmission Properties of Carbon Nanofiber-Dispersed Carbon/Phenolic Multiscale Composites. J. Appl. Polym. Sci. 2013, 129, 2383–2392. [Google Scholar] [CrossRef]
- Zeng, S.; Shen, M.; Duan, P.; Lu, F.; Cheng, S.; Li, Z. Properties of MWCNT–Glass Fiber Fabric Multiscale Composites: Mechanical Properties, Interlaminar Adhesion, and Thermal Conductivity. Text. Res. J. 2018, 88, 2712–2726. [Google Scholar] [CrossRef]
- Su, Y.; Zhang, S.; Zhang, X.; Zhao, Z.; Jing, D. Preparation and Properties of Carbon Nanotubes/Carbon Fiber/Poly (Ether Ether Ketone) Multiscale Composites. Compos. Part A Appl. Sci. Manuf. 2018, 108, 89–98. [Google Scholar] [CrossRef]
- Zhang, Y.; Yu, W.; Zhang, L.; Yin, J.; Wang, J.; Xie, H. Thermal Conductivity and Mechanical Properties of Low-Density Silicone Rubber Filled with Al2O3 and Graphene Nanoplatelets. J. Therm. Sci. Eng. Appl. 2018, 10, 1–5. [Google Scholar] [CrossRef]
- Yan, F.; Liu, L.; Li, M.; Zhang, M.; Shang, L.; Xiao, L.; Ao, Y. One-Step Electrodeposition of Cu/CNT/CF Multiscale Reinforcement with Substantially Improved Thermal/Electrical Conductivity and Interfacial Properties of Epoxy Composites. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105530. [Google Scholar] [CrossRef]
- Wang, F.; Cai, X. Improvement of Mechanical Properties and Thermal Conductivity of Carbon Fiber Laminated Composites through Depositing Graphene Nanoplatelets on Fibers. J. Mater. Sci. 2019, 54, 3847–3862. [Google Scholar] [CrossRef]
- Zhou, S.; Gao, J.; Wang, J.; Wang, S.; Yue, J.; Dong, C.; Huang, J.; Zhao, G.; Liu, Y. Polydopamine-Coupling of Carbon Nanotubes onto Microscaled Basalt Fiber to Enhancing Mechanical, Thermal and Tribological Properties of Composite Materials. Mater. Res. Express 2019, 6, 0850g6. [Google Scholar] [CrossRef]
- Taherian, R. The Theory of Electrical Conductivity; Elsevier Inc.: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Kausar, A.; Taherian, R. Electrical Conductivity Behavior of Polymer Nanocomposite with Carbon Nanofillers; Elsevier Inc.: Amsterdam, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Coetzee, D.; Venkataraman, M.; Militky, J.; Petru, M. Influence of Nanoparticles on Thermal and Electrical Conductivity of Composites. Polymers 2020, 12, 742. [Google Scholar] [CrossRef] [PubMed]
- Fang, M.; Li, D.; Lin, H.; Luo, C.; Qi, R.; Peng, H. Flexible and Recyclable Conductive Composite Based on Few-Layered Graphene with Excellent Self-Healing Capability. Eur. Polym. J. 2018, 108, 536–541. [Google Scholar] [CrossRef]
- Yang, W.; Zhao, Z.; Wu, K.; Huang, R.; Liu, T.; Jiang, H.; Chen, F.; Fu, Q. Ultrathin Flexible Reduced Graphene Oxide/Cellulose Nanofiber Composite Films with Strongly Anisotropic Thermal Conductivity and Efficient Electromagnetic Interference Shielding. J. Mater. Chem. C 2017, 5, 3748–3756. [Google Scholar] [CrossRef]
- Pang, A.L.; Husin, M.R.; Arsad, A.; Ahmadipour, M. Effect of Graphene Nanoplatelets on Structural, Morphological, Thermal, and Electrical Properties of Recycled Polypropylene/Polyaniline Nanocomposites. J. Mater. Sci. Mater. Electron. 2021, 32, 9574–9583. [Google Scholar] [CrossRef]
- Yeasmin, S.; Yeum, J.H.; Ji, B.C.; Choi, J.H.; Yang, S.B. Electrically Conducting Pullulan-Based Nanobiocomposites Using Carbon Nanotubes and Tempo Cellulose Nanofibril. Nanomaterials 2021, 11, 602. [Google Scholar] [CrossRef]
- Leow, C.; Kreider, P.B.; Notthoff, C.; Kluth, P.; Tricoli, A.; Compston, P. A Graphene Film Interlayer for Enhanced Electrical Conductivity in a Carbon-Fibre/PEEK Composite. Funct. Compos. Mater. 2021, 2, 1–11. [Google Scholar] [CrossRef]
- Krushnamurty, K.; Rini, M.; Srikanth, I.; Ghosal, P.; Das, A.P.; Deepa, M.; Subrahmanyam, C. Conducting Polymer Coated Graphene Oxide Reinforced C-Epoxy Composites for Enhanced Electrical Conduction. Compos. Part A Appl. Sci. Manuf. 2016, 80, 237–243. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.; Hao, J.; Wang, Q. Effect of the Addition of Carbon Nanomaterials on Electrical and Mechanical Properties of Wood Plastic Composites. Polymers 2017, 9, 620. [Google Scholar] [CrossRef]
- Gao, Q.; Pan, Y.; Zheng, G.; Liu, C.; Shen, C.; Liu, X. Flexible Multilayered MXene/Thermoplastic Polyurethane Films with Excellent Electromagnetic Interference Shielding, Thermal Conductivity, and Management Performances. Adv. Compos. Hybrid. Mater. 2021, 4, 274–285. [Google Scholar] [CrossRef]
- Chen, J.; Yan, L.; Song, W.; Xu, D. Thermal and Electrical Properties of Carbon Nanotube-Based Epoxy Composite Materials. Mater. Res. Express 2018, 5, 065051. [Google Scholar] [CrossRef]
- Imran, K.A.; Shivakumar, K.N. Graphene-Modified Carbon/Epoxy Nanocomposites: Electrical, Thermal and Mechanical Properties. J. Compos. Mater. 2019, 53, 93–106. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Huang, Z.; Bilotti, E.; Peijs, T. Graphite Nanoplatelet Modified Epoxy Resin for Carbon Fibre Reinforced Plastics with Enhanced Properties. J. Nanomater. 2017, 2017, 5194872. [Google Scholar] [CrossRef]
- Imran, K.A.; Lou, J.; Shivakumar, K.N. Enhancement of Electrical and Thermal Conductivity of Polypropylene by Graphene Nanoplatelets. J. Appl. Polym. Sci. 2018, 135, 1–11. [Google Scholar] [CrossRef]
- Kumar, S.S.A.; Uddin, M.N.; Rahman, M.M.; Asmatulu, R. Introducing Graphene Thin Films into Carbon Fiber Composite Structures for Lightning Strike Protection. Polym. Compos. 2019, 40, E517–E525. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, H.; Liu, Y.; Wang, H.; Huang, Z.; Peijs, T.; Bilotti, E. Synergistic Effects of Spray-Coated Hybrid Carbon Nanoparticles for Enhanced Electrical and Thermal Surface Conductivity of CFRP Laminates. Compos. Part A Appl. Sci. Manuf. 2018, 105, 9–18. [Google Scholar] [CrossRef]
- Taherian, R.; Ghorbani, M.M. Investigation of the Electrical Properties of Polymer/Carbon Composites Exposed to Joule Heating and Heat Treatment. ECS J. Solid State Sci. Technol. 2017, 6, M3019–M3027. [Google Scholar] [CrossRef]
- Sanes, J.; Sánchez, C.; Pamies, R.; Avilés, M.D.; Bermúdez, M.D. Extrusion of Polymer Nanocomposites with Graphene and Graphene Derivative Nanofillers: An Overview of Recent Developments. Materials 2020, 13, 549. [Google Scholar] [CrossRef]
- Zhang, J.; He, S.; Lv, P.; Chen, Y. Processing–Morphology–Property Relationships of Polypropylene–Graphene Nanoplatelets Nanocomposites. J. Appl. Polym. Sci. 2017, 134, 44486. [Google Scholar] [CrossRef]
- Jun, Y.S.; Um, J.G.; Jiang, G.; Lui, G.; Yu, A. Ultra-Large Sized Graphene Nano-Platelets (GnPs) Incorporated Polypropylene (PP)/GnPs Composites Engineered by Melt Compounding and Its Thermal, Mechanical, and Electrical Properties. Compos. Part B Eng. 2018, 133, 218–225. [Google Scholar] [CrossRef]
- He, S.; Zhang, J.; Xiao, X.; Hong, X.; Lai, Y. Investigation of the Conductive Network Formation of Polypropylene/Graphene Nanoplatelets Composites for Different Platelet Sizes. J. Mater. Sci. 2017, 52, 13103–13119. [Google Scholar] [CrossRef]
- Jang, M.W.; Kim, J.Y.; Ihn, K.J. Properties of Polypropylene Nanocomposites Containing Silver Nanoparticles. J. Nanosci. Nanotechnol. 2007, 7, 3990–3994. [Google Scholar] [CrossRef]
- Cesano, F.; Zaccone, M.; Armentano, I.; Cravanzola, S.; Muscuso, L.; Torre, L.; Kenny, J.M.; Monti, M.; Scarano, D. Relationship between Morphology and Electrical Properties in PP/MWCNT Composites: Processing-Induced Anisotropic Percolation Threshold. Mater. Chem. Phys. 2016, 180, 284–290. [Google Scholar] [CrossRef]
- Lan, Y.; Liu, H.; Cao, X.; Zhao, S.; Dai, K.; Yan, X.; Zheng, G.; Liu, C.; Shen, C.; Guo, Z. Electrically Conductive Thermoplastic Polyurethane/Polypropylene Nanocomposites with Selectively Distributed Graphene. Polymer 2016, 97, 11–19. [Google Scholar] [CrossRef]
- Wu, H.; Hu, L.; Rowell, M.W.; Kong, D.; Cha, J.J.; McDonough, J.R.; Zhu, J.; Yang, Y.; McGehee, M.D.; Cui, Y. Electrospun Metal Nanofiber Webs as High-Performance Transparent Electrode. Nano Lett. 2010, 10, 4242–4248. [Google Scholar] [CrossRef]
- Chronakis, I.S.; Grapenson, S.; Jakob, A. Conductive Polypyrrole Nanofibers via Electrospinning: Electrical and Morphological Properties. Polymer 2006, 47, 1597–1603. [Google Scholar] [CrossRef]
- Guo, Y.; Lyu, Z.; Yang, X.; Lu, Y.; Ruan, K.; Wu, Y.; Kong, J.; Gu, J. Enhanced Thermal Conductivities and Decreased Thermal Resistances of Functionalized Boron Nitride/Polyimide Composites. Compos. Part B Eng. 2019, 164, 732–739. [Google Scholar] [CrossRef]
- Huang, Y.L.; Baji, A.; Tien, H.W.; Yang, Y.K.; Yang, S.Y.; Wu, S.Y.; Ma, C.C.M.; Liu, H.Y.; Mai, Y.W.; Wang, N.H. Self-Assembly of Silver-Graphene Hybrid on Electrospun Polyurethane Nanofibers as Flexible Transparent Conductive Thin Films. Carbon N. Y. 2012, 50, 3473–3481. [Google Scholar] [CrossRef]
- Blattmann, C.O.; Pratsinis, S.E. Single-Step Fabrication of Polymer Nanocomposite Films. Materials 2018, 11, 1177. [Google Scholar] [CrossRef] [PubMed]
- Hecht, D.S.; Hu, L.; Irvin, G. Emerging Transparent Electrodes Based on Thin Films of Carbon Nanotubes, Graphene, and Metallic Nanostructures. Adv. Mater. 2011, 23, 1482–1513. [Google Scholar] [CrossRef] [PubMed]
- Jang, H.S.; Jeon, S.K.; Nahm, S.H. The Manufacture of a Transparent Film Heater by Spinning Multi-Walled Carbon Nanotubes. Carbon N. Y. 2011, 49, 111–116. [Google Scholar] [CrossRef]
- Yoon, Y.H.; Song, J.W.; Kim, D.; Kim, J.; Park, J.K.; Oh, S.K.; Han, C.S. Transparent Film Heater Using Single-Walled Carbon Nanotubes. Adv. Mater. 2007, 19, 4284–4287. [Google Scholar] [CrossRef]
- Lee, J.; Han, T.H.; Park, M.H.; Jung, D.Y.; Seo, J.; Seo, H.K.; Cho, H.; Kim, E.; Chung, J.; Choi, S.Y.; et al. Synergetic Electrode Architecture for Efficient Graphene-Based Flexible Organic Light-Emitting Diodes. Nat. Commun. 2016, 7, 1–9. [Google Scholar] [CrossRef]
- De, S.; Higgins, T.M.; Lyons, P.E.; Doherty, E.M.; Nirmalraj, P.N.; Blau, W.J.; Boland, J.J.; Coleman, J.N. Silver Nanowire Networks as Flexible, Transparent, Conducting Films: Extremely High DC to Optical Conductivity Ratios. ACS Nano 2009, 3, 1767–1774. [Google Scholar] [CrossRef]
- Choi, D.Y.; Kang, H.W.; Sung, H.J.; Kim, S.S. Annealing-Free, Flexible Silver Nanowire-Polymer Composite Electrodes via a Continuous Two-Step Spray-Coating Method. Nanoscale 2013, 5, 977–983. [Google Scholar] [CrossRef]
- Stapleton, A.J.; Yambem, S.D.; Johns, A.H.; Afre, R.A.; Ellis, A.V.; Shapter, J.G.; Andersson, G.G.; Quinton, J.S.; Burn, P.L.; Meredith, P.; et al. Planar Silver Nanowire, Carbon Nanotube and PEDOT:PSS Nanocomposite Transparent Electrodes. Sci. Technol. Adv. Mater. 2015, 16, 025002. [Google Scholar] [CrossRef]
- Gupta, R.; Rao, K.D.M.; Kiruthika, S.; Kulkarni, G.U. Visibly Transparent Heaters. ACS Appl. Mater. Interfaces 2016, 8, 12559–12575. [Google Scholar] [CrossRef]
- Hudaya, C.; Park, J.H.; Choi, W.; Lee, J.K. Characteristics of Fluorine-Doped Tin Oxide as a Transparent Heater on PET Prepared by ECR-MOCVD. ECS Trans. 2013, 53, 161–166. [Google Scholar] [CrossRef]
- Kim, A.Y.; Lee, K.; Park, J.H.; Byun, D.; Lee, J.K. Double-Layer Effect on Electrothermal Properties of Transparent Heaters. Phys. Status Solidi Appl. Mater. Sci. 2014, 211, 1923–1927. [Google Scholar] [CrossRef]
- Sorel, S.; Bellet, D.; Coleman, J.N. Relationship between Material Properties and Transparent Heater Performance for Both Bulk-like and Percolative Nanostructured Networks. ACS Nano 2014, 8, 4805–4814. [Google Scholar] [CrossRef] [PubMed]
- Janas, D.; Koziol, K.K. A Review of Production Methods of Carbon Nanotube and Graphene Thin Films for Electrothermal Applications. Nanoscale 2014, 6, 3037–3045. [Google Scholar] [CrossRef] [PubMed]
- Kang, J.; Kim, H.; Kim, K.S.; Lee, S.K.; Bae, S.; Ahn, J.H.; Kim, Y.J.; Choi, J.B.; Hong, B.H. High-Performance Graphene-Based Transparent Flexible Heaters. Nano Lett. 2011, 11, 5154–5158. [Google Scholar] [CrossRef] [PubMed]
- Bae, S.; Kim, H.; Lee, Y.; Xu, X.; Park, J.S.; Zheng, Y.; Balakrishnan, J.; Lei, T.; Ri Kim, H.; Song, Y., II; et al. Roll-to-Roll Production of 30-Inch Graphene Films for Transparent Electrodes. Nat. Nanotechnol. 2010, 5, 574–578. [Google Scholar] [CrossRef]
- Bae, J.J.; Lim, S.C.; Han, G.H.; Jo, Y.W.; Doung, D.L.; Kim, E.S.; Chae, S.J.; Huy, T.Q.; van Luan, N.; Lee, Y.H. Heat Dissipation of Transparent Graphene Defoggers. Adv. Funct. Mater. 2012, 22, 4819–4826. [Google Scholar] [CrossRef]
- Hu, L.; Wu, H.; Cui, Y. Metal Nanogrids, Nanowires, and Nanofibers for Transparent Electrodes. MRS Bull. 2011, 36, 760–765. [Google Scholar] [CrossRef]
- Kang, M.G.; Park, H.J.; Ahn, S.H.; Xu, T.; Guo, L.J. Toward Low-Cost, High-Efficiency, and Scalable Organic Solar Cells with Transparent Metal Electrode and Improved Domain Morphology. IEEE J. Sel. Top. Quantum Electron. 2010, 16, 1807–1820. [Google Scholar] [CrossRef]
- Sannicolo, T.; Lagrange, M.; Cabos, A.; Celle, C.; Simonato, J.P.; Bellet, D. Metallic Nanowire-Based Transparent Electrodes for Next Generation Flexible Devices: A Review. Small 2016, 12, 6052–6075. [Google Scholar] [CrossRef]
- Langley, D.; Giusti, G.; Mayousse, C.; Celle, C.; Bellet, D.; Simonato, J.P. Flexible Transparent Conductive Materials Based on Silver Nanowire Networks: A Review. Nanotechnology 2013, 24, 452001. [Google Scholar] [CrossRef]
- Celle, C.; Mayousse, C.; Moreau, E.; Basti, H.; Carella, A.; Simonato, J.P. Highly Flexible Transparent Film Heaters Based on Random Networks of Silver Nanowires. Nano Res. 2012, 5, 427–433. [Google Scholar] [CrossRef]
- Zhao, J.; Sun, H.; Dai, S.; Wang, Y.; Zhu, J. Electrical Breakdown of Nanowires. Nano Lett. 2011, 11, 4647–4651. [Google Scholar] [CrossRef]
- Khaligh, H.H.; Goldthorpe, I.A. Failure of Silver Nanowire Transparent Electrodes under Current Flow. Nanoscale Res. Lett. 2013, 8, 2–7. [Google Scholar] [CrossRef]
- Buldum, A.; Lu, J.P. Contact Resistance between Carbon Nanotubes. Phys. Rev. B 2001, 63, 161403. [Google Scholar] [CrossRef]
- Kim, T.; Kim, Y.W.; Lee, H.S.; Kim, H.; Yang, W.S.; Suh, K.S. Uniformly Interconnected Silver-Nanowire Networks for Transparent Film Heaters. Adv. Funct. Mater. 2013, 23, 1250–1255. [Google Scholar] [CrossRef]
- Gueye, M.N.; Carella, A.; Demadrille, R.; Simonato, J.P. All-Polymeric Flexible Transparent Heaters. ACS Appl. Mater. Interfaces 2017, 9, 27250–27256. [Google Scholar] [CrossRef]
- Papanastasiou, D.T.; Schultheiss, A.; Muñoz-Rojas, D.; Celle, C.; Carella, A.; Simonato, J.P.; Bellet, D. Transparent Heaters: A Review. Adv. Funct. Mater. 2020, 30, 1–33. [Google Scholar] [CrossRef]
- Woo, J.S.; Han, J.T.; Jung, S.; Jang, J.I.; Kim, H.Y.; Jeong, H.J.; Jeong, S.Y.; Baeg, K.J.; Lee, G.W. Electrically Robust Metal Nanowire Network Formation by In-Situ Interconnection with Single-Walled Carbon Nanotubes. Sci. Rep. 2014, 4, 1–6. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, X.; Chen, J.; Zhao, J. Large-Size Graphene Microsheets as a Protective Layer for Transparent Conductive Silver Nanowire Film Heaters. Carbon N. Y. 2014, 69, 437–443. [Google Scholar] [CrossRef]
- Ji, S.; He, W.; Wang, K.; Ran, Y.; Ye, C. Thermal Response of Transparent Silver Nanowire/PEDOT:PSS Film Heaters. Small 2014, 10, 4951–4960. [Google Scholar] [CrossRef]
- Li, X.; Yu, S.; Zhao, L.; Wu, M.; Dong, H. Hybrid PEDOT:PSS to Obtain High-Performance Ag NW-Based Flexible Transparent Electrodes for Transparent Heaters. J. Mater. Sci. Mater. Electron. 2020, 31, 8106–8115. [Google Scholar] [CrossRef]
- Li, J.; Liang, J.; Jian, X.; Hu, W.; Li, J.; Pei, Q. A Flexible and Transparent Thin Film Heater Based on a Silver Nanowire/Heat-Resistant Polymer Composite. Macromol. Mater. Eng. 2014, 299, 1403–1409. [Google Scholar] [CrossRef]
- Lu, H.Y.; Chou, C.Y.; Wu, J.H.; Lin, J.J.; Liou, G.S. Highly Transparent and Flexible Polyimide-AgNW Hybrid Electrodes with Excellent Thermal Stability for Electrochromic Applications and Defogging Devices. J. Mater. Chem. C 2015, 3, 3629–3635. [Google Scholar] [CrossRef]
- Choi, Y.H.; Oh, W. Heating Characteristics of Transparent Films Prepared with Conductive Composite Materials. Trans. Electr. Electron. Mater. 2021, 22, 97–102. [Google Scholar] [CrossRef]
- Entifar, S.A.N.; Han, J.W.; Lee, D.J.; Ramadhan, Z.R.; Hong, J.; Kang, M.H.; Kim, S.; Lim, D.; Yun, C.; Kim, Y.H. Simultaneously Enhanced Optical, Electrical, and Mechanical Properties of Highly Stretchable Transparent Silver Nanowire Electrodes Using Organic Surface Modifier. Sci. Technol. Adv. Mater. 2019, 20, 116–123. [Google Scholar] [CrossRef]
- Hong, S.; Lee, H.; Lee, J.; Kwon, J.; Han, S.; Suh, Y.D.; Cho, H.; Shin, J.; Yeo, J.; Ko, S.H. Highly Stretchable and Transparent Metal Nanowire Heater for Wearable Electronics Applications. Adv. Mater. 2015, 27, 4744–4751. [Google Scholar] [CrossRef]
- Heo, J.S.; Eom, J.; Kim, Y.H.; Park, S.K. Recent Progress of Textile-Based Wearable Electronics: A Comprehensive Review of Materials, Devices, and Applications. Small 2018, 14, 1–16. [Google Scholar] [CrossRef]
- Pakdel, E.; Naebe, M.; Sun, L.; Wang, X. Advanced Functional Fibrous Materials for Enhanced Thermoregulating Performance. ACS Appl. Mater. Interfaces 2019, 11, 13039–13057. [Google Scholar] [CrossRef]
- Hamdani, S.T.A.; Potluri, P.; Fernando, A. Thermo-Mechanical Behavior of Textile Heating Fabric Based on Silver Coated Polymeric Yarn. Materials 2013, 6, 1072–1089. [Google Scholar] [CrossRef]
- Fang, S.; Wang, R.; Ni, H.; Liu, H.; Liu, L. A Review of Flexible Electric Heating Element and Electric Heating Garments. J. Ind. Text. 2020, 1528083720968278. [Google Scholar] [CrossRef]
- Shahzad, A.; Jabbar, A.; Irfan, M.; Qadir, M.B.; Ahmad, Z. Electrical Resistive Heating Characterization of Conductive Hybrid Staple Spun Yarns. J. Text. Inst. 2020, 111, 1481–1488. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, W.; Wang, F. Structural Design and Physical Characteristics of Modified Ring-Spun Yarns Intended for e-Textiles: A Comparative Study. Text. Res. J. 2019, 89, 121–132. [Google Scholar] [CrossRef]
- Wang, Y.; Gordon, S.; Yu, W.; Wang, F. Structural Architecture of Wearable Materials Based on Tri-Component Elastic-Conductive Composite Yarn: Toward a Joule Heating Application. Text. Res. J. 2019, 89, 3303–3311. [Google Scholar] [CrossRef]
- Atwa, Y.; Maheshwari, N.; Goldthorpe, I.A. Silver Nanowire Coated Threads for Electrically Conductive Textiles. J. Mater. Chem. C 2015, 3, 3908–3912. [Google Scholar] [CrossRef]
- Yang, Z.; Wang, W.; Bi, L.; Chen, L.; Wang, G.; Chen, G.; Ye, C.; Pan, J. Wearable Electronics for Heating and Sensing Based on a Multifunctional PET/Silver Nanowire/PDMS Yarn. Nanoscale 2020, 12, 16562–16569. [Google Scholar] [CrossRef]
- Hwang, B.; Lund, A.; Tian, Y.; Darabi, S.; Darabi, S.; Müller, C.; Müller, C. Machine-Washable Conductive Silk Yarns with a Composite Coating of Ag Nanowires and PEDOT:PSS. ACS Appl. Mater. Interfaces 2020, 12, 27537–27544. [Google Scholar] [CrossRef]
- Hao, L.; Yi, Z.; Li, C.; Li, X.; Yuxiu, W.; Yan, G. Development and Characterization of Flexible Heating Fabric Based on Conductive Filaments. Meas. J. Int. Meas. Confed. 2012, 45, 1855–1865. [Google Scholar] [CrossRef]
- Ilanchezhiyan, P.; Zakirov, A.S.; Kumar, G.M.; Yuldashev, S.U.; Cho, H.D.; Kang, T.W.; Mamadalimov, A.T. Highly Efficient CNT Functionalized Cotton Fabrics for Flexible/Wearable Heating Applications. RSC Adv. 2015, 5, 10697–10702. [Google Scholar] [CrossRef]
- Rahman, M.J.; Mieno, T. Conductive Cotton Textile from Safely Functionalized Carbon Nanotubes. J. Nanomater. 2015, 2015, 978484. [Google Scholar] [CrossRef]
- Yang, M.; Pan, J.; Xu, A.; Luo, L.; Cheng, D.; Cai, G.; Wang, J.; Tang, B.; Wang, X. Conductive Cotton Fabrics for Motion Sensing and Heating Applications. Polymers 2018, 10, 568. [Google Scholar] [CrossRef]
- Doganay, D.; Coskun, S.; Genlik, S.P.; Unalan, H.E. Silver Nanowire Decorated Heatable Textiles. Nanotechnology 2016, 27, 435201. [Google Scholar] [CrossRef]
- Hsu, P.C.; Liu, X.; Liu, C.; Xie, X.; Lee, H.R.; Welch, A.J.; Zhao, T.; Cui, Y. Personal Thermal Management by Metallic Nanowire-Coated Textile. Nano Lett. 2015, 15, 365–371. [Google Scholar] [CrossRef] [PubMed]
- Yeon, C.; Kim, G.; Lim, J.W.; Yun, S.J. Highly Conductive PEDOT:PSS Treated by Sodium Dodecyl Sulfate for Stretchable Fabric Heaters. RSC Adv. 2017, 7, 5888–5897. [Google Scholar] [CrossRef]
- Tian, M.; Hao, Y.; Qu, L.; Zhu, S.; Zhang, X.; Chen, S. Enhanced Electrothermal Efficiency of Flexible Graphene Fabric Joule Heaters with the Aid of Graphene Oxide. Mater. Lett. 2019, 234, 101–104. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Macintyre, C.R.; Wen, X.; Bahl, P.; Kumar, U.; Chughtai, A.A.; Joshi, R. Nanoparticles Incorporated Graphene-Based Durable Cotton Fabrics. Carbon N. Y. 2020, 166, 148–163. [Google Scholar] [CrossRef]
- Ahmed, A.; Jalil, M.A.; Hossain, M.M.; Moniruzzaman, M.; Adak, B.; Islam, M.T.; Parvez, M.S.; Mukhopadhyay, S. A PEDOT:PSS and Graphene-Clad Smart Textile-Based Wearable Electronic Joule Heater with High Thermal Stability. J. Mater. Chem. C 2020, 8, 16204–16215. [Google Scholar] [CrossRef]
- Wellekötter, J.; Bonten, C. Direct Joule Heating as a Means to Efficiently and Homogeneously Heat Thermoplastic Prepregs. Polymers 2020, 12, 2959. [Google Scholar] [CrossRef]
- Zhang, X.; Chao, X.; Lou, L.; Fan, J.; Chen, Q.; Li, B.; Ye, L.; Shou, D. Personal Thermal Management by Thermally Conductive Composites: A Review. Compos. Commun. 2021, 23, 100595. [Google Scholar] [CrossRef]
- Tseghai, G.B.; Malengier, B.; Fante, K.A.; Nigusse, A.B.; van Langenhove, L. Integration of Conductive Materials with Textile Structures, an Overview. Sensors 2020, 20, 6910. [Google Scholar] [CrossRef]
- Jang, S.H.; Kim, D.; Park, Y.L. Accelerated Curing and Enhanced Material Properties of Conductive Polymer Nanocomposites by Joule Heating. Materials 2018, 11, 1775. [Google Scholar] [CrossRef]
- Orellana, J.; Moreno-villoslada, I.; Bose, R.K.; Picchioni, F.; Flores, M.E.; Araya-hermosilla, R. Self-healing Polymer Nanocomposite Materials by Joule Effect. Polymers 2021, 13, 649. [Google Scholar] [CrossRef]
- Willocq, B.; Bose, R.K.; Khelifa, F.; Garcia, S.J.; Dubois, P.; Raquez, J.M. Healing by the Joule Effect of Electrically Conductive Poly(Ester-Urethane)/Carbon Nanotube Nanocomposites. J. Mater. Chem. A 2016, 4, 4089–4097. [Google Scholar] [CrossRef]
- Pan, L.; Liu, Z.; kızıltaş, O.; Zhong, L.; Pang, X.; Wang, F.; Zhu, Y.; Ma, W.; Lv, Y. Carbon Fiber/Poly Ether Ether Ketone Composites Modified with Graphene for Electro-Thermal Deicing Applications. Compos. Sci. Technol. 2020, 192, 108117. [Google Scholar] [CrossRef]
- Logothetis, I.; Gkoutzeli, D.; Kagkas, D.; Vassiliadis, S.; Siores, E.; Pirogova, E. Thermoelectric Heat Patch for Clinical and Self-Management: Melanoma Excision Wound Care. Ann. Biomed. Eng. 2019, 47, 537–548. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Polymer | Thermal Conductivity (W m−1 K−1) |
|---|---|
| Acrylonitrile butadiene styrene (ABS) | 0.18 |
| Epoxy resin | 0.20–0.88 |
| Low-density polyethylene | 0.32–0.40 |
| High-density polyethylene | 0.38–0.51 |
| Ultrahigh molecular weight polyethylene | 0.41–0.51 |
| Nylon 6 | 0.29 |
| Nylon 6.6 | 0.23 |
| Polybutylene terephthalate | 0.21 |
| Polydimethylsiloxane | 0.19–0.21 |
| Polyetheretherketone | 0.25 |
| Polyethylene terephthalate | 0.24 |
| Polyimide | 0.29–0.35 |
| Polymethylmethacrylate | 0.18 |
| Polypropylene | 0.17–0.22 |
| Polyphenylene sulfide | 0.25 |
| Polystyrene | 0.18 |
| Polysulfone | 0.28 |
| Polytetrafluoroethylene | 0.25 |
| Polybutylene terephthalate | 0.25–0.29 |
| Polyvinyl chloride | 0.14–0.17 |
| Polyvinylidene chloride | 0.13 |
| Materials | Category | Thermal Conductivity (W m−1 K−1) | Ref. |
|---|---|---|---|
| Carbon fiber | Carbon-based | 400–650 | [14] |
| Carbon nanotubes | Carbon-based | 3000 | [14] |
| Graphite | Carbon-based | 100–400 | [15] |
| Graphene nanoplatelets | Carbon-based | 2000–6000 | [9] |
| Graphene sheets | Carbon-based | ~5000 | [16] |
| Single-walled carbon nanotubes | Carbon-based | 2000 | [16] |
| Multi-walled carbon nanotubes | Carbon-based | 3000 | [16] |
| Aluminum | Metal | 247 | [17] |
| Copper | Metal | 398 | [17] |
| Gold | Metal | 315 | [17] |
| Silver | Metal | 427 | [17] |
| Silver nanowires | Metal nanostructure | 191.5 | [18] |
| Polyacetylene | Conductive polymer | 0.4–13 | [19] |
| Polypyrrole (PPy) | Conductive polymer | 0.11–0.25 | [19] |
| Polyaniline (PANi) | Conductive polymer | 0.04–0.14 | [19] |
| Polythiophene | Conductive polymer | 0.2–4.4 | [19] |
| Poly(3,4-ethylenedioxythiophene):Polystyrenesulfonate (PEDOT:PSS) | Conductive polymer | 0.16–0.39 | [19] |
| Diamond | Ceramics | 1000 | [3] |
| Aluminum nitride | Ceramics | 100–300 | [9] |
| Beryllium oxide | Ceramics | 230–330 | [20] |
| Cubic boron nitride | Ceramics | 1000 | [21] |
| Hexagonal boron nitride | Ceramics | 300 | [21] |
| Silicon carbide | Ceramics | 120 | [22] |
| Aluminum oxide (α-Alumina) | Ceramics | 30 | [3] |
| Polymer | Fillers | Filler (%) | Thermal Conductivity (W m−1 K−1) | Additional Information | Ref. |
|---|---|---|---|---|---|
| E 51 | GNPs | 30 wt | 1.70 | Functionalized GNPs | [52] |
| MPW | EG | 31.6 vf | 10.1 | In Plane | [53] |
| MPW | EG | 31.6 vf | 9.7 | Through Plane | [53] |
| PPH | hBN | 40 vf | 2.45 | Melt blending | [55] |
| PPH | hBN | 40 vf | 4.15 | Core shell structure nanoparticles | [55] |
| CPS | BN | ~15.9 wt | 0.33 | Melt blending | [56] |
| CPS | BN | ~15.9 wt | 0.69 | Core shell structure nanoparticles | [56] |
| PVA | Alumina | 45.4 vf | 4.79 | Vacuum-assisted infiltrating method | [57] |
| PE | hBN | 5.67 vf | 0.49 | Conventional method | [58] |
| PE | hBN | 5.67 vf | 1.37 | Multilayered structure through annealing | [58] |
| Epoxy | Graphene | 43 vf | 11 | High shear speed mixer and vacuum chamber | [54] |
| Epoxy | hBN | 45 vf | 5.5 | High shear speed mixer and vacuum chamber | [54] |
| DMC | CuNPs | 10 vf | 0.25 | - | [59] |
| DMC | CuNWs | 10 vf | 0.41 | - | [59] |
| S R | Alumina | 36 wt | 0.2 | Dispersed randomly | [65] |
| S R | Alumina | 36 wt | 0.75 | Foaming creating 3D network | [65] |
| PCL | GNPs | 20 wt | 1.13 | One filler | [61] |
| PCL | GNPs + MWCNTs | 18 wt, 2 wt | 1.39 | Two fillers | [61] |
| PP | MWCNTs | 15 wt | 0.6 | - | [62] |
| PP | EG + MWCNTs | 15, 5 wt | 1.5 | - | [62] |
| Epoxy | SCF, BN + mGNPs | 3, 3 wt | 0.56 | Surface modified GNPS | [63] |
| Epoxy | SCF, BN + mGNPs | 3, 5 wt | 0.8 | Surface modified GNPS | [63] |
| SR | Alumina + CF | 25 vf | 9.60 | - | [66] |
| PDMS | SCF | 30 wt | 1.05 | TCA | [5] |
| PDMS | SCF | 30 wt | 11.42 | SCNFA | [5] |
| PDMS | SCF+GB | 30+3 wt | 13.00 | SCNFA+VE | [5] |
| Epoxy | Alumina | 79 vf | 6.7 | Multiscale Fillers | [10] |
| Epoxy | Alumina | 79 vf | 6.0 | Multiscale Fillers and curing agent | [10] |
| Epoxy | Graphene | 13.3 vf | 62.4 | Dual assembled graphene framework | [60] |
| Polymer | Fillers | Filler (%) | Thermal Conductivity (Wm−1K−1) | Additional Information | Ref. |
|---|---|---|---|---|---|
| PDMS | CF | 10 wt | 0.39 | High speed shearing and stirring method | [11] |
| PDMS | CF+GF | 10 wt, 0.5 wt | 0.55 | High-speed shearing and stirring method | [11] |
| Phenolic resin | CF | 41 vf | 0.052 | No CNFs | [70] |
| Phenolic resin | CF + CNFs | 41 vf, 1.5 wt | 0.071 | 1.5 wt% addition of CNFs | [70] |
| Bisphenol-A epoxy | GFs | N/A | 0.38 | Without MWCNTs | [71] |
| Bisphenol-A epoxy | GFs + MWCNTs | 0.5 g/L | 0.47 | Ultrasound-assisted impregnation method to deposit MWCNTs on GFs | [71] |
| Bisphenol-A epoxy | GFs + MWCNTs | 0.5 g/L | 0.59 | MWCNTs functionalized with γ-amino-propyltriethoxysilane (0.025 g/L) | [71] |
| PEEK | CF | N/A, | 0.97 | No CNTs | [72] |
| PEEK | CF + tCNTs | N/A, 1.0 wt | 1.15 | Treated CNTs, spraying method, CM | [72] |
| SR | SAl203 | N/A, 90 wt | 2.29 | Thermocompressor was used for fabrication and mixer prior to compression | [73] |
| SR | SAl203 + GNPs | N/A, 90 wt, 1 wt | 3.37 | Synergistic effect was observed | [73] |
| Epoxy | CF | 55.9 vf | 0.642 | Vacuum bagging and hand layup process | [74] |
| Epoxy | CF + Cu + CNTs | 56.9 vf, 27.16 wt | 2.519 | Vacuum bagging and two step method | [74] |
| Epoxy | CF + Cu + CNTs | 56.3 vf, 15.7 wt | 2.948 | Vacuum bagging and one-step method with + charge CNTs | [74] |
| Epoxy | CF + Cu + CNTs | 56.4 vf, 14.2 wt | 2.732 | Vacuum bagging and one-step method—charge CNTs | [74] |
| Bisphenol-A epoxy | CF | N/A | 0.54 | VARI, No fillers | [75] |
| Bisphenol-A epoxy | CF + GNPs | N/A, 0.5 wt | 0.84 | VARI, GNPs fillers and Spraying method | [75] |
| PA-6 | BF | N/A | ~0.19 | No filler and twin-screw extruder | [76] |
| PA-6 | BF + CNTs | N/A | ~0.22 | Filler and no coupling agent | [76] |
| PA-6 | BF + PDA + CNTs | N/A | ~0.24 | Filler and PDA coupling agent | [76] |
| Type | Polymer | Fillers | Filler (%) | Electrical Properties | Additional Information | Ref. |
|---|---|---|---|---|---|---|
| Nanocomposite | PDMS- urea | Graphene | 12 wt | 81.5 S/m | Tetrahydrofuran used as solvent and Solvent casting | [80] |
| CNFs | GNPs | 50 wt | 4057.3 S/m | Vacuum assisted filtration process | [81] | |
| PP/PANI | GNPs | 3 phr | 4.1 × 10−1 S/cm | Extrusion and 92% of PP and 8% of PANI | [82] | |
| Pullulan | TOCNS + CNTs | 0.5 w/v, 5 wt | 0.015 S/mm | Solution casting | [83] | |
| Multiscale composite | PEEK | CF + Graphene | 1.3 wt | 0.008 S/cm | Spray method and hot press methods In plane | [84] |
| PEEK | CF + Graphene | 1.3 wt | 0.037 S/cm | Spray method and hot press methods Through thickness | [84] | |
| Epoxy | CFB | 40 vol | 0.42 × 10−3 S/cm | Hot pressing and no GO | [85] | |
| Epoxy | CFB + PPY/GO | 40 vol, 0.5 wt | 6.53 × 10−3 S/cm | Hot pressing and coated GO with PPY | [85] | |
| Epoxy | CFB + PEDOT/GO | 40 vol, 0.5 wt | 6.2 × 10−3 S/cm | Hot pressing and coated GO with PEDOT | [85] | |
| PE | WF, CNTs | 52, 12 wt | 6 × 105 Ω.m | High speed mixer and extruder | [86] |
| Polymer | Fillers | Filler (%) | Electrical Properties | Thermal Conductivity (W m−1 K−1) | Additional Information | Ref. |
|---|---|---|---|---|---|---|
| Epon 828 | - | - | 4.3 × 10−15 S/m | - | - | [89] |
| Epon 828 | Graphene | 1.0 wt | 2.6 × 10−6 S/m | - | Hand layup and Compression molding | [89] |
| Epon 828 | CFB | - | 5.6 × 10−4 S/m | 0.68 | Hand layup and Compression molding | [89] |
| Epon 828 | Graphene +CFB | 1.0 wt | 13.1 × 10−4 S/m | 0.72 | Hand layup and Compression molding | [89] |
| TPU | MXene | 28.6 wt | 1600 S/m | 6.31 | In plane and through plane and layer-by-layer spraying | [87] |
| PP | GNPs-5 | 6 wt | 1.56 S/m | - | Coating and compression molding | [91] |
| PP | GNPs-25 | 1.5 wt | 9.20 × 10−1 S/m | - | Coating and compression molding | [91] |
| PP | GNPs-5 | 9.1 wt | 2.02 × 10−8 S/m | - | Melt blending and extrusion | [91] |
| PP | GNPs-25 | 2.0, 16.7 wt | 3.23 × 10−15 S/m | ~0.85 | Melt blending and extrusion | [91] |
| Epoxy | CF+GNPs | 5 wt | 0.60 S/m | ~0.9 | Three-way mill and VARI | [90] |
| - | GNF+CF prepregs | - | 1799.45 S/cm | 425 | Autoclave woven and film without holes | [92] |
| - | GNF+CF prepregs | - | 1364 S/cm | - | Autoclave woven and film with holes | [92] |
| Epoxy | CFB woven | - | 2–3 Ω/sq | 200 | No addition of nanoparticles | [93] |
| Epoxy | CFB woven + (CNTs and GNPs) | - | 1.03 × 10−3 Ω/sq | - | Addition of CNTs | [93] |
| Epoxy | CFB woven + (CNTs and GNPs) | - | 3 × 10−4 Ω/sq | 1500 | Addition of CNTs and GNPs | [93] |
| Nanomaterial | RS (Ω/sq) | Top (%) | Temperature (°C) | Voltage (V) | Response Time (s) | Substrate | Area (cm2) | Method | Ref. |
|---|---|---|---|---|---|---|---|---|---|
| SWCNT | 580 | 79 | 80 | 12 | <50 | PET/Glass | 4 × 4 | Vacuum filtration | [109] |
| MWCNT | 349 | 71 | 58 | 10 | N/A | PET/Glass | 1.2 × 0.9 | CVD | [108] |
| Graphene + AuCl3 | 43 | 89 | 100 | 12 | 70 | PET | 4 × 4 | CVD | [119] |
| Graphene + AuCl3 | 66 | 90 | 110 | 12 | 200 | Glass | 2 × 2 | Roll, CVD | [121] |
| AgNW | 33 | 90 | 55 | 7 | 200 | Glass/PEN | 2.5 × 2.5 | Spin coating, airbrush spraying | [126] |
| PEDOT:Sulf | 57 | 88 | 100 | 12 | 383 | Glass | 2.5 × 2.5 | Spin-coating | [131] |
| AgNW + SWCNT | 20 | 90 | 150 | 15 | 150 | PC | N/A | Spray-coating | [133] |
| AgNW + GO | 27 | 80 | 230 | 15 | 150 | Quartz | 2.5 × 2.5 | Vacuum filtration | [134] |
| AgNW + GO | 26.9 * | 73 | 84 | 12 | N/A | Glass/PET | 2.4 × 5 | Spray-coating | [139] |
| AgNW + PEDOT:PSS | 4 | 70 | 85 | 4 | 50 | Glass/PET | 5 × 6 | Spin-coating, Doctor-blading | [135] |
| AgNW + PEDOT:PSS | 9.4 | 89 | 120 | 6 | 20 | PET | N/A | Spin-coating | [136] |
| AgNW + RH polymer | 10 | 81 | 120 | 5 | 40 | - | 2.5 × 4 | Solvent casting, Coating | [137] |
| Material | Textile | Method | RS (Ω/sq) | Temperature (°C) | Voltage (V) | Ref. |
|---|---|---|---|---|---|---|
| MWCNT | Cotton | Dip-dry coating | 1.67 × 103 | 70 | 60 | [154] |
| SWCNT | Cotton | Dip-dry coating | 439 | 78 | 20 | [155] |
| AgNW | Cotton | Dip-dry coating | 2.5 | 50 | 5 | [156] |
| PEDOT:PSS + SDS | Cotton | Blending + dipping | 24 | 99.6 | 12 | [158] |
| Graphene + PU | Cotton | Spray-coating | N/A | 162.6 | 12 | [159] |
| Graphene oxide + PEDOT:PSS | Cotton | Dip-dry coating | 153 | 41 | 15 | [161] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Moreira, I.P.; Sanivada, U.K.; Bessa, J.; Cunha, F.; Fangueiro, R. A Review of Multiple Scale Fibrous and Composite Systems for Heating Applications. Molecules 2021, 26, 3686. https://doi.org/10.3390/molecules26123686
Moreira IP, Sanivada UK, Bessa J, Cunha F, Fangueiro R. A Review of Multiple Scale Fibrous and Composite Systems for Heating Applications. Molecules. 2021; 26(12):3686. https://doi.org/10.3390/molecules26123686
Chicago/Turabian StyleMoreira, Inês Pimentel, Usha Kiran Sanivada, João Bessa, Fernando Cunha, and Raul Fangueiro. 2021. "A Review of Multiple Scale Fibrous and Composite Systems for Heating Applications" Molecules 26, no. 12: 3686. https://doi.org/10.3390/molecules26123686
APA StyleMoreira, I. P., Sanivada, U. K., Bessa, J., Cunha, F., & Fangueiro, R. (2021). A Review of Multiple Scale Fibrous and Composite Systems for Heating Applications. Molecules, 26(12), 3686. https://doi.org/10.3390/molecules26123686