
Design, Production and Evaluation of 3D-Printed Mold Geometries for a Hybrid Rocket Engine


Abstract
:1. Introduction
2. Materials and Methods
2.1. Solid Fuel Block Geometries
2.1.1. Mold Design and Printing
2.1.2. Fuel Block Assembly
2.1.3. Casting and Curing
2.1.4. Dissolving Mold
2.2. Engine Tests
2.2.1. Overview of the Hybrid Rocket Engine
2.2.2. Overview of the Engine Test Bed
2.3. Test Plan and Process
3. Results and Discussion
3.1. Results
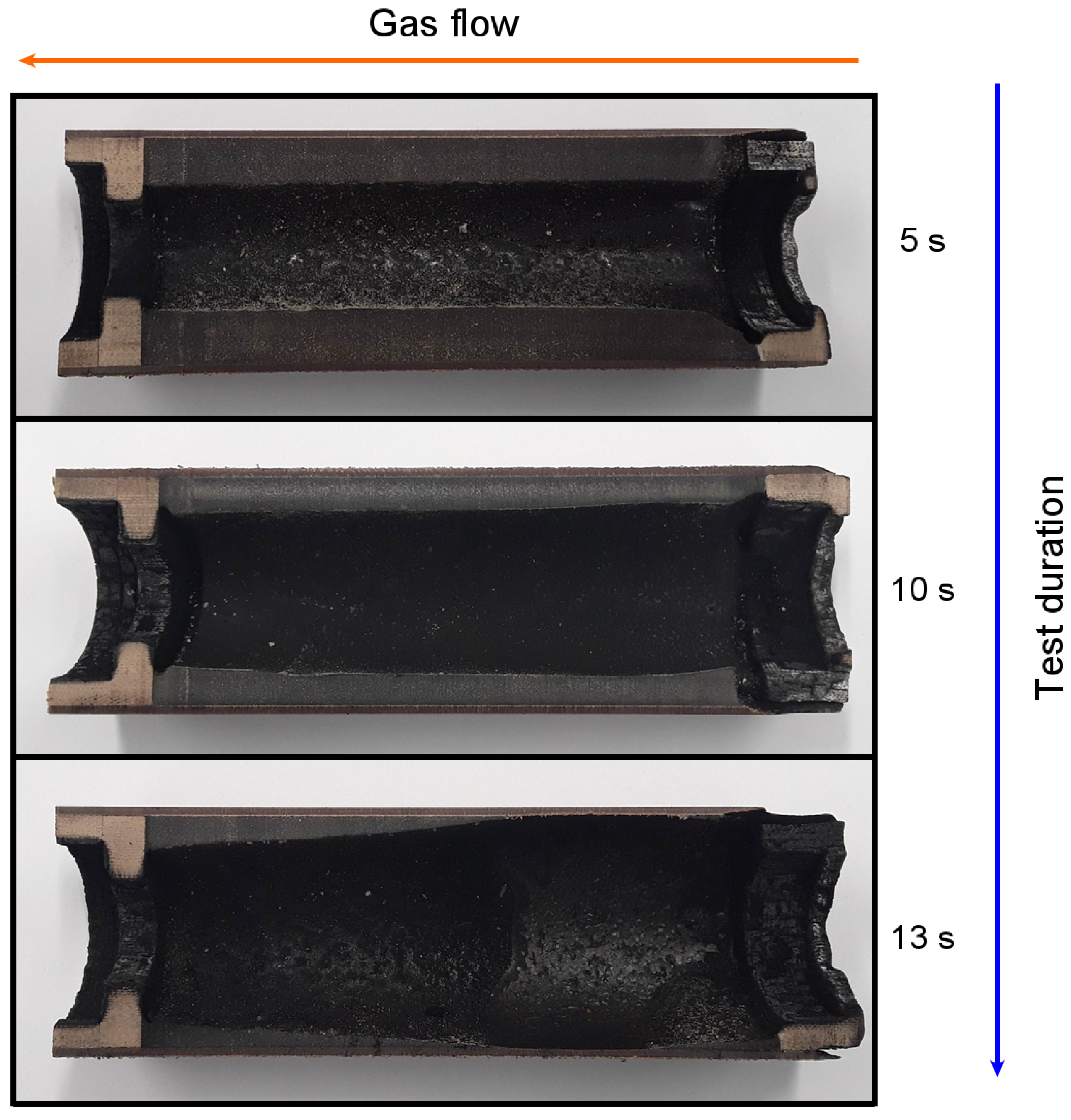
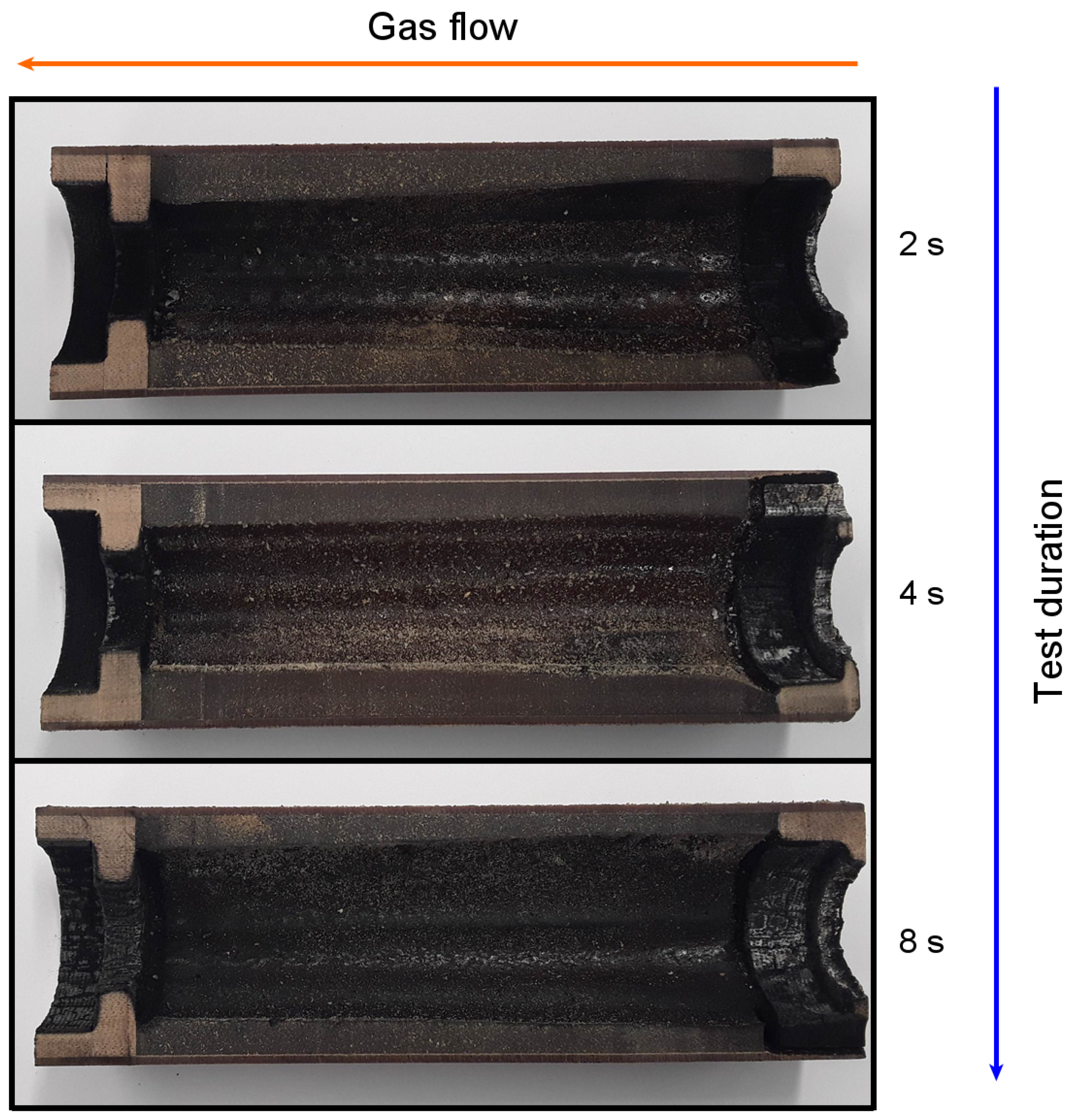
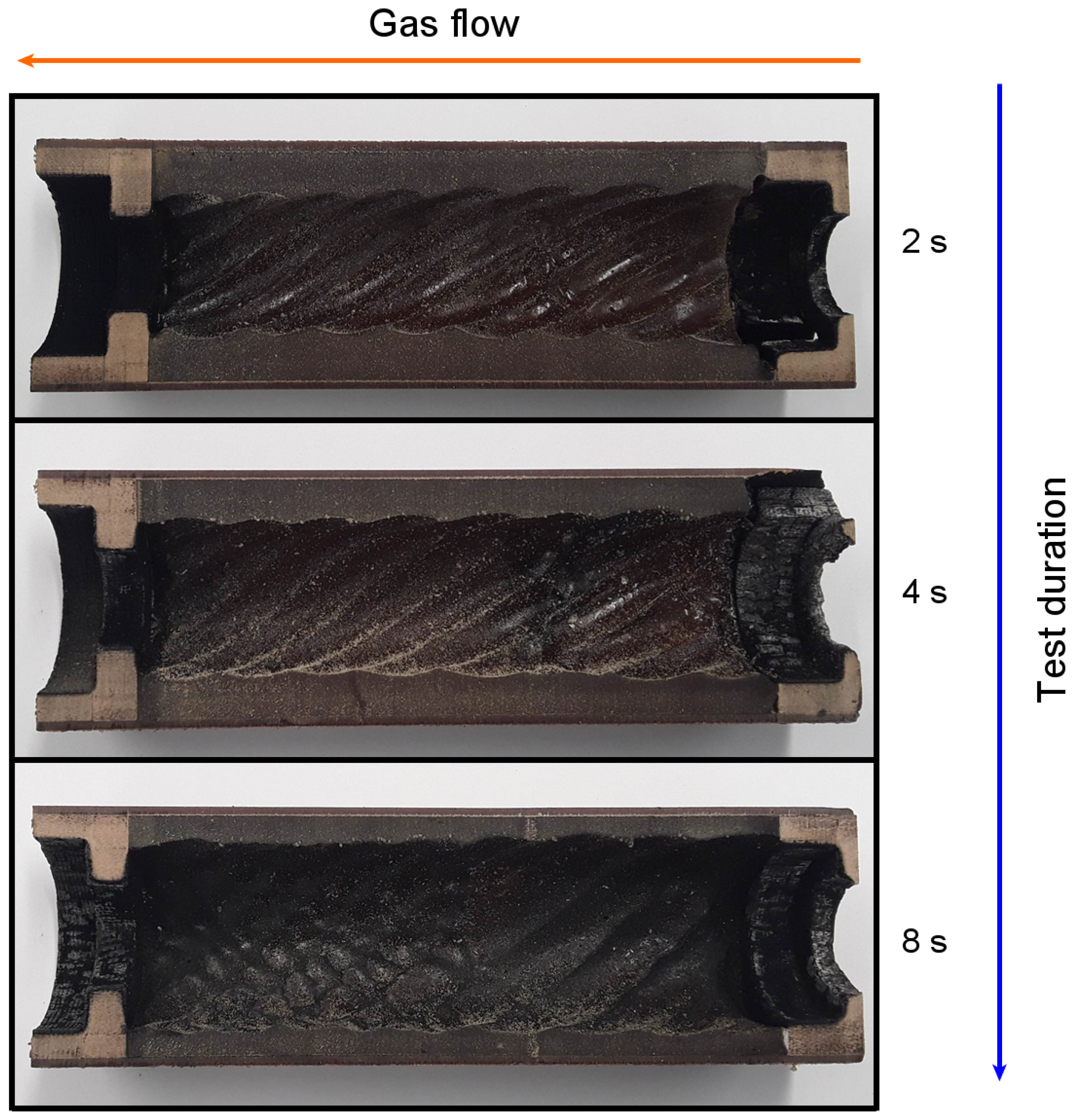
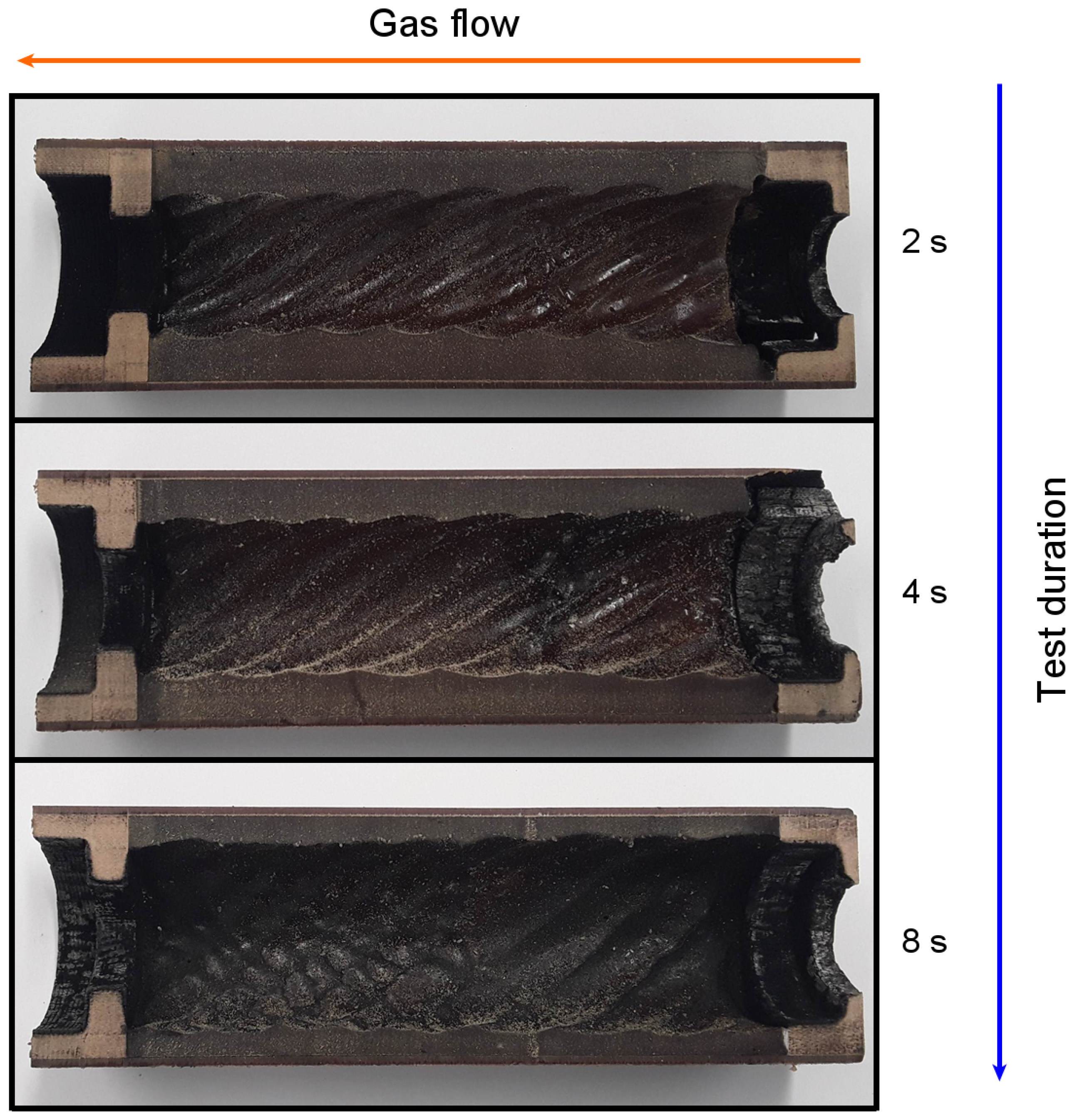
3.1.1. Geometrical Analysis
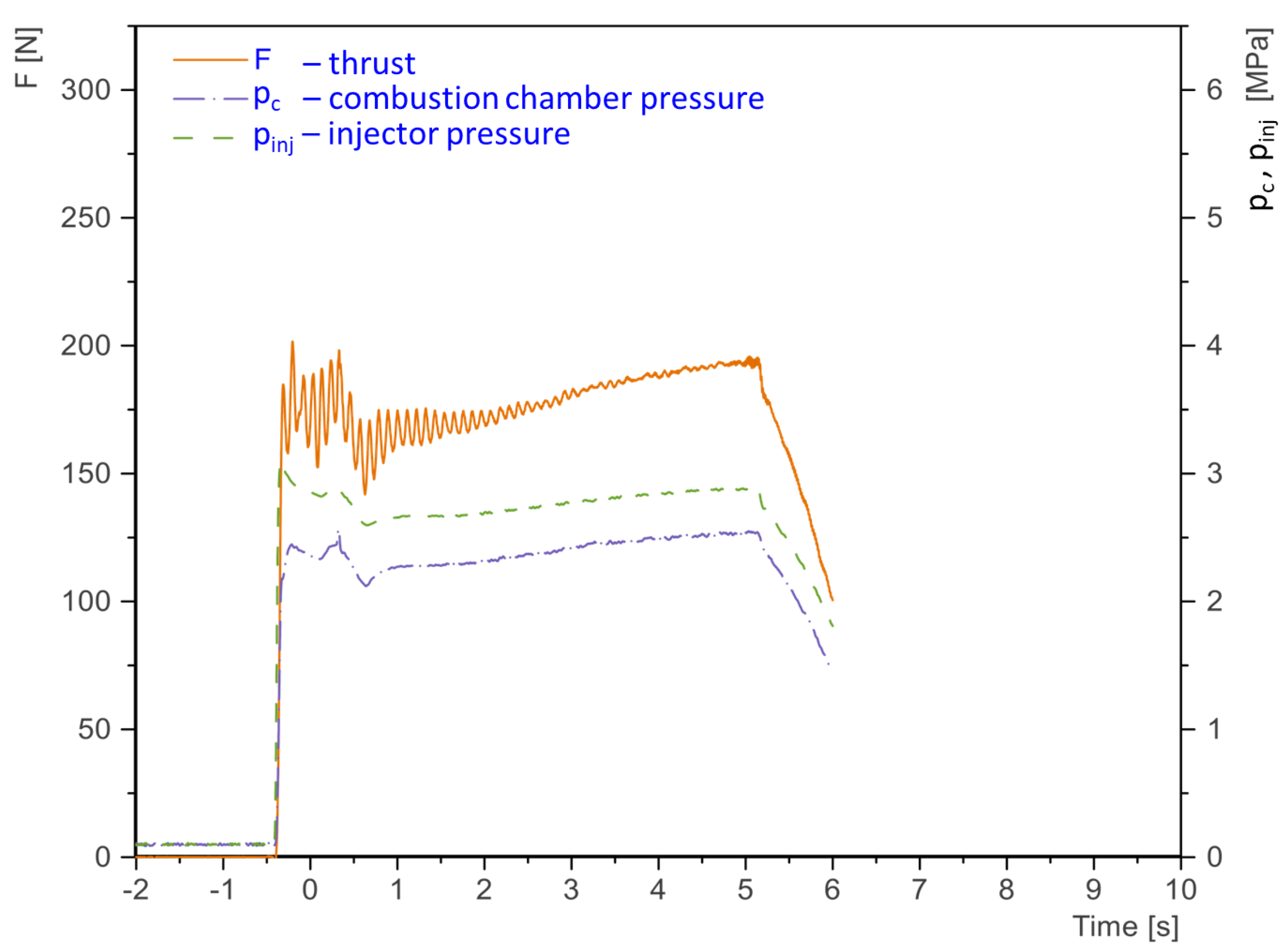
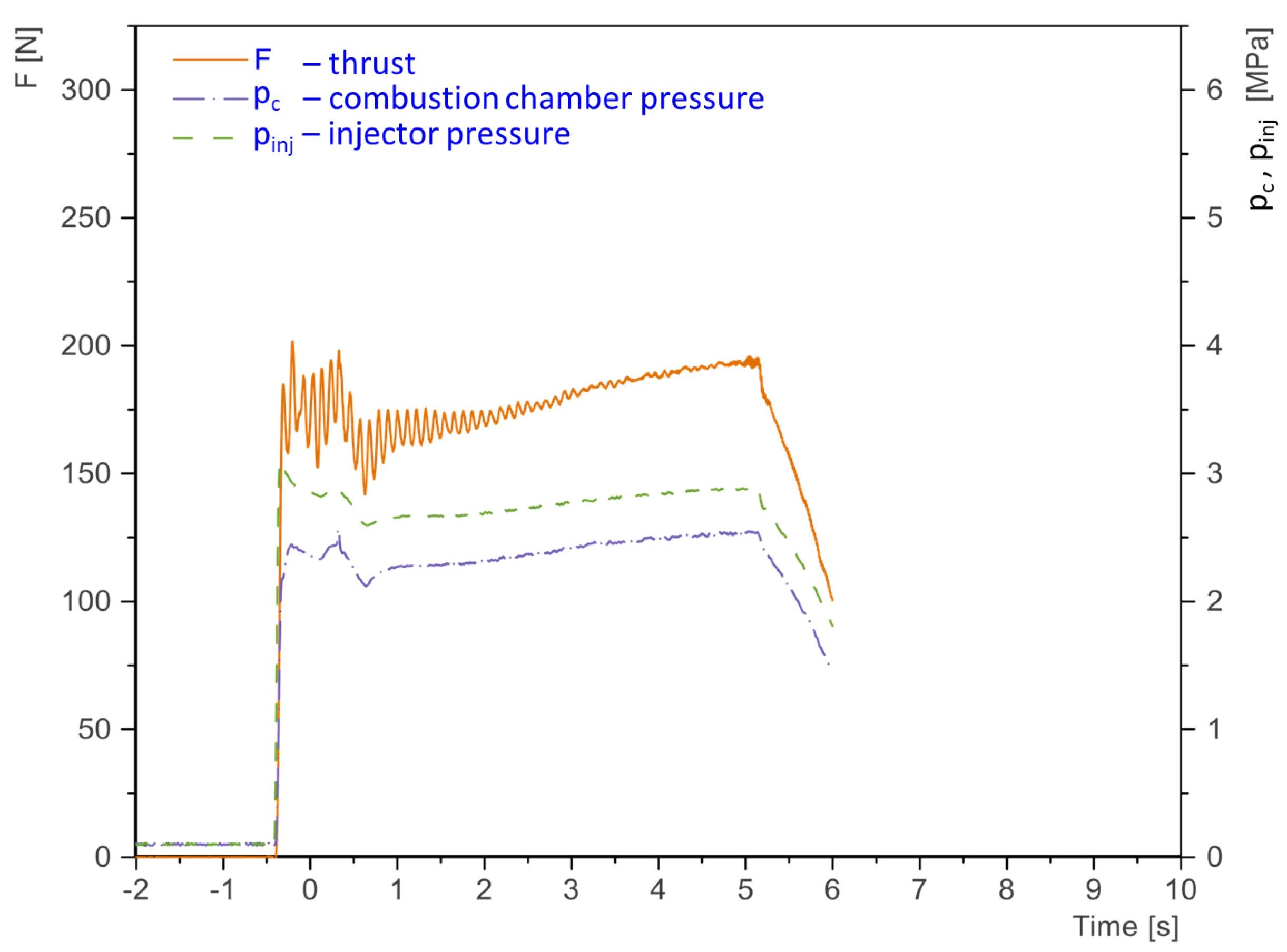
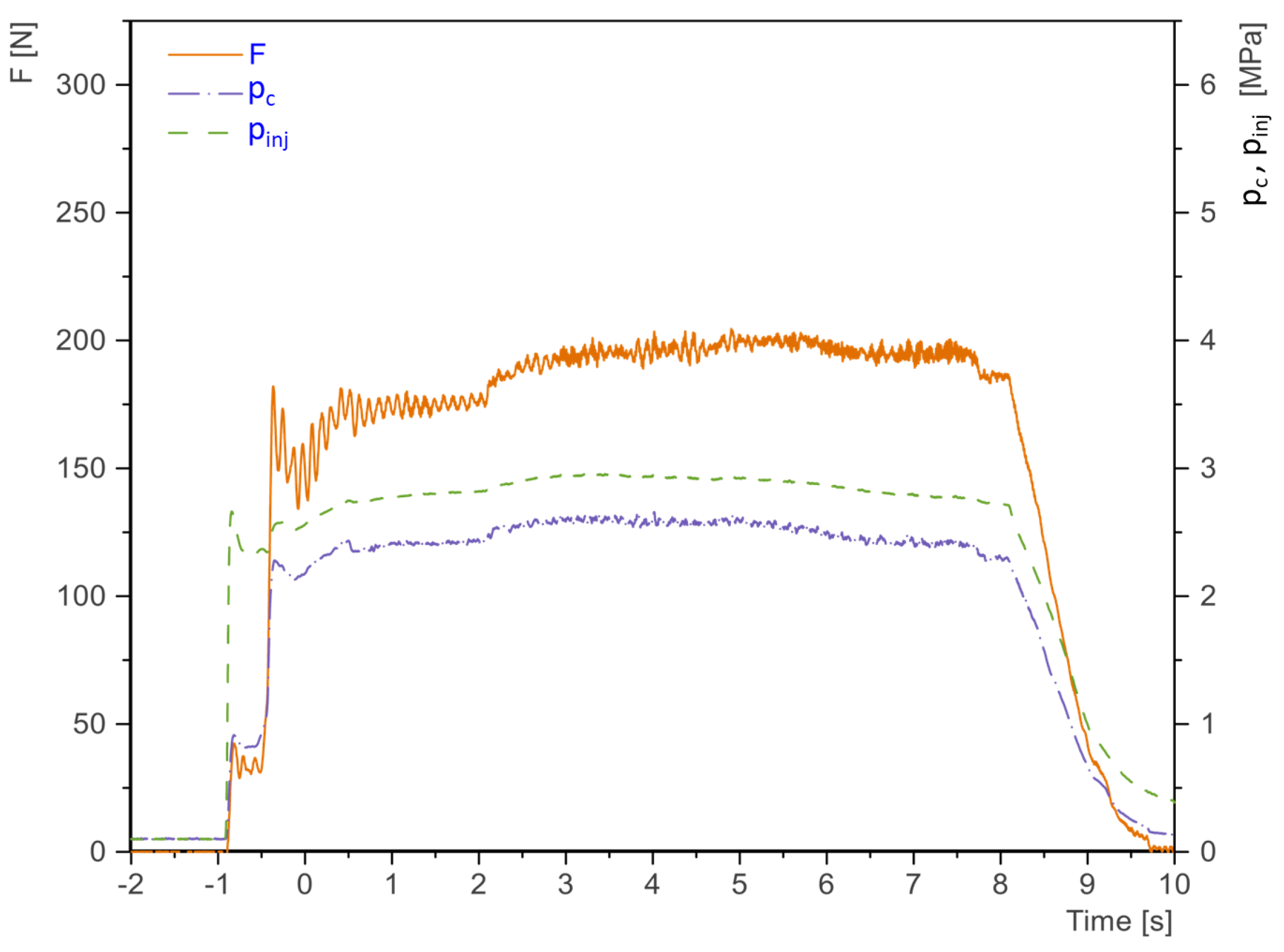
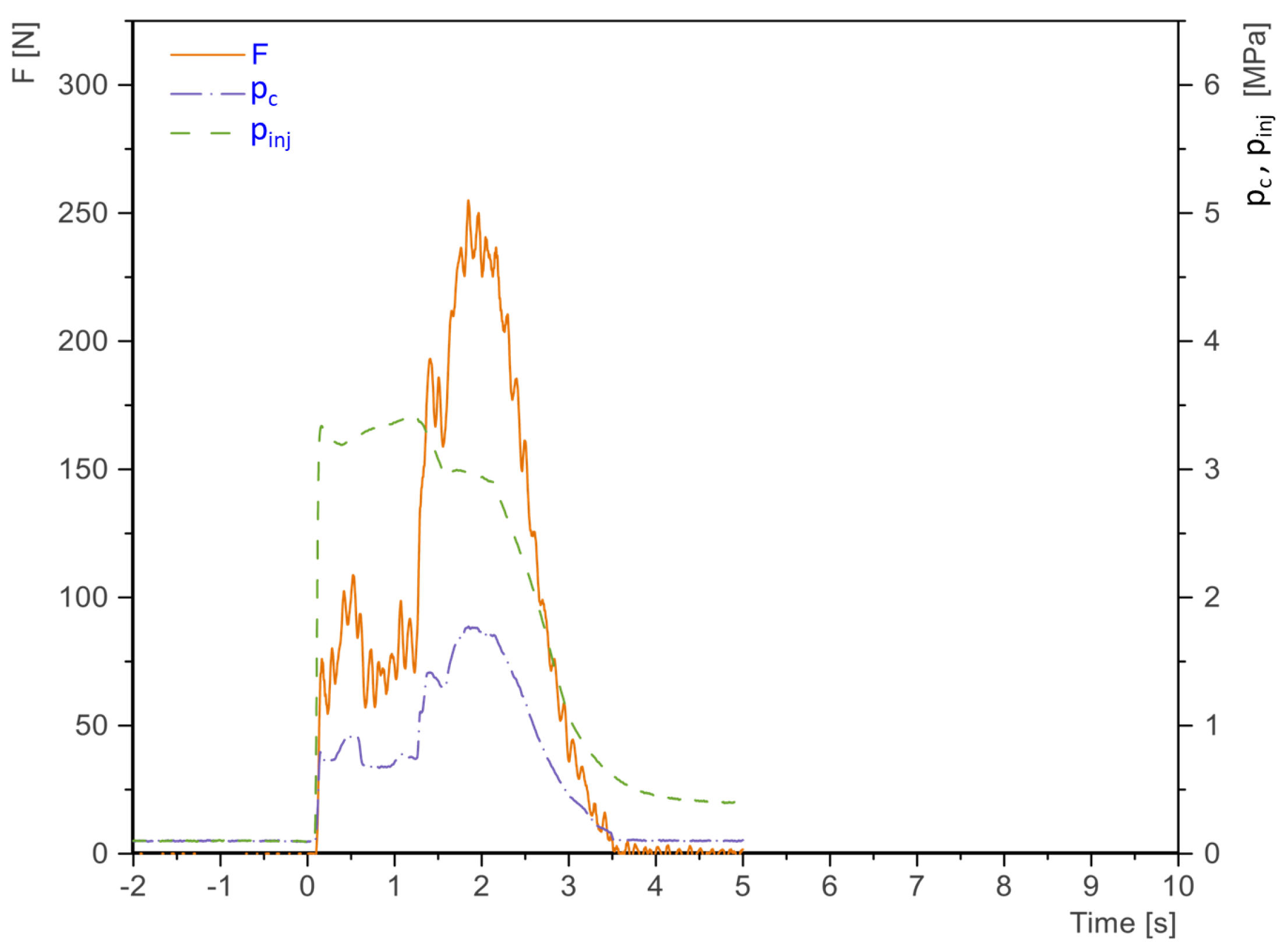
3.1.2. Data Analysis
4. Conclusions and Outlook
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AS | Institute of Aerodynamics and Flow Technology |
| CA | Cyanoacrylate adhesive |
| CAD | Computer aided design |
| DBTDL | Dibutylzinn-dilaurat |
| DLR | German Aerospace Center |
| FDM | Fused Deposition Modeling |
| HTPB | Hydroxyl-terminated polybutadiene |
| IPDI | Isophorone diisocyanate |
| IRAS | Institute of Space Systems |
| ISP | specific impulse |
| NO | Nitrous oxide |
| PVA | Polyvinyl alcohol |
Appendix A
References
- Božić, O.; Porrmann, D.; Lancelle, D.; Hartwig, A. Program AHRES and its contribution to assess features and current limitations of hybrid rocket propulsion. In Proceedings of the 63th Congress of International Astronautical Federation, IAC-12-C4, Naples, Italy, 1–5 October 2012. [Google Scholar]
- Kumar, M.; Joshi, P. Regression Rate Study of Cylindrical Stepped Fuel Grain of Hybrid Rocket. Mater. Today 2017, 4, 8208–8218. [Google Scholar] [CrossRef]
- Nagata, H.; Ito, M.; Maeda, T.; Watanabe, M.; Uematsu, T.; Totani, T.; Kuo, I. Development of CAMUI hybrid rocket to create a market for smallrocket experiments. Acta Astronaut. 2006, 59, 253–258. [Google Scholar] [CrossRef] [Green Version]
- Tian, H.; Duan, Y.; Zhu, H. Three-dimensional numerical analysis on combustion performance and flow of hybrid rocket motor with multi-segmented grain. Chin. J. Aeronaut. 2020, 33, 1181–1191. [Google Scholar] [CrossRef]
- Tian, H.; He, L.; Zhu, H.; Wang, P.; Xu, X. Numerical and experimental investigation on hybrid rocket motor with two-hole segmented rotation grain. Aerosp. Sci. Technol. 2019, 92, 820–830. [Google Scholar] [CrossRef]
- Lee, C.; Na, Y.; Lee, J.; Byun, Y. Effect of induced swirl flow on regression rate of hybrid rocket fuel by helical grain configuration. Aerosp. Sci. Technol. 2007, 11, 68–76. [Google Scholar] [CrossRef]
- Klaus, J.T.; Božić, O.; May, S.; Poppe, G. Erhöhung des Schubs von Hybridraketentriebwerken durch Optimierung der Brennstofftreibsatzform mit verwundener Finozylgeometrie. In Proceedings of the 65. DLRK Congress, Braunschweig, Germany, 15–16 September 2016. [Google Scholar]
- Tian, H.; Li, Y.; Li, C.; Sun, X. Regression rate characteristics of hybrid rocket motor with helical grain. Aerosp. Sci. Technol. 2017, 68, 90–103. [Google Scholar] [CrossRef]
- Wang, Z.; Lin, X.; Li, F.; Yu, X. Combustion performance of a novel hybrid rocket fuel grain with a nested helical structure. Aerosp. Sci. Technol. 2020, 97, 105613. [Google Scholar] [CrossRef]
- May, S.; Poppe, G.; Pöppelmann, M.; Sültrop, H.P.; Vörsmann, P. Development of a supersonic research rocket with hybrid rocket engine. In Proceedings of the European Conference for AeroSpace Sciences, Munich, Germany, 1–5 July 2013. [Google Scholar]
- Arves, J.; Jones, H.; Kline, K.; Smith, K.; Slack, T.; Bales, T. Development of a N2O/HTPB hybrid rocket motor. In Proceedings of the 33rd Joint Propulsion Conference and Exhibit, Seattle, WA, USA, 6–9 July 1997. [Google Scholar]
- Guirguis, O.W.; Moselhey, M.T.H. Thermal and Structural Studies of Poly (Vinyl Alcohol) and Hydroxypropyl Cellulose Blends. Nat. Sci. 2020, 4, 57–67. [Google Scholar] [CrossRef] [Green Version]
- Bina, C.K.; Kannan, K.; Ninan, K. DSC study on the effect of isocyanates and catalysts on the HTPB cure reaction. J. Therm. Anal. Calorim. 2004, 78, 753–760. [Google Scholar] [CrossRef]
- Bhowmik, D.; Sadavarte, V.S.; Pande, S.M.; Saraswat, B.S. An energetic binder for the formulation of advanced solid rocket propellants. Central European Journal of Energetic Materials. J. Energ. Mater. 2015, 12, 145–158. [Google Scholar]
- Grefen, B. Design of a Hybrid Rocket Motor for the Testing of Innovative Additive Manufactured Propellant Blocks with Flow Optimized Inner Geometry. Bachelor’s Thesis, IRAS, TU Braunschweig, Braunschweig, Germany, 2017. [Google Scholar]
- Buchner, C. Analysis of the Burn-Off Behavior of Different Hybrid Rocket Engine Propellant Block Geometries. Bachelor’s Thesis, IRAS, TU Braunschweig, Braunschweig, Germany, 2018. [Google Scholar]
- Berger, B. Is Nitrous Oxide Safe? 2007. Available online: http://www.spl.ch (accessed on 12 July 2021).
- Ben-Arosh, R.; Gany, A. Similarity and Scale Effects in Solid-Fuel Ramjet Combustors. J. Propuls. Power 1992, 8, 615–623. [Google Scholar] [CrossRef]
- Cai, G.; Zeng, P.; Li, X.; Tian, H.; Yu, N. Scale effect of fuel regression rate in hybrid rocket motor. Aerosp. Sci. Technol. 2013, 24, 141–146. [Google Scholar] [CrossRef]
- Carmaicino, C.; Scaramuzzino, F.; Russo Sorge, A. Trade-off between paraffin-based and aluminium-loaded HTPB fuels to improve performance of hybrid rocket fed with N2O. Aerosp. Sci. Technol. 2014, 37, 81–92. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aspects | Effects on Design |
|---|---|
| structural integrity | wall thickness required to retain mold shape after casting (hydrostatic pressure) |
| leak-proof | single layers can have defects through the characteristics of fused deposition modeling (FDM) printing, multipath structure in combination with high viscosity of hydroxyl-terminated polybutadiene (HTPB) results in leak-proof mold |
| dissolving speed | thin walls, flow channel for water, large surface |
| economic material usage | thin walls, solid parts with low percentage of infill |
| print time | thin walls, solid parts with low percentage of infill |
| scalability | gluing needed when mold larger than printer |
| gluing | gluing surfaces and centering structure needed, for minimal material usage should be printed with overhang |
| overhang | structure for FDM printing in the air without the need of support structure |
| Parameter | Value |
|---|---|
| overhang angle | against FDM printer Z-axis |
| wall thickness | 1.3 mm |
| layer height | 0.2 mm |
| nozzle temperature | 210 °C |
| print bed temperature | 70 °C |
| infill | |
| enable retraction | false |
| print speed | 40 mm/s |
| first layer speed | 20 mm/s |
| travel speed | 120 mm/s |
| print time for completed mold | around 8 h |
| Component | Campaign 1 | Campaign 2 |
|---|---|---|
| HTPB | ||
| Isophorone diisocyanate (IPDI) | ||
| Dibutylzinn-dilaurat (DBTL) | ||
| carbon black | - |
| Parameter | Monoport | Star | Rotated Star |
|---|---|---|---|
| oxidizer-fuel ratio | 6 | 6 | 6 |
| chamber pressure [MPa] | 2 | 2 | 2 |
| average fuel mass flow [g/s] | |||
| average oxidizer mass flow [g/s] | |||
| burn time [s] | |||
| average Thrust [N] | 131 | 165 | 288 |
| maximum Thrust [N] | 140 | 170 | 295 |
| point of maximum Thrust [s] | 30 | 0 | 0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Grefen, B.; Becker, J.; Linke, S.; Stoll, E. Design, Production and Evaluation of 3D-Printed Mold Geometries for a Hybrid Rocket Engine. Aerospace 2021, 8, 220. https://doi.org/10.3390/aerospace8080220
Grefen B, Becker J, Linke S, Stoll E. Design, Production and Evaluation of 3D-Printed Mold Geometries for a Hybrid Rocket Engine. Aerospace. 2021; 8(8):220. https://doi.org/10.3390/aerospace8080220
Chicago/Turabian StyleGrefen, Benedict, Johannes Becker, Stefan Linke, and Enrico Stoll. 2021. "Design, Production and Evaluation of 3D-Printed Mold Geometries for a Hybrid Rocket Engine" Aerospace 8, no. 8: 220. https://doi.org/10.3390/aerospace8080220
APA StyleGrefen, B., Becker, J., Linke, S., & Stoll, E. (2021). Design, Production and Evaluation of 3D-Printed Mold Geometries for a Hybrid Rocket Engine. Aerospace, 8(8), 220. https://doi.org/10.3390/aerospace8080220