
Precipitation Kinetics of Water-Cooled Copper Mold Al-Mg-Si(-Mn, Zr) Alloy during Aging

Abstract
:1. Introduction
- α supersaturated solid solution (SSSS) → Guinier–Preston (G.P.) region → β″ needle→β′ rod → β sheet (equilibrium phase Mg2Si).
- α supersaturated solid solution (SSSS) → G.P. region→β″ needle → β′ + Q′ (strip) → β + Si.
- If Cu is present in the excess Si alloy, the precipitation sequence is as follows [15]:
- α supersaturated solid solution (SSSS) → G.P. region → β′ → Q′ → Q (strip) + Si.
- α supersaturated solid solution (SSSS) → G.P. region (Cu/Al rich) → θ″ → θ′ → θ.
2. Materials and Methods
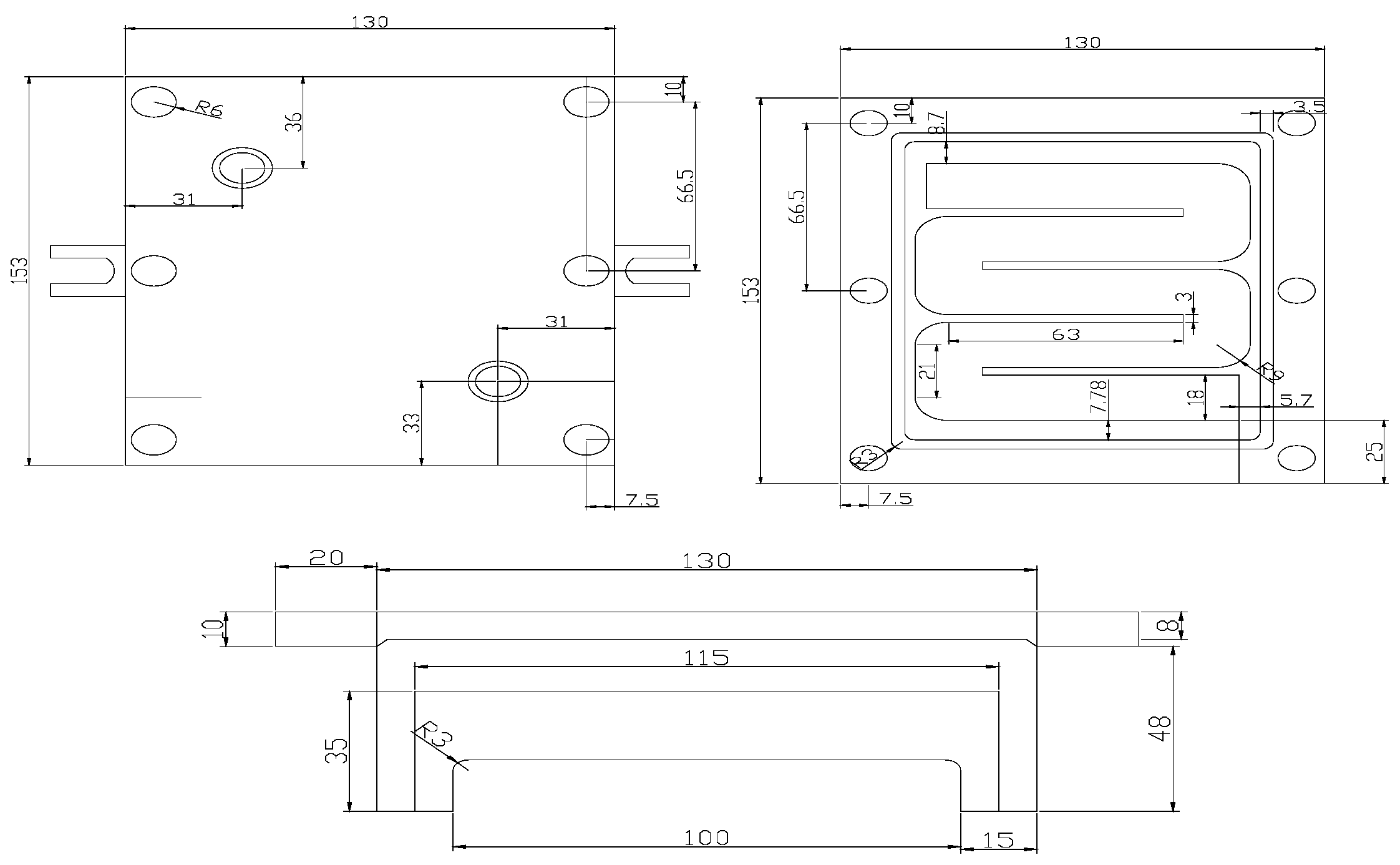
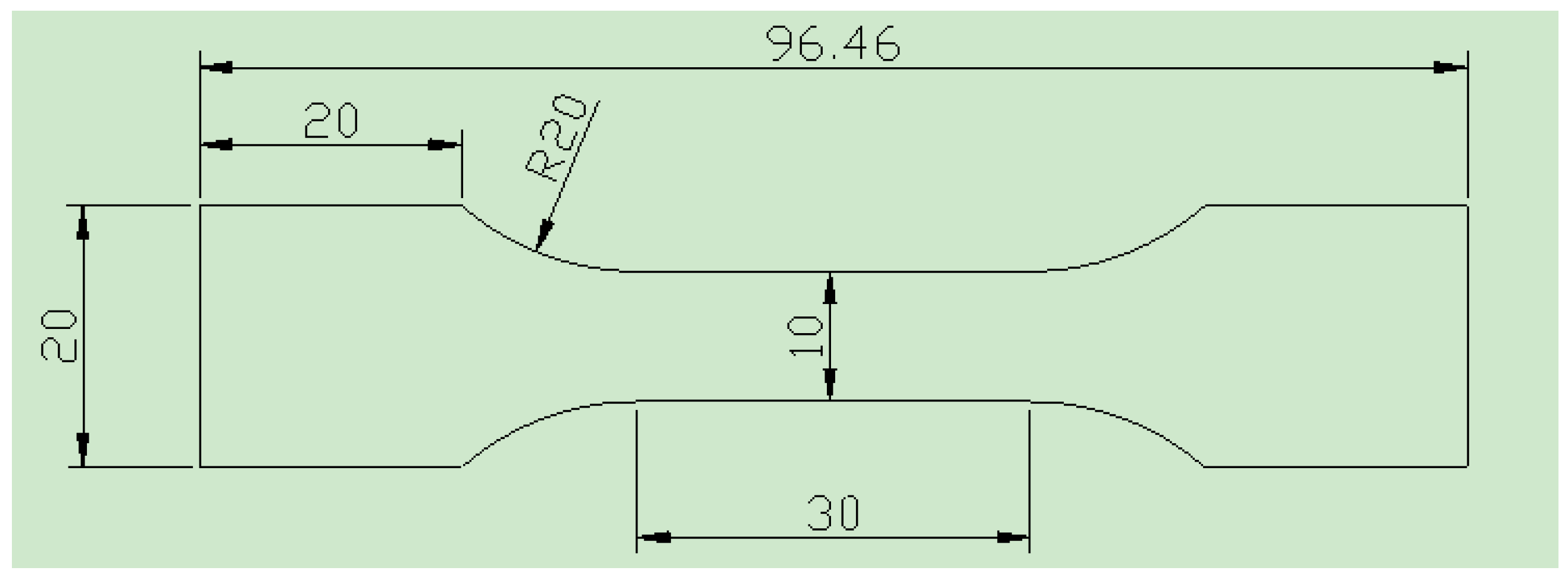
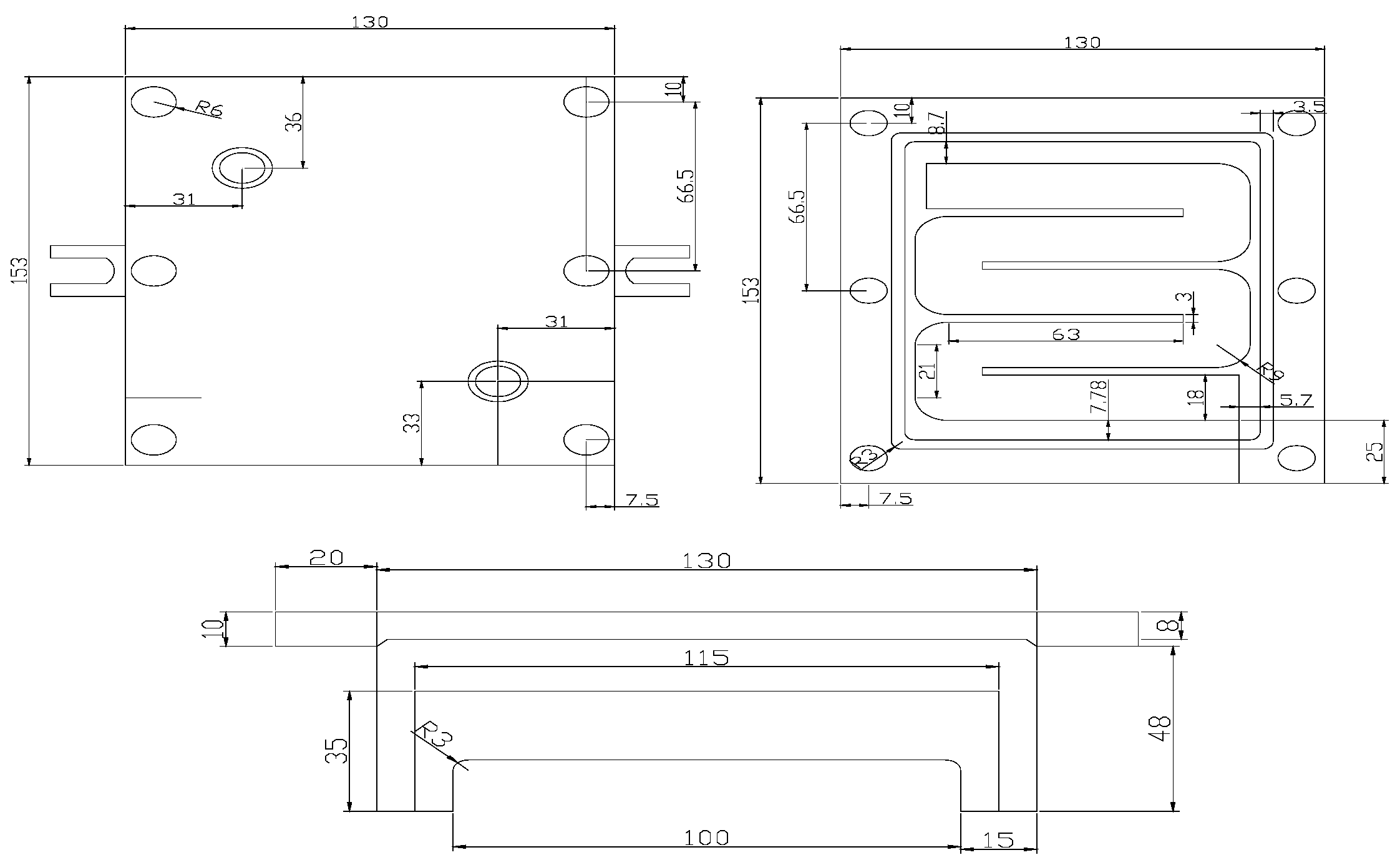
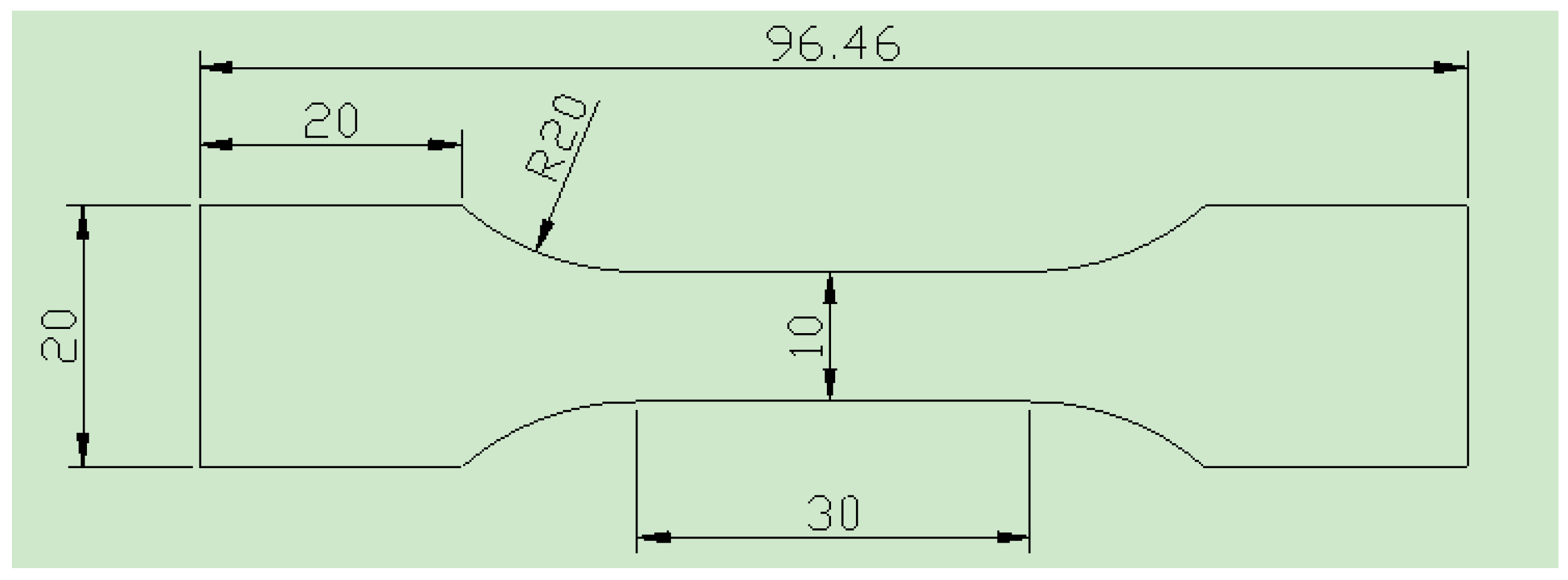
2.1. Materials and Specimens
2.2. Testing Method
3. Results and Discussion
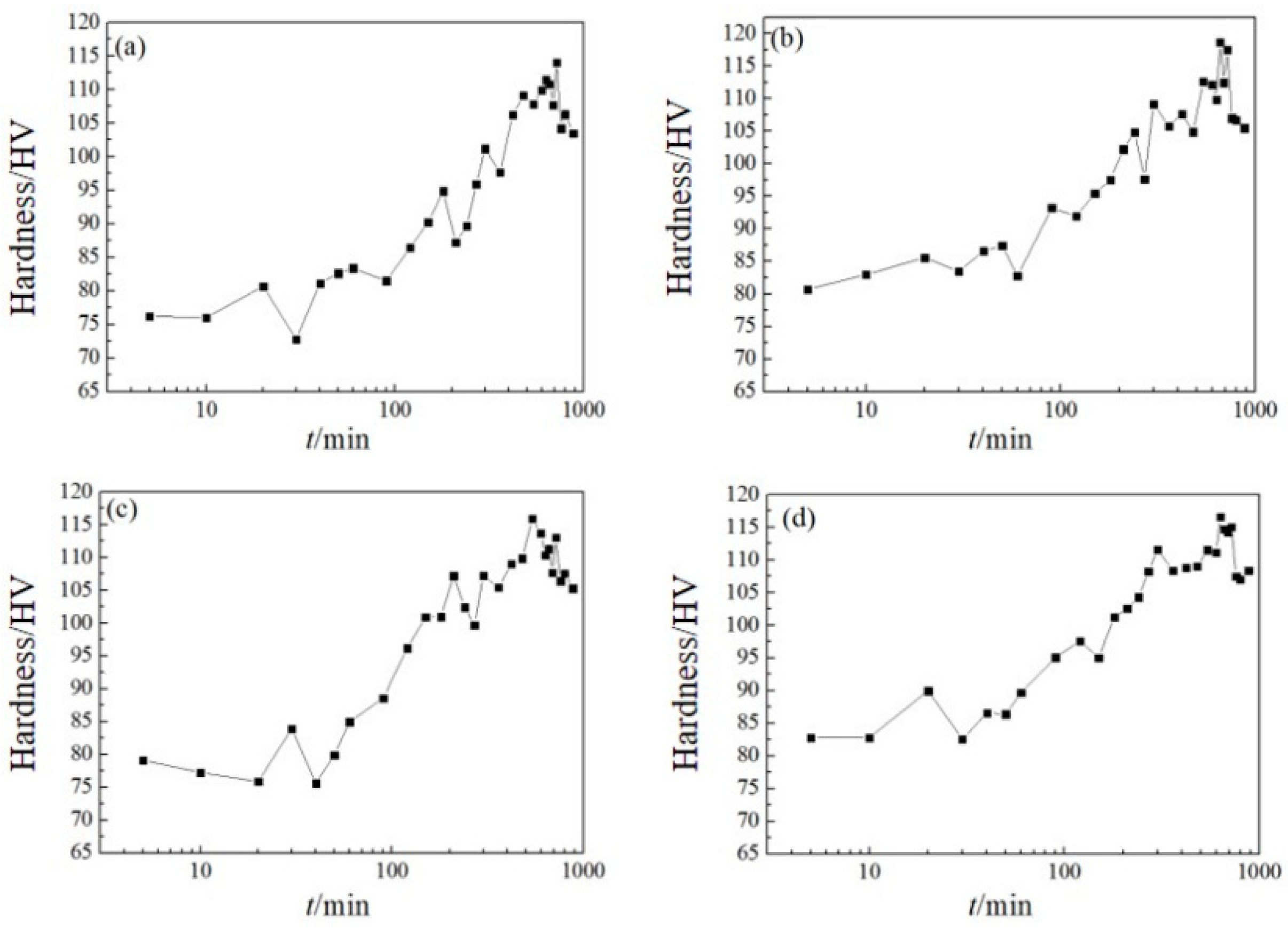
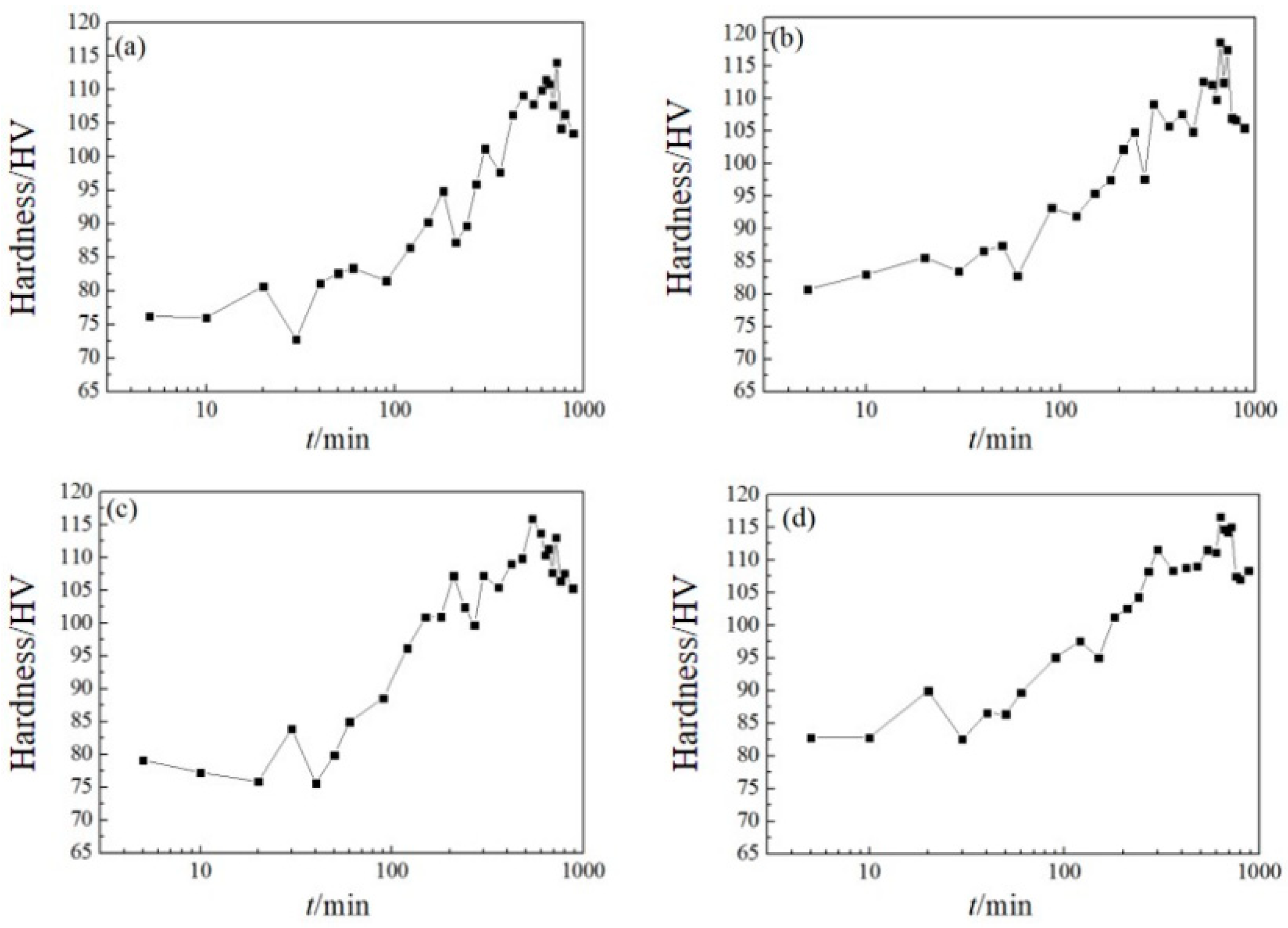
3.1. Age Hardening Curve of Al-Mg-Si(-Mn,Zr) Alloy
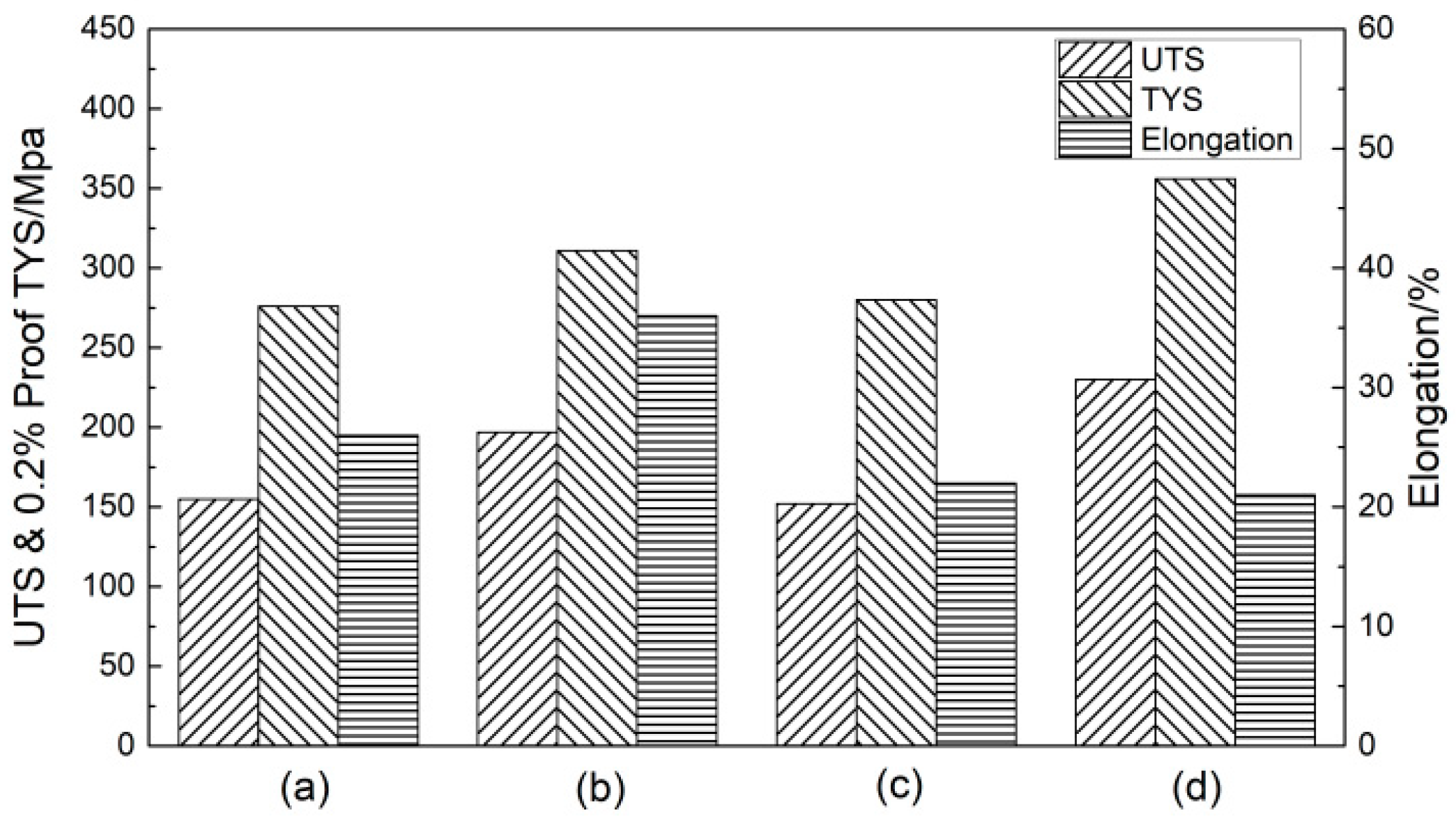
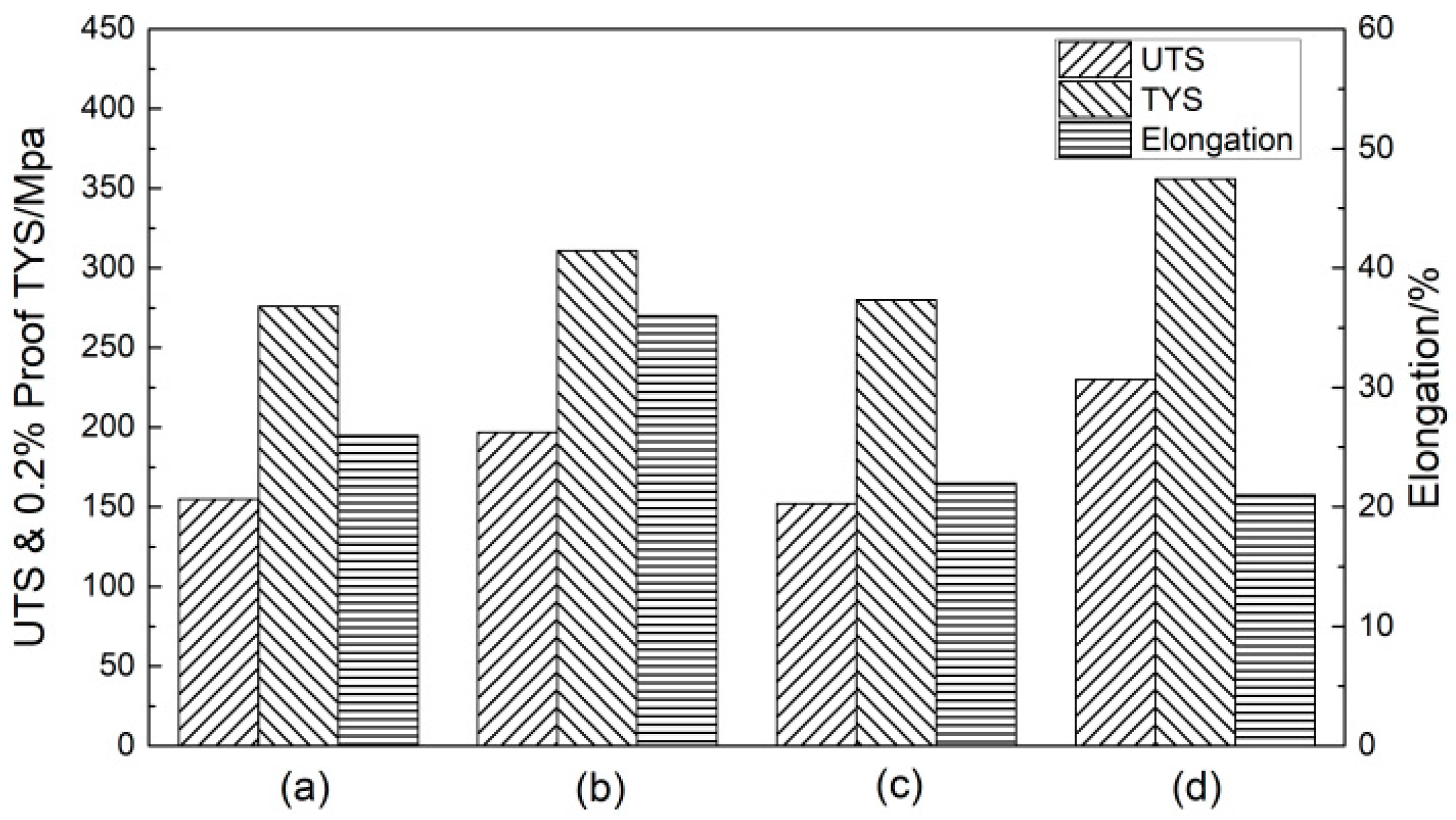
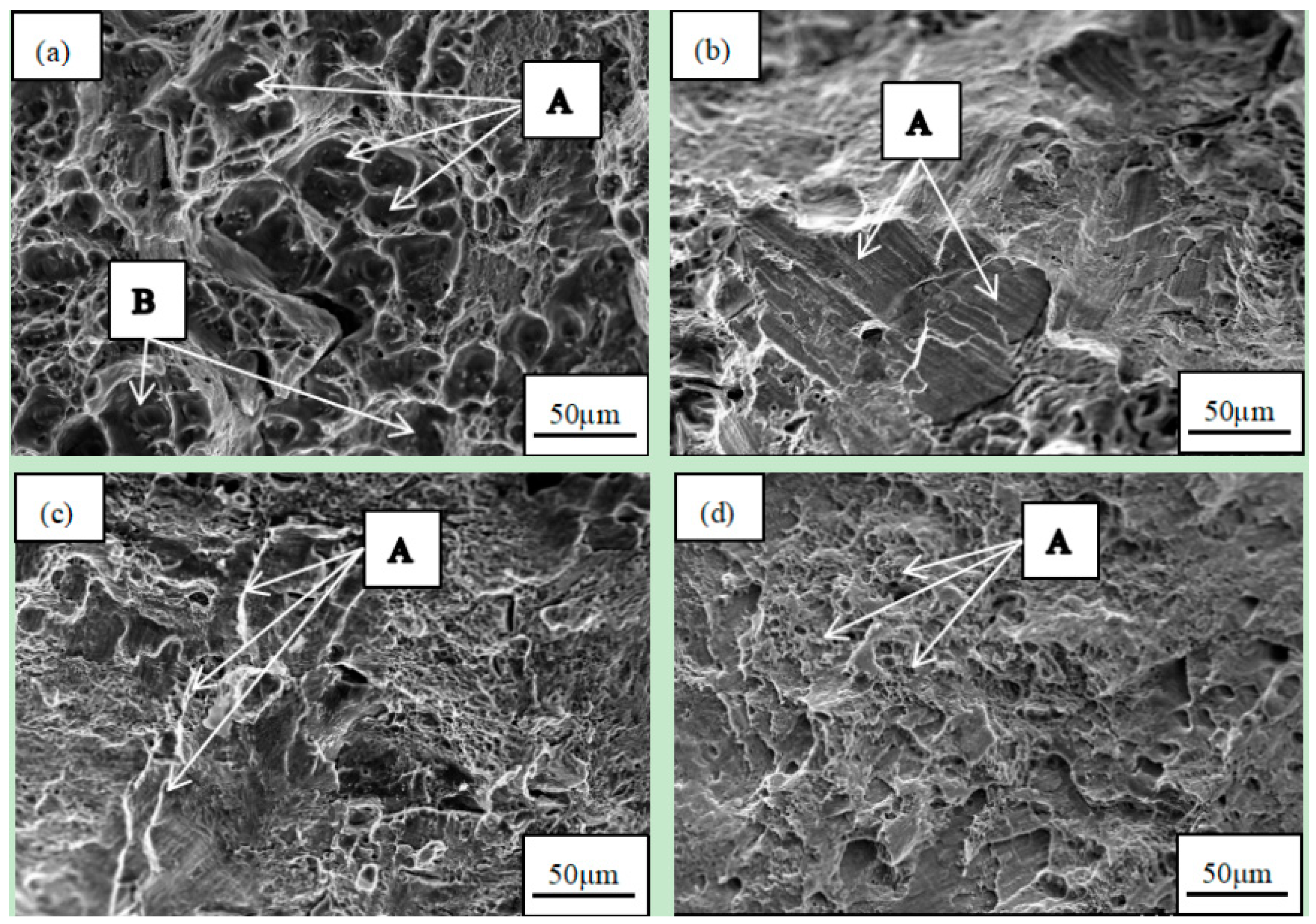
3.2. Tensile Properties and Fracture Morphology of Al-Mg-Si(-Mn,Zr) Aged Alloys at Room Temperature
3.3. Kinetics of Aging Precipitation of Al-Mg-Si(-Mn,Zr) Alloy
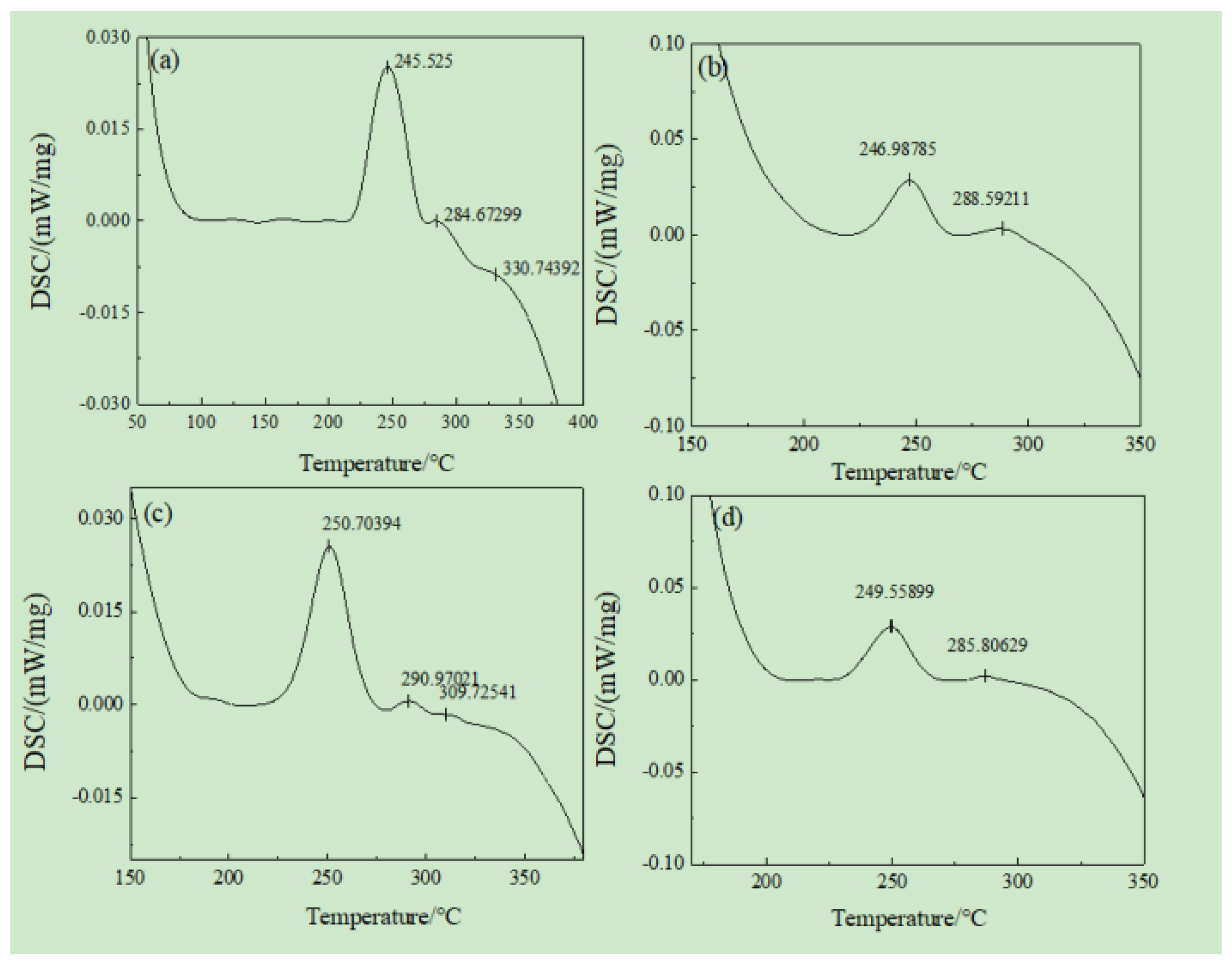
3.3.1. DSC Analysis of Al-Mg-Si(-Mn,Zr) Alloy
- Exothermic peak 1: Mg, Si, MG-Si atomic clusters;
- Exothermic peak 2: G.P. zone;
- Exothermic peak 3: β″ phase precipitation;
- Exothermic peak 4: β′ phase precipitation.
3.3.2. Activation Energy and Kinetic Equation for Al-Mg-Si(-Mn,Zr) Alloy
- (a)
- (b)
- (c)
- (d)
4. Conclusions
- i.
- At an aging temperature of 175 °C, the peak aging times for 6061 aluminum alloy and 6061-0.15Mn-0.05Zr aluminum alloy, cast using iron and a water-cooled copper mold, are 720 min, 660 min, 540 min, and 630 min, respectively. The aging process significantly improves the tensile strength and yield strength of the alloy. Specifically, for the 6061-0.15Mn-0.05Zr alloy cast using a water-cooled copper mold after aging, the tensile strength yield strength is 356 MPa, the yield strength is 230 MPa, and the elongation is 21%.
- ii.
- The DSC curves of the four experimental alloys did not exhibit clear absorption peaks in the low-temperature region (50–100 °C), thus indicating the absence of a solute atom enrichment process during the DSC temperature rise. The aging precipitation process for the iron mold casting alloy after homogenization can be summarized as follows: GP zone → β″ phase → β′ phase. In contrast, the aging precipitation process for the water-cooled copper casting alloy after homogenization treatment proceeds as follows: β″ phase → β′ phase (no precipitation in the GP region was observed).
- iii.
- The activation energies for the four experimental alloys were calculated, and their respective kinetic equations were determined. The precipitation activation energies of the β phase in these alloys are as follows: 147 KJ/mol, 217 KJ/mol, 185 KJ/mol, and 235 KJ/mol. These values further validate the aging precipitation process of water-cooled copper mold casting alloys from a thermodynamic perspective.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sai Ganesh, M.R.; Nikhil, R.; Levin, M.J.; Adarsh, P.; Sanapala, D.; Shankar, K.V. Strontium in Al–Si–Mg Alloy: A Review. Met. Mater. Int. 2022, 28, 1–40. [Google Scholar] [CrossRef]
- Govind, V.; Praveen Kumar, K.; RVaira, V.; Ajan, V.; Jithin, V.; Geetha, M.; Shankar, K.V. Fretting Wear Behavior of Al-Si-Mg-Ni Hypoeutectic Alloy with Varying Solutionizing Time. Silicon 2023, 15, 4193–4206. [Google Scholar] [CrossRef]
- Chen, R.; Xu, Q.Y.; Liu, B.C. Modelling Investigation of Precipitation Kinetics and Strengthening for Needle/Rod-shaped Precipitates in Al-Mg-Si Alloys. Acta Metall. Sin. 2016, 52, 987–999. [Google Scholar]
- Zhang, G.J.; Liu, G.; Ding, X.D. Experiment and Modeling Study of Aged Aluminium Alloys Strengthening Response. Acta Metall. Sin. 2003, 39, 803–808. [Google Scholar]
- Chen, Z.H.; Xu, J.; Liu, Q.D.; Li, C.W.; Gu, J.F. Simulation and computation of isothermal precipitation kinetics and precipitation strengthening for AA6061. J. Mech. Eng. 2021, 57, 126. [Google Scholar]
- Ye, H.; Yan, H.G.; Su, B.; Zeng, P.L.; Chen, J.H.; Wu, Y. Effects of Vacuum Induction Melting and Copper Water-Cooled Mould Casting on Thermo-Mechanical Treatment Microstructure and Properties of 2024 Aluminum Alloy. Mater. Mech. Eng. 2013, 37, 11–20. [Google Scholar]
- Fu, H.Z.; Geng, X.G. High rate directional solidification and its application in single crystal superalloys. Sci. Technol. Adv. Mater. 2001, 2, 197–204. [Google Scholar] [CrossRef]
- Zhu, S.J.; Yang, Q.; Bai, X.B.; Wang, L.G.; Guan, S.K. Microstructures and Solidification Behavior of Sub-Rapidly Solidified Mg7Zn3Y(-Zr) Alloys. Rare Met. Mater. Eng. 2008, 37, 1157–1162. [Google Scholar]
- Wang, C.Q.; Yu, Y.; Fang, Y.; Li, T.J. Development of Near Rapid Solidification Technique. J. Iron Steel Res. 2005, 17, 11–15. [Google Scholar]
- He, L.Z.; Chen, Y.B.; Cui, J.Z. Effect of Homogenization on the Microstructures and Properties of Al-Mg-Si-Cu Alloy. Rare Met. Mater. Eng. 2008, 37, 1637–1641. [Google Scholar]
- Liu, H.; Liu, Y.H.; Zhao, G.; Liu, C.M.; Zuo, L. Effects of Mn on constituents of Al-Mg-Si-Cu Alloys. Chin. J. Nonferrous Met. 2004, 14, 1906–1911. [Google Scholar]
- Murayama, M.; Saga, M.; Kikuchi, M.; Hono, K. Atom probe studies on the early stages of precipitaion in Al-Mg-Si alloys. Mater. Sci. Eng. A 1998, 250, 127–132. [Google Scholar] [CrossRef]
- Ikeno, S.; Matsuda, K. Precipitation Sequence of Al-Mg-Si alloys. Mater. Sci. Forum 2003, 426/432, 357–362. [Google Scholar] [CrossRef]
- Zhen, L.; Fei, W.D.; Kang, S.B.; Kim, H.W. Precipitation behaviour of Al-Mg-Si alloys with high silicon content. J. Mater. Sci. 1997, 32, 1895. [Google Scholar] [CrossRef]
- Chakrabarti, D.J.; Laughlin, D.E. Phase relations and precipitation in Al-Mg-Si alloys with Cu additions. Prog. Mater. Sci. 2004, 49, 389–410. [Google Scholar] [CrossRef]
- Gupat, A.K.; Marois, P.H.; Lloyd, D.J. Study of the precipitation kinetics in a 6000 series automotive sheet material. Mater. Sci. Forum 1996, 217–222, 801–808. [Google Scholar] [CrossRef]
- Gupat, A.K.; Bookbinder, J.B.; Sang, H.S.; Lloyd, D.J. Role of Hardening Solutes on the Microstructure and Strength of AA 6111 Automotive Alloy. Mater. Sci. Forum 2000, 331-337, 1297–1302. [Google Scholar] [CrossRef]
- Chen, S.P.; Vossenberg, M.S.; Vermolen, F.J.; Van de Langkruis, J.; van der Zwaag, S. Dissolution of β particles in an Al-Mg-Si alloy during DSC runs. Mater.Sci. Eng. A 1999, 272, 250–256. [Google Scholar] [CrossRef]
- Oguochai, N.A.; Yannacopouloss, S.; Oguocha, I.N.A.; Yannacopoulos, S. Precipitation and dissolution kinetics in Al-Cu-Mg-Fe-Ni alloy 2618 and Al-alumina particle metal matrix composite. Mater. Sci. Eng. A 1997, 231, 25–33. [Google Scholar] [CrossRef]
- Chen, S.P.; Mussert, K.M.; van der Zwaag, S. Precipitation kinetics in Al6061 and in an Al6061-alumina particle composite. J. Mater. Sci 1998, 33, 4477. [Google Scholar] [CrossRef]
- Gupta, A.K.; Lloyd, D.J. Study of precipitation kinetics in a super purity Al-0.8 Pct Mg-0.9 Pct Si alloy using differential scanning calorimetry. Metall. Mater. Trans. A 1999, 30A, 879. [Google Scholar] [CrossRef]
- Zahra-Kubik, A.; Laffitte, M.; Vigier, P.; Wintenberger, M. Formation of Guinier Preston Zones and Theta Two-Prime Phase during Continuous Heating of an AlCu 4 Type Alloy. Aluminium 1976, 52, 357. [Google Scholar]
- Radomsky, M.; Kabisch, O.; Loffler, H.; Lendval, J.; Ungar, T.; Kovacs, I.; Hnyek, G.; Radomsky, M.; Kabisch, O.; Löffler, H.; et al. On the decomposition behaviour of Al-4.5at% Zn-2 to 3at% Mg alloys during continuous heating. J. Mater. Sci. 1979, 14, 2906. [Google Scholar] [CrossRef]
- Birol, Y. The effect of sample preparation on the DSC analysis of 6061 alloy. J. Mater. Sci. 2005, 40, 6357–6361. [Google Scholar] [CrossRef]
- Gupta, A.K.; Court, S.A.; Lloyd, D. Precipitation hardening in Al-Mg-Si alloys with and without excess Si. Mater. Sci. Eng. A 2001, 316, 11–17. [Google Scholar] [CrossRef]
- Edwards, G.A.; Stiller, K.; Dunlop, G.L. The precipitation sequence in Al-Mg-Si alloys. Acta Mater. 1998, 46, 3893–3904. [Google Scholar] [CrossRef]
- Maruyama, N.; Uemori, R.; Hashimoto, N.; Kikuchi, M. Effect of silicon addition on the composition and structure of fine-scale precipitates in Al-Mg-Si alloys. Scr. Mater. 1997, 36, 89–93. [Google Scholar] [CrossRef]
- Murayama, M.; Hono, K. Pre-precipitate clusters and precipitation processes in Al-Mg-Si alloys. Acta Mater. 1999, 47, 1537–1548. [Google Scholar] [CrossRef]
- Gupta, A.K.; Marois, P.H.; Lloyd, D.J. Confirming computer calculations of phase stability with the experimental observations in automotive alloy AA6111. Mater. Sci. Forum 2006, 519–521, 177–182. [Google Scholar] [CrossRef]
- Perovic, A.; Perovic, D.D.; Weatherly, G.C.; Lloyd, D.J. Precipitation in aluminum alloys AA6111 and AA6016. Scr. Mater. 1999, 41, 703–708. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. Precipitation hardening in aluminum alloy 6022. Scr. Mater. 1999, 40, 873. [Google Scholar] [CrossRef]
- Daniel Bryant, J. The effects of preaging treatments on aging kinetics and mechanical properties in AA6111 aluminum autobody sheet. Metall. Mater. Trans. A 1999, 30, 1999. [Google Scholar] [CrossRef]
- Miao, W.F.; Laughlin, D.E. A differential scanning calorimetry study of aluminum alloy 6111 with different pre-aging treatments. J. Mater. Sci. Lett. 2000, 19, 201–203. [Google Scholar] [CrossRef]
- Gao, G.J.; Li, Y.; Li, J.D.; Wang, Z.D.; Di, H.S. Influence of pre-aging and pre-strain on the precipitation behaviors of AA6016 alloy for automotive application. Trans. Mater. Heat Treat. 2016, 37, 76. [Google Scholar]
- Shen, H.; Shi, J.C.; Mu, Y.L.; Luo, H.J.; Yao, G.C. Effects of Water-Cooling Cu Mould on Microstructure and Mechanical Properties of 6061 Aluminum Alloys with Mn and Zr Addition. Rare Met. Mater. Eng. 2019, 48, 300–308. [Google Scholar]
- GB/T 228-2002; The People’s Republic of China National Standard for the Metal Tensile Test Method. Available online: https://www.chinesestandard.net/PDF.aspx/GBT228-2002 (accessed on 22 October 2023).
- Xie, Y.H.; Yang, S.J.; Dai, S.L.; Lu, Z. Application of element in aluminum alloys. J. Aeronaut. Mater. 2002, 22, 56–61. [Google Scholar]
- Mukhopadhyay, A.K.; Yang, Q.B.; Singh, S.R. The influence of zirconium on the early stages of aging of ternary Al-Zn-Mg alloy. Acta Metall. Mater. 1994, 42, 3083–3091. [Google Scholar] [CrossRef]
- Mukhopadhyay, A.K.; Shiflet, G.J.; Starke, E.A., Jr. Role of vacancies on the precipitation processes in modified aluminum based alloys. Scr. Metall. Mater. 1990, 24, 307–312. [Google Scholar] [CrossRef]
- Liu, Z.X.; Zhang, X.M.; Tang, J.G.; Liu, Z.X.; Zhang, X.M.; Tang, J.G. The influences of precipitates on resistivity of 6101 aluminium alloy in aging. Journal Funct. Mater. Eng. 2014, 2, 2119. [Google Scholar]
- Zhao, Q.; Huang, H.J.; Yuan, X.G.; Dong, F.Y.; Zhao, P. Aging precipitation and strengthening behavior of Al-Mg-Si alloy sheet containing Er and Zr element. Trans. Mater. Heat Treat. 2015, 36, 40–46. [Google Scholar]
- Liu, M.P.; Wei, J.T.; Li, Y.C.; Jiang, J.W.; Jiang, K.; Roven, H.J. Dynamic aging behavior and mechanical properties of an Al-Mg-Si aluminium alloy induced by equal channel angular pressing. Chin. J. Mater. Res. 2016, 30, 721. [Google Scholar]
- Cai, M.; Field, D.P.; Lorimer, G.W. A systematic comparison of static and dynamic ageing of two Al-Mg-Si alloys. Mater. Sci. Eng. A 2004, 373, 65–71. [Google Scholar] [CrossRef]
- Roven, H.J.; Liu, M.P.; Werenskiold, J.C. Dynamic precipitation during severe plastic deformation of an Al-Mg-Si aluminium alloy. Mater. Sci. Eng. A 2008, 483/484, 54–58. [Google Scholar] [CrossRef]
- Sha, G.; Tugcu, K.; Liao, X.Z.; Trimby, P.; Murashkin, M.Y.; Valiev, R.Z.; Ringer, S.P. Strength, grain refinement and solute nanostructures of an Al-Mg-Si alloy(AA6060) processed by high-pressure torsion. Acta Mater. 2014, 63, 169. [Google Scholar] [CrossRef]
- Zhao, Q.; Yuan, X.G.; Huang, H.J.; Zhao, P. Precipitation kinetics for β’’ phase of Al-Mg-Si-Zr-XEr alloys. Rare Met. Mater. Eng. 2016, 45, 2889–2894. [Google Scholar]
- Li, H.; Wang, X.L.; Shi, Z.X.; Wang, Z.X.; Zheng, Z.Q. Precipitation behaviors of Al-Mg-Si-(Cu) aluminum alloys during continuous heating. Chin. J. Nonferrous Met. 2011, 21, 2028–2034. [Google Scholar]
- Tsao, C.S.; Chen, C.Y.; Jeng, U.S. Precipitation kinetics and transformation of metastable phases in Al-Mg-Si alloys. Acta Mater. 2006, 54, 4621–4631. [Google Scholar] [CrossRef]
- Matsuda, K.; Ikeno, S.; Matsui, H. Comparison of precipitations between excess Si-type and balanced-type Al-Mg-Si alloys during continuous heating. Metall. Mater. Trans. A 2005, 36A, 2007–2012. [Google Scholar] [CrossRef]
- Cui, L.; Guo, M.X.; Peng, X.Y.; Zhang, Y.; Zhang, J.S.; Zhuang, L.Z. Influence of pre-deformation on the precipitation behaviors of Al-Mg-Si-Cu alloy for automotive application. Acta Metall. Sin. 2015, 51, 289–297. [Google Scholar]
- Jena, A.K.; Gupta, A.K.; Chaturvedi, M.C. A differential scanning calorimetric investigation of precipitation kinetics in the Al-1.53wt% Cu-0.79 wt% Mg alloy. Acta Metall. 1989, 37, 885. [Google Scholar] [CrossRef]
- Esmaeili, S.; Lloyd, D.J.; Poole, W.J. A yield strenth model for the Al-Mg-Si-Cu alloy AA6111. Acta Mater. 2003, 51, 2243–2257. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Alloy (No.) | Mg | Si | Mn | Cu | Ti | Cr | Zn | Fe | Zr | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 6061, cast with iron mold (a) | 0.901 | 0.737 | 0.010 | 0.240 | 0.014 | 0.128 | 0.008 | 0.192 | - | Bal. |
| 6061, cast with copper mold (b) | 0.901 | 0.737 | 0.010 | 0.240 | 0.014 | 0.128 | 0.008 | 0.192 | - | Bal. |
| 6061-0.15Mn-0.05Zr, cast with iron mold (c) | 0.750 | 0.615 | 0.147 | 0.170 | 0.013 | 0.110 | 0.009 | 0.320 | 0.043 | Bal. |
| 6061-0.15Mn-0.05Zr, cast with copper mold (d) | 0.750 | 0.615 | 0.147 | 0.170 | 0.013 | 0.110 | 0.009 | 0.320 | 0.043 | Bal. |
| No. | Alloys | β″, Peak Center Temperature (°C) | Precipitation Activation Energy (kJ/mol) |
|---|---|---|---|
| A | 6061(Fe) | 246 | 147 |
| B | 6061(Cu) | 247 | 217 |
| C | 6061-0.15Mn-0.05Zr(Fe) | 251 | 185 |
| D | 6061-0.15Mn-0.05Zr(Cu) | 249 | 235 |
| No. | Alloys | T/°C | 1/T (1/K) | ln[(df/dT)(dT/dt)/V(v)] |
|---|---|---|---|---|
| a | 6061(Fe) | 230 | 0.001988072 | −6.367079786 |
| 235 | 0.001968504 | −5.980911925 | ||
| 240 | 0.001949318 | −5.66956535 | ||
| 245 | 0.001930502 | −5.381901365 | ||
| b | 6061(Cu) | 230 | 0.001988072 | −6.517846433 |
| 235 | 0.001968504 | −5.841209366 | ||
| 240 | 0.001949318 | −5.393880172 | ||
| 245 | 0.001930502 | −4.992135248 | ||
| c | 6061-0.15Mn-0.05Zr(Fe) | 235 | 0.001968504 | −6.465682158 |
| 240 | 0.001949318 | −5.918888148 | ||
| 245 | 0.001930502 | −5.533390031 | ||
| 250 | 0.001912046 | −5.194921128 | ||
| d | 6061-0.15Mn-0.05Zr(Cu) | 235 | 0.001968504 | −6.470727477 |
| 240 | 0.001949318 | −5.734467332 | ||
| 245 | 0.001930502 | −5.268079103 | ||
| 250 | 0.001912046 | −4.855916638 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shen, H.; Shi, J.; Zhou, Y.; Wang, X.; Yao, G. Precipitation Kinetics of Water-Cooled Copper Mold Al-Mg-Si(-Mn, Zr) Alloy during Aging. Materials 2023, 16, 7424. https://doi.org/10.3390/ma16237424
Shen H, Shi J, Zhou Y, Wang X, Yao G. Precipitation Kinetics of Water-Cooled Copper Mold Al-Mg-Si(-Mn, Zr) Alloy during Aging. Materials. 2023; 16(23):7424. https://doi.org/10.3390/ma16237424
Chicago/Turabian StyleShen, Hua, Jianchao Shi, Yukun Zhou, Xiaofeng Wang, and Guangchun Yao. 2023. "Precipitation Kinetics of Water-Cooled Copper Mold Al-Mg-Si(-Mn, Zr) Alloy during Aging" Materials 16, no. 23: 7424. https://doi.org/10.3390/ma16237424
APA StyleShen, H., Shi, J., Zhou, Y., Wang, X., & Yao, G. (2023). Precipitation Kinetics of Water-Cooled Copper Mold Al-Mg-Si(-Mn, Zr) Alloy during Aging. Materials, 16(23), 7424. https://doi.org/10.3390/ma16237424