
Effects of the Laser Micromelting Process Parameters on the Preparation of Micron-Sized FeCrAl Coatings on Zr Alloy Surfaces



Abstract
:1. Introduction
2. Methodology
2.1. Materials and Methods
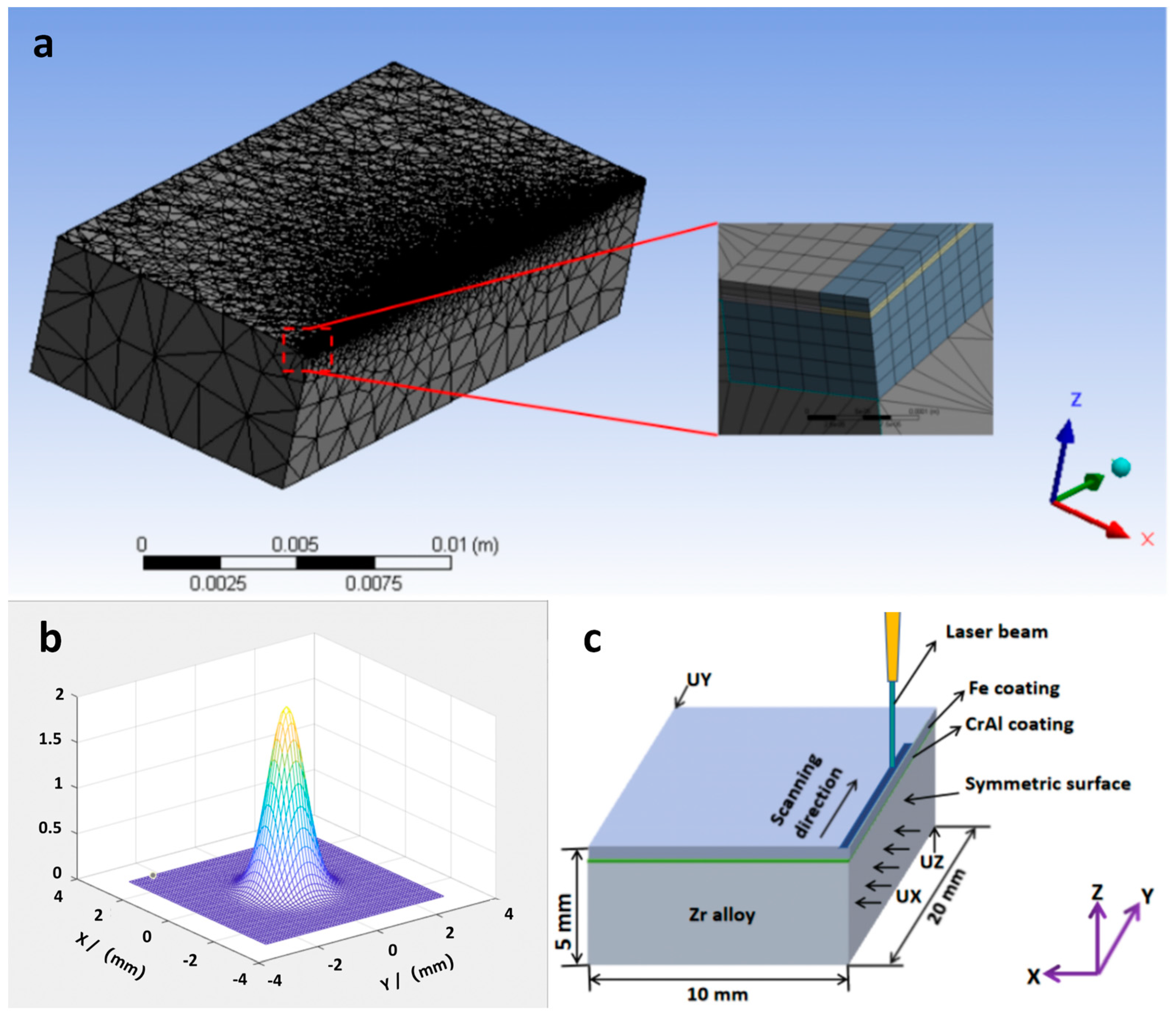
2.2. Simulation and Calculation
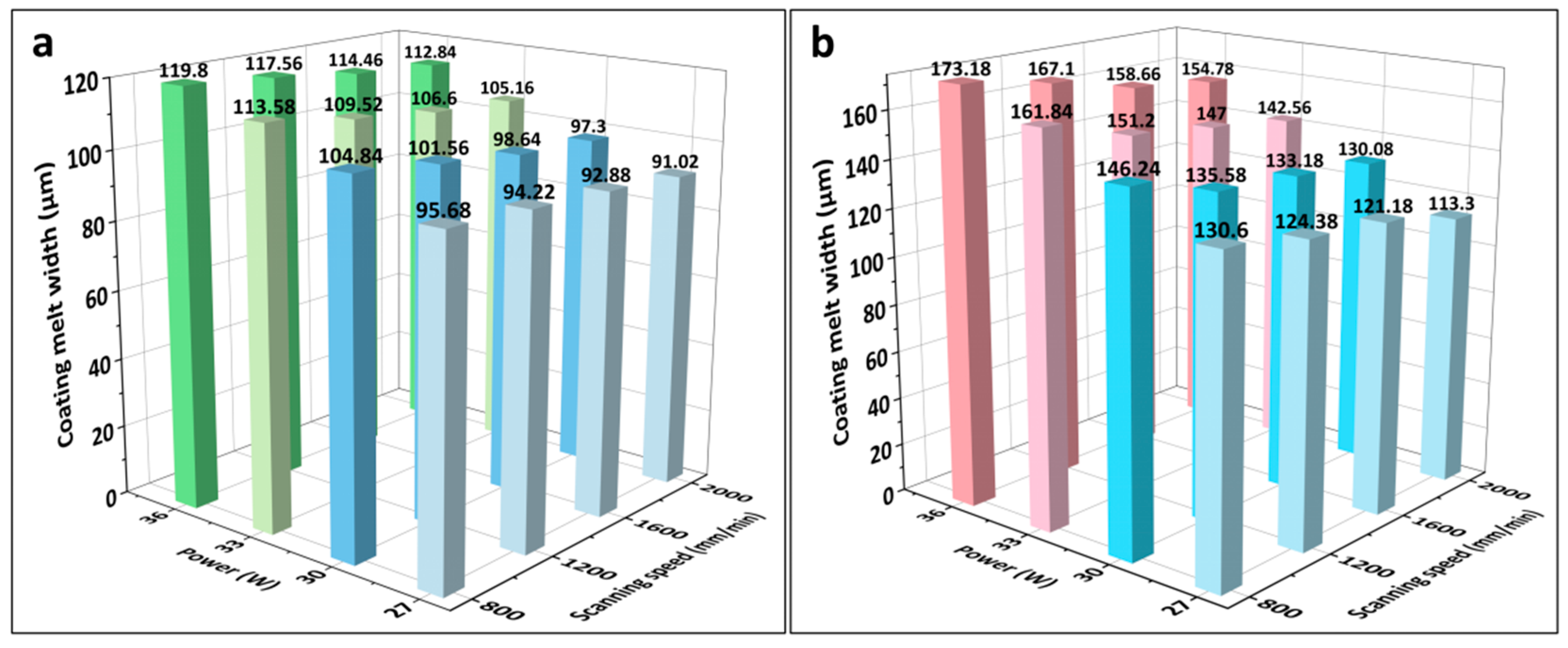
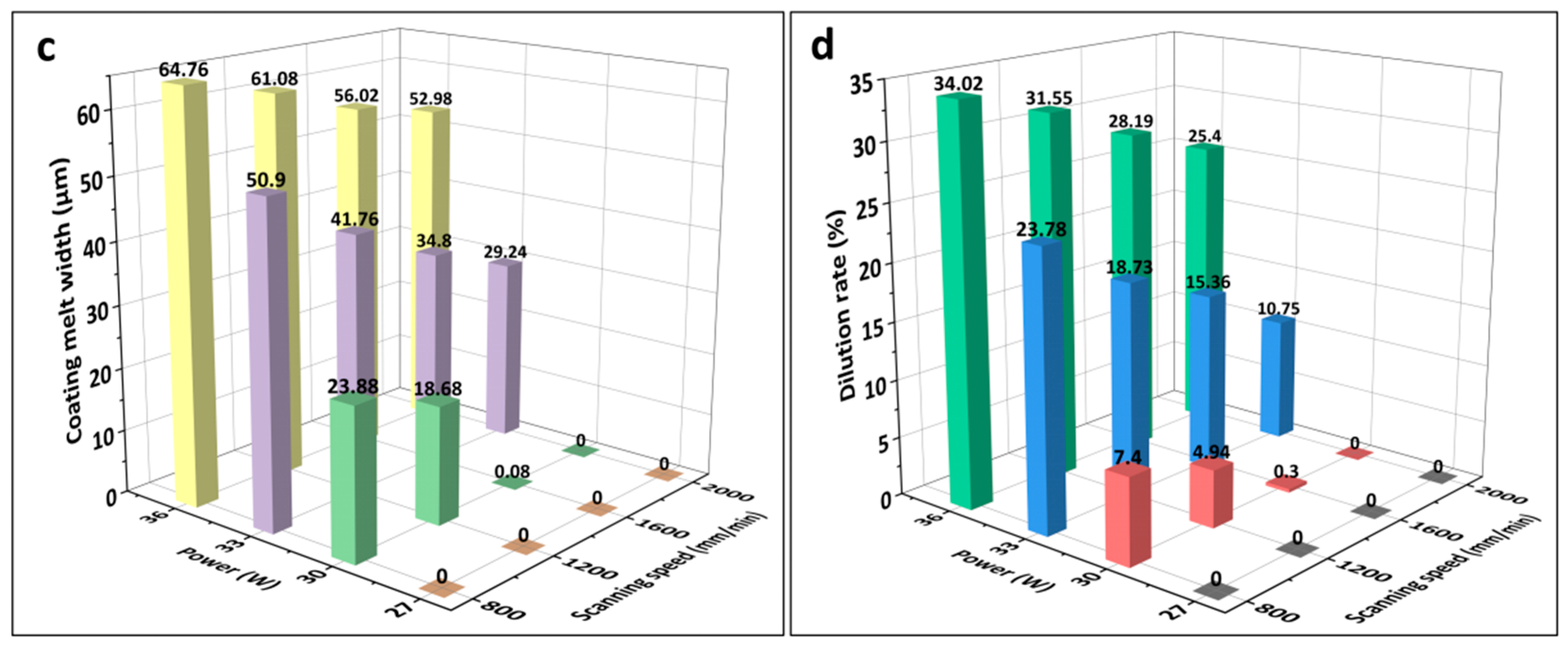
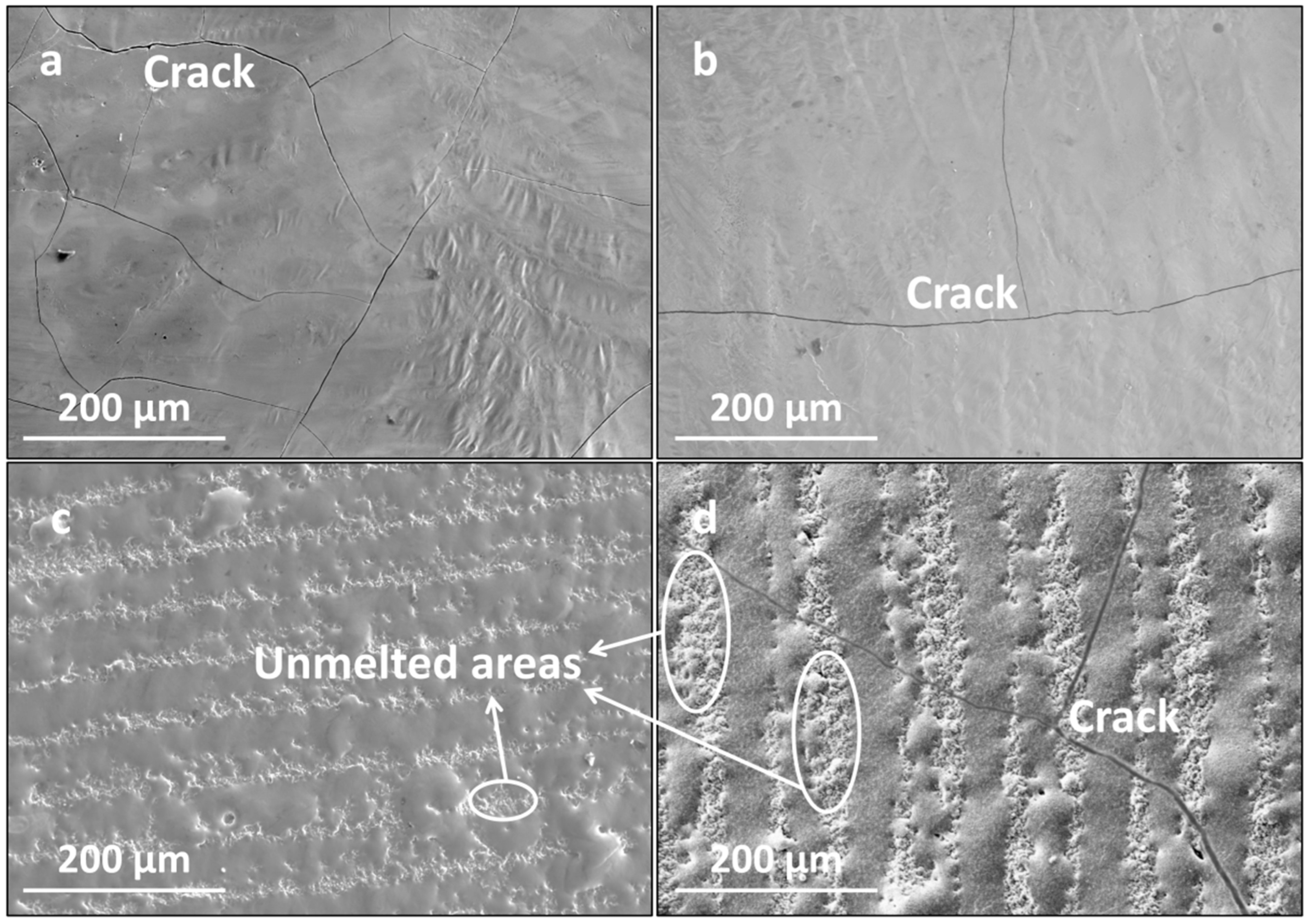
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yuan, Q.; Chai, L.; Yang, T.; Wang, H.; Shen, J.; Guo, N.; Yin, X.; Xiao, J. Laser-clad FeCrAl/TiC composite coating on ferrite/martensitic steel: Significant grain refinement and wear resistance enhancement induced by adding TiC. Surf. Coat. Technol. 2023, 456, 129272. [Google Scholar] [CrossRef]
- Zhou, R.; Wang, F.; Xu, K.; Yuan, Y.; Chen, L.; Lou, M.; Khvan, A.V.; Chang, K. Effect of molybdenum addition on oxidation behavior and secondary protection mechanism of FeCrAl coatings. Mater. Charact. 2023, 204, 113221. [Google Scholar] [CrossRef]
- Zhu, C.; Li, P.; Chen, C.; Tian, J.; Zeng, S.; Meng, Y.; Shen, H.; Han, X.; Zhang, H. Microstructure evolution and oxidation behavior of bi-layer CrAl-Mo coated Zircaloy-4 in steam at 1200 °C and 1300 °C. Corros. Sci. 2022, 208, 110632. [Google Scholar] [CrossRef]
- Tang, C.; Jianu, A.; Steinbrueck, M.; Grosse, M.; Weisenburger, A.; Seifert, H.J. Influence of composition and heating schedules on compatibility of FeCrAl alloys with high-temperature steam. J. Nucl. Mater. 2018, 511, 496–507. [Google Scholar] [CrossRef]
- Han, X.; Wang, Y.; Peng, S.; Zhang, H. Oxidation behavior of FeCrAl coated Zry-4 under high temperature steam environment. Corros. Sci. 2019, 149, 45–53. [Google Scholar] [CrossRef]
- Tang, C.; Stueber, M.; Seifert, H.J.; Steinbrueck, M. Protective coatings on zirconium-based alloys as accident-tolerant fuel (ATF) claddings. Corros. Rev. 2017, 35, 141–165. [Google Scholar] [CrossRef]
- Qi, W.; Yang, K.; Wang, P.; Du, S.; Wang, X.; Qiao, Y.; Zheng, T.; Bai, C.; Zhang, L. High-Temperature Steam Oxidation Behavior of an FeCral Alloy with a Controlled Mo Addition. J. Mater. Sci. 2022, 57, 20909–20927. [Google Scholar] [CrossRef]
- Zhong, W.; Mouche, P.A.; Han, X.; Heuser, B.J.; Was, G.S. Performance of iron–chromium–aluminum alloy surface coatings on Zircaloy 2 under high-temperature steam and normal BWR operating conditions. J. Nucl. Mater. 2016, 470, 327–338. [Google Scholar] [CrossRef]
- Wang, Y.; Tang, H.; Han, X.; Feng, W.; Zhou, X. Oxidation resistance improvement of Zr-4 alloy in 1000 °C steam environment using ZrO2/FeCrAl bilayer coating. Surf. Coat. Technol. 2018, 349, 807–815. [Google Scholar] [CrossRef]
- Zhong, W.; Mouche, P.A.; Heuser, B.J. Response of Cr and Cr-Al coatings on Zircaloy-2 to high temperature steam. J. Nucl. Mater. 2018, 498, 137–148. [Google Scholar] [CrossRef]
- Park, D.; Mouche, P.A.; Zhong, W.; Mandapaka, K.K.; Was, G.S.; Heuser, B.J. TEM/STEM study of Zircaloy-2 with protective FeAl(Cr) layers under simulated BWR environment and high-temperature steam exposure. J. Nucl. Mater. 2018, 502, 95–105. [Google Scholar] [CrossRef]
- Mahdi, A.M.; Hassan, K.; Mohammad, T. Improving the properties of nickel/graphene oxide coated copper plate by changing the electroplating process conditions. Results Eng. 2023, 18, 101167. [Google Scholar]
- Zhao, Z.; Liu, Z.; Chen, L.; Sun, Q.; Liu, H.; Sun, Y. FEA study on the TSV copper filling influenced by the additives and electroplating process. Microelectron. Eng. 2023, 275, 111981. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, L.; Zhu, J.; Zhong, Z.; Gu, J. Cohesive failure and film adhesion of PVD coating: Cemented carbide substrate phase effect and its micro-mechanism. Int. J. Refract. Met. Hard Mater. 2023, 111, 106066. [Google Scholar] [CrossRef]
- Zha, X.; Jiang, F.; Xu, X. Investigating the high frequency fatigue failure mechanisms of mono and multilayer PVD coatings by the cyclic impact tests. Surf. Coat. Technol. 2018, 344, 689–701. [Google Scholar] [CrossRef]
- Tonica, B.; Srečko, G.; Brigita, P.; Lara, H.; Franc, Z. Comprehensive Analysis of Different Coating Materials on the POM Substrate. Materials 2023, 16, 4365. [Google Scholar]
- Qian, W.; Wei, J.; Ye, Y.; Hua, Y.; Xue, W.; Cai, J. Thermal cycling behavior of EB-PVD NiAlHf coating via laser shock peening treatment. Surf. Coat. Technol. 2023, 474, 130044. [Google Scholar] [CrossRef]
- Chen, Y.; Zhu, H.; Zhang, P.; Wang, Z.; Wang, M.; Sha, G.; Lin, H.; Ma, J.; Zhang, Z.; Song, Y.; et al. An exceptionally strong, ductile and impurity-tolerant austenitic stainless steel prepared by laser additive manufacturing. Acta Mater. 2023, 250, 118868. [Google Scholar] [CrossRef]
- Chen, Y.; Hu, L.; Qiu, C.; Wang, Z. Effects of Carbon and Boron on Structure and Properties of Austenitic Stainless Steel Coatings Fabricated by Laser Remanufacturing. Steel Res. Int. 2019, 90, 1800473. [Google Scholar] [CrossRef]
- Satoshi, T.; Yuuki, I.; Sho, H.; Taira, O.; Mitsuhiro, I.; Katsuyuki, S. Molecular dynamic simulations evaluating the effect of the stacking fault energy on defect formations in face-centered cubic metals subjected to high-energy particle irradiation. Comput. Mater. Sci. 2021, 195, 110479. [Google Scholar]
- Chen, Y.; Hu, L.; Qiu, C.; Huang, Q. Characterisation of multiphase ceramic coatings fabricated via laser in situ reaction technology. Surf. Eng. 2018, 34, 301–308. [Google Scholar] [CrossRef]
- Pal, S.; Lojen, G.; Hudak, R.; Rajtukova, V.; Brajlih, T.; Kokol, V.; Drstvenšek, I. As-fabricated surface morphologies of Ti-6Al-4V samples fabricated by different laser processing parameters in selective laser melting. Addit. Manuf. 2020, 33, 101147. [Google Scholar] [CrossRef]
- Kalvettukaran, P.; Das, S.; Marimuthu, S.; Misra, D. Numerical Methods for the Selection of Process Parameters for Laser Processing of Materials. Lasers Eng. 2017, 38, 201–223. [Google Scholar]
- Muthuramalingam, T.; Moiduddin, K.; Akash, R.; Krishnan, S.; Mian, S.H.; Ameen, W.; Alkhalefah, H. Influence of process parameters on dimensional accuracy of machined Titanium (Ti-6Al-4V) alloy in Laser Beam Machining Process. Opt. Laser Technol. 2020, 132, 106494. [Google Scholar] [CrossRef]
- Huang, S.; Sheng, J.; Wang, Z.; Meng, X.; Lu, J.; Hu, X.; Zhou, J. Finite element and experimental analysis of elevated-temperature fatigue behavior of IN718 alloy subjected to laser peening. Int. J. Fatigue 2020, 131, 105337. [Google Scholar] [CrossRef]
- Xiao, H.; Zhang, S.; Zhou, Y.; Xu, X.; Luo, B. Finite element analysis and experimental study on laser welding temperature field of dissimilar metal materials. IOP Conf. Ser. Mater. Sci. Eng. 2020, 758, 012061. [Google Scholar] [CrossRef]
- Kim, J.; Lee, S.; Hong, J.K.; Kang, N.; Choi, Y.S. Correction to: Calibration of Laser Penetration Depth and Absorptivity in Finite Element Method Based Modeling of Powder Bed Fusion Melt Pools. Met. Mater. Int. 2020, 26, 903–904. [Google Scholar] [CrossRef]
- Lee, K.; Yun, G.J. A Finite Element Model of Melt Pool for the Evaluation of Selective Laser Melting Process Parameters. J. Korea Inst. Mil. Sci. Technol. 2020, 23, 195–203. [Google Scholar] [CrossRef]
- Saad, W.; Guo, K.; Sun, J. FEM analysis of thermal and residual stress profile in selective laser melting of 316L stainless steel. J. Manuf. Process. 2021, 66, 81–100. [Google Scholar]
- Chen, Z.; Zong, X.; Zhang, X. Analysis of the temperature field during the selective laser melting process based on a finite element model. Int. J. Manuf. Res. 2019, 14, 355. [Google Scholar] [CrossRef]
- Zheng, B.; Zhou, Y.; Smugeresky, J.E.; Schoenung, J.M.; Lavernia, E.J. Thermal Behavior and Microstructural Evolution during Laser Deposition with Laser-Engineered Net Shaping: Part I. Numerical Calculations. Metall. Mater. Trans. A 2008, 39, 2228–2236. [Google Scholar] [CrossRef]
- Parida, R.P.; Senthilkumar, V. Analytical Analysis and Experimental Validation of the Effects of Process Parameters on Meltpool Size During the Selective Laser Melting (SLM) of Inconel 718. Lasters Eng. 2021, 49, 85–105. [Google Scholar]
- Wang, Y.; An, Y.; Hou, G.; Zhao, X.; Zhou, H.; Chen, J. Effect of cooling rate during annealing on microstructure and ultrasonic cavitation behaviors of Ti6Al4V alloy. Wear 2023, 512–513, 204529. [Google Scholar] [CrossRef]
- Wang, D.; Qianwu, H.; Zeng, X. Residual Stress and Cracking Behaviors of Cr13Ni5Si2 Based Composite Coatings Prepared by Laser-Induction Hybrid Cladding. Surf. Coat. Technol. 2015, 274, 51–59. [Google Scholar] [CrossRef]
- Rossini, N.S.; Dassisti, M.; Benyounis, K.Y.; Olabi, A.G. Methods of measuring residual stresses in components. Mater. Des. 2012, 35, 572–588. [Google Scholar] [CrossRef]
- Yang, J.; Wu, J.; Zhang, C.Y.; Zhang, S.D.; Yang, B.J.; Emori, W.; Wang, J.Q. Effects of Mn on the electrochemical corrosion and passivation behavior of CoFeNiMnCr high-entropy alloy system in H2SO4 solution. J. Alloys Compd. 2020, 819, 152943. [Google Scholar] [CrossRef]
- Zhang, Q.; Liang, S.; Jia, Z.; Zhang, W.; Wang, W.; Zhang, L. Efficient nanostructured heterogeneous catalysts by electrochemical etching of partially crystallized Fe-based metallic glass ribbons. J. Mater. Sci. Technol. 2020, 61, 159–168. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Substrate Bias Voltage | Target Current | Deposition Time | Ar Gas Flow Rate | Duty Cycle | Target Base Distance | Substrate Temperature |
|---|---|---|---|---|---|---|
| −200 V | 65 A | 90 min | 110 mL/min | 50% | 170 mm | 300 °C |
| ChCl | EG | FeCl2·4H2O |
|---|---|---|
| 45 g | 40 mL | 67.5 g |
| Plating Solution Temperature | Current Density | Plating Time | Activation Time |
|---|---|---|---|
| 70 °C | 45 mA/cm2 | 20 min | 25 s |
| Thermophysical Performance Parameters of CrAl (Melting Point: 1154 °C) | |||||||
|---|---|---|---|---|---|---|---|
| Temperature (°C) | 20 | 300 | 600 | 900 | 1154 | 1220 | 1700 |
| Specific heat (J/(kg·°C)) | 596 | 720 | 754 | 804 | 870 | 10,702 | 991 |
| Thermal conductivity (W/(m·°C)) | 27.3 | 34.3 | 38.9 | 42.6 | 45.6 | 31.2 | 33.8 |
| Density/(Kg/m3) | 4933 | 4843 | 4716 | 4594 | 4475 | 4313 | 4030 |
| Thermophysical Performance Parameters of Fe (Melting Point: 1538 °C) | |||||||
| Temperature (°C) | 20 | 600 | 1000 | 1538 | 1556 | 1566 | 1800 |
| Specific heat (J/(kg·°C)) | 452 | 790 | 711 | 739 | 9416 | 826 | 827 |
| Thermal conductivity (W/(m·°C)) | 50.5 | 33.8 | 30.3 | 35.5 | 33.7 | 34.1 | 38.6 |
| Density/(Kg/m3) | 7798 | 7603 | 7447 | 7220 | 6930 | 6914 | 6708 |
| Thermophysical Performance Parameters of Fe (Melting Point: 1825 °C) | |||||||
| Temperature (°C) | 20 | 600 | 1200 | 1700 | 1820 | 1825 | 2000 |
| Specific heat (J/(kg·°C)) | 286 | 377 | 325 | 987 | 16,185 | 458 | 460 |
| Thermal conductivity (W/(m·°C)) | 17.4 | 20.2 | 28.6 | 37.8 | 37.1 | 36.4 | 39.5 |
| Density/(Kg/m3) | 6558 | 6482 | 6413 | 6207 | 5966 | 5836 | 5742 |
| Mechanical Performance Parameters of Zr Alloys (Yield Strength: 530 MPa) | |||||||
|---|---|---|---|---|---|---|---|
| Temperature (°C) | 25 | 400 | 800 | 1200 | 1600 | 1820 | 2000 |
| Average expansion coeff (10−6·K−1) | 5.78 | 6.41 | 6.83 | 6.43 | 8.42 | 18.39 | 24.37 |
| Young’s modulus (GPa) | 70 | 58 | 48 | 70 | 64 | 1 | 1 |
| Poisson’s ratio | 0.32 | 0.32 | 0.32 | 0.32 | 0.32 | 0.44 | 0.49 |
| Mechanical Performance Parameters of FeCrAl (Yield Strength: 595 MPa) | |||||||
| Temperature (°C) | 25 | 200 | 400 | 600 | 800 | 1000 | 1530 |
| Average expansion coeff (10−6·K−1) | 11.04 | 11.76 | 12.62 | 13.47 | 14.33 | 15.18 | 17.36 |
| Young’s modulus (GPa) | 211 | 200.7 | 183.5 | 160.9 | 134.8 | 107.6 | 1 |
| Poisson’s ratio | 0.30 | 0.30 | 0.31 | 0.32 | 0.33 | 0.34 | 0.49 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, G.; Wei, W.; Liu, B.; Shuai, B.; Liu, G.; Xue, K.; Chen, Y. Effects of the Laser Micromelting Process Parameters on the Preparation of Micron-Sized FeCrAl Coatings on Zr Alloy Surfaces. Materials 2023, 16, 7421. https://doi.org/10.3390/ma16237421
Song G, Wei W, Liu B, Shuai B, Liu G, Xue K, Chen Y. Effects of the Laser Micromelting Process Parameters on the Preparation of Micron-Sized FeCrAl Coatings on Zr Alloy Surfaces. Materials. 2023; 16(23):7421. https://doi.org/10.3390/ma16237421
Chicago/Turabian StyleSong, Guoqing, Wentian Wei, Botao Liu, Bincai Shuai, Gengming Liu, Kanghui Xue, and Yong Chen. 2023. "Effects of the Laser Micromelting Process Parameters on the Preparation of Micron-Sized FeCrAl Coatings on Zr Alloy Surfaces" Materials 16, no. 23: 7421. https://doi.org/10.3390/ma16237421
APA StyleSong, G., Wei, W., Liu, B., Shuai, B., Liu, G., Xue, K., & Chen, Y. (2023). Effects of the Laser Micromelting Process Parameters on the Preparation of Micron-Sized FeCrAl Coatings on Zr Alloy Surfaces. Materials, 16(23), 7421. https://doi.org/10.3390/ma16237421