Impact of the Deposition Temperature on the Structural and Electrical Properties of InN Films Grown on Self-Standing Diamond Substrates by Low-Temperature ECR-MOCVD

Abstract
:1. Introduction
2. Experimental Methods
3. Results and Discussion
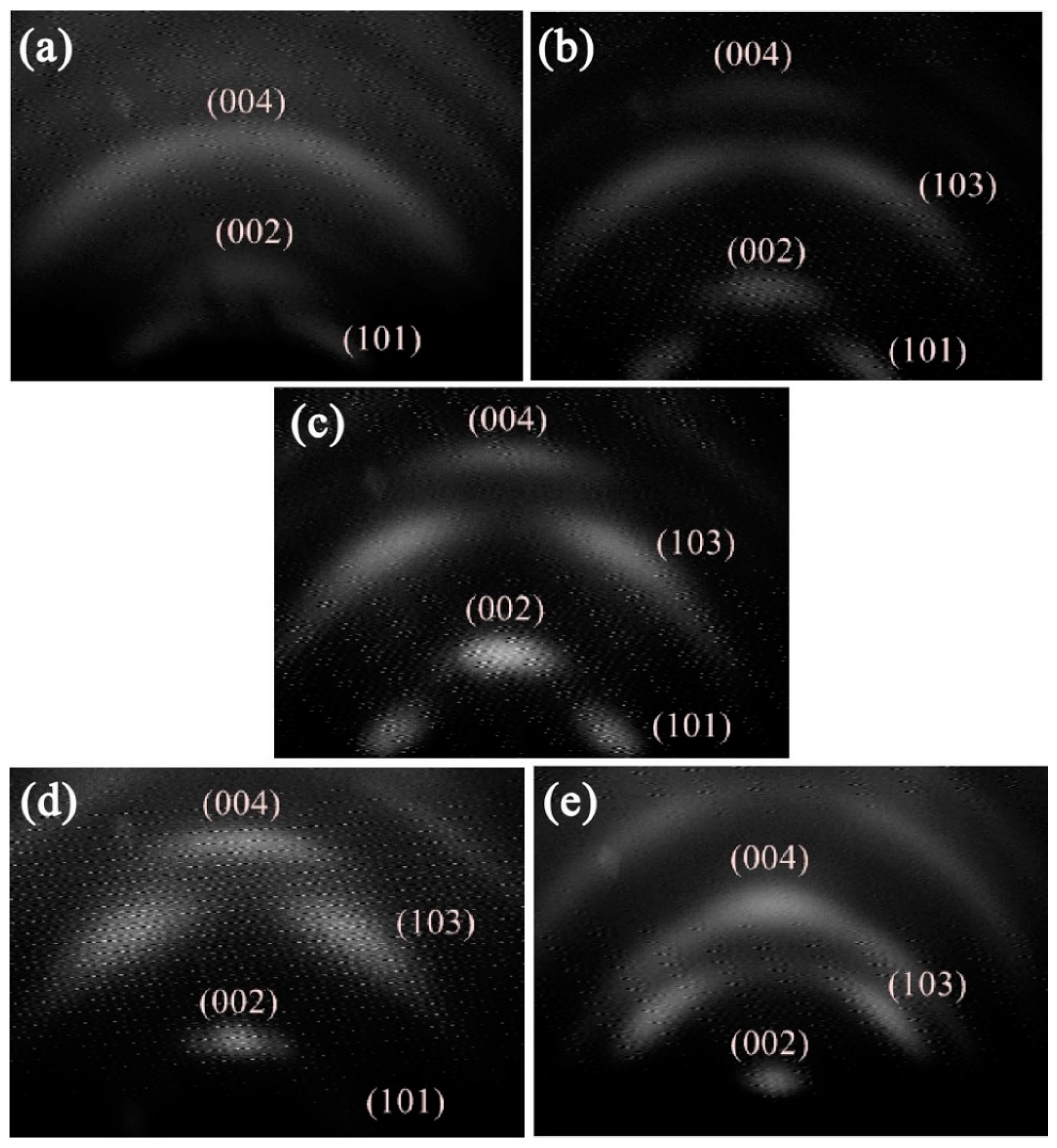
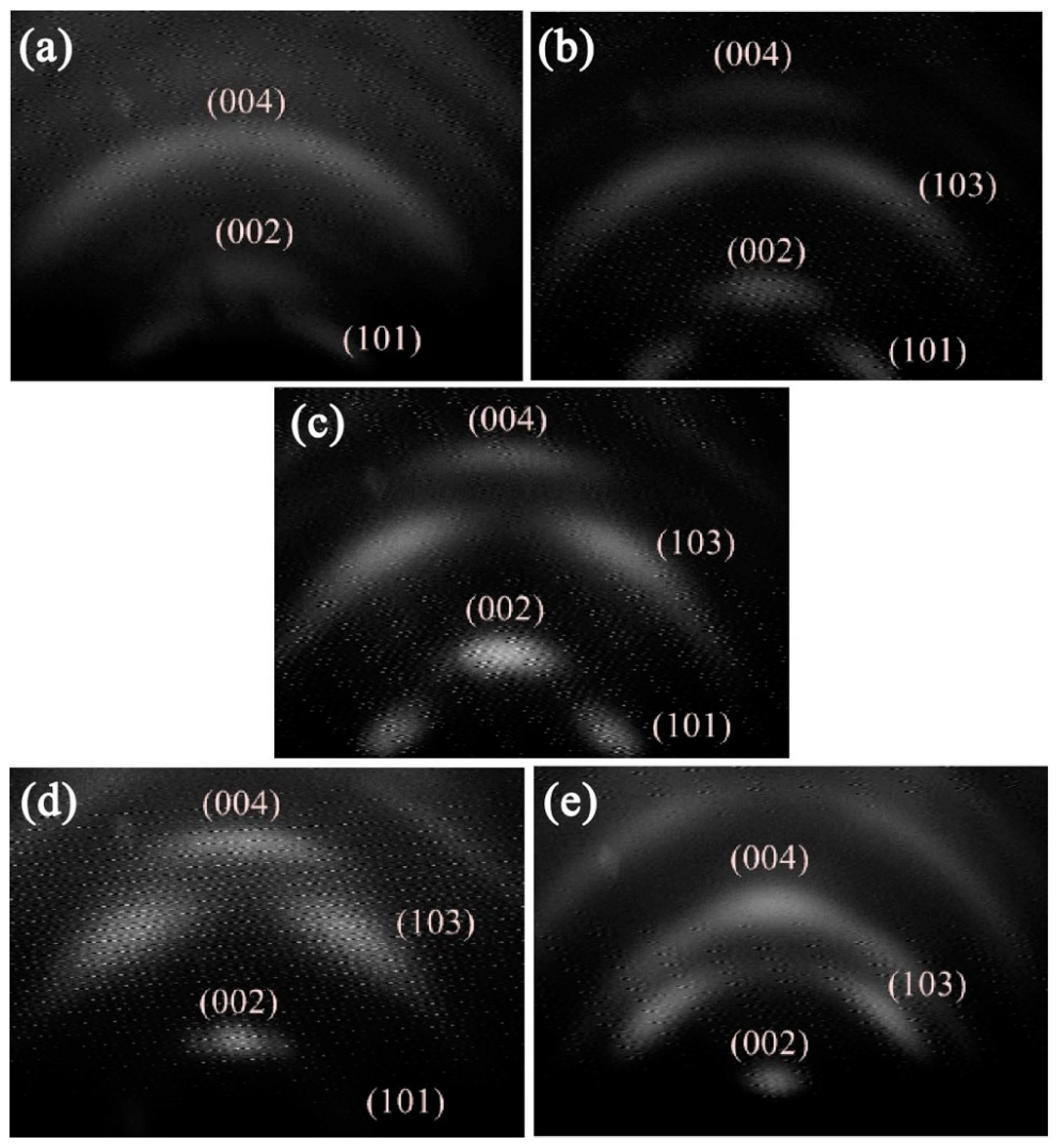
3.1. RHEED Measurement of InN Thin Films Prepared at Varying Temperatures
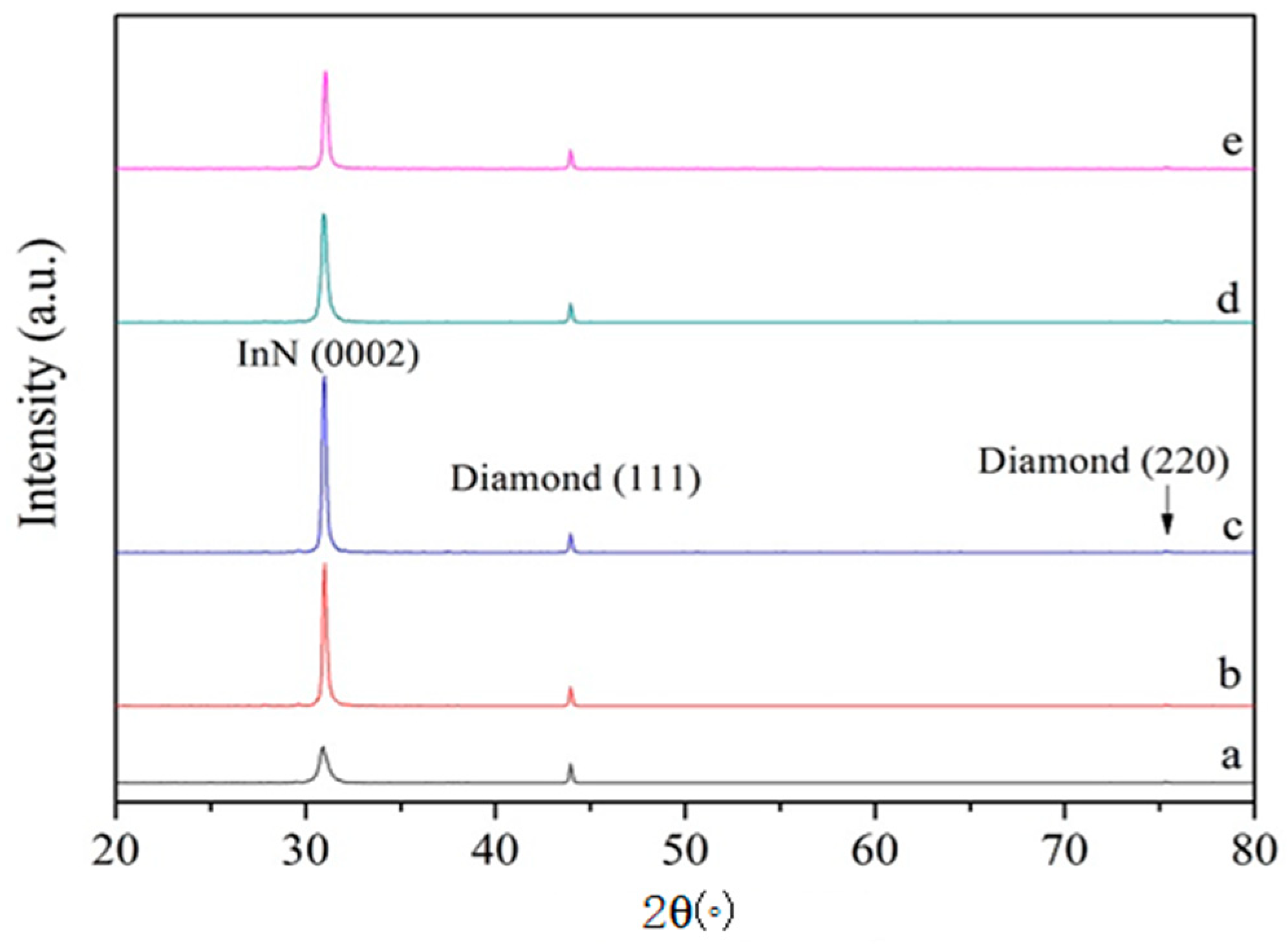
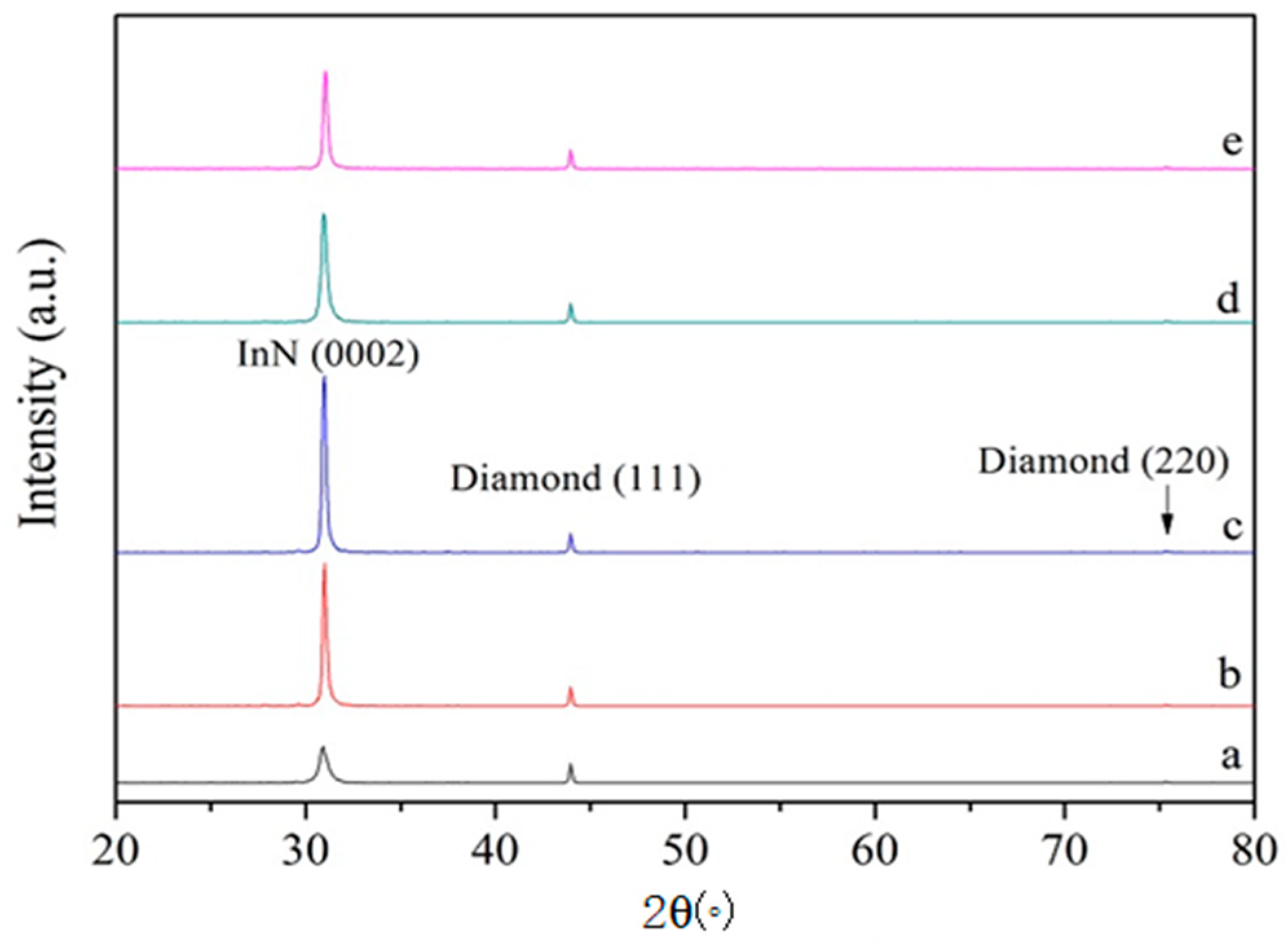
3.2. XRD of InN Thin Films Prepared at Varying Temperatures
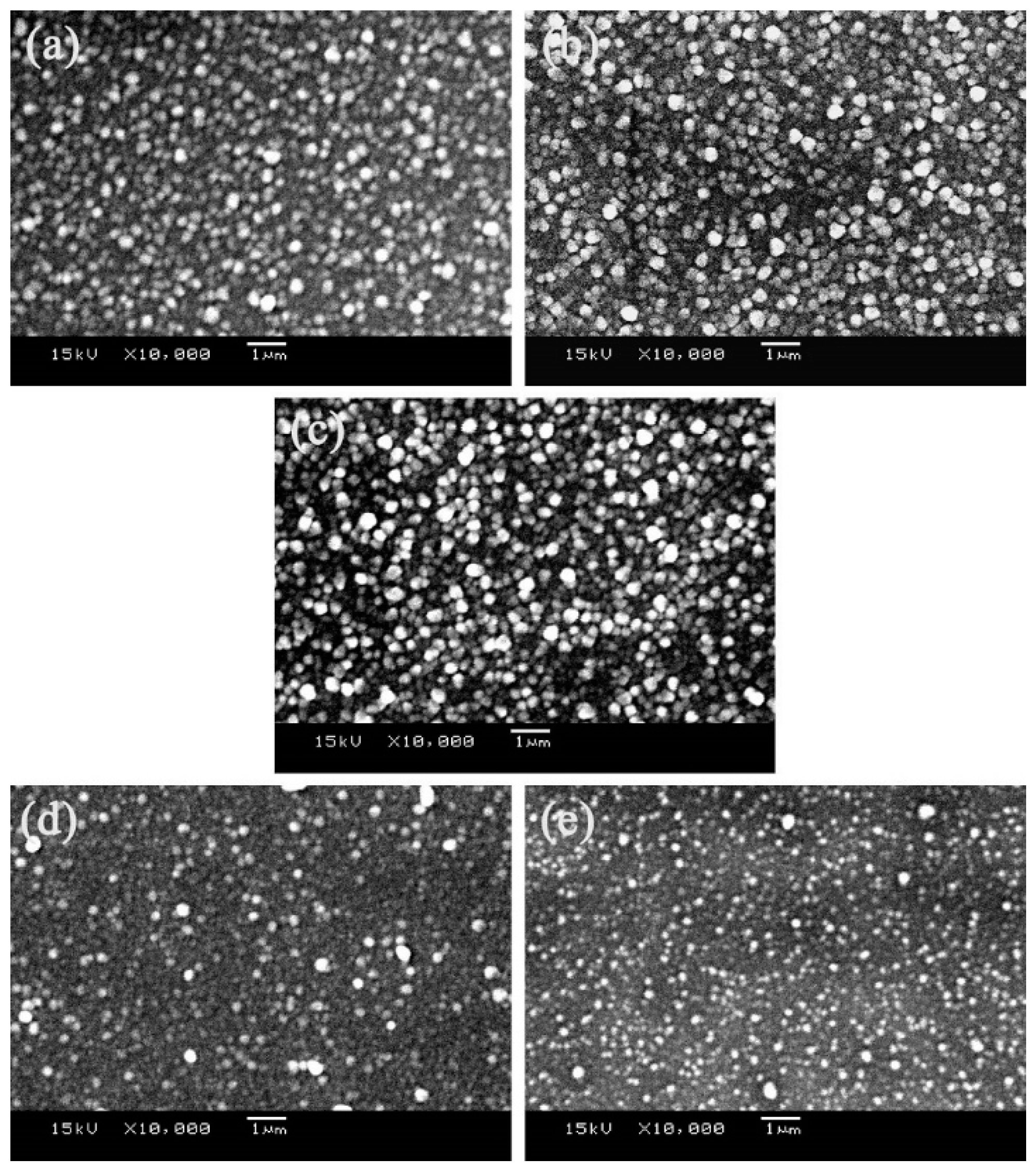
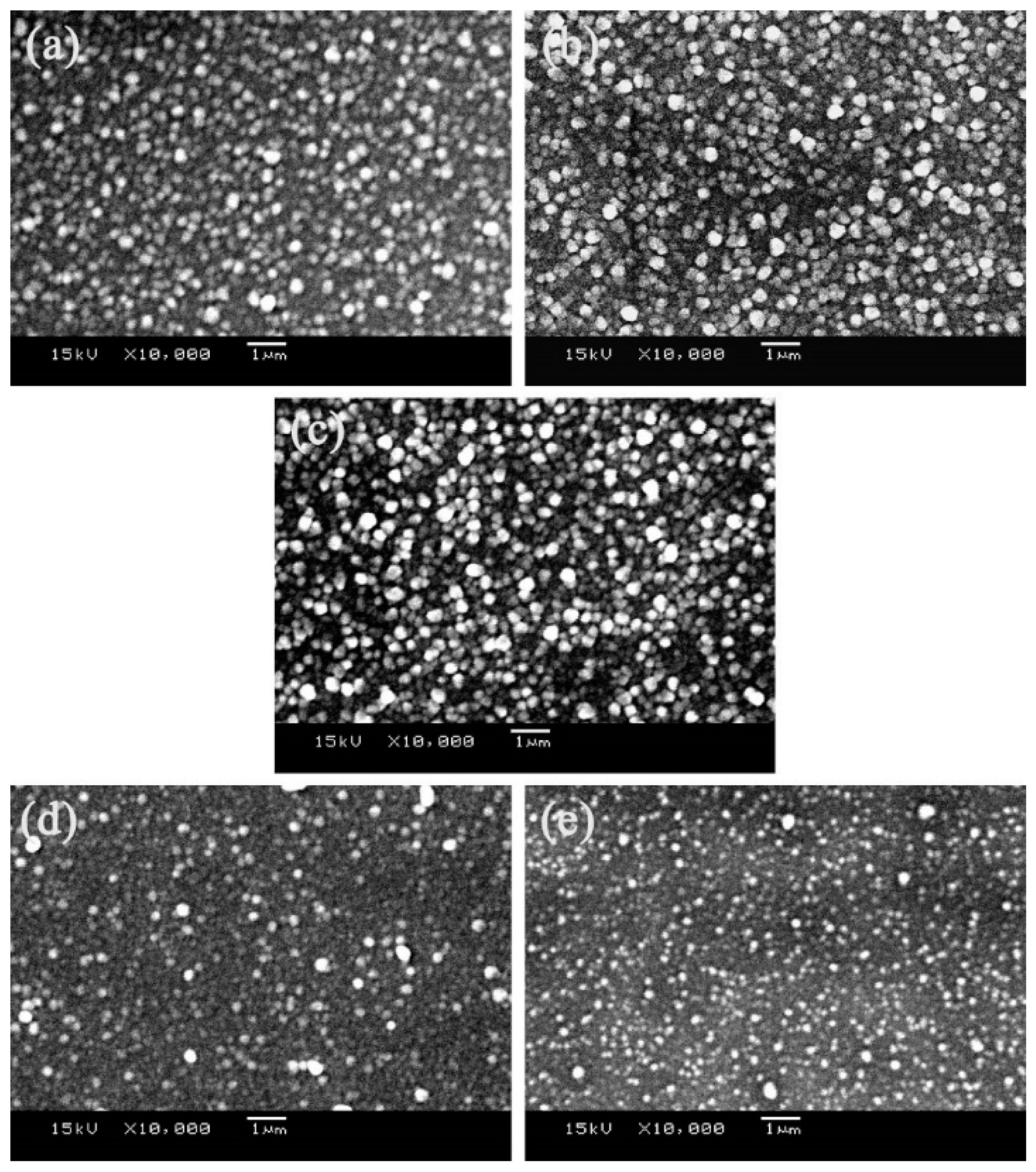
3.3. SEM Analysis of InN Thin Films Prepared at Varying Temperatures
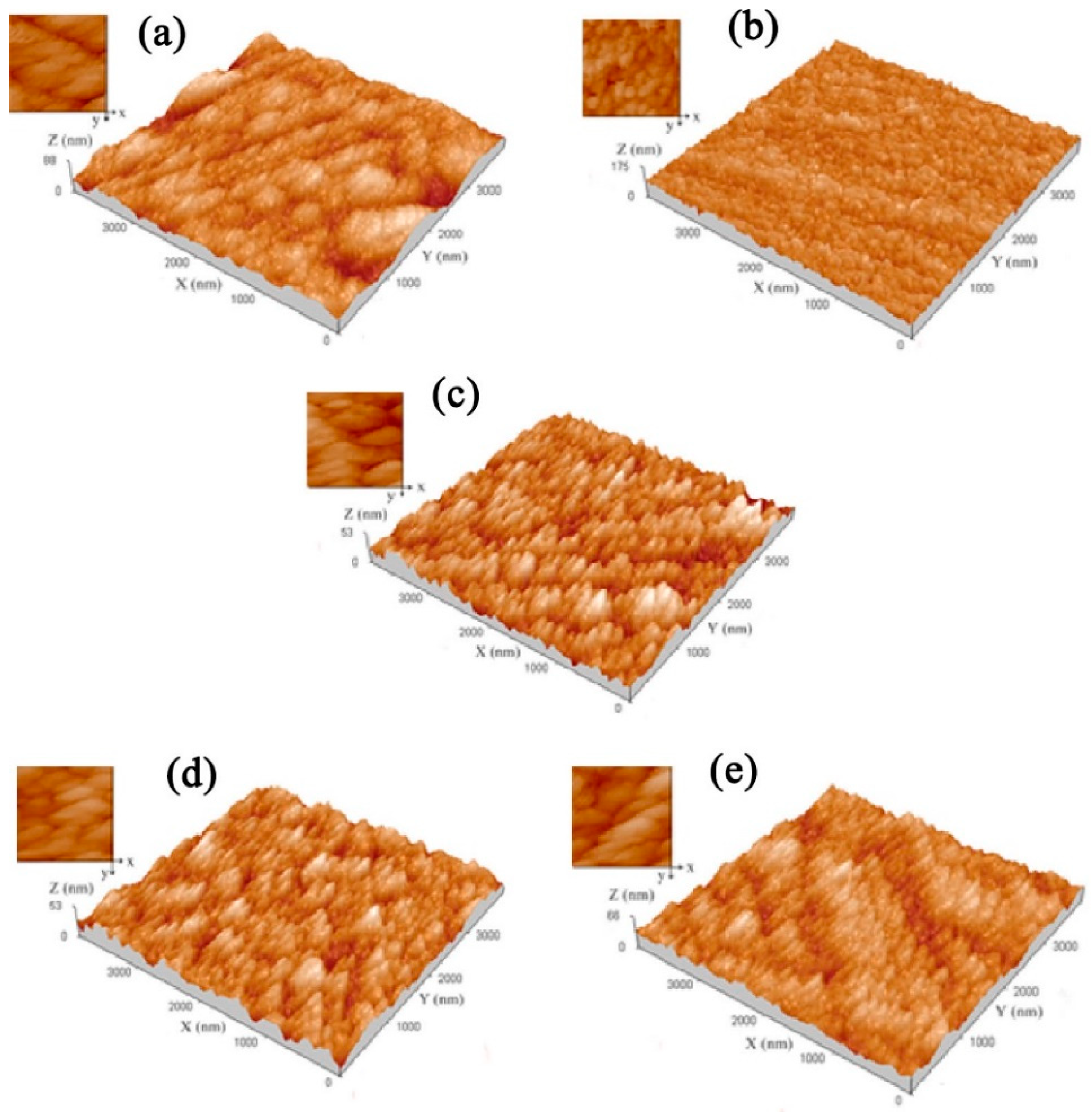
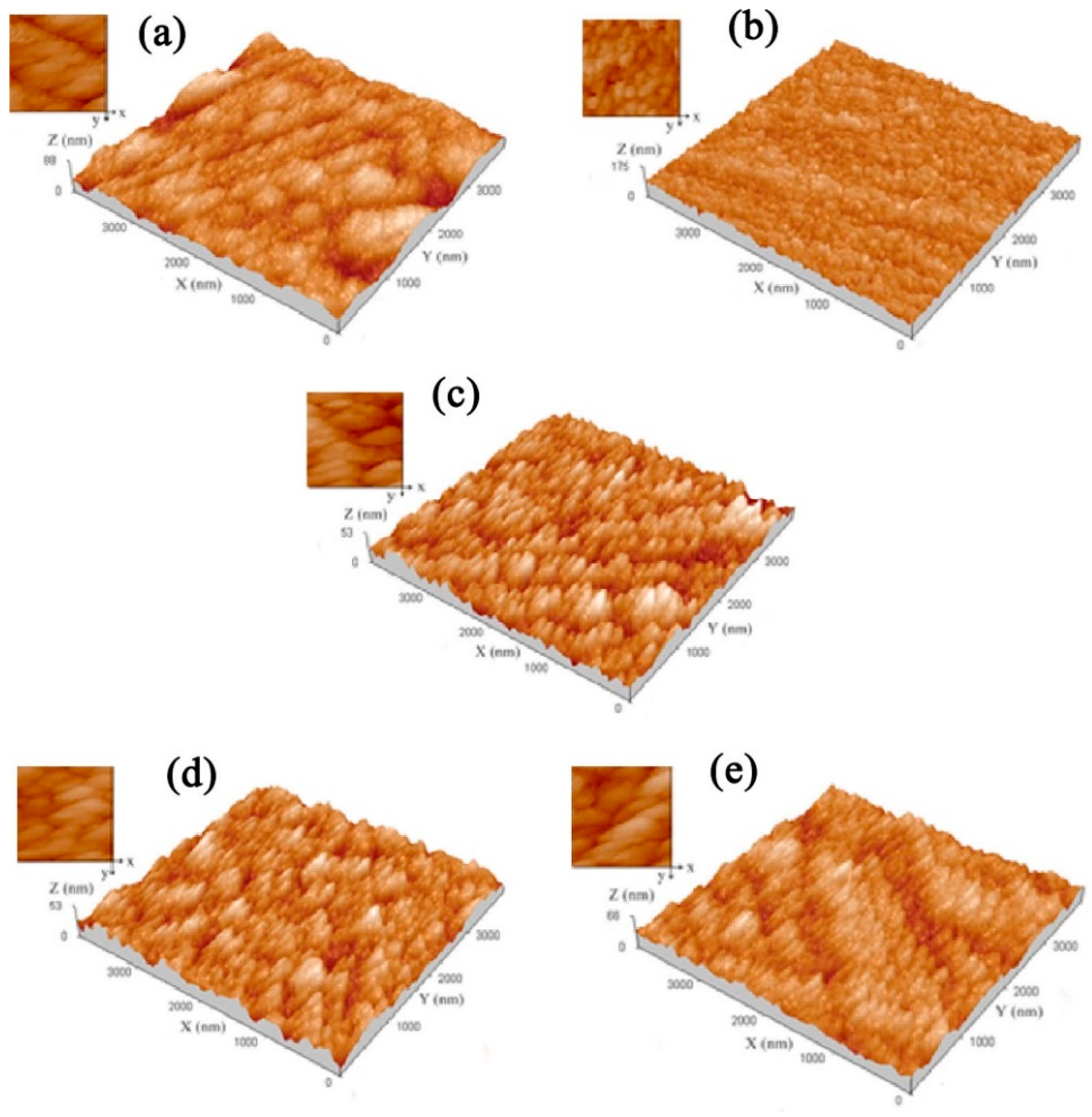
3.4. AFM Analysis of InN Thin Films Prepared at Varying Temperatures
3.5. Electrical Properties of InN Thin Films Prepared at Varying Temperatures
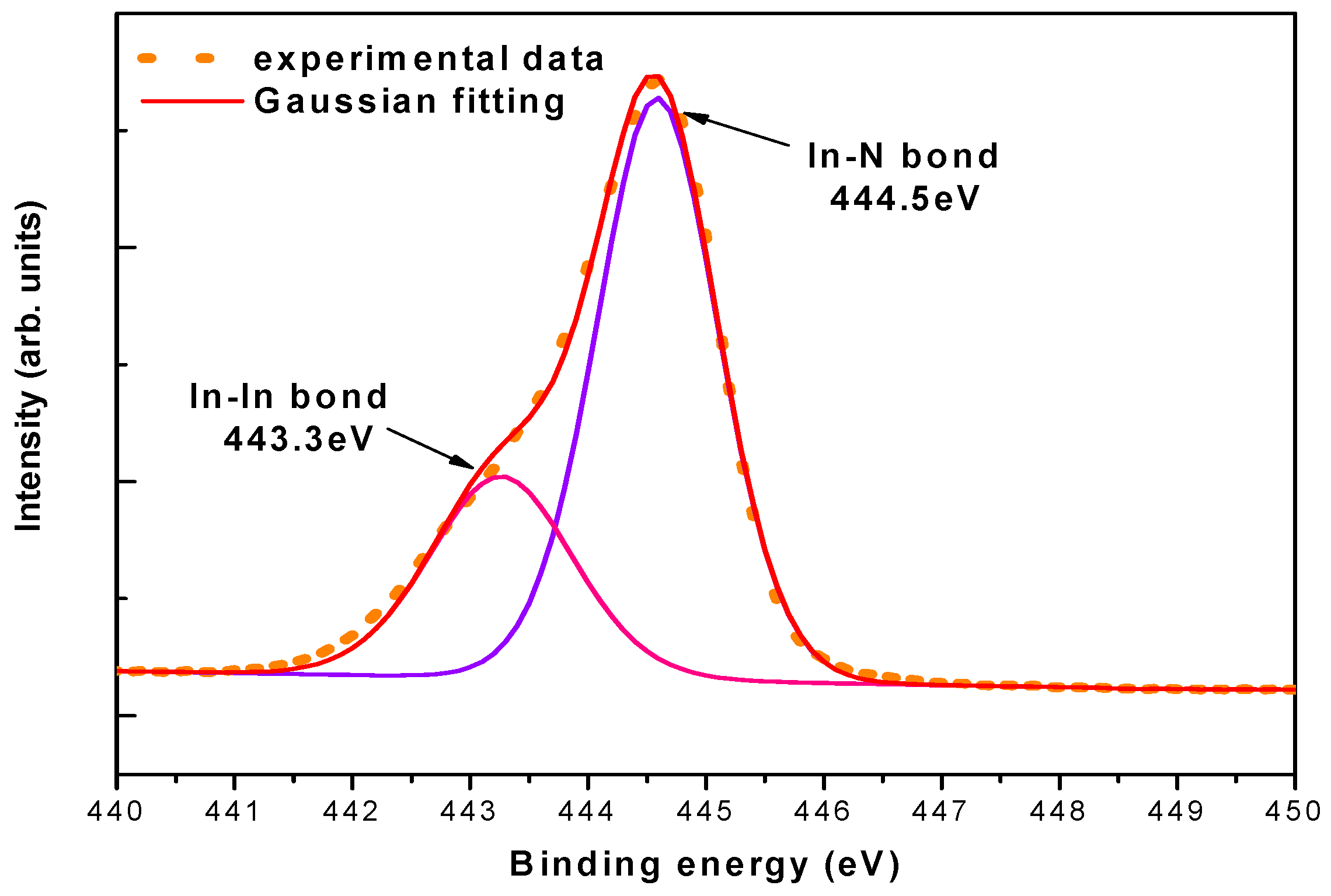
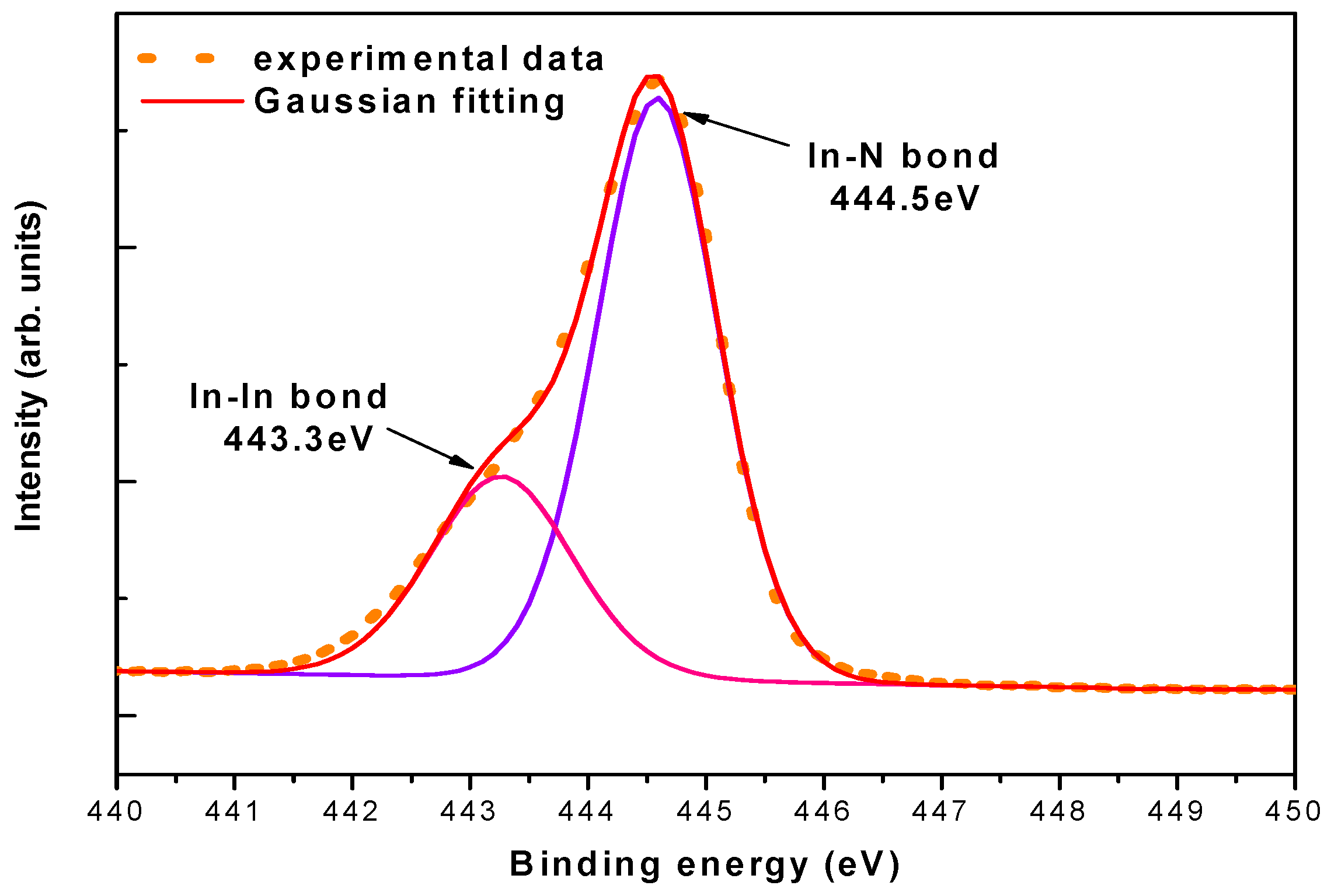
3.6. XPS Analysis of InN Thin Films Prepared at 400 °C
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
Data Availability
References
- Spitsyn, B.; Hsu, W.; Gorodetsky, A.; Zalavutdinov, R.; Zakharov, A.; Bouilov, L.; Stoyan, V.; Dvoryankin, V.; Chaplygin, G. AIN heteroepitaxial and oriented films grown on (111), (110) and (100) natural diamond faces. Diam. Relat. Mater. 1998, 7, 356–359. [Google Scholar] [CrossRef]
- Van Dreumel, G.; Buijnsters, J.; Bohnen, T.; Ter Meulen, J.; Hageman, P.; Van Enckevort, W.; Vlieg, E. Growth of GaN on nano-crystalline diamond substrates. Diam. Relat. Mater. 2009, 18, 1043–1047. [Google Scholar] [CrossRef]
- van Dreumel, G.W.G.; Tinnemans, P.T.; Heuvel, A.A.J.V.D.; Bohnen, T.; Buijnsters, J.G.; ter Meulen, J.J.; van Enckevort, W.J.P.; Hageman, P.R.; Vlieg, E. Realising epitaxial growth of GaN on (001) diamond. J. Appl. Phys. 2011, 110, 013503. [Google Scholar] [CrossRef] [Green Version]
- Dussaigne, A.; Malinverni, M.; Martin, D.; Castiglia, A.; Grandjean, N. GaN grown on (111) single crystal diamond substrate by molecular beam epitaxy. J. Cryst. Growth 2009, 311, 4539–4542. [Google Scholar] [CrossRef]
- Smith, M.; Cuenca, J.; Field, D.; Fu, Y. GaN-on-diamond technology platform: Bonding-free membrane manufacturing process. AIP Adv. 2020, 10, 035306. [Google Scholar] [CrossRef]
- Ahmed, R.; Siddique, A.; Anderson, J.; Gautam, C.; Holtz, M.; Piner, E.L. Integration of GaN and diamond using epitaxial lateral overgrowth. ACS Appl. Mater. Interfaces 2020, 12, 39397–39404. [Google Scholar] [CrossRef] [PubMed]
- Vo, D.D.; Vu, T.V.; Nhan, L.C.; Nguyen, C.V.; Phuc, H.V.; Tong, H.D.; Hoat, D.; Hoa, L.T.; Hieu, N.N. Theoretical prediction of electronic and optical properties of haft-hydrogenated InN monolayers. Superlattices Microstruct. 2020, 142, 106519. [Google Scholar] [CrossRef]
- Li, H.; Zhang, H.; Wu, H.; Hao, J.; Liu, C. Tree-like structures of InN nanoparticles on agminated anodic aluminum oxide by plasma-assisted reactive evaporation. Appl. Surf. Sci. 2019, 503, 144309. [Google Scholar] [CrossRef]
- Ahmad, Z.; Vernon, M.; Cross, G.B.; Deocampo, D.; Kozhanov, A. Supersaturation model for InN PA-MOCVD. arXiv 2003, arXiv:2003.10067. [Google Scholar]
- Pham, K.D.; Vu, T.V.; Pham, T.N.; Vo, D.D.; Dang, P.T.; Hoat, D.; Nguyen, C.V.; Phuc, H.V.; Tu, L.T.N.; Van, L.C.; et al. Tuning the electronic, photocatalytic and optical properties of hydrogenated InN monolayer by biaxial strain and electric field. Chem. Phys. 2019, 532, 110677. [Google Scholar] [CrossRef]
- Mekys, A.; Jurkevičius, J.; Kadys, A.; Kolenda, M.; Kovalevskij, V.; Tamulaitis, G. Influence of proton irradiation on carrier mobility in InN epitaxial layers. Thin Solid Film. 2019, 692, 137619. [Google Scholar] [CrossRef]
- Yamaguchi, T.; Sasaki, T.; Fujikawa, S.; Takahasi, M.; Araki, T.; Onuma, T.; Honda, T.; Nanishi, Y. In situ synchrotron X-ray diffraction reciprocal space mapping measurements in the RF-MBE growth of GaInN on GaN and InN. Crystals 2019, 9, 631. [Google Scholar] [CrossRef] [Green Version]
- Cui, H.; Zhang, X.; Li, Y.; Chen, D.; Zhang, Y. First-principles insight into Ni-doped InN monolayer as a noxious gases scavenger. Appl. Surf. Sci. 2019, 494, 859–866. [Google Scholar] [CrossRef]
- Adikimenakis, A.; Chatzopoulou, P.; Dimitrakopulos, G.P.; Kehagias, T.; Tsagaraki, K.; Androulidaki, M.; Doundoulakis, G.; Kuzmik, J.; Georgakilas, A. JSS focus issue on recent advances in wide bandgap III-nitride devices and solid state lighting: A tribute to Isamu Akasaki. ECS J. Solid State Sci. Technol. 2020, 9, 015006. [Google Scholar] [CrossRef]
- Weiszer, S.; Zeidler, A.; De La Mata, M.; Stutzmann, M. Growth of self-assembled and position-controlled InN nanowires on Si (111) by molecular beam epitaxy. J. Cryst. Growth 2019, 510, 56–64. [Google Scholar] [CrossRef]
- Dobrovolskas, D.; Arakawa, S.; Mouri, S.; Araki, T.; Nanishi, Y.; Mickevičius, J.; Tamulaitis, G. Enhancement of InN luminescence by introduction of graphene interlayer. Nanomaterials 2019, 9, 417. [Google Scholar] [CrossRef] [Green Version]
- An, Y.; He, Y.; Wei, H.; Liu, S.; Li, M.; Song, Y.; Qiu, P.; Rehman, A.; Zheng, X.; Peng, M. Metallic indium segregation control of InN thin films grown on Si(100) by plasma-enhanced atomic layer deposition. Results Phys. 2019, 12, 804–809. [Google Scholar] [CrossRef]
- Barick, B.K.; Rodríguez-Fernández, C.; Cantarero, A.; Dhar, S. Structural and electronic properties of InN nanowire network grown by vapor-liquid-solid method. AIP Adv. 2015, 5, 057162. [Google Scholar] [CrossRef] [Green Version]
- Kucera, M.; Adikimenakis, A.; Dobročka, E.; Kúdela, R.; Ťapajna, M.; Laurenčíková, A.; Georgakilas, A.; Kuzmík, J. Structural, electrical, and optical properties of annealed InN films grown on sapphire and silicon substrates. Thin Solid Film. 2019, 672, 114–119. [Google Scholar] [CrossRef]
- Miyoshi, M.; Yamanaka, M.; Egawa, T.; Takeuchi, T. Microstructure variation in thick AlInN films grown on c-plane GaN on sapphire by metalorganic chemical vapor deposition. J. Cryst. Growth 2019, 506, 40–44. [Google Scholar] [CrossRef]
- Fang, X.; Zheng, F.; Drachenko, O.; Zhou, S.; Zheng, X.; Chen, Z.; Wang, P.; Ge, W.; Shen, B.; Feng, J.; et al. Determination of electron effective mass in InN by cyclotron resonance spectroscopy. Superlattices Microstruct. 2019, 136, 106318. [Google Scholar] [CrossRef]
- Liu, J.; Liu, H.; Zhang, A.; Wang, J.; Tang, G.; Zhang, J.; Bai, D. Strain dependent electronic structure and optical properties tuning of InN/PtX2 (X = S, Se) van der waals heterostructures. Vacuum 2019, 168, 108805. [Google Scholar] [CrossRef]
- Akasaka, T.; Schied, M.; Kumakura, K. N-face GaN/InN/GaN double heterostructures emitting near-infrared photoluminescence grown by metalorganic vapor phase epitaxy. Appl. Phys. Express 2018, 11, 081001. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, R.; Liu, B.; Li, L.; Liu, C.; Xiu, X.; Zhao, H.; Han, P.; Gu, S.; Shi, Y.; et al. The high mobility InN film grown by MOCVD with GaN buffer layer. J. Cryst. Growth 2007, 298, 409–412. [Google Scholar] [CrossRef]
- Zhu, X.; Guo, L.W.; Peng, M.; Ge, B.; Zhang, J.; Ding, G.; Jia, H.; Chen, H.; Zhou, J. Characterization of a-plane InN film grown on r-plane sapphire by MOCVD. J. Cryst. Growth 2008, 310, 3726–3729. [Google Scholar] [CrossRef]
- Darakchieva, V.; Lorenz, K.; Barradas, N.P.; Alves, E.; Monemar, B.; Schubert, M.; Franco, N.; Hsiao, C.-L.; Chen, L.-C.; Schaff, W.J.; et al. Hydrogen in InN: A ubiquitous phenomenon in molecular beam epitaxy grown material. Appl. Phys. Lett. 2001, 79, 1489. [Google Scholar] [CrossRef] [Green Version]
- De, A.; Tangi, M.; Shivaprasad, S.M. Pre-nitridation induced In incorporation in InxGa1−xN nanorods on Si(111) grown by molecular beam epitaxy. J. Appl. Phys. 2015, 118, 025301. [Google Scholar] [CrossRef]
- Yamamoto, A.; Tanaka, T.; Koide, K.; Hashimoto, A. Improved electrical properties for metalorganic vapour phase epitaxial InN films. Phys. Status Solidi 2002, 194, 510–514. [Google Scholar] [CrossRef]
- Krischok, S.; Yanev, V.; Balykov, O.; Himmerlich, M.; Schaefer, J.; Kosiba, R.; Ecke, G.; Cimalla, I.; Cimalla, V.; Ambacher, O.; et al. Investigations of MBE grown InN and the influence of sputtering on the surface composition. Surf. Sci. 2004, 849, 566–568. [Google Scholar] [CrossRef]
- Wen-Cheng, K.; Chih-Yung, C.; Widi, S. InGaN-based light-emitting diodes grown on various aspect ratios of concave nanopattern sapphire substrate. Appl. Surf. Sci. 2018, 456, 967–972. [Google Scholar]
- Roul, B.; Rajpalke, M.K.; Bhat, T.N.; Kumar, M.; Kalghatgi, A.T.; Krupanidhi, S.B. GaAs metal-oxide-semiconductor based nonvolatile memory devices embedded with ZnO quantum dots. J. Cryst. Growth 2012, 354, 208. [Google Scholar] [CrossRef]
- Tallaire, A.; Mille, V.; Brinza, O.; Thi, T.N.T.; Brom, J.M.; Loguinov, Y.; Katrusha, A.; Koliadind, A.; Achard, J. Birefringence microscopy of unit dislocations in diamond. Diam. Relat. Mater. 2017, 77, 146. [Google Scholar] [CrossRef]
- Gicquel, A.; Hassouni, K.; Silva, F.; Achard, J. Polycrystalline diamond characterisations for high end technologies. Curr. Appl. Phys. 2020, 1, 479. [Google Scholar] [CrossRef]
- Schwander, M.; Partes, K. A review of diamond synthesis by CVD processes. Diam. Relat. Mater. 2011, 20, 1287–1301. [Google Scholar] [CrossRef]
- Lobaev, M.A.; Gorbachev, A.; Bogdanov, S.; Vikharev, A.; Radishev, D.; Isaev, V.; Chernov, V.; Drozdov, M. Influence of CVD diamond growth conditions on nitrogen incorporation. Diam. Relat. Mater. 2017, 72, 1–6. [Google Scholar] [CrossRef]
- Zhi, A.-B.; Qin, F.; Zhang, N.; Bian, J.; Yu, B.; Zhou, Z.-F.; Jiang, X. Low-temperature growth of highly c-oriented InN films on glass substrates with ECR-PEMOCVD. Vacuum 2012, 86, 1102–1106. [Google Scholar] [CrossRef]
- Bi, Z.; Ek, M.; Stankevič, T.; Colvin, J.; Hjort, M.; Lindgren, D.; Lenrick, F.; Johansson, J.; Wallenberg, R.; Timm, R.; et al. Self-assembled InN quantum dots on side facets of GaN nanowires. J. Appl. Phys. 2018, 16, 164302. [Google Scholar] [CrossRef]
- Zhang, N.; Qin, F.; Bai, Y.; Bian, J.; Li, S.; Pan, L.; Zhi, A.; Liu, X.; Jiang, X. Effect of buffer layer on the structural and morphological properties of GaN films grown with ECR-PEMOCVD. Diam. Relat. Mater. 2012, 21, 88–91. [Google Scholar] [CrossRef]
- Sun, J.; Bai, Y.; Yang, T.; Xu, Y.; Wang, X.; Du, G.; Wu, H. Deposition of ZnO films on freestanding CVD thick diamond films. Chin. Phys. Lett. 2006, 23, 1321. [Google Scholar]
- Sun, J.; Bai, Y.-Z.; Yang, T.-P.; Sun, J.-C.; Du, G.-T.; Jiang, X.; Wu, H.-H. Preparation and characteristics of ZnO films on freestanding diamond substrates. Diam. Relat. Mater. 2007, 16, 1597–1601. [Google Scholar] [CrossRef]
- Wang, K.; Reeber, R.R. Primary pyroelectric transition temperatures of binary nitrides. Appl. Phys. Lett. 2001, 79, 11. [Google Scholar]
- Lee, I.; Yu, C.; Shin, H.; Kim, J.; Lee, Y.; Hur, T.; Kim, H. Growth and nanostructure of InN thin films deposited by reactive magnetron sputtering. Thin Solid Films 2007, 515, 4691. [Google Scholar] [CrossRef]
- Takai, O.; Ikuta, K.; Inoue, Y. Some properties of group-III nitride thin films directly grown on non-single-crystalline substrates by using a molecular beam epitaxy apparatus. Thin Solid Films 1998, 318, 148. [Google Scholar] [CrossRef]
- Serrano, J.; Rubio, A.; Hernandez, E.; Munoz, A.; Mujica, A. First-principles investigations on metallic silicon allotropes. Phys. Rev. B. 2000, 62, 16612. [Google Scholar] [CrossRef] [Green Version]
- Qian, Z.; Shen, W.; Ogawa, H.; Guo, Q. Capacitance characteristics in InN thin films grown by reactive sputtering on GaAs. Prog. Phys. 2003, 23, 257–283. [Google Scholar]
- Novikov, M.V.; Maystrenko, A.L.; Kushch, V.I. Effect of metal catalyst thermal expansion on thermal stability of synthetic diamonds. Comput. Mater. Sci. 2012, 53, 409–415. [Google Scholar] [CrossRef]
- Cross, G.B.; Ahmad, Z.; Seidlitz, D.; Vernon, M.; Dietz, N.; Deocampo, D.; Gebregiorgis, D.; Lei, S.; Kozhanov, A. Kinetically stabilized high-temperature InN growth. J. Cryst. Growth 2020, 536, 125574. [Google Scholar] [CrossRef]
- Sato, Y.; Saito, S.; Shiraishi, K.; Taniguchi, S.; Izuka, Y.; Saito, T. Vertical alignment of InN- and GaN-based nanopillar crystals grown on a multicrystalline Si substrate. J. Cryst. Growth 2020, 537, 125603. [Google Scholar] [CrossRef]
- Chen, W.-C.; Chen, H.-P.; Lin, Y.-W.; Liu, D.-R. Growth of narrow substrate temperature window on the crystalline quality of InN epilayers on AlN/Si(111) substrates using RF-MOMBE. J. Cryst. Growth 2019, 522, 204–209. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Temperature (°C) | 2θ (°) | FWHM (°) | Size (nm) | Lattice Constant c0 (nm) | Stress σ (GPa) |
|---|---|---|---|---|---|---|
| a | 200 | 31.17 | 0.38 | 26 | 0.5746 | −0.69 |
| b | 300 | 31.27 | 0.24 | 31 | 0.5724 | −1.24 |
| c | 400 | 31.30 | 0.17 | 47 | 0.5708 | −1.96 |
| d | 500 | 31.26 | 0.28 | 31 | 0.5737 | −2.52 |
| e | 600 | 31.19 | 0.31 | 28 | 0.5758 | −3.42 |
| Sample | Temperature (°C) | Mobility (cm2/(V·S)) | Carrier Concentration (1020 cm−3) | Conductivity (Scm−1) |
|---|---|---|---|---|
| a | 200 | 21.7 | 2.05 | 711.8 |
| b | 300 | 32.5 | 1.24 | 644.8 |
| c | 400 | 48.5 | 0.92 | 713.9 |
| d | 500 | 38.4 | 1.15 | 706.6 |
| e | 600 | 24.2 | 1.78 | 689.2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, S.; Qin, F.; Bai, Y.; Zhang, D.; Zhang, J. Impact of the Deposition Temperature on the Structural and Electrical Properties of InN Films Grown on Self-Standing Diamond Substrates by Low-Temperature ECR-MOCVD. Coatings 2020, 10, 1185. https://doi.org/10.3390/coatings10121185
Wang S, Qin F, Bai Y, Zhang D, Zhang J. Impact of the Deposition Temperature on the Structural and Electrical Properties of InN Films Grown on Self-Standing Diamond Substrates by Low-Temperature ECR-MOCVD. Coatings. 2020; 10(12):1185. https://doi.org/10.3390/coatings10121185
Chicago/Turabian StyleWang, Shuaijie, Fuwen Qin, Yizhen Bai, Dong Zhang, and Jingdan Zhang. 2020. "Impact of the Deposition Temperature on the Structural and Electrical Properties of InN Films Grown on Self-Standing Diamond Substrates by Low-Temperature ECR-MOCVD" Coatings 10, no. 12: 1185. https://doi.org/10.3390/coatings10121185