
Vibration-Assisted Ball Burnishing




{kind=link}
{kind=link}
{kind=link}
Definition
1. History: From Ball Burnishing to the Vibration Assisted Version of the Process
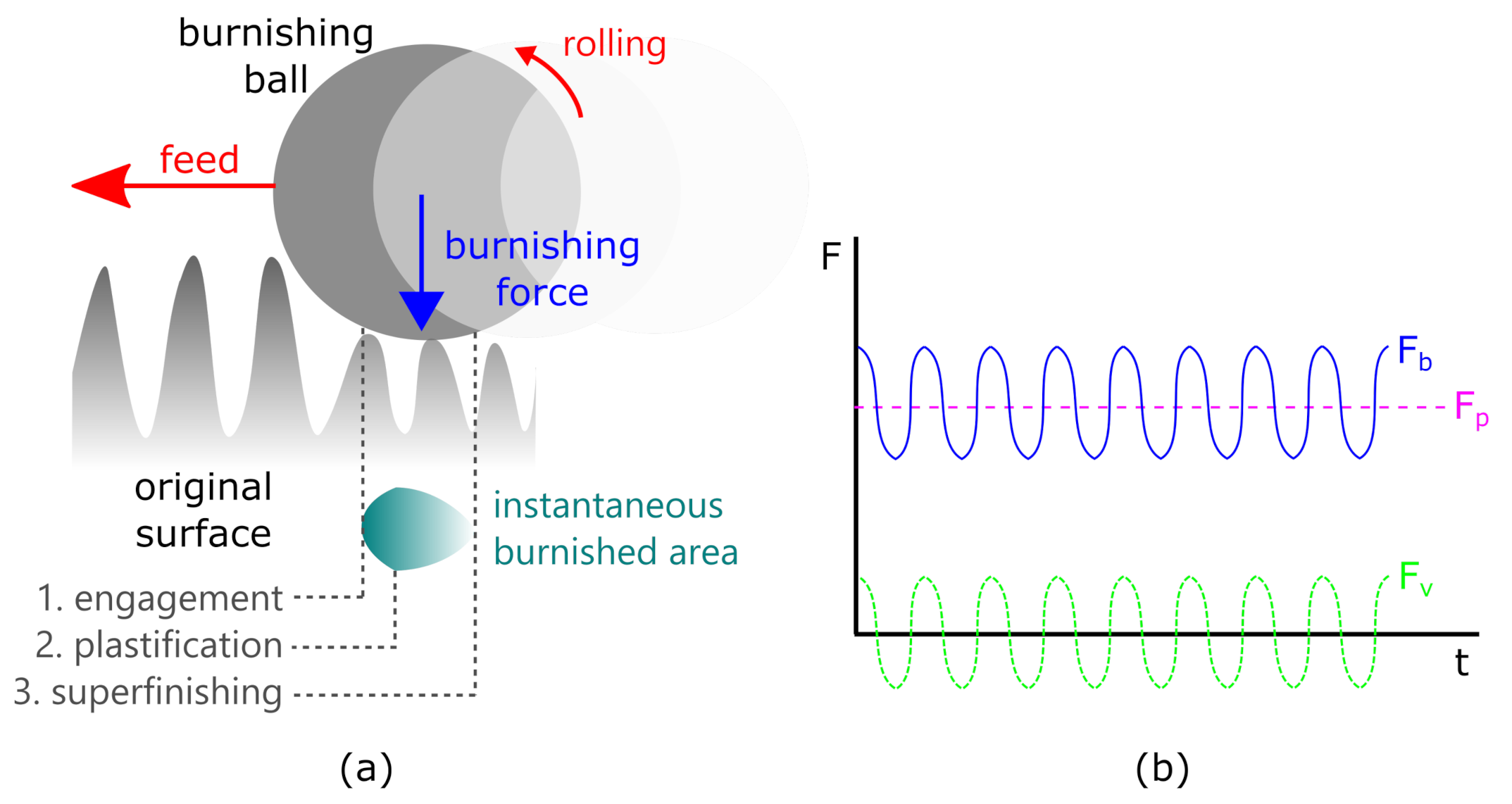
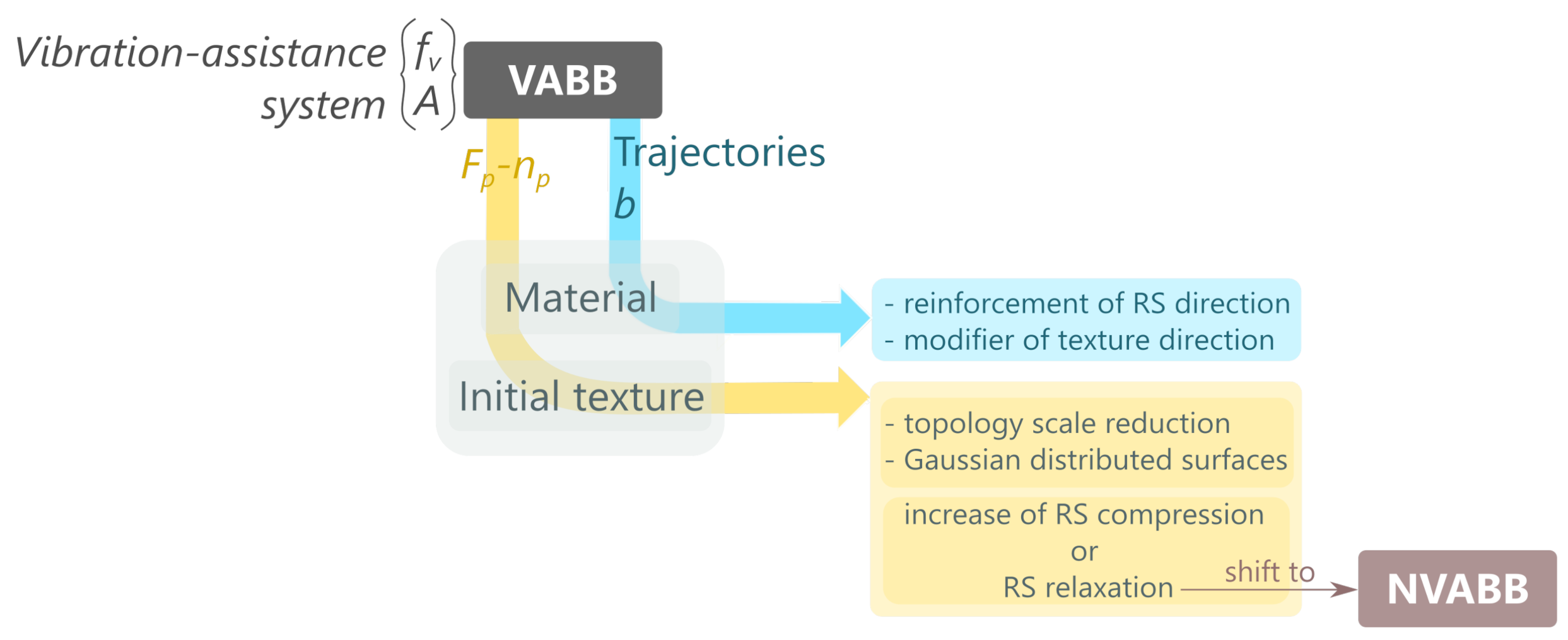
- The surface texture features are reduced to a lower scale.
- The material that composes the surface is redistributed to a Gaussian distribution of heights.
- If enough plastic deformation is exerted, the surface features can be reoriented along the ball burnishing direction.
2. Effects of VABB on Materials
Pros, Cons and Capabilities of VABB
3. Physical Principles behind VABB
- Due to the fact that it activates the acoustoplastic effect on the material.
- Due to the fact that it modifies the engagement dynamics of the ball and the material during rolling.
3.1. The Acoustoplastic Effect
3.2. Modification of the Engagement Dynamics Ball-Material
4. Equipment to Deploy of Vibration-Assisted Ball Burnishing
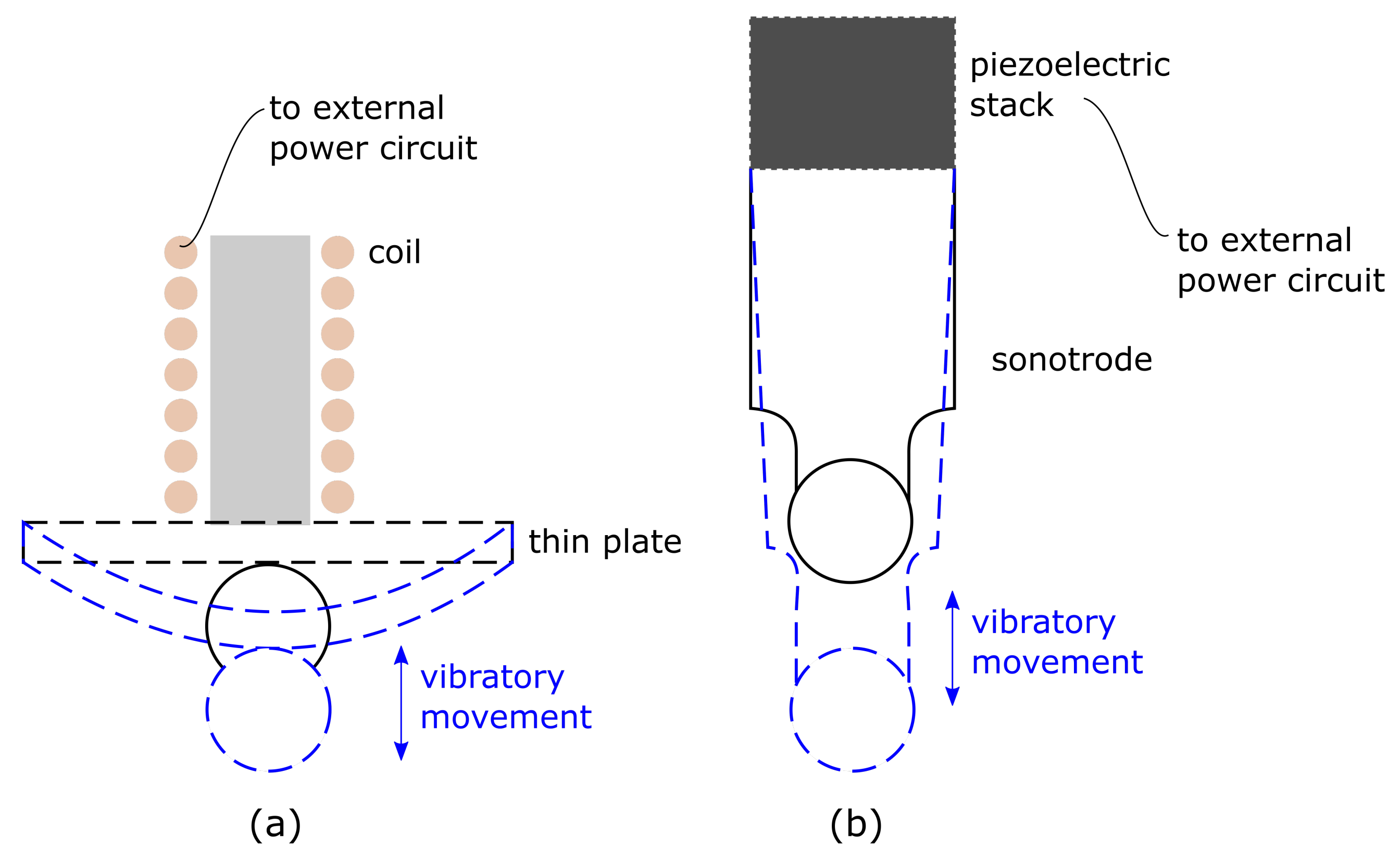
- Vibrators based on electromagnets that were designed to produce a certain peak-to-peak force during their movement, and that were attached to the machine where they were executed [5]. This kind of systems are the oldest ones and their specific functioning has not been reported in the bibliography with enough detail as to understand how the system works.
- Alternative deflection of plates subjected to variable magnetic fields, as shown in Figure 2a. The source of vibration is caused by the positive and negative deflection of the thin plate to which the ball is attached as a consequence of a variable magnetic field created by a coil excited with an external circuit. Therefore, these kind of systems have a true limitation of the frequency at which they can work because the thin plate is not able to follow an excessively high frequency for reasons of inherent stiffness. For this reason, these kinds of systems are not capable to arrive to the ultrasonic level. Although these systems exists at the experimental level, they cannot be found in the industrial level. However, their importance lies in the fact that the results that can be obtained by them can be used to establish a comparison point with the VABB process assisted with ultrasonic frequencies. For instance, Gomez-Gras et al. (2015) [47] reported asuccessful 2.1 kHz assisted system that proved to introduce the acoustoplastic effect in the system and allowed the researchers to ulteriorly report very positive effects of the process itself [10].
VABB Conditions
- Preload . This parameter is related to the static force that the VABB tool exerts once it makes contact with the target surface and is further pressed on it. For a correct execution of the process, it should be the mean value of the actual burnishing force . Its definition is the same one for the VABB process both executed on a milling machine or a lathe.
- Number of passes . It makes reference to the number of times the process is applied on the target material. Along with the preload, it defines the degree of plastic deformation applied on the surface after the whole operation is performed.
- Trajectories. Refer to the path that the burnishing ball follows to cover the target surface. In VABB processes programmed on a milling machine, these trajectories can either overlap, or not, and also refers to an eventual change of the feed movement along the x or the y axis. In lathe operations, it cannot be changed, as in this case VABB can be assimilated with a turning strategy that has no room for change. It has also been observed that the directionality of the passes can define the orientation of the final texture and residual stress anisotropy [12].
- Lateral offset b. Separation between adjacent burnishing lines to cover the target surface. This value corresponds to the feed in a lathe VABB operation and the actual coordinate that the ball is laterally displaced between one pass and the next one in a milling VABB routine. It must be small enough as to gurantee that the original surface texture is covered by the process and therefore, must be defined according to the effective area of contact of the burnishing ball with the surface texture features. Therefore, it is normally defined in a preliminary assessment phase before applying the actual VABB. Furthermore, this parameter has a direct impact on productivity, as it is directly responsible for the number of adjacent passes required to cover a certain target area.
- Feed f. It is the linear velocity by which the ball is displaced on the material. Thus far, no infulence on the actual VABB results have been reported in literature, and is therefore a mere productivity parameter.
- Amplitude of vibration A. This parameter is defined by the vibration-assistance system and cannot usually be changed. However, at sight of the previous explanation about acoustoplasticity, it seems that it has to be high enough as to cause a change of the material by means of that effect and guarantee the transmission of the vibratory wave through the material lattice.
- Frequency of vibration . As was explained before, it seems that the effects of vibration assistance should be independent of the frequency used in the system to implement it. However, most systems do not allow the user to change this frequency, especially if it is based on resonating principles. For this reason, it is considered a parameter just for those VABB toolings where it can be adjusted, although it should be just kept constant in all cases.
5. Conclusions and Prospects
Funding
Acknowledgments
Conflicts of Interest
Entry Link on the Encyclopedia Platform
Abbreviations
| NVABB | Non-vibration-assisted ball burnishing |
| VABB | Vibration-assisted ball burnishing |
References
- Downes, K. Finishing of automobile components by rolling. Prod. Eng. 1964, 43, 376–382. [Google Scholar] [CrossRef]
- Skelton, R.C. Turning with an oscillating tool. Int. J. Mach. Tool Des. Res. 1968, 8, 239–259. [Google Scholar] [CrossRef]
- Tian, Y.; Shin, Y.C. Laser-assisted burnishing of metals. Int. J. Mach. Tools Manuf. 2007, 47, 14–22. [Google Scholar] [CrossRef]
- Marakov, A. Ultrasonic diamond burnishing. Russ. Eng. J. 1973, 53, 58–62. [Google Scholar]
- Pande, S.; Patel, S. Investigations on vibratory burnishing process. Int. J. Mach. Tool Des. Res. 1984, 24, 195–206. [Google Scholar] [CrossRef]
- Bozdana, A.T.; Gindy, N.N.; Li, H. Deep cold rolling with ultrasonic vibrations—A new mechanical surface enhancement technique. Int. J. Mach. Tools Manuf. 2005, 45, 713–718. [Google Scholar] [CrossRef]
- Bozdana, A.; Gindy, N. Comparative experimental study on effects of conventional and ultrasonic deep cold rolling processes on Ti–6Al–4V. Mater. Sci. Technol. 2008, 24, 1378–1384. [Google Scholar] [CrossRef]
- Huuki, J.; Laakso, S.V. Integrity of surfaces finished with ultrasonic burnishing. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 45–53. [Google Scholar] [CrossRef]
- Huuki, J.; Hornborg, M.; Juntunen, J. Influence of Ultrasonic Burnishing Technique on Surface Quality and Change in the Dimensions of Metal Shafts. J. Eng. 2014, 2014, 124247. [Google Scholar] [CrossRef]
- Travieso-Rodriguez, J.A.; Gomez-Gras, G.; Dessein, G.; Carrillo, F.; Alexis, J.; Jorba-Peiro, J.; Aubazac, N. Effects of a ball-burnishing process assisted by vibrations in G10380 steel specimens. Int. J. Adv. Manuf. Technol. 2015, 81, 1757–1765. [Google Scholar] [CrossRef]
- Travieso-Rodríguez, J.A.; Gras, G.G.; Peiró, J.J.; Carrillo, F.; Dessein, G.; Alexis, J.; Rojas, H.G. Experimental study on the mechanical effects of the vibration-assisted ball-burnishing process. Mater. Manuf. Process. 2015, 30, 1490–1497. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Landon, Y.; Travieso-Rodriguez, J.A.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Topological surface integrity modification of AISI 1038 alloy after vibration-assisted ball burnishing. Surf. Coat. Technol. 2018, 349, 364–377. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Travieso-Rodríguez, J.A.; Landon, Y.; Dessein, G.; Lluma-Fuentes, J.; Wagner, V. Comprehensive analysis of surface integrity modification of ball-end milled Ti-6Al-4V surfaces through vibration-assisted ball burnishing. J. Mater. Process. Technol. 2019, 267, 230–240. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Plana-García, V.; Llumà, J.; Travieso-Rodriguez, J.A. Enhancing Surface Topology of Udimet® 720 Superalloy through Ultrasonic Vibration-Assisted Ball Burnishing. Metals 2020, 10, 915. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Fargas, G.; Roa, J.J.; Llumà, J.; Travieso-Rodriguez, J.A. Superficial Effects of Ball Burnishing on TRIP Steel AISI 301LN Sheets. Metals 2021, 11, 82. [Google Scholar] [CrossRef]
- Salmi, M.; Huuki, J.; Ituarte, I.F. The ultrasonic burnishing of cobalt-chrome and stainless steel surface made by additive manufacturing. Prog. Addit. Manuf. 2017, 2, 31–41. [Google Scholar] [CrossRef]
- Teimouri, R.; Amini, S.; Bami, A.B. Evaluation of optimized surface properties and residual stress in ultrasonic assisted ball burnishing of AA6061-T6. Measurement 2018, 116, 129–139. [Google Scholar] [CrossRef]
- Amini, S.; Bagheri, A.; Teimouri, R. Ultrasonic-assisted ball burnishing of aluminum 6061 and AISI 1045 steel. Mater. Manuf. Process. 2018, 33, 1250–1259. [Google Scholar] [CrossRef]
- Ao, N.; Liu, D.; Liu, C.; Zhang, X.; Liu, D. Face-centered titanium induced by ultrasonic surface rolling process in Ti-6Al-4V alloy and its tensile behavior. Mater. Charact. 2018, 145, 527–533. [Google Scholar] [CrossRef]
- Zhao, J.; Liu, Z. Investigations of ultrasonic frequency effects on surface deformation in rotary ultrasonic roller burnishing Ti-6Al-4V. Mater. Des. 2016, 107, 238–249. [Google Scholar] [CrossRef]
- Ren, K.; Yue, W.; Zhang, H. Surface modification of Ti6Al4V based on ultrasonic surface rolling processing and plasma nitriding for enhanced bone regeneration. Surf. Coat. Technol. 2018, 349, 602–610. [Google Scholar] [CrossRef]
- Zhang, Q.; Hu, Z.; Su, W.; Zhou, H.; Liu, C.; Yang, Y.; Qi, X. Microstructure and surface properties of 17-4PH stainless steel by ultrasonic surface rolling technology. Surf. Coat. Technol. 2017, 321, 64–73. [Google Scholar] [CrossRef]
- Shepard, M.J.; Prevey, P.; Jayaraman, N. Effects of Surface Treatment on Fretting Fatigue Performance of Ti-6Al-4V; Technical Report; Air Force Research Laboratory: Dayton, OH, USA, 2004. [Google Scholar]
- Amini, C.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Llumà, J.; Estevez-Urra, A. Finite element analysis of ball burnishing on ball-end milled surfaces considering their original topology and residual stress. Metals 2020, 10, 638. [Google Scholar] [CrossRef]
- Blaha, F.; Langenecker, B. Dehnung von Zink-Kristallen unter Ultraschalleinwirkung. Naturwissenschaften 1955, 42, 556. [Google Scholar] [CrossRef]
- Izumi, O.; Oyama, K.; Suzuki, Y. Effects of superimposed ultrasonic vibration on compressive deformation of metals. Trans. Jpn. Inst. Met. 1966, 7, 162–167. [Google Scholar] [CrossRef]
- Izumi, O.; Oyama, K.; Suzuki, Y. On the superimposing of ultrasonic vibration during compressive deformation of metals. Trans. Jpn. Inst. Met. 1966, 7, 158–161. [Google Scholar] [CrossRef][Green Version]
- Langenecker, B. Work hardening of zinc crystals by high-amplitude ultrasonic waves. Proc. Am. Soc. Test. Mat 1962, 62, 602. [Google Scholar]
- Kozlov, A.; Selitser, S. Peculiarities in the plastic deformation of crystals subjected to the acoustoplastic effect. Mater. Sci. Eng. A 1988, 102, 143–149. [Google Scholar] [CrossRef]
- Kozlov, A.; Selitser, S. Kinetics of the acoustoplastic effect. Mater. Sci. Eng. A 1991, 131, 17–25. [Google Scholar] [CrossRef]
- Langenecker, B. Effects of ultrasound on deformation characteristics of metals. Sonics Ultrason. IEEE Trans. 1966, 13, 1–8. [Google Scholar] [CrossRef]
- Gindin, I.; Malik, G.; Neklyudov, I.; Rozumnyi, O. Effect of ultrasonic vibrations on the parameters of the hardening curve for copper single crystals. Sov. Phys. J. 1972, 15, 192–196. [Google Scholar] [CrossRef]
- Blaha, F.; Langenecker, B. Plastizitätsuntersuchungen von metallkristallen in ultraschallfeld. Acta Metall. 1959, 7, 93–100. [Google Scholar] [CrossRef]
- Mason, W. Effect of Dislocations on Ultrasonic Wave Attenuation in Metals. Bell Syst. Tech. J. 1955, 34, 903–942. [Google Scholar] [CrossRef]
- Pohlman, R.; Lehfeldt, E. Influence of ultrasonic vibration on metallic friction. Ultrasonics 1966, 4, 178–185. [Google Scholar] [CrossRef]
- Nevill, G.; Brotzen, F.R. The effect of vibrations on the static yield strength of a low-carbon steel. Proc. Am. Soc. Test. Mater. 1957, 57, 751–758. [Google Scholar]
- Kirchner, H.; Kromp, W.; Prinz, F.; Trimmel, P. Plastic deformation under simultaneous cyclic and unidirectional loading at low and ultrasonic frequencies. Mater. Sci. Eng. 1985, 68, 197–206. [Google Scholar] [CrossRef]
- Tanibayashi, M. A theory of the Blaha effect. Phys. Status Solidi 1991, 128, 83–94. [Google Scholar] [CrossRef]
- Malygin, G. Acoustoplastic effect and the stress superimposition mechanism. Phys. Solid State 2000, 42, 72–78. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A.; Jones, I. New insight on acoustoplasticity—Ultrasonic irradiation enhances subgrain formation during deformation. Int. J. Plast. 2011, 27, 788–800. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A. The continuous stiffness measurement technique in nanoindentation intrinsically modifies the strength of the sample. Philos. Mag. 2013, 93, 449–467. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A. Understanding acoustoplasticity through dislocation dynamics simulations. Philos. Mag. 2011, 91, 4367–4387. [Google Scholar] [CrossRef]
- Sedláček, R.; Blum, W.; Kratochvil, J.; Forest, S. Subgrain formation during deformation: Physical origin and consequences. Metall. Mater. Trans. A 2002, 33, 319–327. [Google Scholar] [CrossRef]
- Siu, K.; Ngan, A. Oscillation-induced softening in copper and molybdenum from nano-to micro-length scales. Mater. Sci. Eng. A 2013, 572, 56–64. [Google Scholar] [CrossRef]
- Cheng, B.; Leung, H.; Ngan, A. Strength of metals under vibrations-dislocation-density-function dynamics simulations. Philos. Mag. 2015, 95, 1845–1865. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, L.; Wang, D. Finite element modeling of ultrasonic surface rolling process. J. Mater. Process. Technol. 2011, 211, 2106–2113. [Google Scholar] [CrossRef]
- Gómez-Gras, G.; Travieso-Rodríguez, J.A.; González-Rojas, H.A.; Nápoles-Alberro, A.; Carrillo, F.J.; Dessein, G. Study of a ball-burnishing vibration-assisted process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 172–177. [Google Scholar] [CrossRef]
- Jerez-Mesa, R.; Travieso-Rodriguez, J.A.; Gomez-Gras, G.; Lluma-Fuentes, J. Development, characterization and test of an ultrasonic vibration-assisted ball burnishing tool. J. Mater. Process. Technol. 2018, 257, 203–212. [Google Scholar] [CrossRef]
- Estevez-Urra, A.; Llumà, J.; Jerez-Mesa, R.; Travieso-Rodriguez, J.A. Monitoring of Processing Conditions of an Ultrasonic Vibration-Assisted Ball-Burnishing Process. Sensors 2020, 20, 2562. [Google Scholar] [CrossRef]
- Jerez Mesa, R. Study and Characterisation of Surface Integrity Modification after Ultrasonic Vibration-Assisted Ball Burnishing. Ph.D. Thesis, Universitat Politècnica de Catalunya, Barcelona, Spain, Université Toulouse III Paul Sabatier, Toulouse, France, 2018. [Google Scholar]



Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jerez-Mesa, R.; Llumà, J.; Travieso-Rodríguez, J.A. Vibration-Assisted Ball Burnishing. Encyclopedia 2021, 1, 460-471. https://doi.org/10.3390/encyclopedia1020038
Jerez-Mesa R, Llumà J, Travieso-Rodríguez JA. Vibration-Assisted Ball Burnishing. Encyclopedia. 2021; 1(2):460-471. https://doi.org/10.3390/encyclopedia1020038
Chicago/Turabian StyleJerez-Mesa, Ramón, Jordi Llumà, and J. Antonio Travieso-Rodríguez. 2021. "Vibration-Assisted Ball Burnishing" Encyclopedia 1, no. 2: 460-471. https://doi.org/10.3390/encyclopedia1020038
APA StyleJerez-Mesa, R., Llumà, J., & Travieso-Rodríguez, J. A. (2021). Vibration-Assisted Ball Burnishing. Encyclopedia, 1(2), 460-471. https://doi.org/10.3390/encyclopedia1020038