


Electromechanical Characterization of Commercial Conductive Yarns for E-Textiles



Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
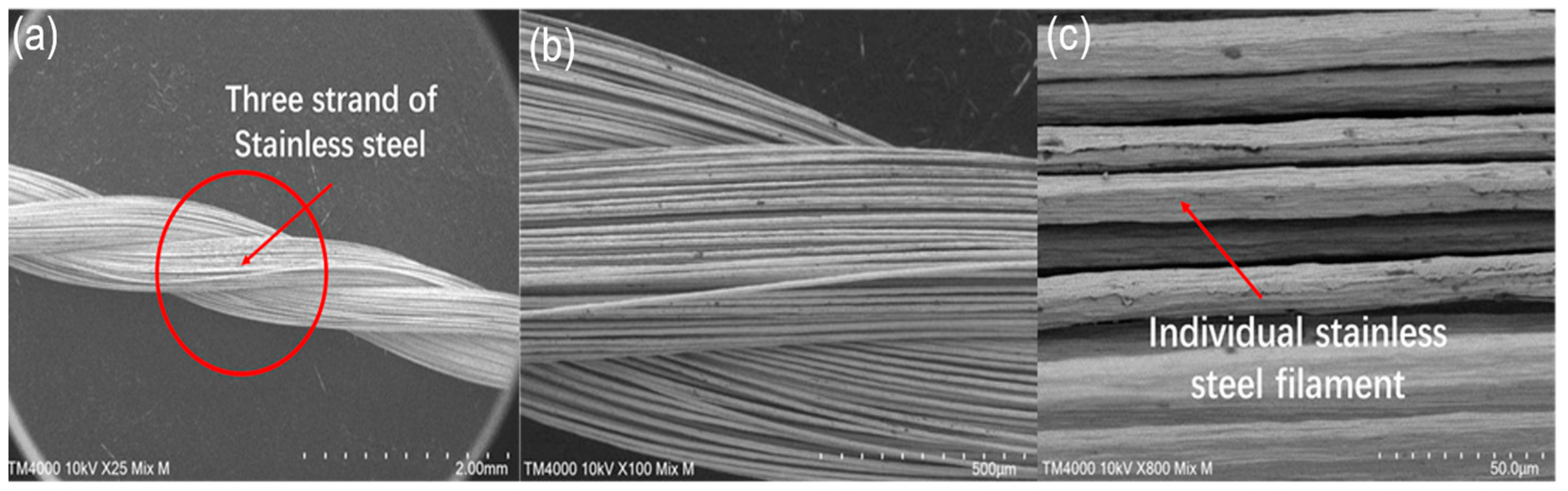
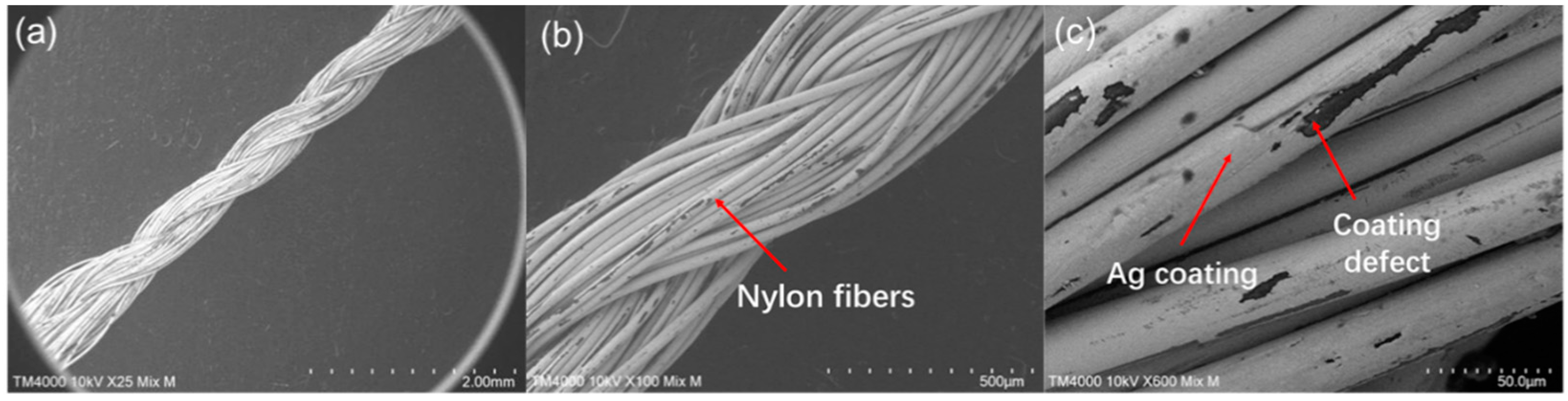
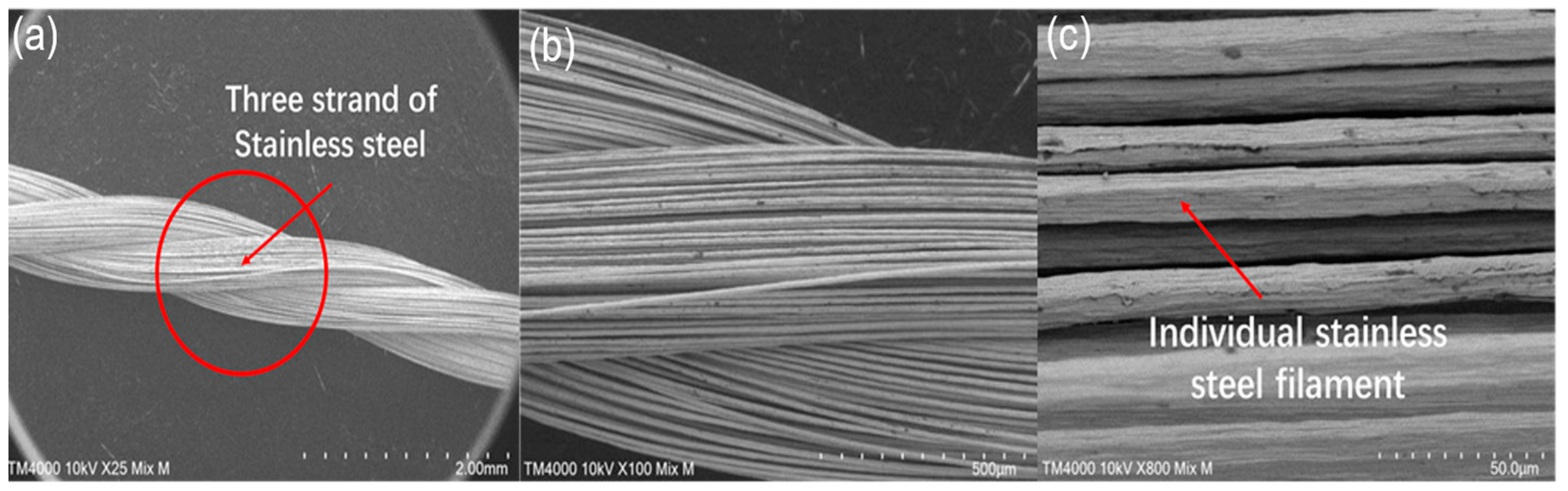
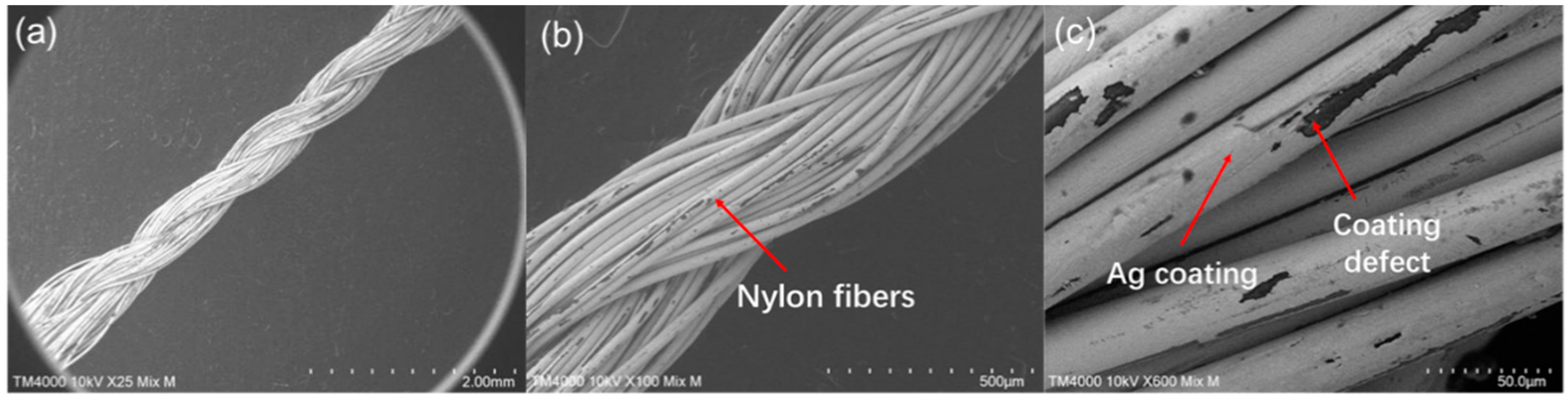
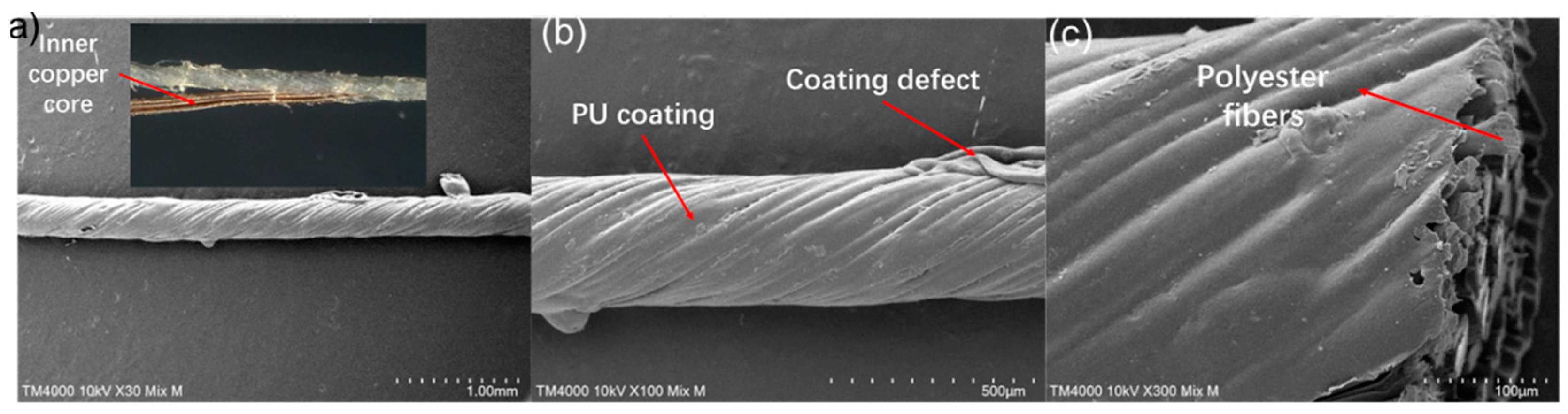
3.1. Yarn Morphology
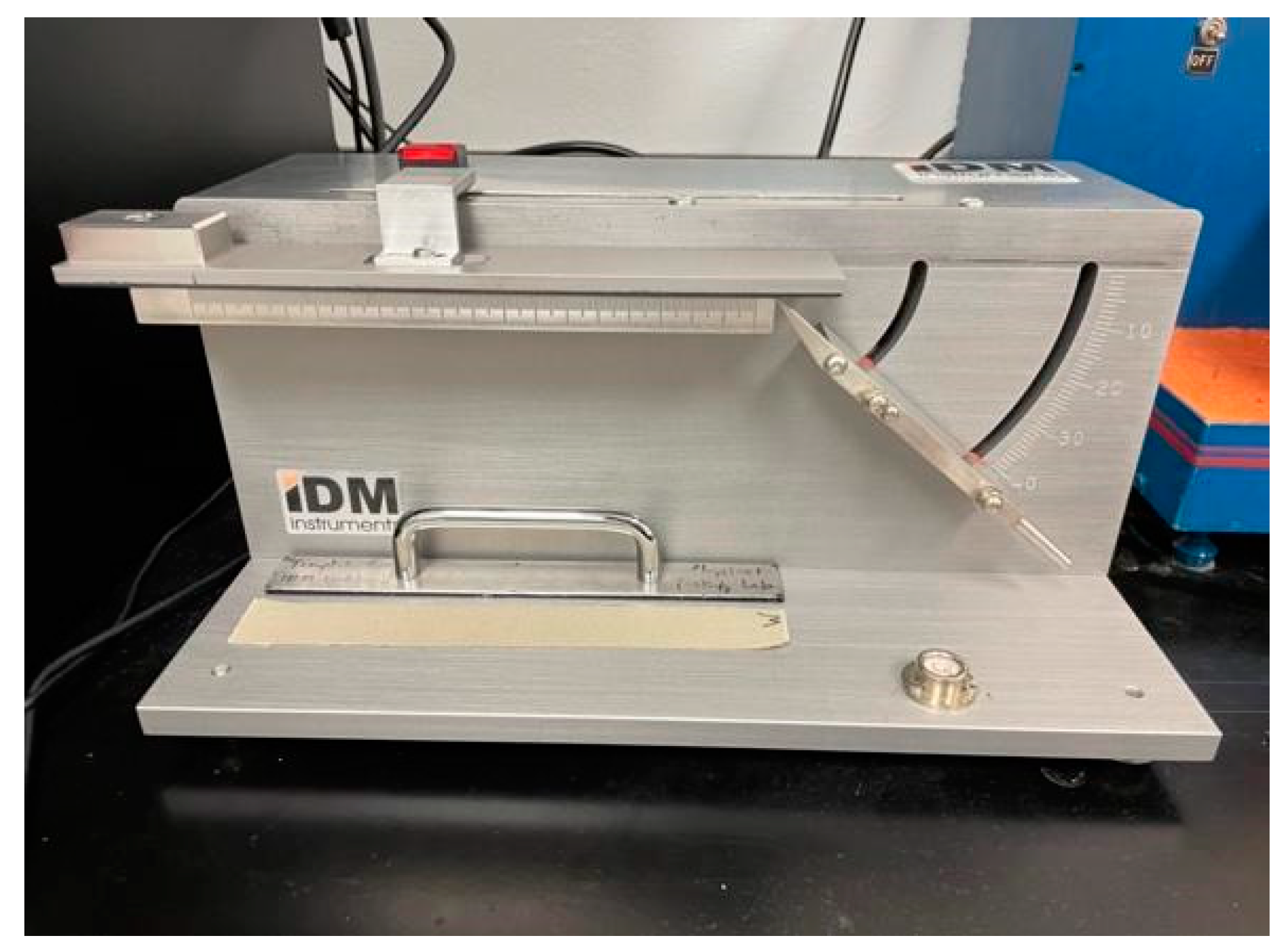
3.2. Mechanical Characterization
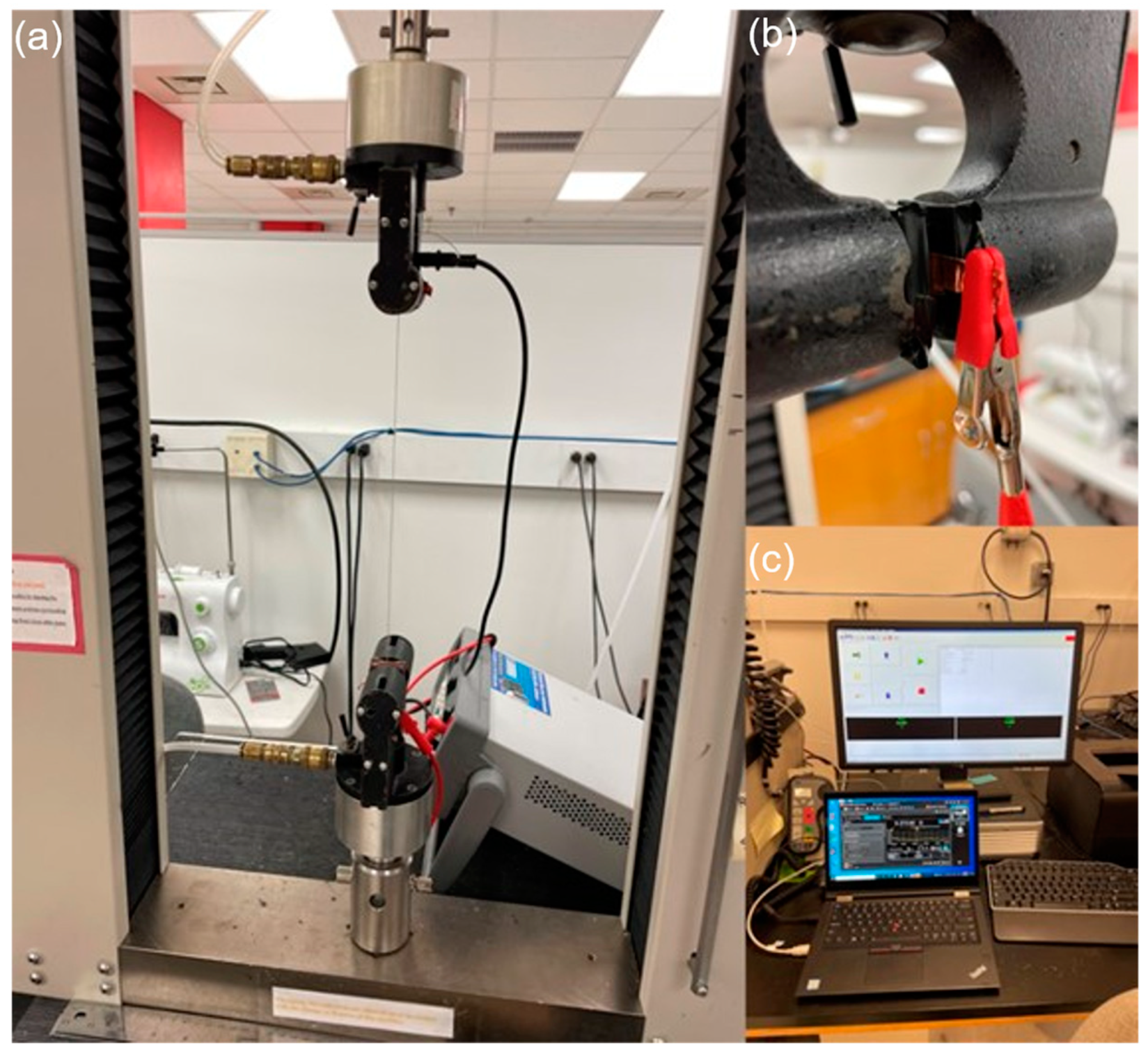
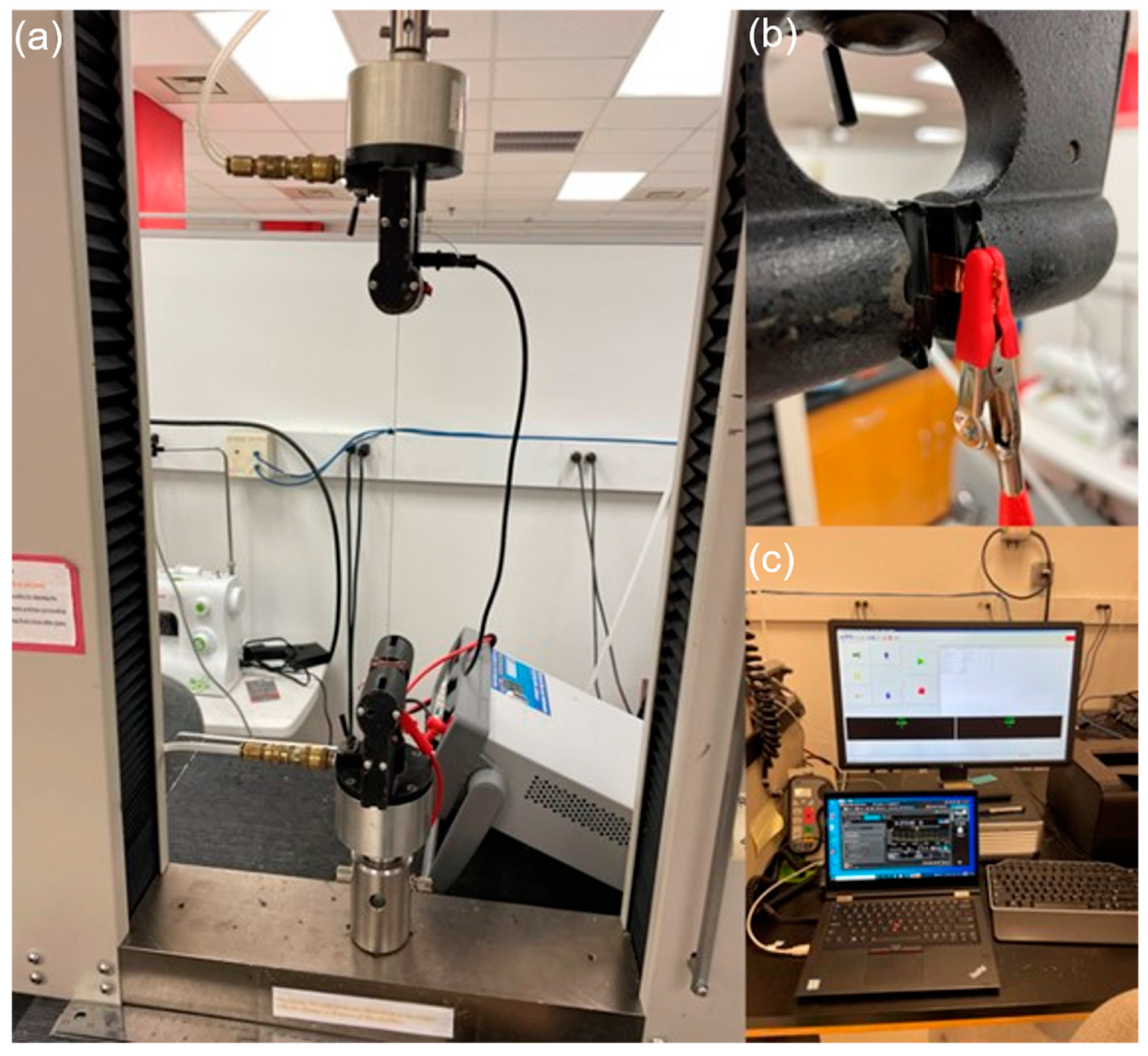
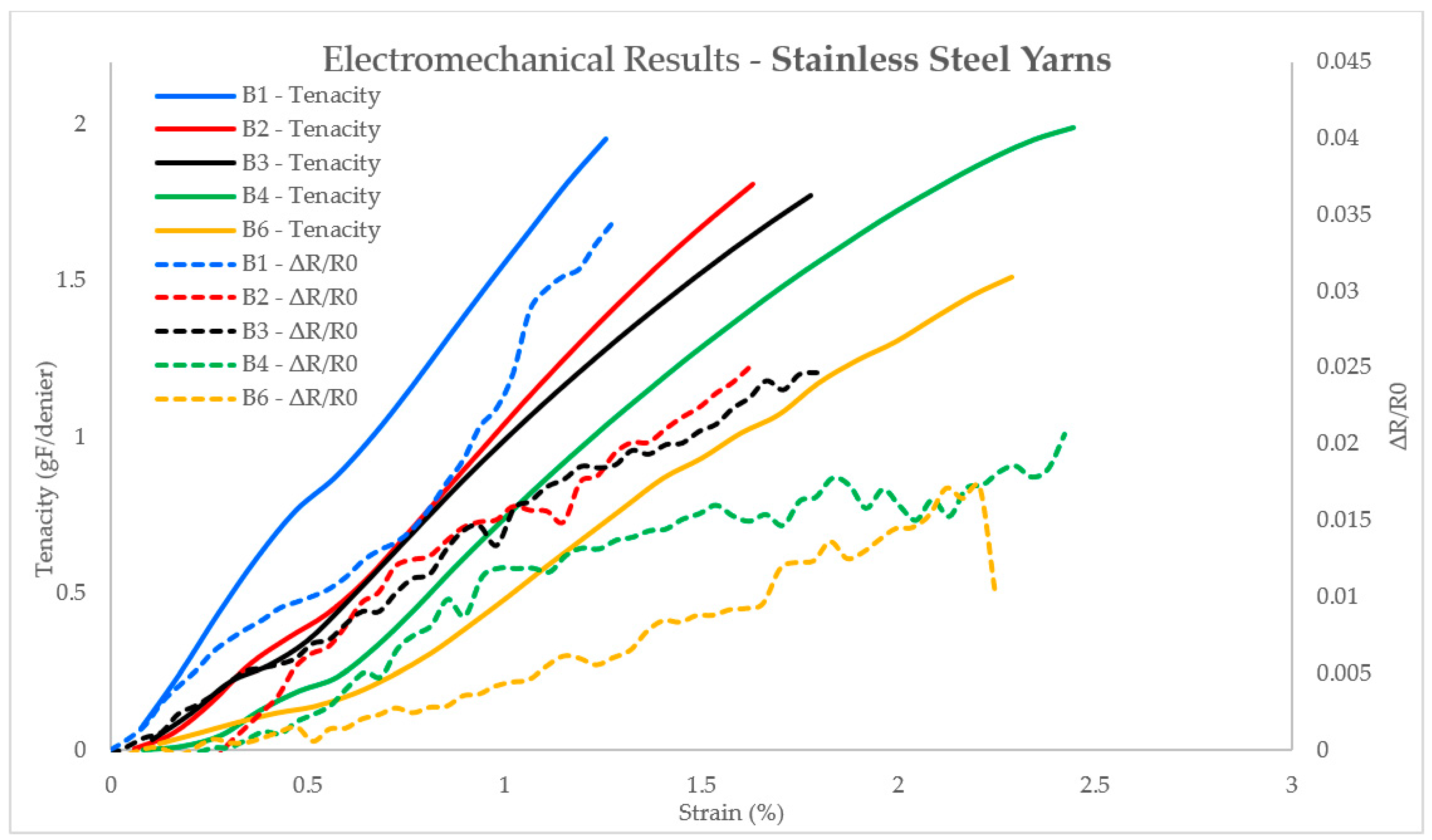
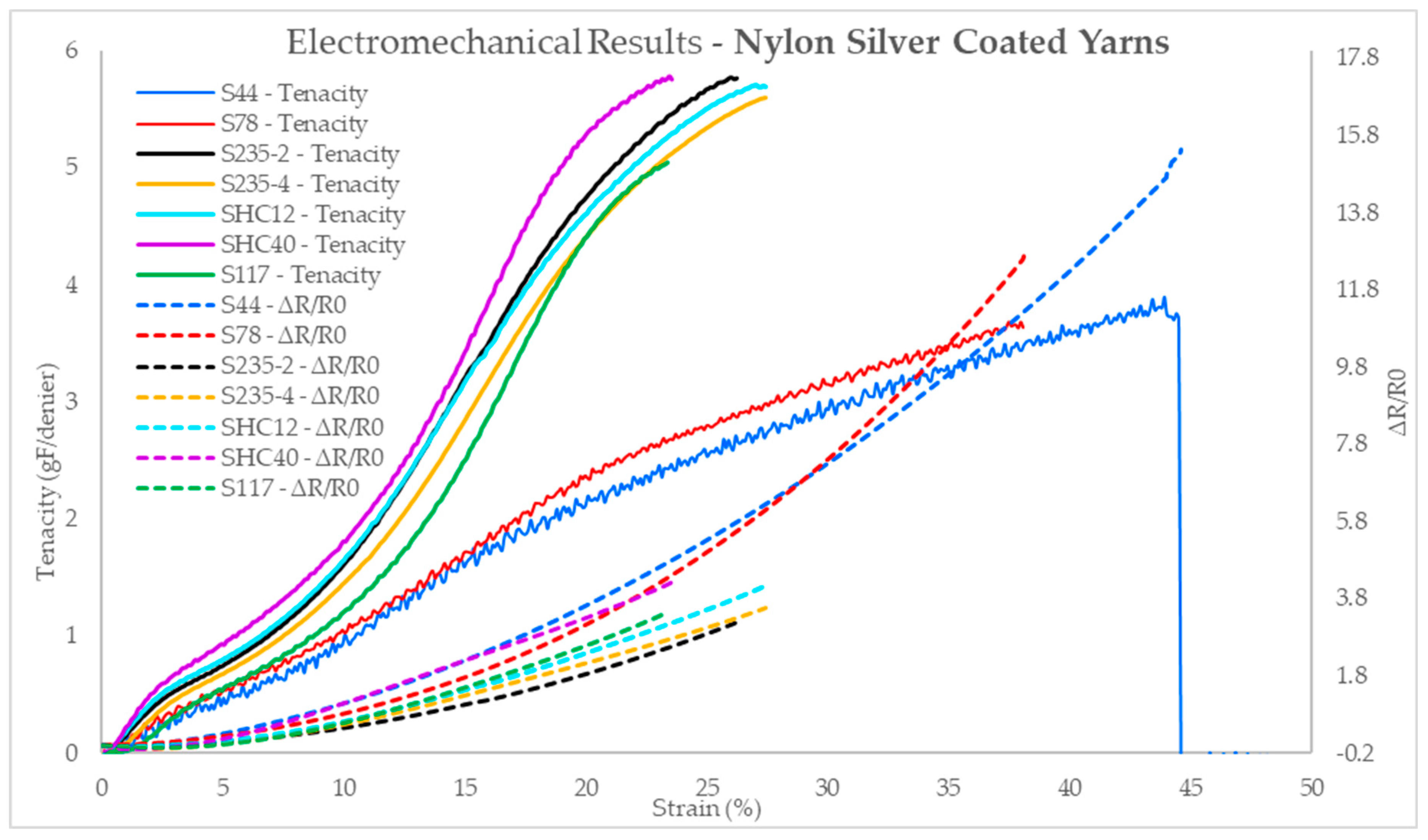
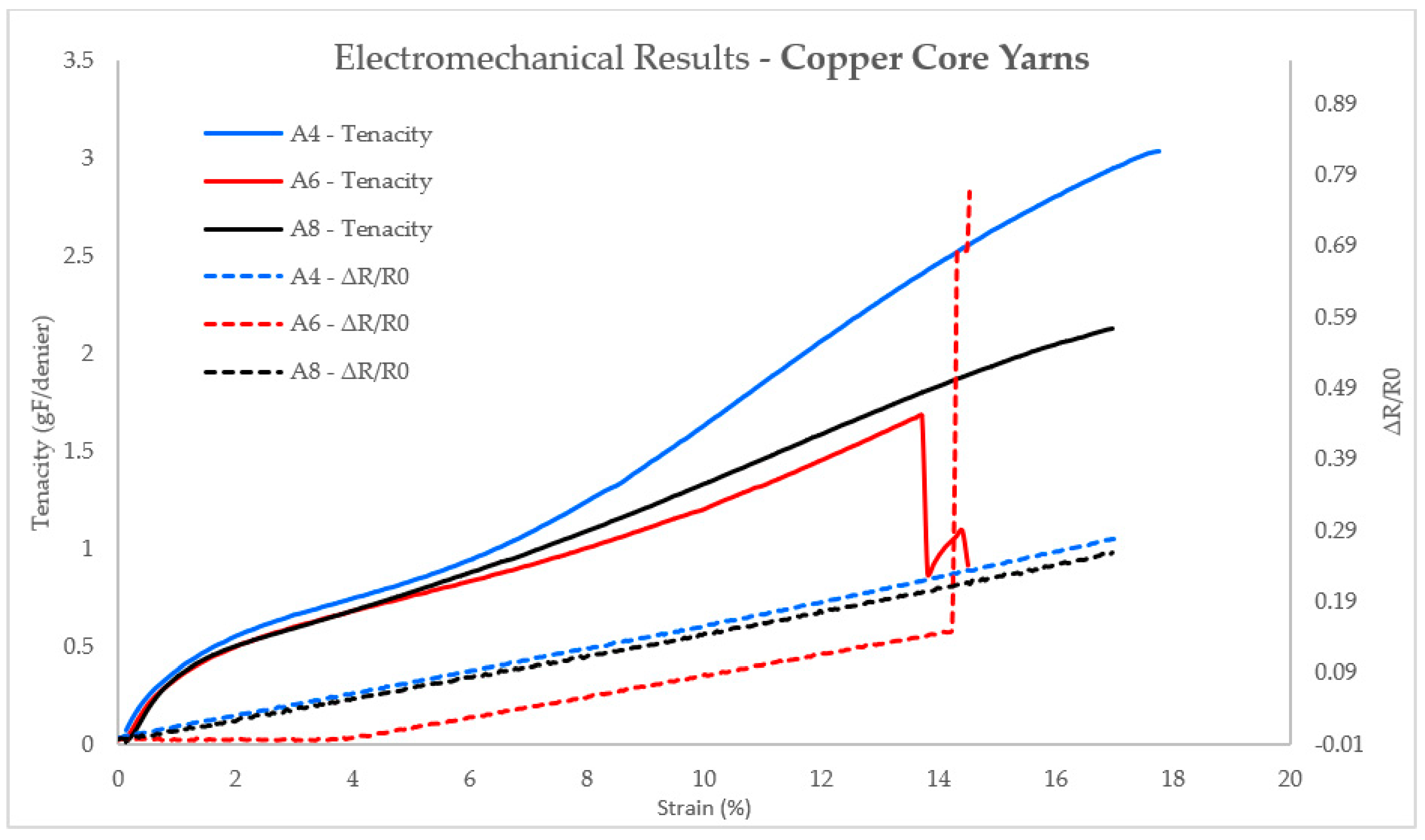
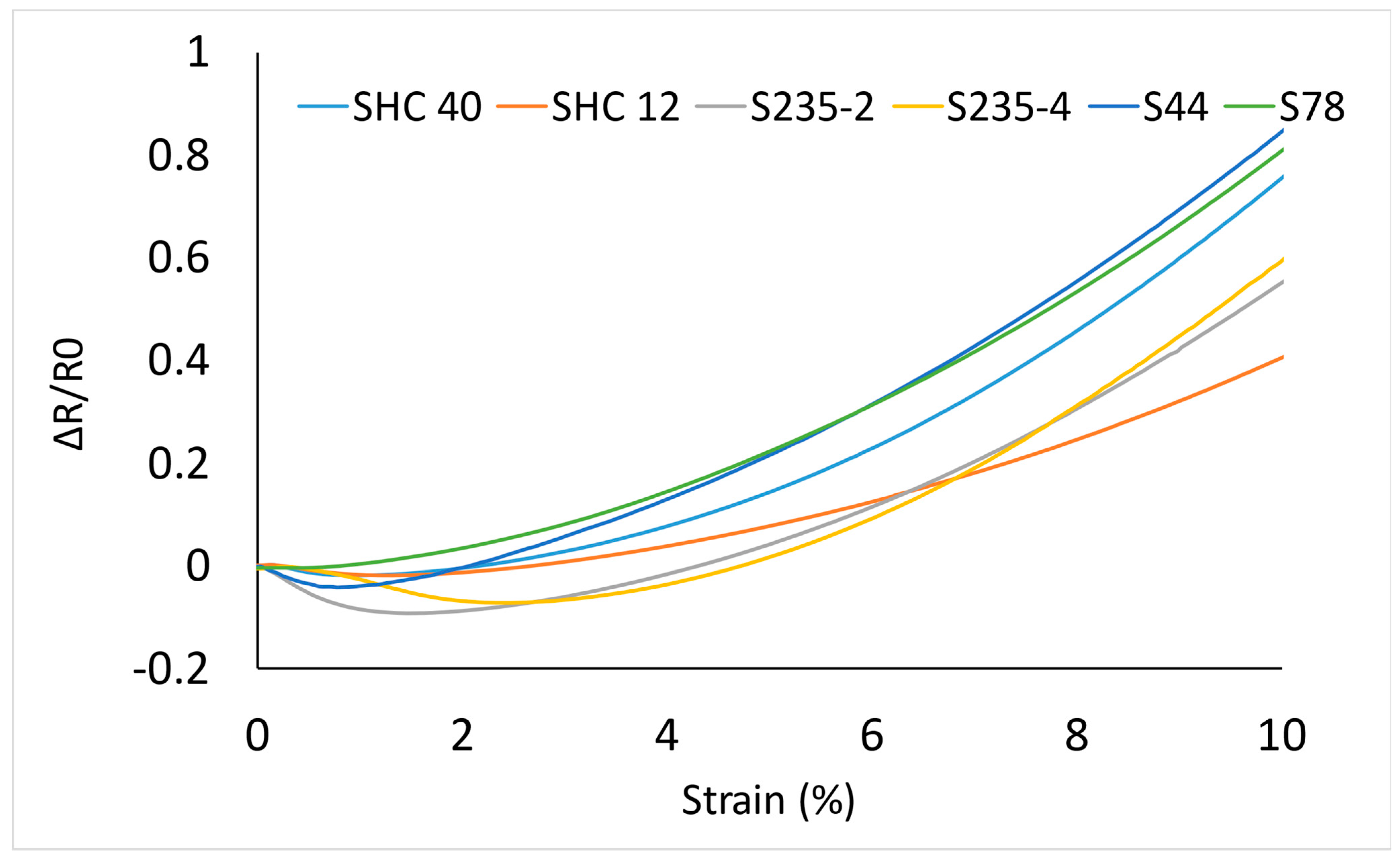
3.3. Electromechanical Testing
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Zhu, S.; Wang, M.; Qiang, Z.; Song, J.; Wang, Y.; Fan, Y.; You, Z.; Liao, Y.; Zhu, M.; Ye, C. Multi-functional and highly conductive textiles with ultra-high durability through ‘green’ fabrication process. Chem. Eng. J. 2021, 406, 127140. [Google Scholar] [CrossRef]
- Ghahremani Honarvar, M.; Latifi, M. Overview of wearable electronics and smart textiles. J. Text. Inst. 2017, 108, 631–652. [Google Scholar] [CrossRef]
- Marculescu, D.; Marculescu, R.; Zamora, N.; Stanley-Marbell, P.; Khosla, P.; Park, S.; Jayaraman, S.; Jung, S.; Lauterbach, C.; Weber, W.; et al. Electronic textiles: A platform for pervasive computing. JPROC 2003, 91, 1995–2018. [Google Scholar] [CrossRef]
- Chen, Y.; Yang, Y.; Li, M.; Chen, E.; Mu, W.; Fisher, R.; Yin, R. Wearable Actuators: An Overview. Textiles 2021, 1, 283–321. [Google Scholar] [CrossRef]
- Mikkonen, J.; Pouta, E. Flexible Wire-Component for Weaving Electronic Textiles; IEEE: Piscataway, NJ, USA, 2016; pp. 1656–1663. [Google Scholar]
- Ojstršek, A.; Plohl, O.; Gorgieva, S.; Kurečič, M.; Jančič, U.; Hribernik, S.; Fakin, D. Metallisation of Textiles and Protection of Conductive Layers: An Overview of Application Techniques. Sensors 2021, 21, 3508. [Google Scholar] [CrossRef]
- Li, L.; Au, W.M.; Wan, K.M.; Wan, S.H.; Chung, W.Y.; Wong, K.S. Resistive Network Model for Conductive Knitting Stitches. Text. Res. J. 2010, 80, 935–947. [Google Scholar] [CrossRef]
- Tseghai, G.B.; Malengier, B.; Fante, K.A.; Nigusse, A.B.; Van Langenhove, L. Integration of Conductive Materials with Textile Structures, an Overview. Sensors 2020, 20, 6910. [Google Scholar] [CrossRef]
- Ismar, E.; Kurşun Bahadir, S.; Kalaoglu, F.; Koncar, V. Futuristic Clothes: Electronic Textiles and Wearable Technologies. Glob. Chall. 2020, 4, 1900092. [Google Scholar] [CrossRef] [Green Version]
- Ismar, E.; Zaman, S.; Bahadir, S.K.; Kalaoglu, F.; Koncar, V. Seam Strength and Washability of Silver Coated Polyamide Yarns. IOP Conf. Ser. Mater. Sci. Eng. 2018, 460, 12053. [Google Scholar] [CrossRef]
- Malek, A.S.; Elnahrawy, A.; Wagdy, D. Electrical behavior investigation of sewn textile transmission paths on weft-knitted fabrics used for muscle activity monitoring. J. Text. Inst. 2022, 113, 2215–2226. [Google Scholar] [CrossRef]
- Ruckdashel, R.; Khadse, N.; Park, J. Smart E-Textiles: Overview of Components and Outlook. Sensors 2022, 22, 6055. [Google Scholar] [CrossRef]
- Park, J.; Park, S.; Ahn, S.; Cho, Y.; Park, J.; Shin, H. Wearable Strain Sensor Using Conductive Yarn Sewed on Clothing for Human Respiratory Monitoring. JSEN 2020, 20, 12628–12636. [Google Scholar] [CrossRef]
- Ashayer-Soltani, R.; Hunt, C.; Thomas, O. Fabrication of highly conductive stretchable textile with silver nanoparticles. Text. Res. J. 2016, 86, 1041–1049. [Google Scholar] [CrossRef]
- Ivsic, B.; Bonefacic, D.; Bartolic, J. Performance of Embroidered Conductive Yarn in Textile Antennas and Microstrip Lines. In Proceedings of the 2015 9th European Conference on Antennas and Propagation (EuCAP), Lisbon, Portugal, 13–17 April 2015; pp. 1–4. [Google Scholar]
- de Kok, M.; de Vries, H.; Pacheco, K.; van Heck, G. Failure modes of conducting yarns in electronic-textile applications. Text. Res. J. 2015, 85, 1749–1760. [Google Scholar] [CrossRef]
- Dhawan, A.; Seyam, A.M.; Ghosh, T.K.; Muth, J.F. Woven Fabric-Based Electrical Circuits. Text. Res. J. 2004, 74, 913–919. [Google Scholar] [CrossRef]
- de Vries, H.; Peerlings, R. Predicting conducting yarn failure in woven electronic textiles. Microelectron. Reliab. 2014, 54, 2956–2960. [Google Scholar] [CrossRef]
- Zhang, H.; Tao, X.; Wang, S.; Yu, T. Electro-Mechanical Properties of Knitted Fabric Made From Conductive Multi-Filament Yarn Under Unidirectional Extension. Text. Res. J. 2005, 75, 598–606. [Google Scholar] [CrossRef]
- Soleimani, M.; Ogucu, E. Electromechanical properties of wearable strain gauge transducers. Electron. Lett. 2008, 44, 1236–1238. [Google Scholar] [CrossRef]
- Ursache, M.; Loghın, C.; Ionescu, I. Experımental Research On The Sewabılıty Of Ferromagnetıc Mıcro-Wıres. Tekst. Konfeksiyon 2010, 20, 373–378. Available online: http://www.idealonline.com.tr/IdealOnline/lookAtPublications/paperDetail.xhtml?uId=9543 (accessed on 20 October 2022).
- Ozola, S.; Vališevskis, A.; Baltina, I.; Šahta, I. Development of Textile Based Sewn Switches for Smart Textile. Adv. Mater. Res. 2015, 1117, 235–238. [Google Scholar] [CrossRef]
- Buhu, L.; Negru, D.; Loghin, E.C.; Buhu, A. Analysis of tensile properties for conductive textile yarns. Ind. Text. 2019, 70, 116–119. [Google Scholar] [CrossRef]
- Duran, D.; Kadoğlu, H. Electromagnetic shielding characterization of conductive woven fabrics produced with silver-containing yarns. Text. Res. J. 2015, 85, 1009–1021. [Google Scholar] [CrossRef]
- Ramachandran, T.; Vigneswaran, C. Design and Development of Copper Core Conductive Fabrics for Smart Textiles. J. Ind. Text. 2009, 39, 81–93. [Google Scholar] [CrossRef]
- Alagirusamy, R.; Eichhoff, J.; Gries, T.; Jockenhoevel, S. Coating of conductive yarns for electro-textile applications. J. Text. Inst. 2013, 104, 270–277. [Google Scholar] [CrossRef]
- Hossain, M.M.; Bradford, P. Industrially Knittable CNT/Cotton Sheath-Core Yarns for Smart Textiles; SPIE: Bellingham, WA, USA, 2020; Volume 11378, p. 1137809. [Google Scholar]
- Zheng, Y.; Jin, L.; Qi, J.; Liu, Z.; Xu, L.; Hayes, S.; Gill, S.; Li, Y. Performance evaluation of conductive tracks in fabricating e-textiles by lock-stitch embroidery. J. Ind. Text. 2022, 51, 6864S–6883S. [Google Scholar] [CrossRef]
- Orth, M. Defining Flexibility and Sewability in Conductive Yarns. In MRS Online Proceedings Library; Springer: Berlin/Heidelberg, Germany, 2002; Volume 736, p. 14. [Google Scholar] [CrossRef]
- uz Zaman, S.; Tao, X.; Cochrane, C.; Koncar, V. Launderability of Conductive Polymer Yarns Used for Connections of E-textile Modules: Mechanical Stresses. Fibers Polym. 2019, 20, 2355–2366. [Google Scholar] [CrossRef]
- Wang, Y.; Yu, W.; Wang, F. Structural design and physical characteristics of modified ring-spun yarns intended for e-textiles: A comparative study. Text. Res. J. 2019, 89, 121–132. [Google Scholar] [CrossRef]
- Chatterjee, K.; Tabor, J.; Ghosh, T.K. Electrically Conductive Coatings for Fiber-Based E-Textiles. Fibers 2019, 7, 51. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conductive Material | Yarn Product | Yarn ID |
|---|---|---|
| Metal filaments | 275 filaments, 6-ply stainless steel | B6 |
| 275 filaments, 4-ply stainless steel | B4 | |
| 275 filaments, 3-ply stainless steel | B3 | |
| 275 filaments, 2-ply stainless steel | B2 | |
| 275 filaments, 1-ply stainless steel | B1 | |
| Ag-plated | 100% Polyamide/Silver plated yarn, 117 filaments, 2 dtex | SHC40 |
| 100% Polyamide/Silver plated yarn, 235 filaments, 2 dtex | SHC12 | |
| 100% Polyamide/Silver plated, Nitrile rubber coated, 2-Ply | S235-2 | |
| 100% Polyamide/Silver plated, Nitrile rubber coated, 4-Ply | S235-4 | |
| 100% Polyamide/Silver plated, Nitrile rubber coated, 2-Ply | S117 | |
| 100% Polyamide (Nylon 6)/Silver plated | S44 | |
| 100% Polyamide (Nylon 6)/Silver plated, Nitrile rubber coated | S78 | |
| Cu-core | 4 copper wire core/polyester, PU coated | A4 |
| 6 copper wire core/polyester, PU coated | A6 | |
| 8 copper wire core/polyester, PU coated | A8 |
| Yarn ID | Yarn Count Raw (dtex) | Yarn Count Silverized (dtex) | Silver Weight Percent |
|---|---|---|---|
| SHC 40 | 234 | 290 | 0.24 |
| SHC 12 | 470 | 610 | 0.3 |
| S235-2 | 476 | 605 | 0.26 |
| S235-4 | 952 | 1220 | 0.28 |
| S117 | 234 | 295 | 0.26 |
| S44 | 44 | 54 | 0.19 |
| S78 | 82 | 98 | 0.2 |
| Yarn ID | Denier | Diameter (mm) | Tenacity (gF/Denier) | Strain at Break (%) | Modulus (gF/Denier) | Baseline Resistance (ohm/m) | Bending Length (mm) | |
|---|---|---|---|---|---|---|---|---|
| B6 | value | 13500 | 0.4961 | 1.30 | 2.05 | 96.50 | 6.04 | 68.75 |
| CV | - | 1.16% | 10.08% | 8.19% | 9.11% | 1.25% | 4.95% | |
| B4 | value | 9090 | 0.3960 | 1.78 | 2.41 | 129.37 | 9.08 | 114.25 |
| CV | - | 1.95% | 12.86% | 21.99% | 5.92% | 0.70% | 5.51% | |
| B3 | value | 6840 | 0.3528 | 1.69 | 1.84 | 141.08 | 11.78 | 65.50 |
| CV | - | 2.53% | 7.60% | 5.77% | 2.40% | 1.15% | 6.77% | |
| B2 | value | 4545 | 0.2559 | 1.81 | 1.66 | 154.45 | 18.37 | 61.25 |
| CV | - | 3.16% | 2.09% | 4.05% | 4.56% | 3.62% | 2.05% | |
| B1 | value | 2115 | 0.1488 | 1.90 | 1.23 | 194.42 | 37.50 | 52.75 |
| CV | - | 2.92% | 5.72% | 5.17% | 2.43% | 1.80% | 3.24% | |
| SHC40 | value | 261 | 0.1760 | 5.50 | 22.70 | 43.99 | 184.29 | 56.00 |
| CV | - | 3.76% | 1.82% | 4.57% | 2.00% | 3.86% | 2.92% | |
| SHC12 | value | 549 | 0.2521 | 5.50 | 24.84 | 34.12 | 59.49 | 67.00 |
| CV | - | 1.25% | 2.18% | 2.09% | 2.20% | 3.46% | 5.02% | |
| S235-2 | value | 544.5 | 0.2642 | 5.62 | 25.70 | 43.58 | 64.83 | 55.75 |
| CV | - | 1.74% | 1.64% | 2.72% | 4.27% | 1.05% | 7.8% | |
| S235-4 | value | 1098 | 0.3947 | 5.43 | 27.03 | 32.47 | 35.75 | 56.75 |
| CV | - | 2.46% | 2.21% | 2.14% | 1.63% | 6.43% | 5.82% | |
| S117 | value | 265.5 | 0.1888 | 5.13 | 23.39 | 40.61 | 167.77 | 42.50 |
| CV | - | 2.07% | 2.34% | 6.00% | 1.90% | 4.26% | 3.72% | |
| S44 | value | 48.6 | 0.0548 | 3.90 | 43.81 | 3.05 | 1424.02 | 37.00 |
| CV | - | 5.95% | 3.85% | 1.25% | 14.43% | 3.26% | 3.82% | |
| S78 | value | 88.2 | 0.0667 | 3.56 | 34.69 | 16.83 | 816.30 | 38.50 |
| CV | - | 2.83% | 2.81% | 2.78% | 17.47% | 3.39% | 3.35% | |
| A4 | value | 1318.95 | 0.3395 | 2.9 | 17.13 | 35.11 | 3.57 | 140.25 |
| CV | - | 2.92% | 5.86% | 5.82% | 10.68% | 12.38% | 2.75% | |
| A6 | value | 1490.94 | 0.3561 | 1.55 | 14.37 | 50.78 | 2.53 | 150.00 |
| CV | - | 3.19% | 10.32% | 4.99% | 10.97% | 9.01% | 2.72% | |
| A8 | value | 1845 | 0.3439 | 2.05 | 16.22 | 51.59 | 1.86 | 141.00 |
| CV | - | 1.81% | 6.83% | 7.54% | 10.68% | 10.35% | 4.52% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, Y.; Hart, J.; Suh, M.; Mathur, K.; Yin, R. Electromechanical Characterization of Commercial Conductive Yarns for E-Textiles. Textiles 2023, 3, 294-306. https://doi.org/10.3390/textiles3030020
Chen Y, Hart J, Suh M, Mathur K, Yin R. Electromechanical Characterization of Commercial Conductive Yarns for E-Textiles. Textiles. 2023; 3(3):294-306. https://doi.org/10.3390/textiles3030020
Chicago/Turabian StyleChen, Yu, Jacob Hart, Minyoung Suh, Kavita Mathur, and Rong Yin. 2023. "Electromechanical Characterization of Commercial Conductive Yarns for E-Textiles" Textiles 3, no. 3: 294-306. https://doi.org/10.3390/textiles3030020
APA StyleChen, Y., Hart, J., Suh, M., Mathur, K., & Yin, R. (2023). Electromechanical Characterization of Commercial Conductive Yarns for E-Textiles. Textiles, 3(3), 294-306. https://doi.org/10.3390/textiles3030020