
Fabricating Silver Nanowire–IZO Composite Transparent Conducting Electrodes at Roll-to-Roll Speed for Perovskite Solar Cells

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Solution Preparation for Hybrid TCE
2.3. Characterization
2.4. Gravure Printing
2.5. Photonic Curing
2.6. Hybrid TCE Fabrication
2.7. Bending Test
2.8. MAPbI3 PSC Fabrication and Testing
3. Results and Discussion
3.1. AgNW Morphology
3.1.1. Print Parameters
3.1.2. Solvent Engineering
3.2. Optimized DI Water Concentration for Hybrid TCE Fabrication
3.3. Mechanical Durability of Hybrid TCE
3.4. Compatibility with R2R
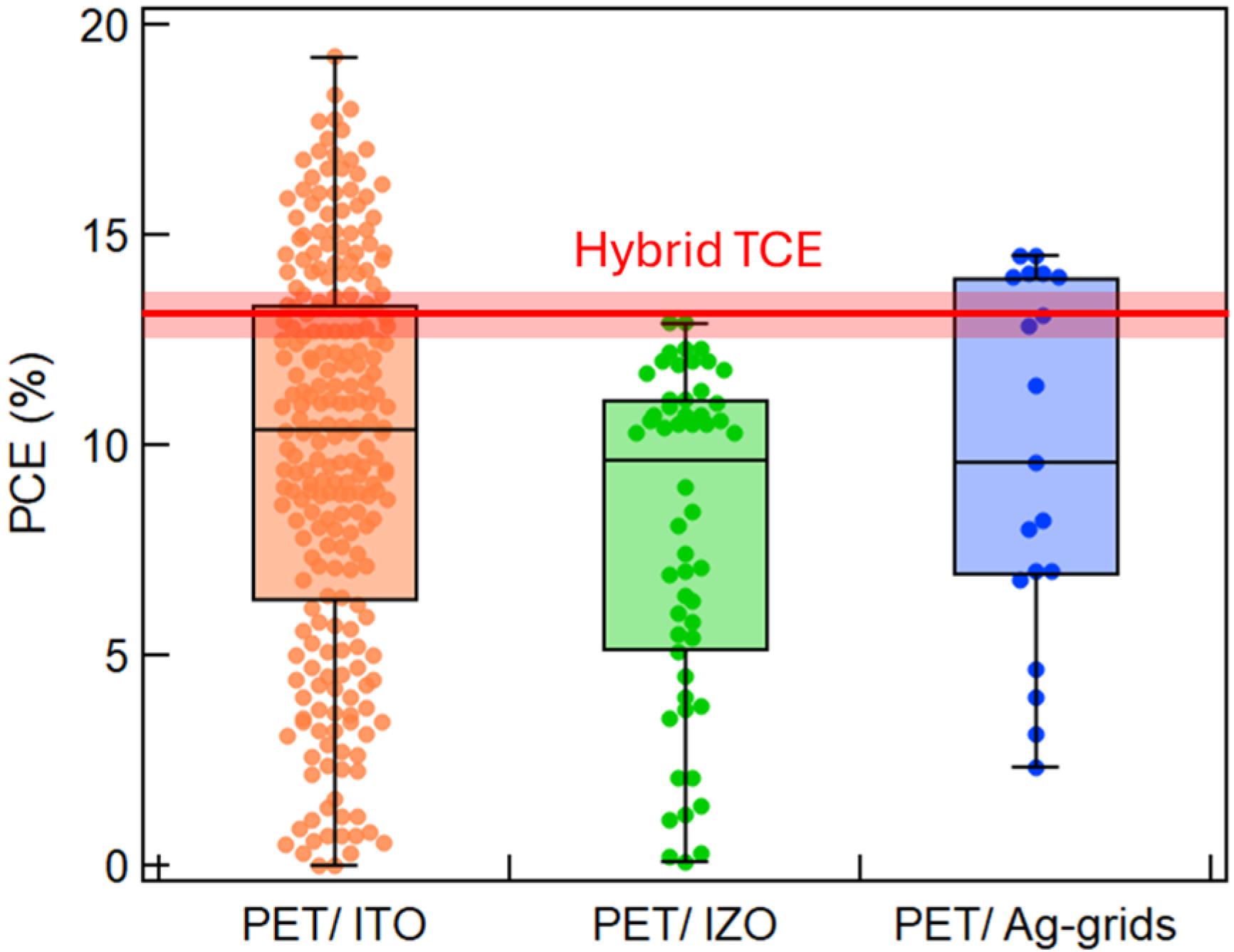
3.5. PSC Device Performance
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ellmer, K. Past Achievements and Future Challenges in the Development of Optically Transparent Electrodes. Nat. Photonics 2012, 6, 809–817. [Google Scholar] [CrossRef]
- Lee, H.B.; Jin, W.-Y.; Ovhal, M.M.; Kumar, N.; Kang, J.-W. Flexible Transparent Conducting Electrodes Based on Metal Meshes for Organic Optoelectronic Device Applications: A Review. J. Mater. Chem. C 2019, 7, 1087–1110. [Google Scholar] [CrossRef]
- Nguyen, V.H.; Papanastasiou, D.T.; Resende, J.; Bardet, L.; Sannicolo, T.; Jiménez, C.; Muñoz-Rojas, D.; Nguyen, N.D.; Bellet, D. Advances in Flexible Metallic Transparent Electrodes. Small 2022, 18, 2106006. [Google Scholar] [CrossRef]
- Piper, R.T.; Xu, W.; Hsu, J.W.P. How Optical and Electrical Properties of ITO Coated Willow Glass Affect Photonic Curing Outcome for Upscaling Perovskite Solar Cell Manufacturing. IEEE J. Photovoltaics 2022, 12, 722–727. [Google Scholar] [CrossRef]
- Azani, M.; Hassanpour, A.; Torres, T. Benefits, Problems, and Solutions of Silver Nanowire Transparent Conductive Electrodes in Indium Tin Oxide (ITO)-Free Flexible Solar Cells. Adv. Energy Mater. 2020, 10, 2002536. [Google Scholar] [CrossRef]
- Weng, Y.; Chen, G.; Zhou, X.; Zhang, Y.; Yan, Q.; Guo, T. Stability Enhancement and Patterning of Silver Nanowire Networks by Conformal TiO2 Coating for Flexible Transparent Conductive Electrodes. J. Mater. Sci. 2023, 58, 17816–17828. [Google Scholar] [CrossRef]
- Li, P.; Ma, X.; Gong, G.; Xu, C.; Zhang, Z. Room-Temperature, Solution-Processed, Robust, Transparent, and Conductive SiO x /AgNW Nanocomposite Coating. ACS Appl. Mater. Interfaces 2024, 16, 43724–43733. [Google Scholar] [CrossRef] [PubMed]
- Gerlein, L.F.; Benavides-Guerrero, J.A.; Cloutier, S.G. Photonic Post-Processing of a Multi-Material Transparent Conductive Electrode Architecture for Optoelectronic Device Integration. RSC Adv. 2024, 14, 4748–4758. [Google Scholar] [CrossRef]
- Liu, W.; Hu, Y.; Chen, Y.; Hu, Z.; Zhou, K.; Min, Z.; Liu, H.; Zhan, L.; Dai, Y. Improvement of Electrical Properties of Silver Nanowires Transparent Conductive by Metal Oxide Nanoparticles Modification. Coatings 2022, 12, 1816. [Google Scholar] [CrossRef]
- Im, H.-G.; Jang, J.; Jeon, Y.; Noh, J.; Jin, J.; Lee, J.-Y.; Bae, B.-S. Flexible Transparent Crystalline-ITO/Ag Nanowire Hybrid Electrode with High Stability for Organic Optoelectronics. ACS Appl. Mater. Interfaces 2020, 12, 56462–56469. [Google Scholar] [CrossRef]
- Yu, S.; Liu, X.; Dong, H.; Wang, X.; Li, L. Flexible High-Performance SnO2/AgNWs Bilayer Transparent Conductors for Flexible Transparent Heater Applications. Ceram. Int. 2021, 47, 20379–20386. [Google Scholar] [CrossRef]
- Piper, R.T.; Xu, W.; Hsu, J.W.P. Silver Nanowire-Indium Zinc Oxide Composite Flexible Transparent Conducting Electrodes Made by Spin-Coating and Photonic Curing. MRS Adv. 2023, 8, 177–182. [Google Scholar] [CrossRef]
- Arulkumar, S.; Senthilkumar, T.; Parthiban, S.; Dharmalingam, G.; Goswami, A.; Alshehri, S.M.; Gawande, M.B. AgNWs-a-TiOx: A Scalable Wire Bar Coated Core–Shell Nanocomposite as Transparent Thin Film Electrode for Flexible Electronics Applications. J. Mater. Sci. Mater. Electron. 2021, 32, 6454–6464. [Google Scholar] [CrossRef]
- Zhang, Y.; Bai, S.; Chen, T.; Yang, H.; Guo, X. Facile Preparation of Flexible and Highly Stable Graphene Oxide-Silver Nanowire Hybrid Transparent Conductive Electrode. Mater. Res. Express 2020, 7, 16413. [Google Scholar] [CrossRef]
- Bonner, J.C.; Piper, R.T.; Bhandari, B.; Allen, C.R.; Bower, C.T.; Ostendorf, M.A.; Davis, M.; Valdez, M.; Lee, M.; Hsu, J.W.P. “Green” Fabrication of High-Performance Transparent Conducting Electrodes by Blade Coating and Photonic Curing on PET for Perovskite Solar Cells. Mater. Sustain. 2024, 1, 1. [Google Scholar] [CrossRef]
- Alsaid, D.A.; Rebrosova, E.; Joyce, M.; Rebros, M.; Atashbar, M.; Bazuin, B. Gravure Printing of ITO Transparent Electrodes for Applications in Flexible Electronics. J. Disp. Technol. 2012, 8, 391–396. [Google Scholar] [CrossRef]
- Scheideler, W.J.; Smith, J.; Deckman, I.; Chung, S.; Arias, A.C.; Subramanian, V. A Robust, Gravure-Printed, Silver Nanowire/Metal Oxide Hybrid Electrode for High-Throughput Patterned Transparent Conductors. J. Mater. Chem. C 2016, 4, 3248–3255. [Google Scholar] [CrossRef]
- EMC. High Speed Inline Roll-to-Roll Module Production. Available online: https://enmatcorp.com/high-speed-inline-roll-to-roll-module-production/ (accessed on 15 May 2024).
- Grau, G.; Cen, J.; Kang, H.; Kitsomboonloha, R.; Scheideler, W.J.; Subramanian, V. Gravure-Printed Electronics: Recent Progress in Tooling Development, Understanding of Printing Physics, and Realization of Printed Devices. Flex. Print. Electron. 2016, 1, 23002. [Google Scholar] [CrossRef]
- Wang, Z.; Han, Y.; Yan, L.; Gong, C.; Kang, J.; Zhang, H.; Sun, X.; Zhang, L.; Lin, J.; Luo, Q.; et al. High Power Conversion Efficiency of 13.61% for 1 Cm 2 Flexible Polymer Solar Cells Based on Patternable and Mass-Producible Gravure-Printed Silver Nanowire Electrodes. Adv. Funct. Mater. 2021, 31, 2007276. [Google Scholar] [CrossRef]
- Huang, Q.; Zhu, Y. Gravure Printing of Water-Based Silver Nanowire Ink on Plastic Substrate for Flexible Electronics. Sci. Rep. 2018, 8, 15167. [Google Scholar] [CrossRef]
- Daunis, T.B.; Schroder, K.A.; Hsu, J.W.P. Photonic Curing of Solution-Deposited ZrO2 Dielectric on PEN: A Path towards High-Throughput Processing of Oxide Electronics. npj Flex. Electron. 2020, 4, 7. [Google Scholar] [CrossRef]
- Schroder, K.A.; Martin, K.M.; Jackson, D.K.; McCool, S.C. Method and Apparatus for Curing Thin Films on Low-Temperature Substrates at High Speeds. U.S. Patent No. 9, 095, 874 B2, 4 August 2014. [Google Scholar]
- Hsu, J.W.P.; Piper, R.T. Photonic Curing for Innovative Fabrication of Flexible Metal Oxide Optoelectronics. J. Phys. D Appl. Phys. 2024, 57, 252001. [Google Scholar] [CrossRef]
- Lee, M.; Piper, R.T.; Bhandari, B.; Hsu, J.W.P. Multiobjective Optimization of Silver-Nanowire Deposition for Flexible Transparent Conducting Electrodes. ACS Appl. Nano Mater. 2023, 6, 17364–17368. [Google Scholar] [CrossRef]
- Sigma, M. Indium Tin Oxide Coated PET. Available online: https://www.sigmaaldrich.com/US/en/product/aldrich/639303 (accessed on 1 June 2023).
- CheapTubes.com. Silver Nanowires 30 nm OD. Available online: https://www.cheaptubes.com/product/silver-nanowires-30nm/ (accessed on 1 June 2023).
- Kim, M.G.; Kanatzidis, M.G.; Facchetti, A.; Marks, T.J. Low-Temperature Fabrication of High-Performance Metal Oxide Thin-Film Electronics via Combustion Processing. Nat. Mater. 2011, 10, 382–388. [Google Scholar] [CrossRef]
- Gunda, M.; Kumar, P.; Katiyar, M. Review of Mechanical Characterization Techniques for Thin Films Used in Flexible Electronics. Crit. Rev. Solid State Mater. Sci. 2017, 42, 129–152. [Google Scholar] [CrossRef]
- Bhandari, B.; Bonner, J.C.; Piper, R.T.; Hsu, J.W.P. Effects of Transparent Conducting Electrodes and Hole Transport Layers on the Performance of MAPbI 3 Solar Cells Fabricated on PET Substrates. Flex. Print. Electron. 2024, 9, 35002. [Google Scholar] [CrossRef]
- Lee, S.H.; Hong, S.; Kim, H.J. Selection of a Suitable Solvent Additive for 2-Methoxyethanol-Based Antisolvent-Free Perovskite Film Fabrication. ACS Appl. Mater. Interfaces 2022, 14, 39132–39140. [Google Scholar] [CrossRef] [PubMed]
- Hernandez-Sosa, G.; Bornemann, N.; Ringle, I.; Agari, M.; Dörsam, E.; Mechau, N.; Lemmer, U. Rheological and Drying Considerations for Uniformly Gravure-Printed Layers: Towards Large-Area Flexible Organic Light-Emitting Diodes. Adv. Funct. Mater. 2013, 23, 3164–3171. [Google Scholar] [CrossRef]
- Huddy, J.E.; Ye, Y.; Scheideler, W.J. Eliminating the Perovskite Solar Cell Manufacturing Bottleneck via High-Speed Flexography. Adv. Mater. Technol. 2022, 7, 2101282. [Google Scholar] [CrossRef]
- Chen, Y.-R.; Hong, C.-C.; Liou, T.-M.; Hwang, K.C.; Guo, T.-F. Roller-Induced Bundling of Long Silver Nanowire Networks for Strong Interfacial Adhesion, Highly Flexible, Transparent Conductive Electrodes. Sci. Rep. 2017, 7, 16662. [Google Scholar] [CrossRef]
- Saffman, P.G.; Taylor, G. The Penetration of a Fluid into a Porous Medium or Hele-Shaw Cell Containing a More Viscous Liquid. Proc. R. Soc. Lond. A Math. Phys. Sci. 1958, 245, 312–329. [Google Scholar]
- Huddy, J.E.; Scheideler, W.J. Engineering Ink Rheology for Boosting Efficiency of Large-Area Flexography-Printed Perovskite Solar Cells. In Proceedings of the 2024 IEEE 52nd Photovoltaic Specialist Conference (PVSC), Seattle, WA, USA, 9–14 June 2024; pp. 483–485. [Google Scholar]
- Jacobsson, T.J.; Hultqvist, A.; García-Fernández, A.; Anand, A.; Al-Ashouri, A.; Hagfeldt, A.; Crovetto, A.; Abate, A.; Ricciardulli, A.G.; Vijayan, A.; et al. An Open-Access Database and Analysis Tool for Perovskite Solar Cells Based on the FAIR Data Principles. Nat. Energy 2021, 7, 107–115. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Metal Oxide Overcoating | Deposition Method | Annealing Method (Temperature) | Substrate | Reference |
|---|---|---|---|---|
| TiO2, SnO2, Al2O3, ZnO | spin coating/sputtering | hot plate (100 °C) | “ceramic substrate” | [9] |
| ITO | spray coating/sputtering | hot plate (250 °C) | resin and glass fiber | [10] |
| SnO2 | spin coating/sputtering | none | PET | [11] |
| TiO2 | spin coating/sputtering | hot plate (130 °C) | PDMS | [6] |
| IZO | spin coating/spin coating | photonic curing (room temperature) | PET | [12] |
| Amorphous TiOx | bar coating | hot plate (100 °C) | glass | [13] |
| Graphene Oxide | Meyer rod | hot plate (110 °C) | PET | [14] |
| SiOx | knife coating or spin coating | vacuum UV irradiation (80 °C) | PET | [7] |
| TiO2 | spin coating | photonic curing (room temperature) | PET | [8] |
| IZO | blade coating | photonic curing (room temperature) | PET | [15] |
| ITO | gravure printing/patterned and etched | Oven (120 °C) | PET | [16] |
| IZO | gravure printing | hot plate (up to 300 °C) or tube furnace (325 °C) | glass and PEN | [17] |
| DI Water Content (%) | Tavg (%) | Rsh (Ω/sq) |
|---|---|---|
| 10 | 89 | 10.3 ± 0.6 |
| 20 | 90 | 12.2 ± 0.2 |
| 30 | 91 | 12.7 ± 0.6 |
| 50 | 95 | 28.7 ± 1.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bonner, J.C.; Bhandari, B.; Vander Stouw, G.J.; Bingi, G.; Schroder, K.A.; Huddy, J.E.; Scheideler, W.J.; Hsu, J.W.P. Fabricating Silver Nanowire–IZO Composite Transparent Conducting Electrodes at Roll-to-Roll Speed for Perovskite Solar Cells. Nanomanufacturing 2025, 5, 5. https://doi.org/10.3390/nanomanufacturing5020005
Bonner JC, Bhandari B, Vander Stouw GJ, Bingi G, Schroder KA, Huddy JE, Scheideler WJ, Hsu JWP. Fabricating Silver Nanowire–IZO Composite Transparent Conducting Electrodes at Roll-to-Roll Speed for Perovskite Solar Cells. Nanomanufacturing. 2025; 5(2):5. https://doi.org/10.3390/nanomanufacturing5020005
Chicago/Turabian StyleBonner, Justin C., Bishal Bhandari, Garrett J. Vander Stouw, Geethanjali Bingi, Kurt A. Schroder, Julia E. Huddy, William J. Scheideler, and Julia W. P. Hsu. 2025. "Fabricating Silver Nanowire–IZO Composite Transparent Conducting Electrodes at Roll-to-Roll Speed for Perovskite Solar Cells" Nanomanufacturing 5, no. 2: 5. https://doi.org/10.3390/nanomanufacturing5020005
APA StyleBonner, J. C., Bhandari, B., Vander Stouw, G. J., Bingi, G., Schroder, K. A., Huddy, J. E., Scheideler, W. J., & Hsu, J. W. P. (2025). Fabricating Silver Nanowire–IZO Composite Transparent Conducting Electrodes at Roll-to-Roll Speed for Perovskite Solar Cells. Nanomanufacturing, 5(2), 5. https://doi.org/10.3390/nanomanufacturing5020005