Abstract
Ta and Nb are considered critical raw materials due to their properties and potential applications in a wide range of sectors. This study deals with Sn-Ta-Nb minerals from the Penouta mine (Orense, Spain), the only active mine in Europe producing tantalum minerals. These minerals are obtained from mining waste accumulated during old mining operations in tailing ponds. The industrial processing flowsheet is based on successive gravimetric stages followed by low intensity magnetic separation to reduce ferromagnetic contaminants. A Sn-Ta-Nb concentrate, with grades between 35–45% Sn and 4–7% Ta2O5 and Nb2O5, is obtained in this stage with plant recoveries around 60–70%, respectively. A chemical-mineralogical characterization by size fractions, XRF and XRD was carried out to implement a size classification stage in the processing plant. The finest fractions, containing higher grades of well-liberated Sn, Ta, and Nb minerals were utilized as the feed for dry high intensity magnetic separation (DHIMS) multifactorial tests, while coarse fractions were regrinded to maximize performance. The favorable results obtained in these tests demonstrate that two products with commercial quality can be obtained: a cassiterite concentrate with grades between 70–78% SnO2 and a tantalite-columbite concentrate with grades ranging between 12 and 14% Ta2O5 and Nb2O5, while also increasing the overall recovery of the plant.
1. Introduction
The modern and competitive economy relies heavily on a range of critical raw materials owing to the risk in securing their supply and their economic importance [1,2]. Among these critical raw materials are Ta and Nb, with significant applications in the technological and aeronautical fields [3]. These elements are mainly contained in minerals such as columbite and tantalite, which come mainly from the mines of Brazil and Central Africa, respectively [2]. These mines are frequently managed by armed groups in conflict areas, so that commercialization of Ta and Nb as well as their forming minerals are regulated to prevent minerals obtained from illegal mines from entering into the supply chain [4]. In order to reduce dependence on imports of Ta and Nb in Europe, it is necessary to increase the investigation of deposits that contain these elements and the processes for their concentration in Europe, within the framework of the circular economy [5].
The Penouta mine (Orense, Galicia) is the only active mine in Europe that produces concentrates of Sn, Ta, and Nb as main products from the exploitation of old tailing ponds and dumps by Strategic Minerals Spain (SMS) [6,7,8]. The industrial processing flowsheet is based on a grinding-classification stage, multiple stages of gravimetric concentration such as a battery of spirals and shaking tables, followed by a low-intensity magnetic separation to reduce ferromagnetic impurities such as iron oxides. A primary concentrate of Sn-Ta-Nb is obtained as a product, with grades between 35–45% Sn and 4–7% Ta2O5 and Nb2O5, and plant recoveries around 60–70%, respectively.
This study aims to identify the chemical-mineralogical characterization by size fractions of the Sn, Ta, and Nb primary concentrate to study the feasibility of continuing their mineral processing by carrying out operations such as classification by circular vibrating screen and dry high-intensity magnetic separation (DHIMS) multifactorial tests. The objective is to explore the possibility of obtaining independent concentrates of Sn and Ta-Nb that could be commercially more competitive, thus contributing to increased grades and the overall mineral recovery at the industrial plant of the Penouta mine.
2. Material and Methods
A representative sample of the Sn-Ta-Nb primary concentrate from the Penouta mine was taken to carry out these tests, characterizing chemically and mineralogically by size fraction through sieving and X-ray fluorescence (XRF) using a Bruker 4 kW set up in the ALS laboratory of the Penouta mine. Three size fractions were obtained, >150, 150/90, and <90 µm. Fractions 150/90 and <90 µm were used for the DHIMS multifactorial assays. The fraction >150 µm was regrinded in order to achieve maximum yields of Sn, Ta, and Nb.
DHIMS multifactorial tests were developed using a Felemamg laboratory-scale induced rotor high intensity magnetic separator (Figure 1) at Felemamg facilities in Gijón, Spain.

Figure 1.
Induced rotor high intensity magnetic separator. Felemamg facilities in Gijón, Asturias, Spain.
Table 1 shows the operational variables studied by size fractions for the DHIMS tests. The intensity of the magnetic field was varied, changing the intensity (A) of the electric field, where the maximum intensity is 21,000 G. Subsequently, the non-magnetic products resulting from all the tests were reprocessed again with the DHIMS in order to simulate industrial equipment with two induced rotors. A first test with a wide granulometry (150/0 µm, test 1 showed in Table 1) was carried out; five tests were conducted with the 150/90 µm fraction (tests 2–6) and another five tests with the <90 µm fraction (tests 7–11). Each product obtained, magnetic and non-magnetic, was analyzed by XRF to determine the grades and yields for the mineral species of interest, thus evaluating the feasibility of implementing a high-intensity magnetic separator on an industrial scale in the Penouta mine. The phase compositions were characterized by X-ray diffraction analysis (XRD) using a Siemens D5000 (Siemens, Berlin, Germany) apparatus and quantified by the Rietveld method on the tantalite-columbite concentrate <90 µm obtained, in order to identify mineral phases that could be responsible for decreasing grades of Ta and Nb, and then to study the possibility of continuing its processing.

Table 1.
DHIMS assays configuration. Due to SMS data protection, they are considered qualitatively.
Afterwards, representative samples of the fraction >150 µm of the primary concentrate were prepared to carry out the regrinding tests in a 0.18 m diameter mill, 4.5 L capacity, charged with 7 kg of balls, resulting in 20.74% filling of balls (156 balls of 19.06 mm and 42 balls of 29.72 mm); 1020 g of mineral for 9.3% mineral filling and 75% critical speed (80.23 rpm). Subsequently, the grinded products were chemically and mineralogically analyzed by size fraction after five different milling times: 0.5, 2.5, 5, 10, and 15 min, throughout sieving and XRF analysis, respectively. Finally, the evolution of the percentage passing through the 100 µm mesh was studied with respect to time, as this is the liberation size of tantalite [9,10,11], as well as the distribution of the minerals of interest.
3. Results and Discussion
3.1. Characterization and Classification of the Sn, Ta, and Nb Primary Concentrate
The results obtained from the assay by size study, as well as the metallic distribution of the elements of interest for the Sn, Ta, and Nb primary concentrate, are reported in Table 2.
Table 2.
Assay by size of Sn, Ta, and Nb primary concentrate from the Penouta mine.
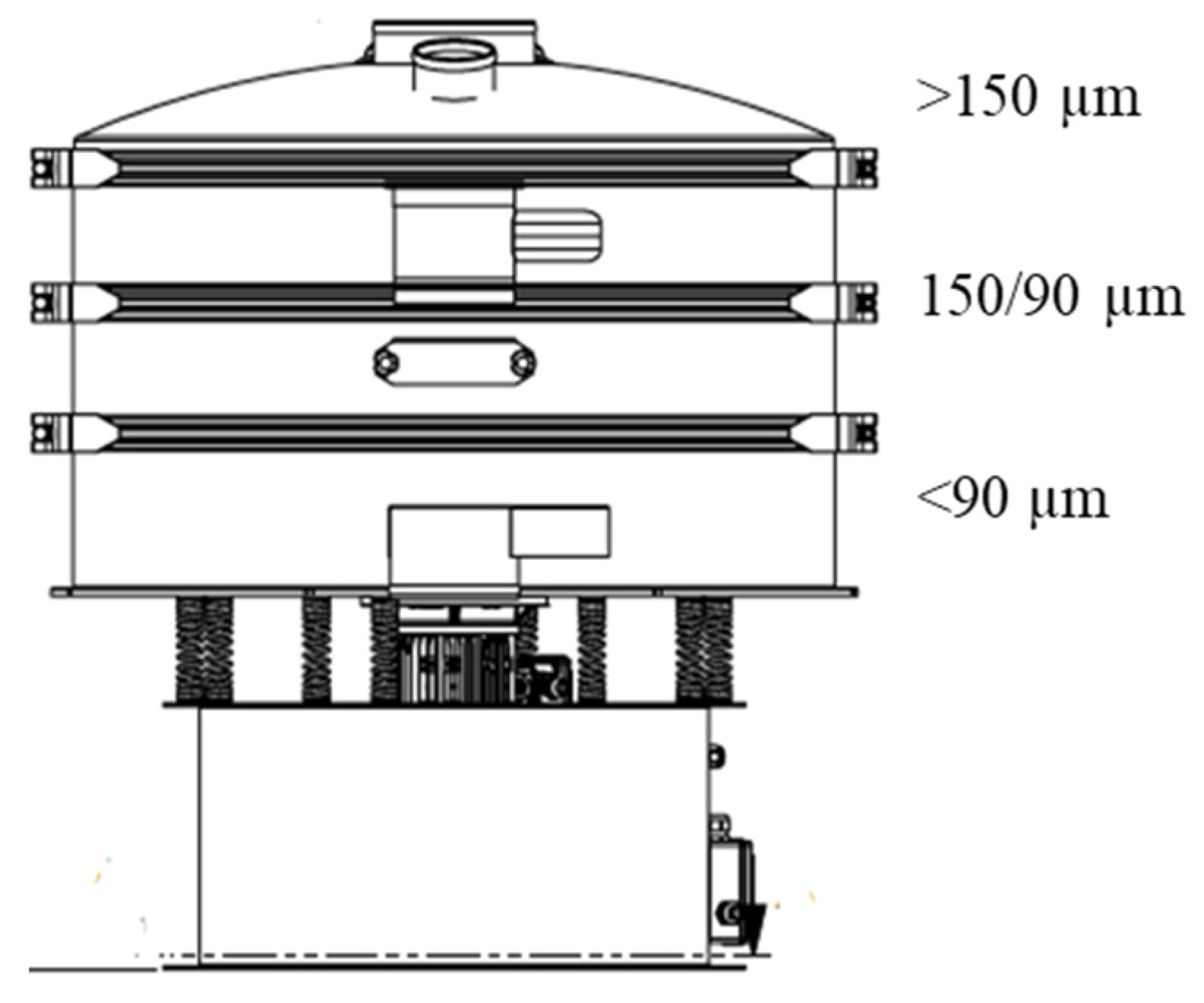
This primary concentrate shows a D80 of 99 µm. The calculated feed grades were 33.75% Sn, 5.24% Ta and 4.64% Nb, with significant MnO, Fe2O3, and SiO2 contents. It can be noted that Sn, Ta, and Nb contents increase with decreasing particle size, so that the highest concentration of these metals are found below 106 µm; on the contrary, MnO, Fe2O3, SiO2, and MgO are commonly concentrated in coarser fractions, according to the findings of [10,11]. In order to try to remove these impurities as much as possible from the coarser fractions prior to carrying out the magnetic separation tests, a vibrating circular sieve was used, throughout 150 and 90 µm meshes (Figure 2), thus obtaining three size fractions: >150, 150/90, and <90 µm. The two finest factions (150/90 and <90 µm) would be used as the feed for the DHIMS multifactorial tests, while the fraction >150 µm would be regrinded.
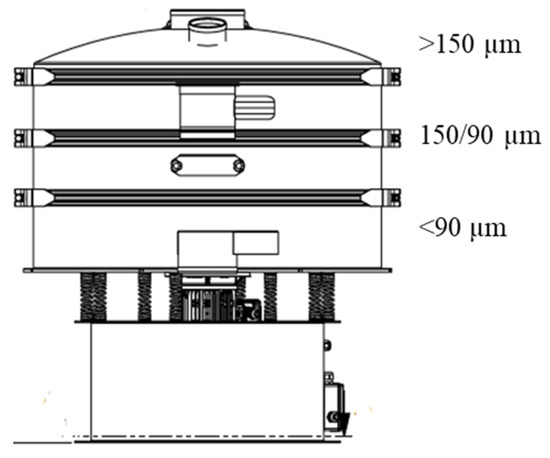
Figure 2.
Scheme of the vibrating circular sieve used to obtain three size fractions: >150, 150/90, and <90 µm.
3.2. Results of Laboratory Scale DHIMS Multifactorial Tests
3.2.1. Grades and Recoveries of the New Concentrates Obtained
The fractions 150/90 and <90 µm obtained in the previous classification stage were selected for the DHIMS multifactorial tests. Two products were obtained after DHIMS performance: a magnetic concentrate of columbite–tantalite and a non-magnetic concentrate of cassiterite. Grades and recoveries are reported in Table 3 and Table 4, respectively, for each of the fractions and variables considered in Table 1.
Table 3.
Columbite–tantalite concentrate yields resulting from DHIMS tests. G: grades and R: recovery.
Table 4.
Cassiterite concentrate yields resulting from DHIMS tests. G: grades and R: recovery.
Table 3 shows that the best grades of Ta2O5 and Nb2O5 in the columbite–tantalite concentrate were obtained with test #6 for the 150/90 µm fraction, reaching grades of 11.71% Ta2O5 and 12.21% Nb2O5, while test #7 was the best configuration for the <90 µm fraction, overtaking grades of 13.66% Ta2O5 and 13.21% Nb2O5. Specifically, test #7 showed a better Ta2O5 grade than test #1, which was carried out with a wider size 150/0 µm.
Table 3 also shows that the best recoveries for the 150/90 µm fraction resulted from #6, with 70.11% and 91.88% of Ta2O5 and Nb2O5, respectively. In contrast, #10, with recoveries of 76.34% and 94.08% of Ta2O5 and Nb2O5, respectively, was the best configuration for the <90 µm fraction. Such results are in accordance with the liberation size below 100 µm reported for the columbite–tantalite [9,10,11], thus demonstrating the influence of the size particle on the increase of the grades and the recoveries of the species. Furthermore, the fact of a higher content of SiO2, Fe2O3, and MnO in the columbite–tantalite concentrate in coarser granulometry stands out [12].
Regarding the non-magnetic cassiterite concentrate, the best grades and recoveries of SnO2 were obtained in #6 and #8 tests, for the 150/90 and <90 µm fractions, respectively, reaching grades of 78.23% and 77.34% SnO2 and recoveries of 94.39% and 95.57% SnO2, respectively (Table 4). Therefore, test #6 is considered the optimal configuration for the 150/90 µm fraction, since it shows the best results for both grades and recoveries of SnO2 and Ta2O5. Whereas, the fraction <90 µm through the configuration of #7 shows the best results to favor the increase of Ta2O5 and Nb2O5 grades and one of the best for SnO2.
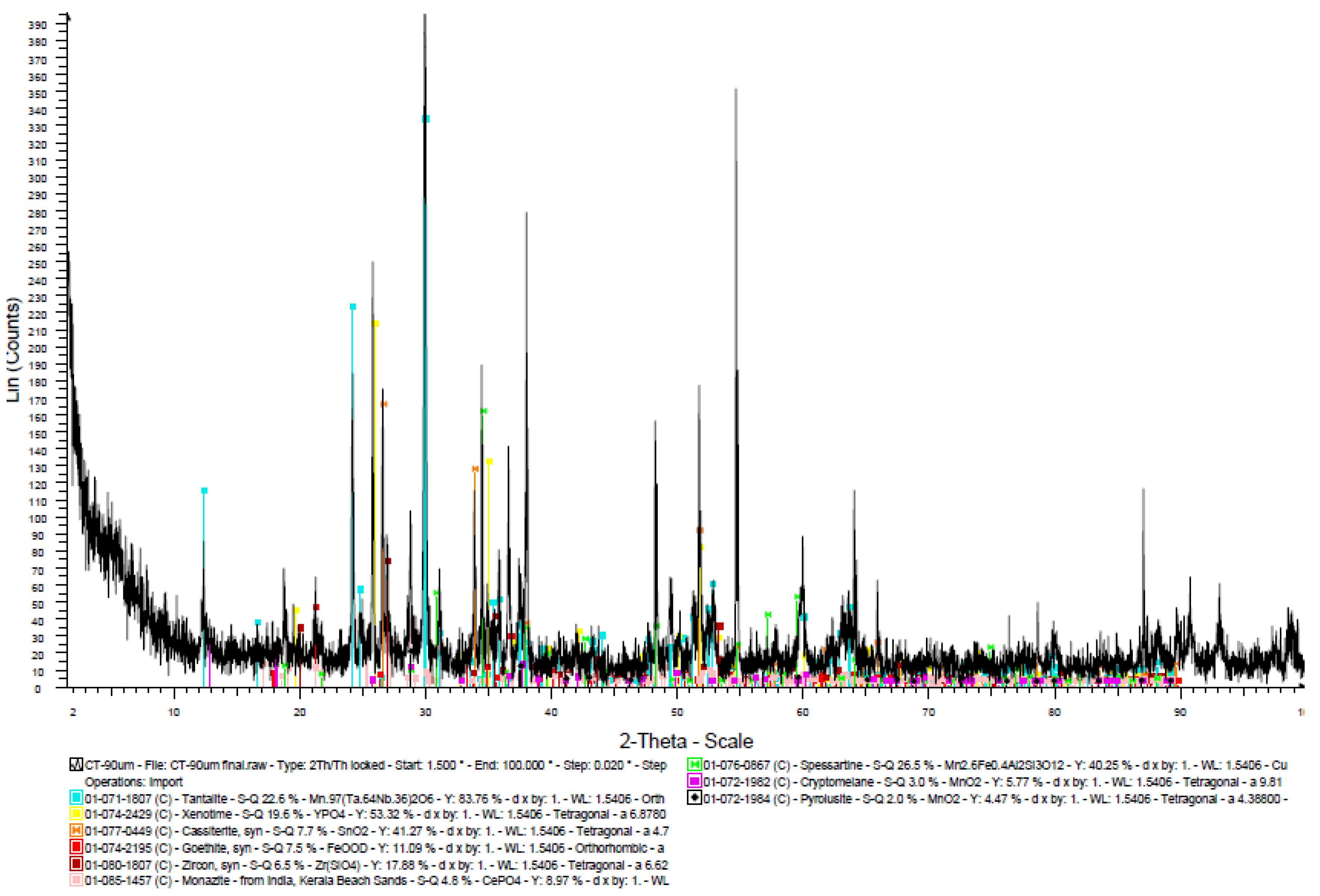
The XRD pattern of the columbite–tantalite concentrate <90 µm (Figure 3) shows the presence of minerals such as xenotime, cassiterite, aluminum silicates of Mn, goethite, and zircon as main impurities associated with the predominant columbite–tantalite (Mn) [12]. These results complement the information obtained by XRF (Table 3), confirming that elements such as Mn and Fe are intrinsically associated with the mineralogy of columbite–tantalite, indeed. Consequently, their physical separation is impossible.
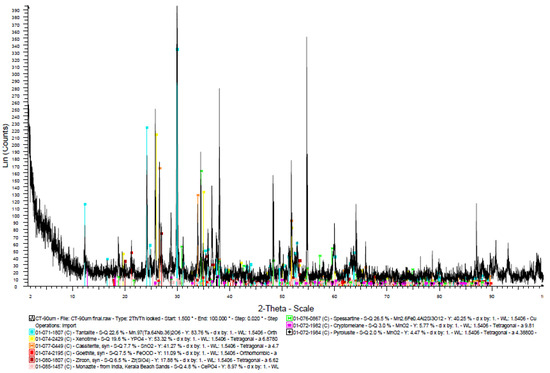
Figure 3.
XRD pattern of the columbite–tantalite concentrate sample <90 µm.
3.2.2. Influence of Operational Parameters in DHIMS Tests
According to the results shown in Table 3 and Table 4, a higher roller speed seems to favor greater recoveries, not only for the cassiterite in the non-magnetic product, but also for columbite–tantalite in the paramagnetic product obtaining good grades, as a better separation of the streams occurs, which allows the adjustment of the split in order to increase the cassiterite grades in the non-magnetic product and recovery of tantalite in the magnetic product.
Regarding the intensity of the magnetic field, as the particle size is smaller, a greater intensity is necessary than with a coarser granulometry for the same roller speed. Likewise, the results suggest that a finer particle size favors both grades and the recovery of Ta2O5 and SnO2.
In summary, when the feed is classified in two fractions, the selectivity of the operation increases, obtaining better results than for larger size fractions such as 150/0 µm.
3.3. Regrinding of >150 µm Fraction
The assay by size of the resulting products passing the 100 µm mesh, after regrinding of the >150 µm fraction for each grinding time (0.5, 2.5, 5, 10, and 15 min) are shown in Table 5.
Table 5.
Evolution of the P80 with respect to time and assay by size results on the regrinded >150 µm fraction.
Table 5 shows that as grinding time increases, the amount of milled material passing through the 100 µm mesh increases. The P80 with respect to time highlights the little difference between 10 to 15 min, suggesting the optimum time as 10 min for grinding to avoid regrinding of fines and loss of energy efficiency. Furthermore, the distribution of the metal content in the species of interest of the milled product passing through the 100 µm mesh after the milling time shows an increase, reaching a higher liberation of at least 50% in the species of interest such as Sn, Ta, and Nb after 10 min.
4. Conclusions
From the present research it is concluded that by implementing a size classification, better grades and recoveries of Sn, Ta, and Nb are obtained when performing DHIMS instead of using a wide granulometric interval (150/0 µm), since selectivity increases during operation. Consequently, a circular vibrating screen was implemented to generate three size fractions. The finest fractions (150/90 and <90 µm) were used as the feed of DHIMS multifactorial tests; the coarsest fraction (>150 µm) was regrinded in a closed-circuit ball mill installed at the Penouta mine plant.
The multifactorial DHIMS tests on the Sn, Ta and Nb primary concentrate generated two new products: a magnetic columbite–tantalite concentrate and a non-magnetic cassiterite concentrate with better grades, being therefore rather commercially competitive, thus leading to better profitability and feasibility for the Penouta mine project. The results for these tests suggest that a finer particle size favors both the grade and the recovery of Ta2O5, Nb2O5, and SnO2; hence, it is key to control the grinding-classification circuit; maintain the D80 of the primary concentrate and a better liberation of the mineral species of interest, in order to reproduce the results obtained in this investigation.
This work proposes conducting electrostatic separation multifactorial tests to cut down on minerals such as zircon, monazite, and xenotime and to purify the paramagnetic and non-magnetic concentrates obtained, as well as passing the columbite–tantalite concentrate thorough the DHIMS to increase the grades of Ta2O5 and Nb2O5. Regarding the regrinding tests on the fraction >150 µm, the optimum time was 10 min to obtain a well-liberated matter for the mineral species of interest: Sn, Ta, and Nb.
Author Contributions
Conceptualization and experiments, J.N.; methodology, J.N.; formal analysis, J.N. and T.L.; investigation, J.N.; data curation, J.N.; writing—original draft preparation, J.N.; writing—review and editing, J.N., T.L., and J.M.-A.; supervision, T.L. and J.M.-A. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the Oviedo Siembra Talento Industrial Ph.D. grant from the Council of Oviedo, in coordination with the University of Oviedo.
Institutional Review Board Statement
Not applicable.
Informed Consent Statement
Not applicable.
Acknowledgments
The authors thank Strategic Minerals Spain, S.L., for access to concentrates and Felemamg for the use of its facilities and equipment to conduct the tests.
Conflicts of Interest
The authors declare no conflict of interest.
References
- European Commission. Study on the Review of the List of Critical Raw Materials—Critical Raw Materials Factsheets; European Commission: Brussels, Belgium, 2017. [Google Scholar] [CrossRef]
- European Commission. Citical Raw Materials Resilience; Charting a Path toward Greater Security and Sustainability; COM(2020)474 final; European Commission: Brussels, Belgium, 2020. [Google Scholar] [CrossRef]
- Roskill. Tantalum. Retrieved March 19, 2020, from Outlook to 2029, 15th Edition. 2020. Available online: https://roskill.com/market-report/tantalum/ (accessed on 1 October 2020).
- Regulation (EU) 2017/821 of the European Parliament and of the Council, 19 Official Journal of the European Union. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=OJ:L:2017:130:TOC (accessed on 18 September 2020).
- European Commission. European Commission, Report on Critical Raw Materials and the Circular Economy; Gislev, M., Groho, M., Eds.; European Commission: Brussels, Belgium, 2018. [Google Scholar] [CrossRef]
- García Polonio, F. El Interés Económico y Estratégico del Aprovechamiento de Metales Raros y Minerales Industriales Asociados, en el Marco Actuaal de la Minería Sostenible: La Mina de Penouta (Orense, España); Universidad Politécnica de Madrid: Madrid, Spain, 2015; Available online: http://oa.upm.es/42895/ (accessed on 11 September 2020).
- Llorens González, T.; Mateos Aquilino, V.; García Polonio, F. La mina de Penouta, minería sostenible para el abastecimiento de Ta & Nb en Europa. Recur. Miner. Crít. Semin. Soc. Esp. Mineral. 2019, 12. Available online: http://www.ehu.eus/sem/revista/seminarios_m.htm (accessed on 20 February 2019).
- Blengini, G.; Mathieux, F.; Mancini, L.; Nyberg, M.; Viegas, H. Recovery of Critical and Other Raw Materials from Mining Waste and Landfills: State of Play on Existing Practices; Publications Office of the European Union: Luxembourg, 2019. [Google Scholar] [CrossRef]
- Llorens González, T.; García Polonio, F.; López Moro, F.J.; Fernández Fernández, A.; Sanz Contreras, J.L.; Moro Benito, M.C. Tin-tantalum-niobium mineralization in the Penouta deposit (NW Spain): Textural features and mineral chemistry to unravel the genesis and evolution of cassiterite and columbite group minerals in a peraluminous system. Ore Geol. Rev. 2017, 81, 79–95. [Google Scholar] [CrossRef]
- Ghorbani, Y.; Fitzpatrick, R.; Kinchington, M.; Rollinson, G.; Hegarty, P. A process mineralogy approach to gravity concentration of tantalum bearing minerals. Minerals 2017, 7, 194. [Google Scholar] [CrossRef]
- Alfonso, P.; Hamid, S.A.; Garcia-Valles, M.; Llorens, T.; López Moro, F.J.; Tomasa, O.; Calvo, D.; Guasch, E.; Anticoi, H.; Oliva, J.; et al. Textural and mineral-chemistry constraints on columbite-group minerals in the Penouta deposit: Evidence from magmatic and fluid-related processes. Mineral. Mag. 2018, 82 (Suppl. 1), S199–S222. [Google Scholar] [CrossRef]
- López-Moro, F.J.; García Polonio, F.; Llorens González, T.; Sanz Contreras, J.L.; Fernández Fernández, A.; Moro Benito, M.C. Ta and Sn concentration by muscovite fractionation and degassing in a lens-like granite body: The case study of the Penouta rare-metal albite granite (NW Spain). Ore Geol. Rev. 2017, 82, 10–30. [Google Scholar] [CrossRef]

Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).