
Implementation of Cored Wire Treatment Technology in Nodular Cast Iron Foundries †

Abstract
1. Introduction
2. Materials and Methods
2.1. Classic Tundish (Open Ladle) Treatment for Nodular Cast Iron
- ○
- Preparation: A specific amount of FeSiMg alloy is placed at the bottom of the ladle, often in a pocket or chamber designed to partially enclose the alloy and direct the reaction gases.
- ○
- Pouring the Metal: The molten base iron is poured into the ladle, where it comes into contact with the FeSiMg. The violent reaction between magnesium and elements such as sulfur and oxygen causes significant fuming and spattering. The magnesium acts as the nodulizing agent, promoting the formation of spheroidal graphite.
- ○
- Covering: To minimize the loss of magnesium from oxidation and ensure a more stable reaction, the ladle is often partially covered with steel plates or refractory material. However, the process still exposes the reaction to the atmosphere to some extent, which can lead to inconsistent results.
- ○
- Slag Removal and Inoculation: After the reaction is complete, slag and reaction residues are removed from the surface of the molten metal. Inoculants are often added afterward to refine the graphite structure and control solidification.
- ⮚
- High magnesium loss due to oxidation.
- ⮚
- Fuming and spattering, which can pose safety hazards for operators.
- ⮚
- Limited process control, leading to variability in quality.
- ⮚
- A lower yield of nodulizing agents, requiring excess additions.
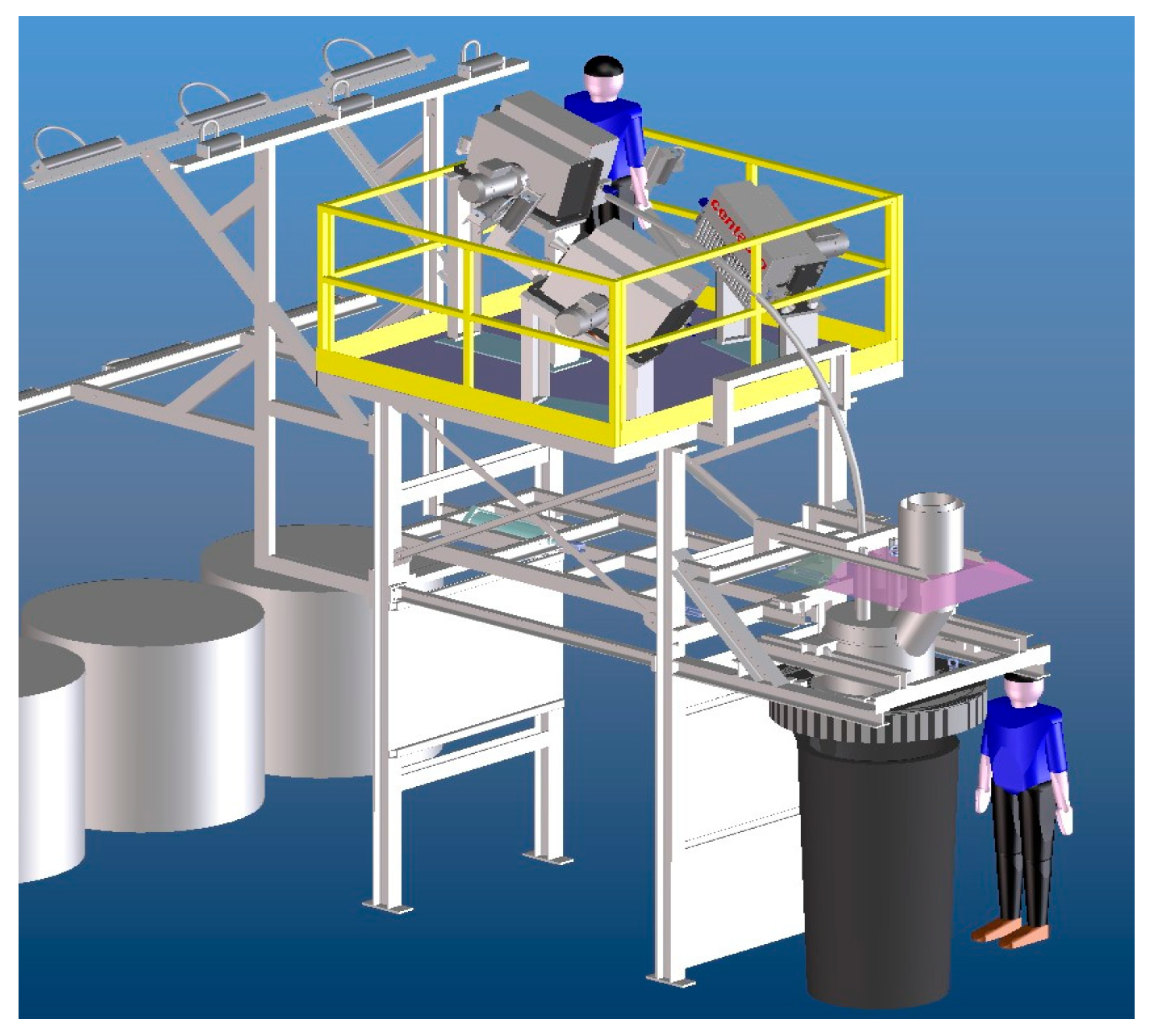
2.2. Cored Wire Treatment Technology with FeSiMg
- ○
- Cored Wire Composition: The wire is made by tightly packing powdered or granular FeSiMg inside a mild steel tube, which is then coiled for easy handling and feeding.
- ○
- Injection into the Ladle: The cored wire is fed into the bottom of a ladle filled with molten iron using a wire-feeding machine. The wire is injected at a controlled speed and depth, allowing the nodulizing alloy to react within the molten metal under a protective slag layer or inert environment.
- ○
- In Situ Reaction: As the wire melts, the FeSiMg reacts with the sulfur and oxygen in the iron, similar to the classic method, but the reaction occurs subsurface, minimizing exposure to air.
- ○
- Post-Treatment Inoculation: Additional inoculants can also be introduced via cored wire, ensuring a fully integrated treatment.
- ⮚
- Precise and repeatable control of magnesium addition.
- ⮚
- A higher yield of FeSiMg due to reduced oxidation losses.
- ⮚
- Improved safety by eliminating surface reactions and fuming.
- ⮚
- Cleaner metal with lower slag and fewer inclusions.
- ⮚
- The potential for automation and process optimization.
3. Results
- -
- Mg—6.9%, Si—43%, Ca—1.01%, and rare earths—0.96 %, 2–15 mm grain size.
- -
- Mg—25.3%, Si—45.7%, Ca—4.92%, and rare earths—0.96 %,13 mm diameter of the wire.
Comparison: Classic Tundish vs. Cored Wire Treatment Technology
4. Discussion
4.1. Magnesium Content (Mg%)
- Tundish—Ladle 1 (0.039%) and Tundish—Ladle 2 (0.033%) exhibit relatively low Mg contents, which is typical for conventional treatments. However, Tundish—Ladle 3 (0.356%) shows a significantly higher Mg content. This may suggest an improvement in the ladle’s ability to maintain the Mg concentration during the transfer process, potentially due to a more optimized process flow or temperature control.
- The cored wire ladle treatments show Mg levels ranging from 0.046% to 0.051%. These values are consistently higher than those for the tundish ladle process. The increased Mg content in the cored wire treatments is likely due to the more controlled addition of magnesium through the cored wire, which provides a more localized and efficient method for alloying.
4.2. Tensile Strength
- Tundish—Ladle 1 (432 MPa), Tundish—Ladle 2 (458 MPa), and Tundish—Ladle 3 (428 MPa) show lower tensile strengths when compared to the cored-wire-treated samples, which range from 495 MPa to 488 MPa.
- The cored wire ladle treatments consistently show improvements in tensile strength, likely due to the more homogeneous and refined microstructure promoted by the increased and more controlled Mg addition. This results in stronger nodules that improve the overall mechanical properties of the cast iron.
4.3. Elongation
- The elongation values for the tundish ladle samples are relatively low, ranging from 5.4% to 9.6%. In contrast, the cored wire ladle treatments show markedly higher elongation values, ranging from 19.4% to 20.9%.
- This improvement is likely linked to the finer, more uniform distribution of graphite nodules formed by the cored wire process, which promotes better ductility and a more balanced microstructure.
4.4. Brinell Hardness
- Tundish—Ladle 1 (143 HB), Tundish—Ladle 2 (139 HB), and Tundish—Ladle 3 (135 HB) exhibit relatively lower hardness values, which can be attributed to the coarser graphite structure typically produced by this treatment method.
- The cored wire ladle samples show similar hardness values, ranging from 136 HB to 144 HB, which can be explained by the finer graphite nodules and more refined matrix created by the cored wire process. This more refined microstructure contributes to a greater resistance to wear and improves overall hardness.
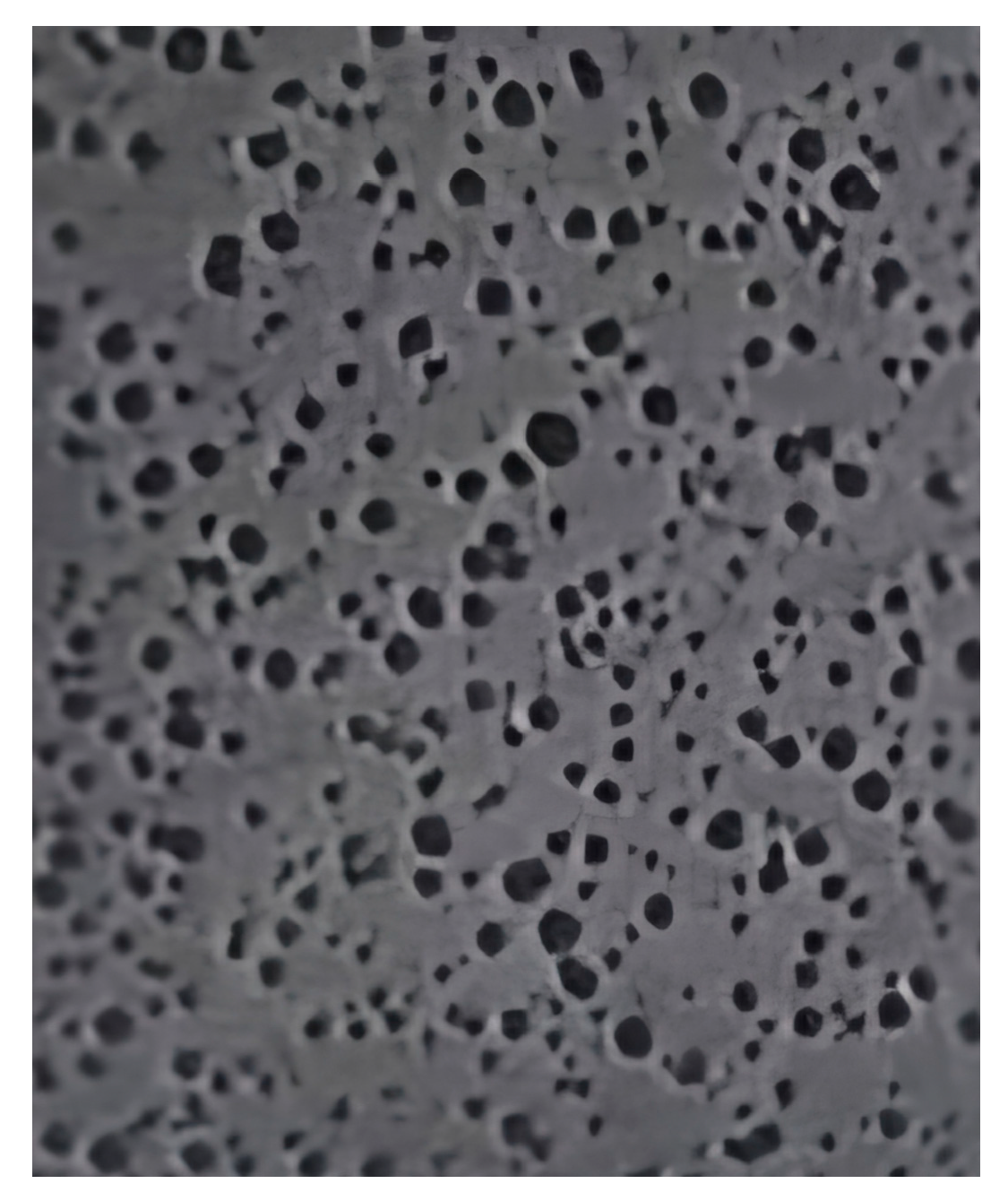
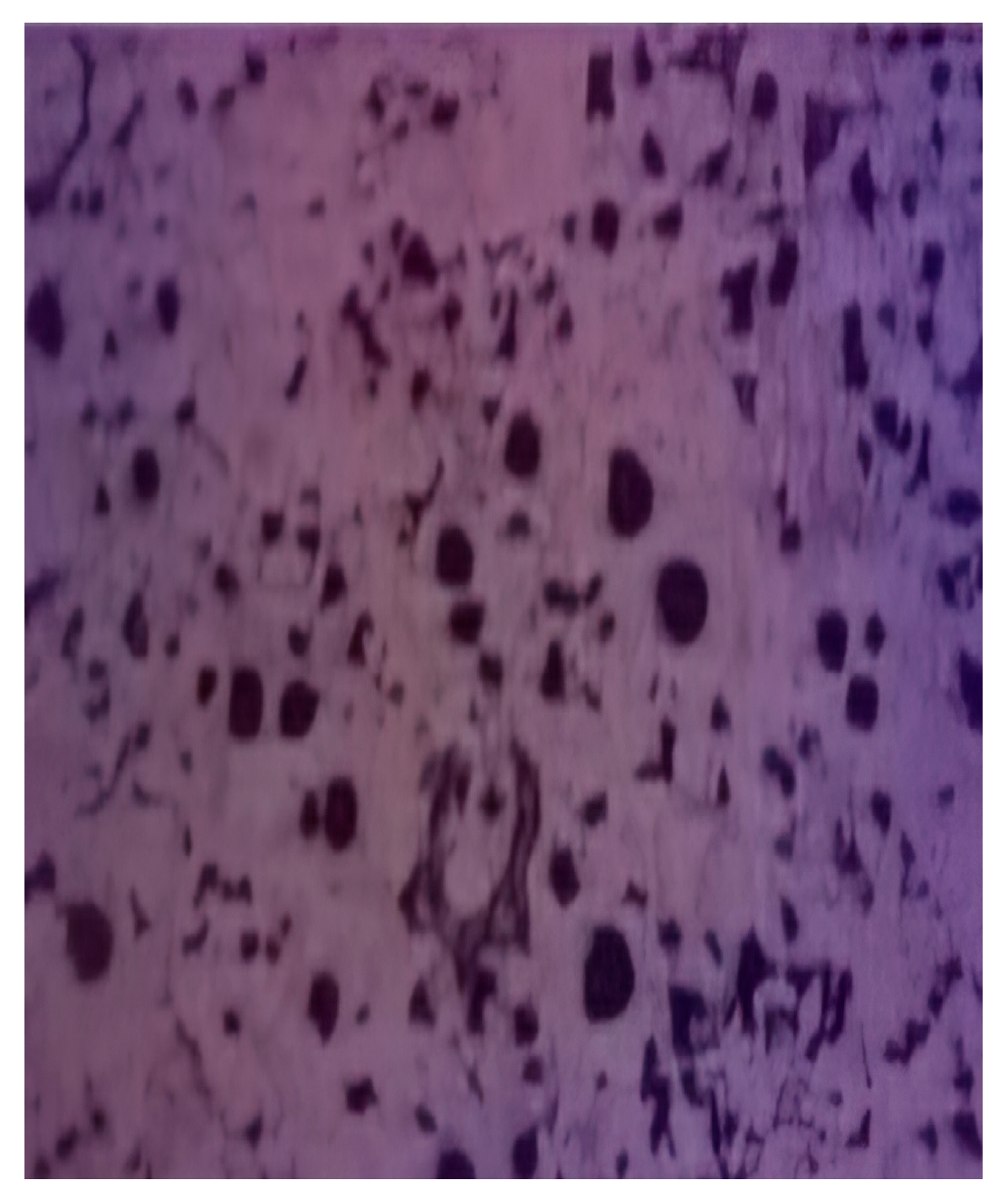
4.5. Graphite Morphology
4.6. Metal Base
- ⮚
- Enhanced Magnesium Control and Efficiency
- ⮚
- Superior Mechanical Properties: Tensile Strength and Elongation
- ⮚
- Brinell Hardness and Wear Resistance
- ⮚
- Graphite Morphology: Size, Shape, and Distribution
- ⮚
- Cost-Effectiveness and Process Efficiency
- ⮚
- Reduced Silicon Addition and Carbon Retention Leading to Lower Scrap Generation
- ⮚
- Recommendations for Future Research
- Optimizing the wire composition: The current study used FeSiMg with 25.3% Mg, but exploring different alloying combinations, including varying the amounts of rare earth elements, could lead to even more efficient processes.
- Temperature and process control: The effects of variations in ladle temperature and pouring time on the performance of the cored wire treatment should be further explored to ensure optimal conditions for each batch.
- Long-term performance studies: More long-term, real-world testing is needed to assess how cored-wire-treated nodular cast iron performs under various service conditions, such as high stress, temperature fluctuations, and wear.
- Automation and process scaling: Investigating the scalability of the cored wire method for large-scale industrial applications and its integration with automated systems would further enhance its competitiveness in the industry.
- ⮚
- Final Remarks
5. Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Baxter, R.G.; Williams, D.E. The Tundish in Metallurgy. Metall. Rev. 1999, 44, 23–45. [Google Scholar]
- Miller, H.G. Tundish and Casting Technology. In Advanced Iron and Steelmaking, 2nd ed.; Roberts, P., Ed.; McGraw-Hill: New York, NY, USA, 2005; Volume 3, pp. 112–158. [Google Scholar]
- Simmons, P.A.; Green, J.M. Fundamentals of Tundish Operations, 3rd ed.; Springer: Berlin, Germany, 2012; pp. 213–265. [Google Scholar]
- Morris, F.J. Principles of Cored Wire Application in Cast Iron Production. J. Mater. Sci. 2007, 42, 75–84. [Google Scholar]
- Davies, R.H. (University of Cambridge, Cambridge, UK); Stone, C.G. (Institute of Metallurgy, London, UK). Personal communication, 2014.
- Patel, M.; Zhang, L.; Grunwald, S.A. Cored Wire Injection for Nodular Cast Iron Production. In Proceedings of the 10th International Conference on Metallurgical Engineering, San Francisco, CA, USA, 15–18 July 2013. [Google Scholar]
- Robinson, A.E. The Application of Cored Wire in Foundries. Ph.D. Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 2009. [Google Scholar]
- Ferrostaal GmbH. Tundish and Ladle Technology for Steel Casting. Available online: http://www.ferrostaal.com (accessed on 21 March 2023).
- Bagnoli, F.; Bellini, R.; Vassallo, C. Modern Techniques in Tundish Metallurgy. Steel World J. 2016, 25, 9–15. [Google Scholar]
- Sun, W.; Wang, J.; Chen, Z. Advanced Casting Processes for Nodular Cast Iron, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 135–182. [Google Scholar]
- Kim, Y.; Choi, J.S.; Lee, H. Effect of Cored Wire Treatment on the Mechanical Properties of Nodular Cast Iron. In Cast Iron Engineering Handbook; Blackstone, L., Ed.; Wiley: Hoboken, NJ, USA, 2011; Volume 2, pp. 113–144. [Google Scholar]
- Weiner, S.; Sabo, M. Tundish Refining for Clean Steel Production. Metall. Sci. Technol. 2005, 13, 82–98. [Google Scholar]
- Jones, D.H.; Robertson, R. Metallurgical Process Design for Nodular Iron Castings, 3rd ed.; Springer: New York, NY, USA, 2012; pp. 60–98. [Google Scholar]
- Fisher, W.J.; O’Brien, M.G.; Hardcastle, R. Optimization of Magnesium Addition in Nodular Cast Iron Using Cored Wire. J. Iron Steel Res. 2014, 22, 27–33. [Google Scholar]
- Chavez, M.; Soderlund, K. Foundry Technology for Modern Metallurgical Processes, 1st ed.; Butterworth-Heinemann: Oxford, UK, 2009; pp. 90–134. [Google Scholar]
- Yuan, X.; Liu, J.; Li, X. Modeling of Cored Wire Injection in Liquid Iron. In Proceedings of the 9th International Symposium on Metallurgical and Materials Engineering, Paris, France, 10–13 September 2015. [Google Scholar]
- Cahill, M.P.; Mitchell, C.B. The Effects of Magnesium on Graphite Structure in Nodular Cast Iron. J. Mater. Sci. Technol. 2010, 26, 245–252. [Google Scholar]
- Silva, P.A.; Oliveira, M.R. Cored Wire Injection in Steelmaking: A Review of Recent Developments. In Recent Advances in Steelmaking and Foundry Science, 3rd ed.; Zhang, F., Ed.; Elsevier: London, UK, 2017; pp. 88–122. [Google Scholar]
- Harrison, D.A.; Lee, S.G. The Impact of Inoculation in Nodular Cast Iron Production. J. Foundry Sci. 2012, 39, 55–70. [Google Scholar]
- Jiang, X.; Zhao, Y.; Wang, L. Casting Processes: Tundish and Wire Injection, 2nd ed.; CRC Press: Boca Raton, FL, USA, 2016; pp. 45–75. [Google Scholar]
- Martin, B.; Sanders, T.A. The Role of Cored Wire in the Production of High-Strength Nodular Cast Iron. In Metallurgical Advances in Cast Iron Production, 1st ed.; Thomas, G., Ed.; Cambridge University Press: Cambridge, UK, 2013; Volume 4, pp. 178–205. [Google Scholar]
- Marchev, K.; Petrov, K.; Sofronov, Y.; Dimitrova, R.; Nikolov, A.; Lyutov, G.; Angelov, M.; Milchev, R. Prediction of defects in gravity casting by simulation modeling. AIP Conf. Proc. 2025, 3274, 070008. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Tundish—Ladle 1 | Tundish—Ladle 2 | Tundish—Ladle 3 | Cored Wire—Ladle 1 | Cored Wire—Ladle 2 | Cored Wire—Ladle 3 |
|---|---|---|---|---|---|---|
| Final Mg (%) | 0.039 | 0.033 | 0.356 | 0.051 | 0.046 | 0.048 |
| Tensile strength (MPa) | 432 | 458 | 428 | 495 | 489 | 488 |
| Elongation (%) | 9.6 | 8.2 | 5.4 | 19.4 | 20.9 | 20.03 |
| Brinell hardness (HB) | 143 | 139 | 135 | 144 | 141 | 136 |
| Graphite size | 4, 5, 6 | 4, 5, 6 | 4, 5, 6 | 5, 6, 7 | 5, 6, 7 | 5, 6, 7 |
| Graphite shape | V, VI | V, VI | V, VI | V, VI | V, VI | V, VI |
| Number of graphite spheres per mm2 | 75 | 100 | 100 | 150–200 | 150–200 | 150–200 |
| Metal base | P9 | P7 | P9 | P1 | P1 | P1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Buchkova, G. Implementation of Cored Wire Treatment Technology in Nodular Cast Iron Foundries. Eng. Proc. 2025, 100, 32. https://doi.org/10.3390/engproc2025100032
Buchkova G. Implementation of Cored Wire Treatment Technology in Nodular Cast Iron Foundries. Engineering Proceedings. 2025; 100(1):32. https://doi.org/10.3390/engproc2025100032
Chicago/Turabian StyleBuchkova, Gergana. 2025. "Implementation of Cored Wire Treatment Technology in Nodular Cast Iron Foundries" Engineering Proceedings 100, no. 1: 32. https://doi.org/10.3390/engproc2025100032
APA StyleBuchkova, G. (2025). Implementation of Cored Wire Treatment Technology in Nodular Cast Iron Foundries. Engineering Proceedings, 100(1), 32. https://doi.org/10.3390/engproc2025100032