
The Effects of Replacing Sand with Glass Fiber-Reinforced Polymer (GFRP) Waste on the Mechanical Properties of Cement Mortars



Abstract
1. Introduction
2. Materials and Methods
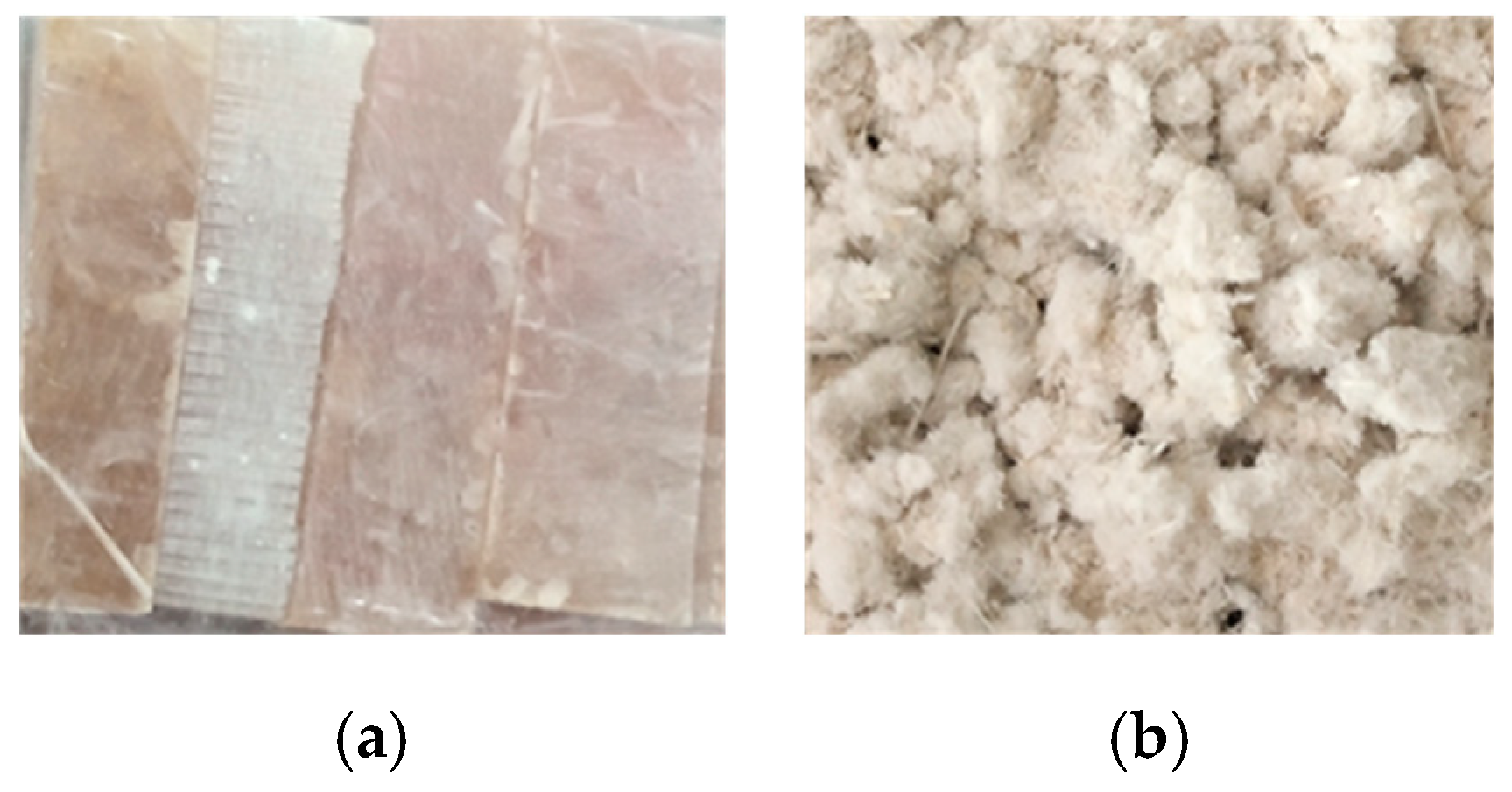
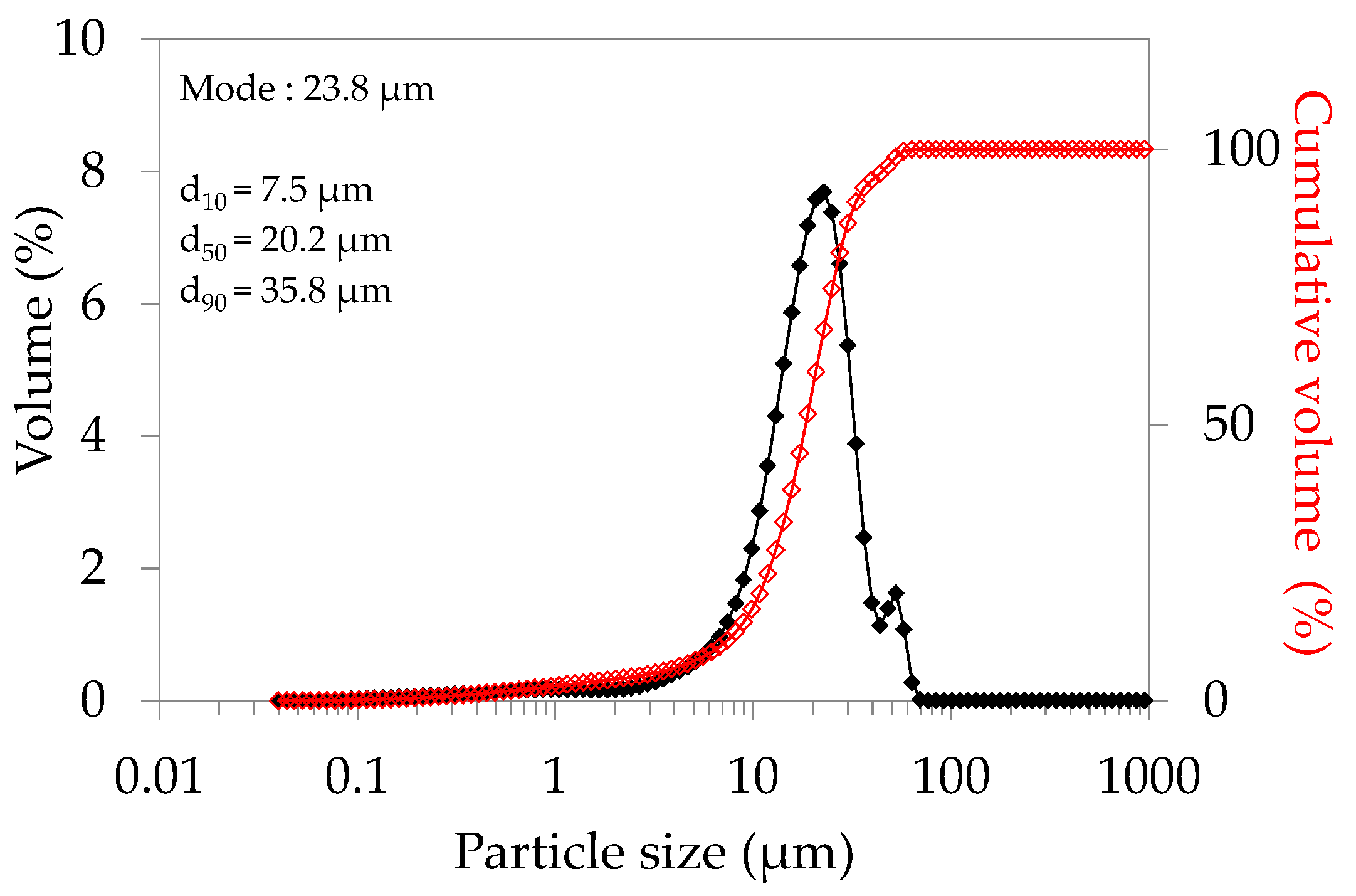
Materials
3. Results and Discussion
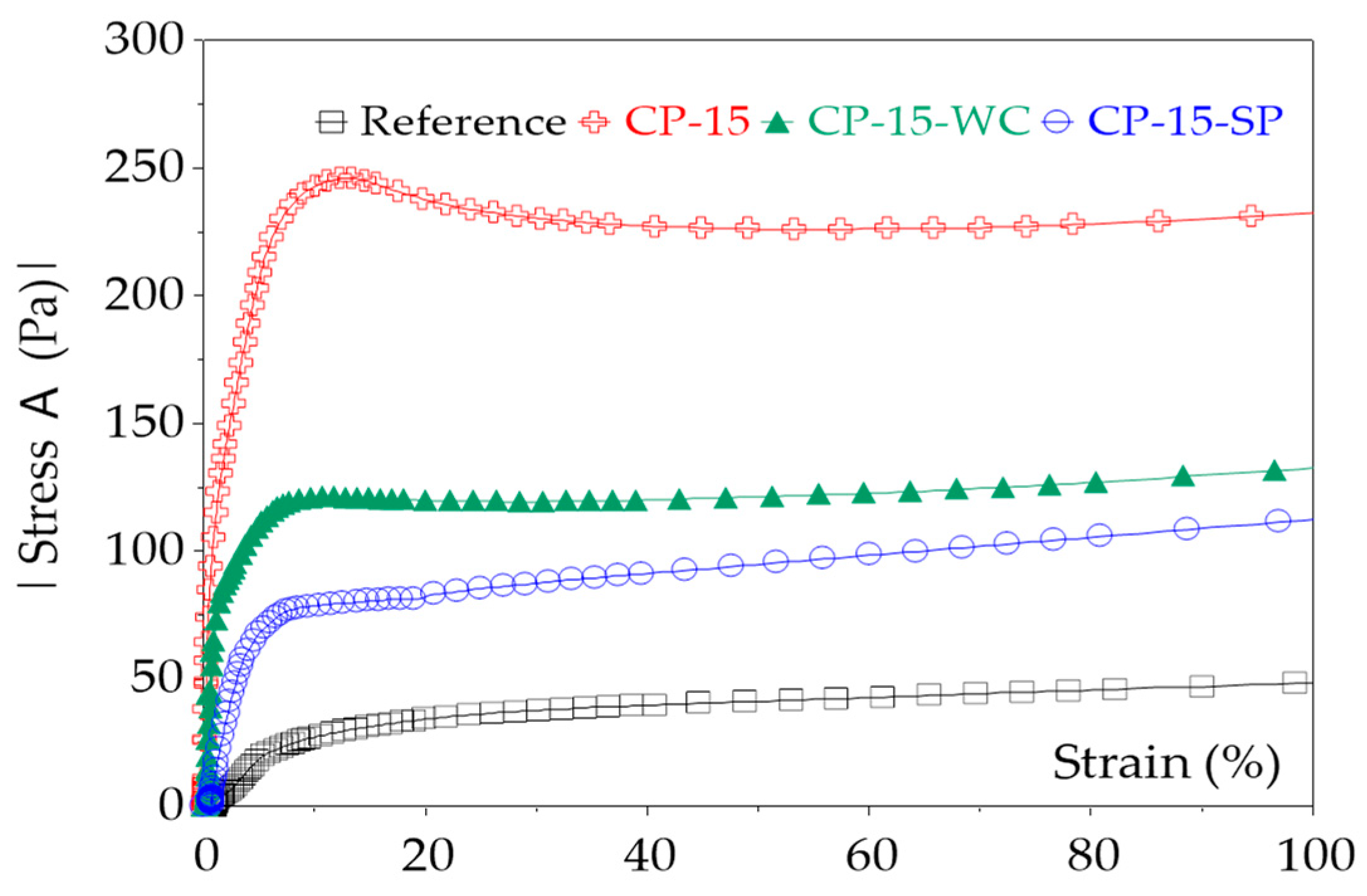
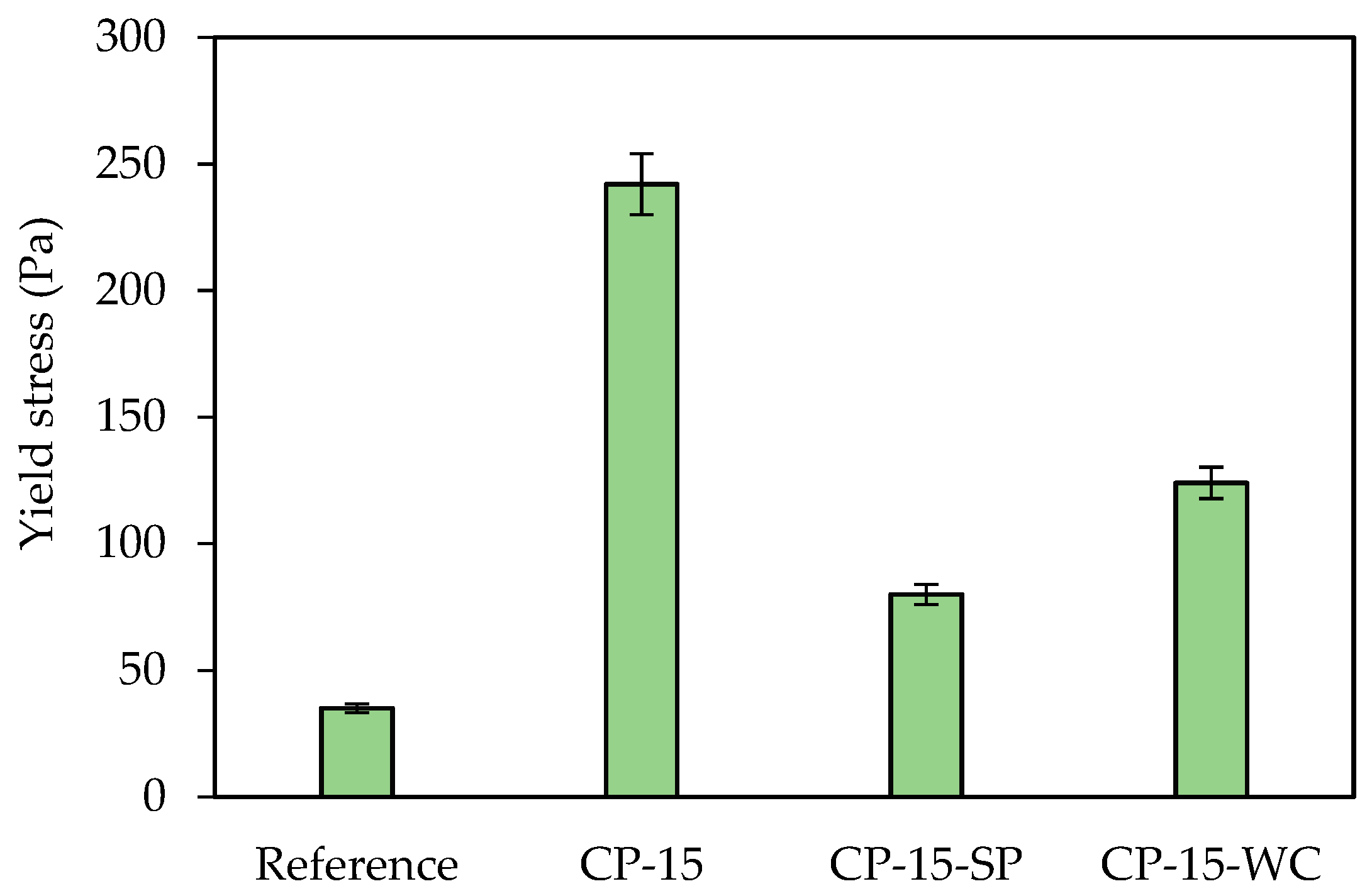
3.1. Effect of the Fine Fraction of the Composite on the Workability
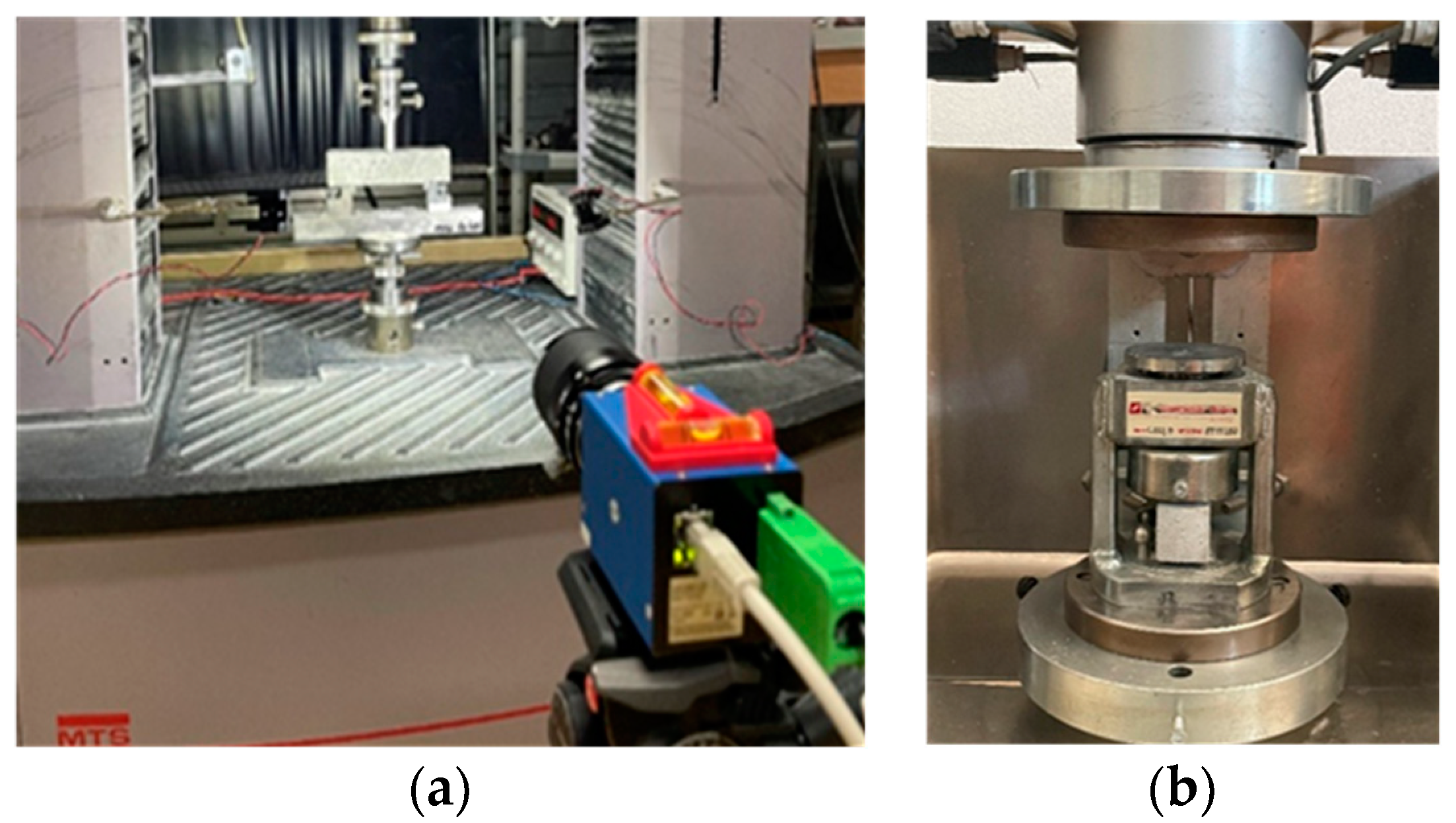
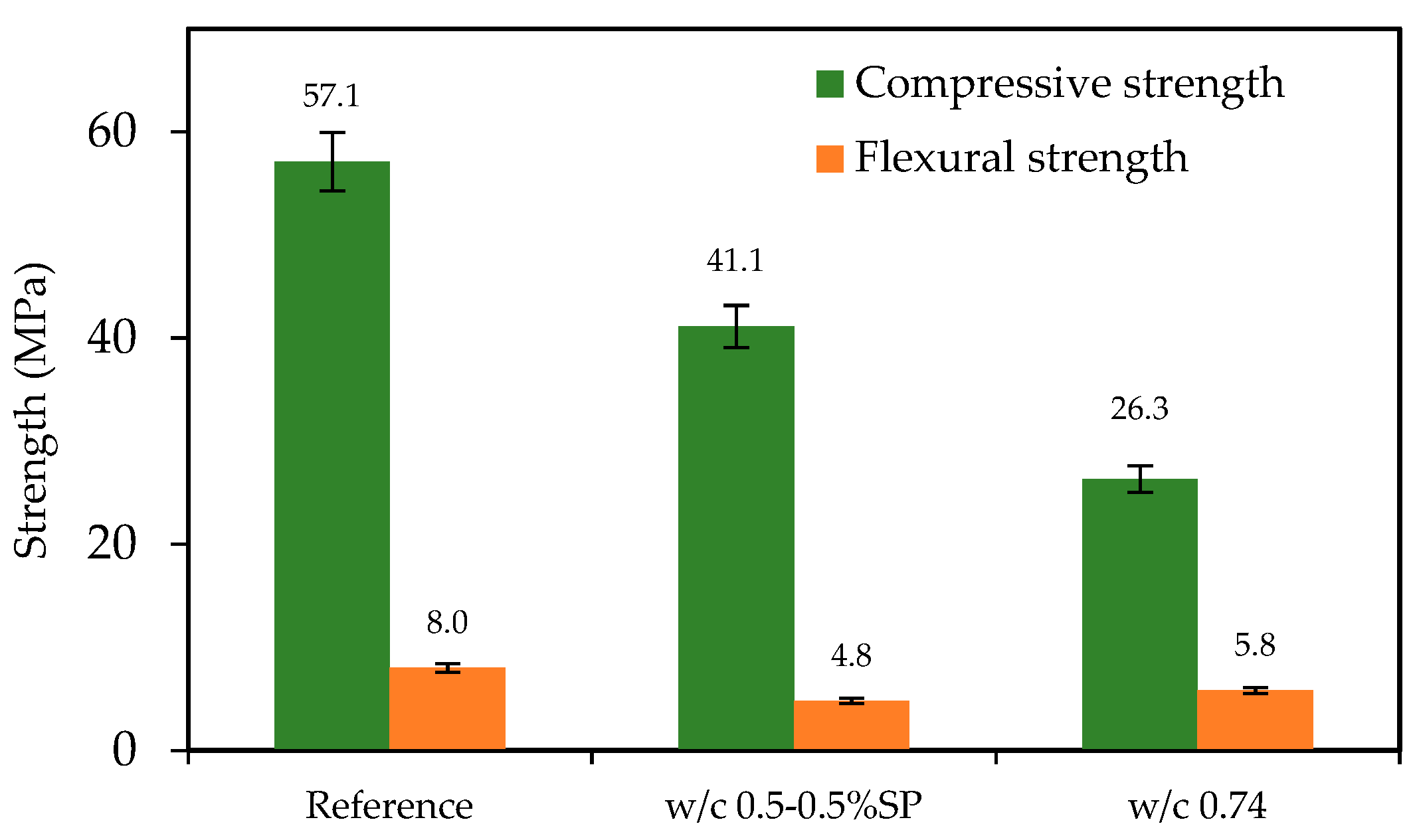
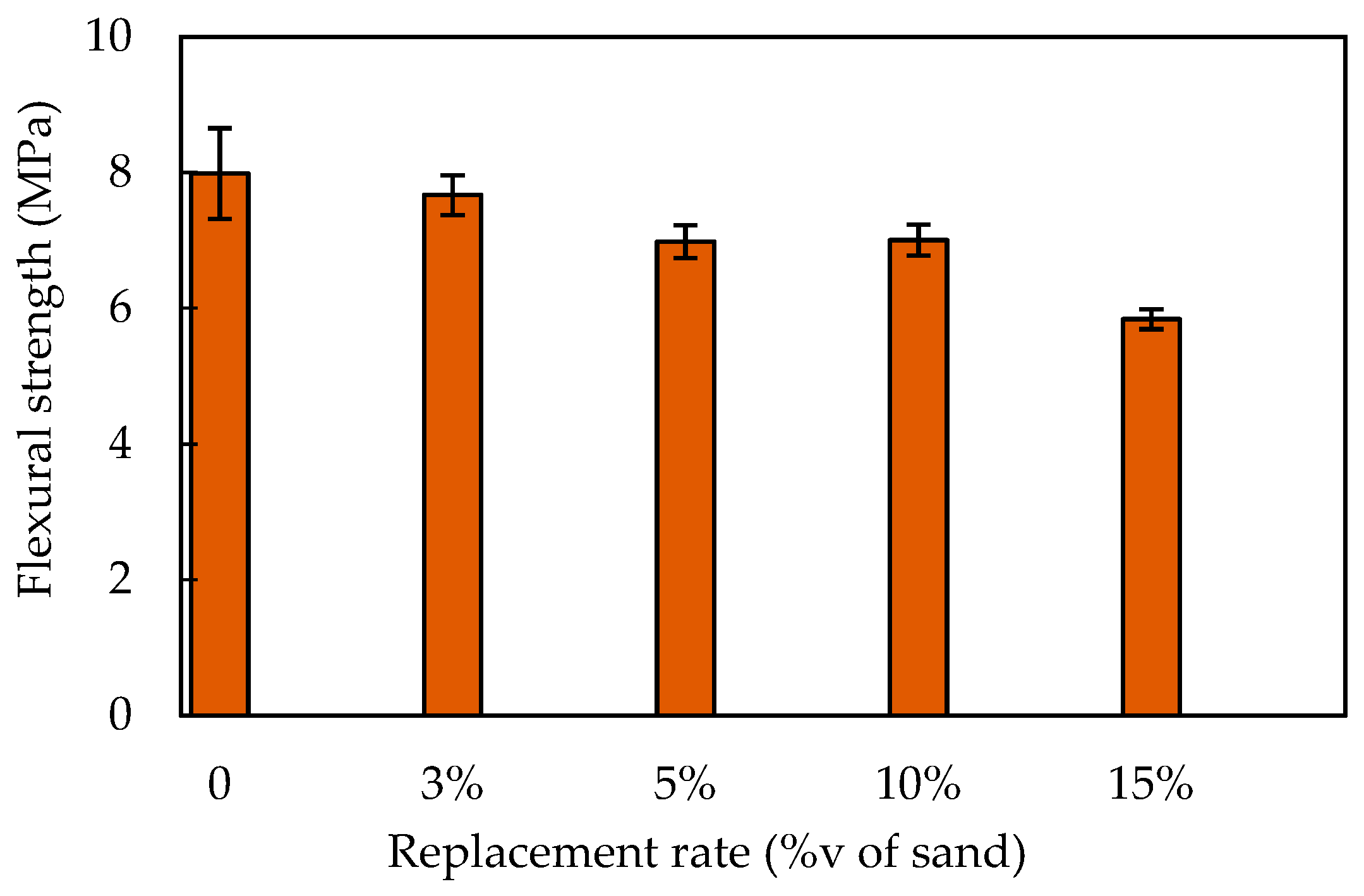
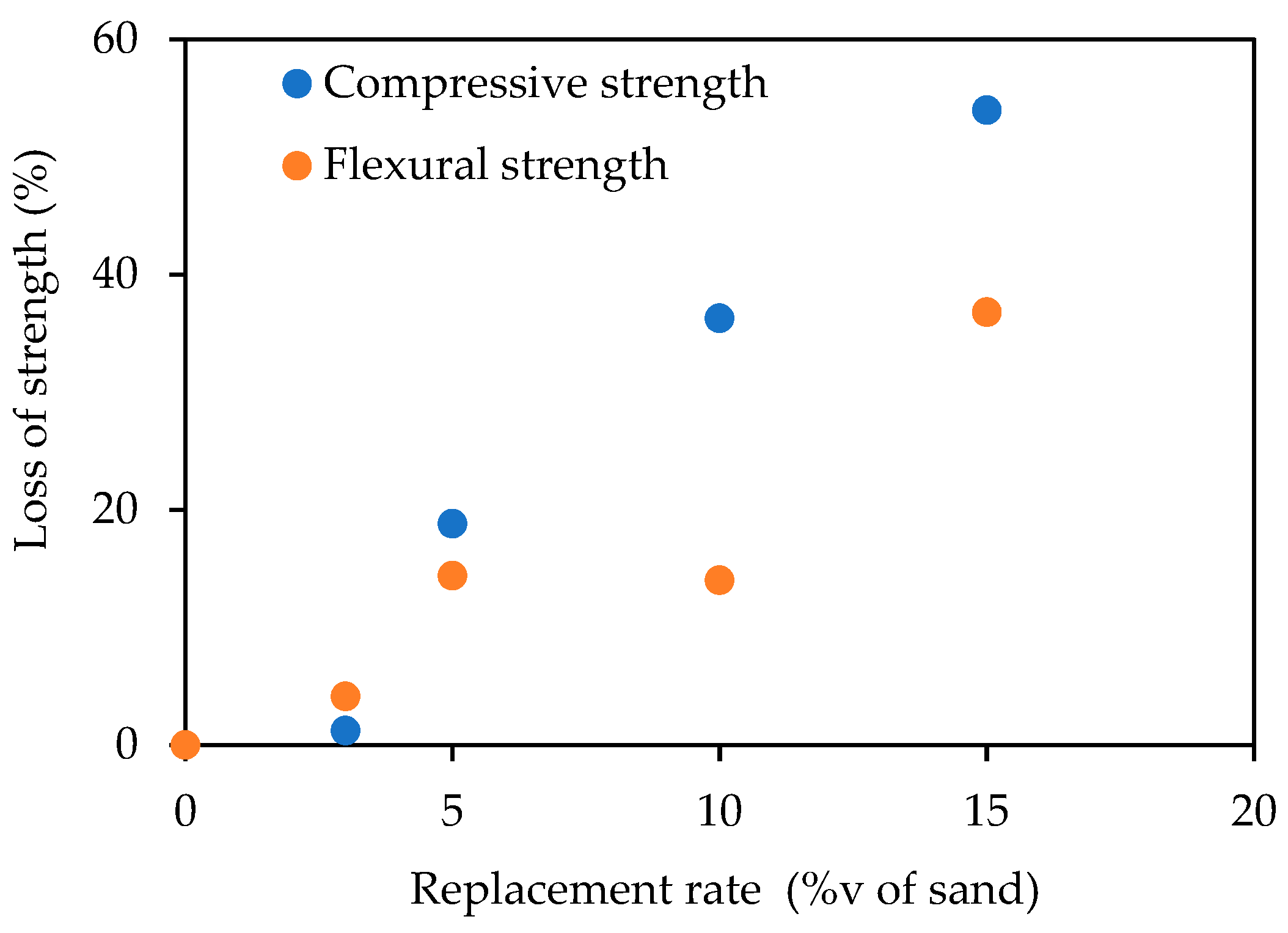
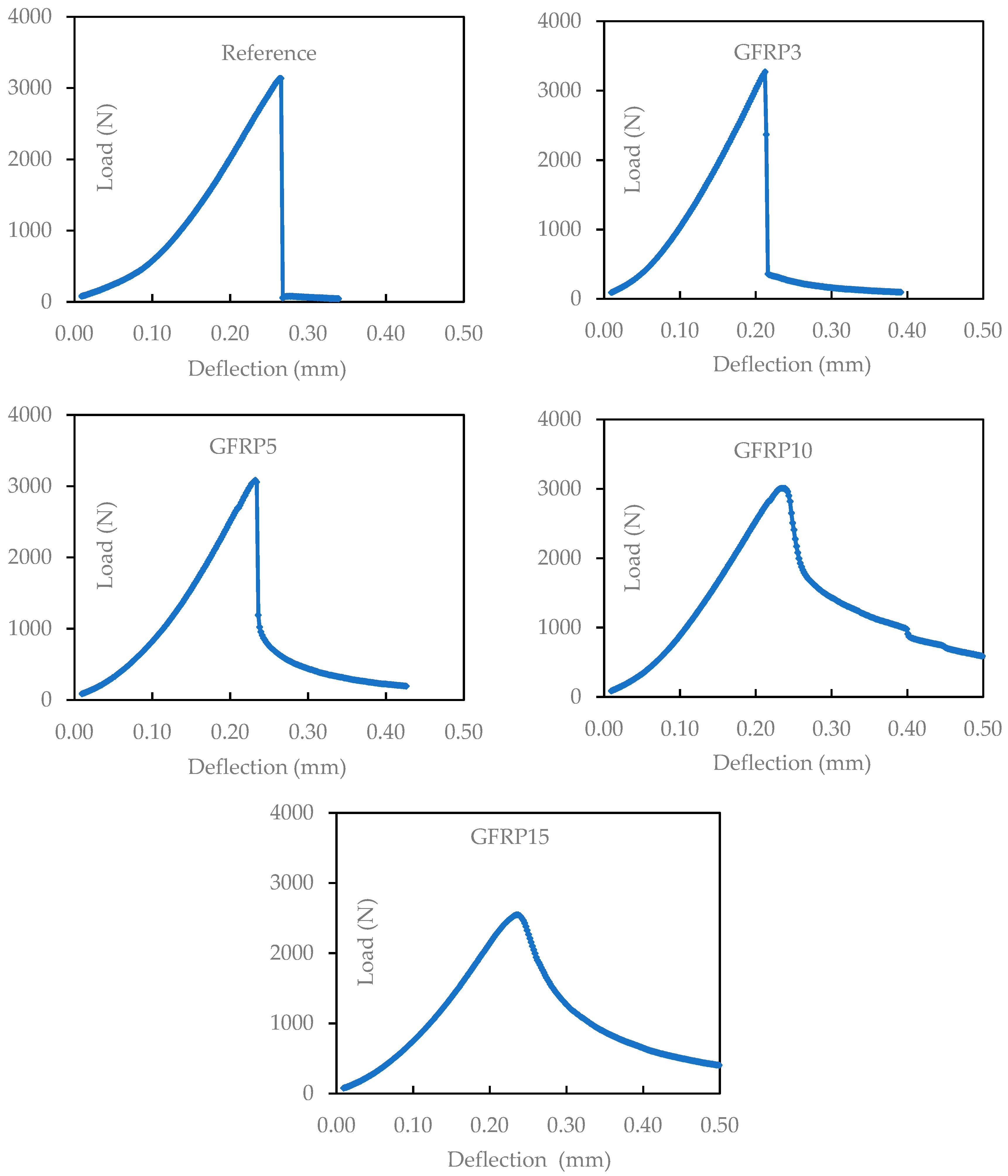
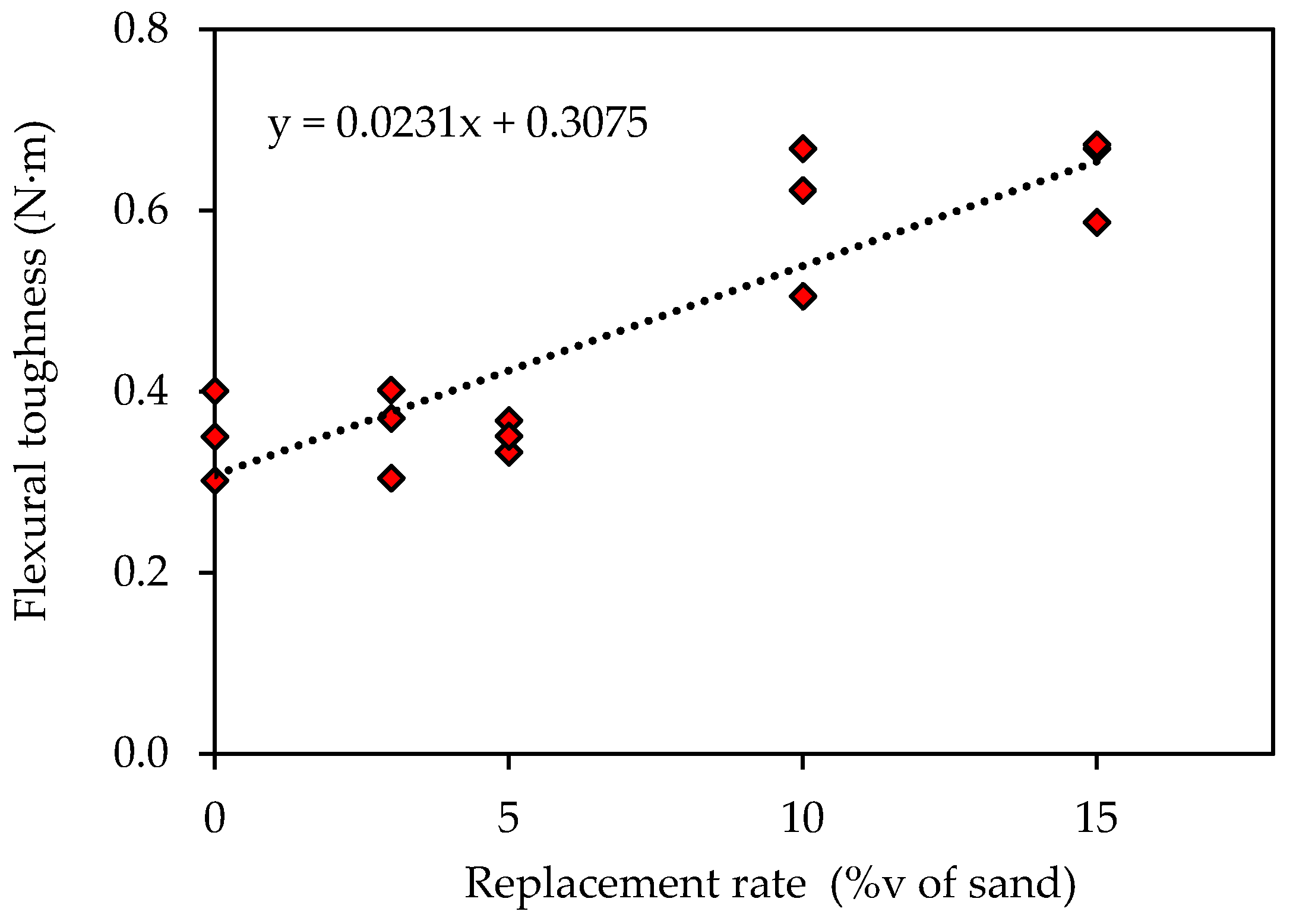
3.2. Effect of the GFRP Waste on the Mechanical Strength
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Stress (MPa) | Strain (%) | Average Stress (MPa) | Average Strain (%) | Standard Deviation |
|---|---|---|---|---|---|
| Ref-1 | 7.35 | 0.64 | 7.98 | 0.63 | 0.67 |
| Ref-2 | 7.92 | 0.66 | |||
| Ref-3 | 8.68 | 0.6 | |||
| GRFP3-1 | 7.55 | 0.64 | 7.67 | 0.59 | 0.29 |
| GRFP3-2 | 7.45 | 0.5 | |||
| GRFP3-3 | 8 | 0.64 | |||
| GRFP5-1 | 7.23 | 0.56 | 6.98 | 0.53 | 0.24 |
| GRFP5-2 | 6.96 | 0.54 | |||
| GRFP5-3 | 6.75 | 0.5 | |||
| GRFP10-1 | 7.04 | 0.56 | 7.00 | 0.56 | 0.23 |
| GRFP10-2 | 7.21 | 0.58 | |||
| GRFP10-3 | 6.76 | 0.54 | |||
| GRFP15-1 | 5.95 | 0.56 | 5.84 | 0.62 | 0.15 |
| GRFP15-2 | 5.67 | 0.52 | |||
| GRFP15-3 | 5.89 | 0.78 |
| Mortars | Stress (MPa) | Average Stress (MPa) | Standard Deviation | Incorporation Rate |
|---|---|---|---|---|
| Ref1-1 | 58.22 | 57.07 | 2.37 | 0% |
| Ref1-2 | 59.99 | |||
| Ref 2-1 | x | |||
| Ref 2-2 | 54.02 | |||
| Ref 3-1 | 57.73 | |||
| Ref 3-2 | 55.38 | |||
| GRFP3-1-1 | 54.12 | 56.38 | 2.06 | 3% |
| GRFP3-1-2 | 55 | |||
| GRFP3-2-1 | 54.5 | |||
| GRFP3-2-2 | 58.32 | |||
| GRFP3-3-1 | 58.69 | |||
| GRFP3-3-2 | 57.65 | |||
| GRFP5-1-1 | 47.84 | 46.34 | 1.37 | 5% |
| GRFP5-1-2 | 47.12 | |||
| GRFP5-2-1 | 45.33 | |||
| GRFP5-2-2 | 47.75 | |||
| GRFP5-3-1 | 45.13 | |||
| GRFP5-3-2 | 44.89 | |||
| GRFP10-1-1 | 35.1 | 36.37 | 1.07 | 10% |
| GRFP10-1-2 | 35.98 | |||
| GRFP10-2-1 | 36.51 | |||
| GRFP10-2-2 | 38.33 | |||
| GRFP10-3-1 | 36.29 | |||
| GRFP10-3-2 | 36 | |||
| GRFP15-1-1 | 27.10 | 26.27 | 1.14 | 15% |
| GRFP15-1-2 | 27.57 | |||
| GRFP15-2-1 | 25.87 | |||
| GRFP15-2-2 | 24.35 | |||
| GRFP15-3-1 | 26.72 | |||
| GRFP15-3-2 | 26.03 |
| Sample | Load at the First Crack (N) | First Crack Deflection (mm) | Load at the Final Deflection (N) | Final Deflection (mm) | Total Energy * (N·m) | Flexural Toughness (N·m) |
|---|---|---|---|---|---|---|
| Ref-1 | 3040 | 0.26 | 44 | 0.34 | 0.302 | |
| Ref-2 | 3380 | 0.27 | 43 | 0.42 | 0.350 | 0.351 |
| Ref-3 | 3838 | 0.26 | 92 | 0.34 | 0.400 | |
| GRFP3-1 | 3237 | 0.27 | 100 | 0.44 | 0.370 | |
| GRFP3-2 | 3273 | 0.21 | 97 | 0.39 | 0.304 | 0.359 |
| GRFP3-3 | 3497 | 0.26 | 153 | 0.39 | 0.401 | |
| GRFP5-1 | 3083 | 0.23 | 194 | 0.43 | 0.368 | |
| GRFP5-2 | 2882 | 0.23 | 363 | 0.31 | 0.333 | 0.351 |
| GRFP5-3 | 2880 | 0.21 | 298 | 0.34 | 0.351 | |
| GRFP10-1 | 3008 | 0.24 | 436 | 0.59 | 0.668 | |
| GRFP10-2 | 3077 | 0.24 | 420 | 0.46 | 0.505 | 0.598 |
| GRFP10-3 | 2917 | 0.22 | 178 | 0.74 | 0.622 | |
| GRFP15-1 | 2548 | 0.24 | 188 | 0.74 | 0.587 | |
| GRFP15-2 | 2421 | 0.22 | 266 | 0.79 | 0.668 | 0.642 |
| GRFP15-3 | 2529 | 0.32 | 346 | 0.73 | 0.672 |
References
- Pierrehumbert, R. There is no Plan B for dealing with the climate crisis. Bull. At. Sci. 2019, 75, 215–221. [Google Scholar] [CrossRef]
- Tao, Y.; Hadigheh, S.A.; Wei, Y. Recycling of glass fibre reinforced polymer (GFRP) composite wastes in concrete: A critical review and cost benefit analysis. Structures 2023, 53, 1540–1556. [Google Scholar] [CrossRef]
- Papadakis, N.; Ramírez, C.; Reynolds, N. 16—Designing composite wind turbine blades for disposal, recycling or reuse. In Woodhead Publishing Series in Composites Science and Engineering; Goodship, V.B.T.-M., Recycling and Reuse of Waste Composites, Eds.; Woodhead Publishing: Sawston, UK, 2010; pp. 443–457. [Google Scholar]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling glass fiber thermoplastic composites from wind turbine blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Pickering, S.J.; Kelly, R.M.; Kennerley, J.R.; Rudd, C.D.; Fenwick, N.J. A fluidised-bed process for the recovery of glass fibres from scrap thermoset composites. Compos. Sci. Technol. 2000, 60, 509–523. [Google Scholar] [CrossRef]
- Correia, J.R.; Almeida, N.M.; Figueira, J.R. Recycling of FRP composites: Reusing fine GFRP waste in concrete mixtures. J. Clean. Prod. 2011, 19, 1745–1753. [Google Scholar] [CrossRef]
- Tittarelli, F.; Kawashima, S.; Tregger, N.; Moriconi, G.; Shah, S.P. Effect of GRP by-product addition on plastic and hardened properties of cement mortars. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28 June 2010; pp. 677–687. [Google Scholar]
- Tittarelli, F.; Moriconi, G. Use of GRP industrial by-products in cement based composites. Cem. Concr. Compos. 2010, 32, 219–225. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Meira-Castro, A.; Silva, F.; Santos, J.; Meixedo, J.; Fiúza, A.; Dinis, M.; Alvim, M. Re-use assessment of thermoset composite wastes as aggregate and filler replacement for concrete-polymer composite materials: A case study regarding GFRP pultrusion wastes. Resour. Conserv. Recycl. 2015, 104, 417–426. [Google Scholar] [CrossRef]
- Korzeniowski, W.; Skrzypkowski, K.; Poborska-Młynarska, K. The Idea of the Recovery of Municipal Solid Waste Incineration (MSWI) Residues in Kłodawa Salt Mine S.A.by Filling the Excavations with Self-Solidifying Mixtures. Arch. Min. Sci. 2018, 63, 553–565. [Google Scholar] [CrossRef] [PubMed]
- Fox, T. Recycling Wind Turbine Blade Composite Material as Aggregate in Concrete. Master’s Thesis, Iowa State University, Ames, IA, USA, 2016. Available online: https://www.imse.iastate.edu/files/2014/03/Fox-Tyler-Recycling-wind-turbine-blade-composite-material-as-aggregate-in-concrete.pdf (accessed on 28 October 2023).
- Chen, X.; Chen, H.; Tan, W. Effect of glass powder on the mechanical and drying shrinkage of glass-fiber-reinforced cementitious composites. Case Stud. Constr. Mater. 2022, 17, e01587. [Google Scholar] [CrossRef]
- Khorami, M.; Ganjian, E.; Mortazavi, A.; Saidani, M.; Olubanwo, A.; Gand, A. Utilisation of waste cardboard and Nano silica fume in the production of fibre cement board reinforced by glass fibres. Constr. Build. Mater. 2017, 152, 746–755. [Google Scholar] [CrossRef]
- Cheng, C.; He, J.; Zhang, J.; Yang, Y. Study on the time-dependent mechanical properties of glass fiber reinforced cement (GRC) with fly ash or slag. Constr. Build. Mater. 2019, 217, 128–136. [Google Scholar] [CrossRef]
- Song, M.; Purnell, P.; Richardson, I. Microstructure of interface between fibre and matrix in 10-year aged GRC modified by calcium sulfoaluminate cement. Cem. Concr. Res. 2015, 76, 20–26. [Google Scholar] [CrossRef]
- Devi, C.; Vijayan, D.S.; Nagalingam, R.; Arvindan, S. A review of the implementations of glass fiber in concrete technology. Mater. Today Proc. 2022, 62, 2010–2015. [Google Scholar] [CrossRef]
- Penacho, P.; De Brito, J.; Veiga, M.R. Physico-mechanical and performance characterization of mortars incorporating fine glass waste aggregate. Cem. Concr. Compos. 2014, 50, 47–59. [Google Scholar] [CrossRef]
- Oliveira, R.; De Brito, J.; Veiga, R. Incorporation of fine glass aggregates in renderings. Constr. Build. Mater. 2013, 44, 329–341. [Google Scholar] [CrossRef]
- Marsh, H.N.; Clarke, L.L. Glass Fiber Reinforced Cement Base Materials; American Concrete Institute, ACI Special Publication: Farmington Hills, MI, USA, 1974; Volume SP-044, pp. 247–264. [Google Scholar]
- Zhang, T.; Zhang, J.; Zhao, Y.; Ai, H. Study on the Performance and Mechanism of Glass Fiber-Reinforced MgO-SiO2-H2O Cement. Materials 2023, 16, 6668. [Google Scholar] [CrossRef]
- Wang, P.; Wu, H.L.; Ke, L.Y.W.; Li, W.W.; Leung, C.K.Y. Mechanical properties and microstructure of glass fiber reinforced polymer (GFRP) rebars embedded in carbonated reactive MgO-based concrete (RMC). Cem. Concr. Compos. 2023, 142, 105207. [Google Scholar] [CrossRef]
- Asokan, P.; Osmani, M.; Price, A.D.F. Assessing the recycling potential of glass fibre reinforced plastic waste in concrete and cement composites. J. Clean. Prod. 2009, 17, 821–829. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Ferreira, A.J.M.; Marques, A.T. Effect of natural and artificial weathering on the long-term flexural performance of polymer mortars. Mech. Compos. Mater. 2009, 45, 515–526. [Google Scholar] [CrossRef]
- Fowler, D.W. Polymers in concrete: A vision for the 21st century. Cem. Concr. Compos. 1999, 21, 449–452. [Google Scholar] [CrossRef]
- Ribeiro, M.C.S.; Reis, J.M.L.; Ferreira, A.J.M.; Marques, A.T. Thermal expansion of epoxy and polyester polymer mortars—Plain mortars and fibre-reinforced mortars. Polym. Test. 2003, 22, 849–857. [Google Scholar] [CrossRef]
- Tavares, C.M.L.; Ribeiro, M.C.S.; Ferreira, A.J.M.; Guedes, R.M. Creep behaviour of FRP-reinforced polymer concrete. Compos. Struct. 2002, 57, 47–51. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A.; Sattarifard, A.R.; Abdollahnejad, Z. Effect of different lengths and dosages of recycled glass fibres on the fresh and hardened properties of SCC. Mag. Concr. Res. 2018, 70, 1175–1188. [Google Scholar] [CrossRef]
- García, D.; Vegas, I.; Cacho, I. Mechanical recycling of GFRP waste as short-fiber reinforcements in microconcrete. Constr. Build. Mater. 2014, 64, 293–300. [Google Scholar] [CrossRef]
- Farinha, C.B.; de Brito, J.; Veiga, R. Assessment of glass fibre reinforced polymer waste reuse as filler in mortars. J. Clean. Prod. 2019, 210, 1579–1594. [Google Scholar] [CrossRef]
- Oliveira, P.S.; Antunes, M.L.P.; da Cruz, N.C.; Rangel, E.C.; de Azevedo, A.R.G.; Durrant, S.F. Use of waste collected from wind turbine blade production as an eco-friendly ingredient in mortars for civil construction. J. Clean. Prod. 2020, 274, 122948. [Google Scholar] [CrossRef]
- Guo, P.; Meng, W.; Nassif, H.; Gou, H.; Bao, Y. New perspectives on recycling waste glass in manufacturing concrete for sustainable civil infrastructure. Constr. Build. Mater. 2020, 257, 119579. [Google Scholar] [CrossRef]
- Baturkin, D.; Hisseine, O.A.; Masmoudi, R.; Tagnit-Hamou, A.; Massicotte, L. Valorization of recycled FRP materials from wind turbine blades in concrete. Resour. Conserv. Recycl. 2021, 174, 105807. [Google Scholar] [CrossRef]
- Yazdanbakhsh, A.; Bank, L.C.; Rieder, K.-A.; Tian, Y.; Chen, C. Concrete with discrete slender elements from mechanically recycled wind turbine blades. Resour. Conserv. Recycl. 2018, 128, 11–21. [Google Scholar] [CrossRef]
- Rodin, H.; Nassiri, S.; Englund, K.; Fakron, O.; Li, H. Recycled glass fiber reinforced polymer composites incorporated in mortar for improved mechanical performance. Constr. Build. Mater. 2018, 187, 738–751. [Google Scholar] [CrossRef]
- Zhou, B.; Zhang, M.; Wang, L.; Ma, G. Experimental study on mechanical property and microstructure of cement mortar reinforced with elaborately recycled GFRP fiber. Cem. Concr. Compos. 2021, 117, 103908. [Google Scholar] [CrossRef]
- EN 196-1:2016; Methods of Testing Cement - Part 1: Determination of Strength. European Commission: Brussels, Belgium, 2016.
- NF EN 933-1; Tests for Geometrical Properties of Aggregates, Part 1: Determination of Particle Size Distribution-Sieving Method. European Commission: Brussels, Belgium, 2012.
- Mahaut, F.; Chateau, X.; Coussot, P.; Ovarlez, G. Yield stress and elastic modulus of suspensions of noncolloidal particles in yield stress fluids. J. Rheol. 2008, 52, 287–313. [Google Scholar] [CrossRef]
- Perrot, A.; Lecompte, T.; Khelifi, H.; Brumaud, C.; Hot, J.; Roussel, N. Yield stress and bleeding of fresh cement pastes. Cem. Concr. Res. 2012, 42, 937–944. [Google Scholar] [CrossRef]
- El Bitouri, Y.; Azéma, N. Contribution of turbidimetry on the characterization of cement pastes bleeding. Adv. Cem. Res. 2023, 35, 180–190. [Google Scholar] [CrossRef]
- NF EN 1170-6; Test Method for Glass-Fibre Reinforced Cement—Part 6: Determination of the Absorption of Water by Immersion and Determination of the Dry Density. European Commission: Brussels, Belgium, 1998.
- Chen, L. Flexural Toughness of Fibre Reinforced Concrete. Ph.D. Thesis, The University of British Columbia, Vancouver, BC, Canada, 1995. [Google Scholar]
- Roussel, N. Correlation between yield stress and slump: Comparison between numerical simulations and concrete rheometers results. Mater. Struct. 2006, 39, 501–509. [Google Scholar] [CrossRef]
- Arczewska, P.; Polak, M.A.; Penlidis, A. Degradation of glass fiber reinforced polymer (GFRP) bars in concrete environment. Constr. Build. Mater. 2021, 293, 123451. [Google Scholar] [CrossRef]
- Bentur, A.; Ben-Bassat, M.; Schneider, D. Durability of Glass-Fiber-Reinforced Cements with Different Alkali-Resistant Glass Fibers. J. Am. Ceram. Soc. 1985, 68, 203–208. [Google Scholar] [CrossRef]



| Materials | Cement | Sand | Glass Fibers | Resin Polyester | Composites |
|---|---|---|---|---|---|
| Measured density (g/cm3) | 3.2 | 2.7 | 2.6 | 1.2 | 1.6 |
| Samples | Cement (g) | Water (g) | Composite (g) | SP (%m of Powder *) |
|---|---|---|---|---|
| Reference | 100 | 50 | 0 | 0 |
| CP-15 | 92.5 | 50 | 7.5 | 0 |
| CP-15-SP | 92.5 | 50 | 7.5 | 0.5 |
| CP-15-WC | 92.5 | 60 | 7.5 | 0 |
| Samples | Cement (g) | Water (g) | Sand (g) | Composites (g) | Equivalent w/c |
|---|---|---|---|---|---|
| Reference | 450 | 225 | 1350 | 0 | 0.50 |
| GFRP3 | 450 | 225 | 1309.5 | 24.5 | 0.50 |
| GFRP5 | 450 | 262 | 1282.5 | 40.8 | 0.58 |
| GFRP10 | 450 | 298 | 1215 | 81.5 | 0.66 |
| GFRP15 | 450 | 335 | 1147.5 | 122.3 | 0.74 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
El Bitouri, Y.; Fofana, B.; Léger, R.; Perrin, D.; Ienny, P. The Effects of Replacing Sand with Glass Fiber-Reinforced Polymer (GFRP) Waste on the Mechanical Properties of Cement Mortars. Eng 2024, 5, 266-281. https://doi.org/10.3390/eng5010014
El Bitouri Y, Fofana B, Léger R, Perrin D, Ienny P. The Effects of Replacing Sand with Glass Fiber-Reinforced Polymer (GFRP) Waste on the Mechanical Properties of Cement Mortars. Eng. 2024; 5(1):266-281. https://doi.org/10.3390/eng5010014
Chicago/Turabian StyleEl Bitouri, Youssef, Bouagui Fofana, Romain Léger, Didier Perrin, and Patrick Ienny. 2024. "The Effects of Replacing Sand with Glass Fiber-Reinforced Polymer (GFRP) Waste on the Mechanical Properties of Cement Mortars" Eng 5, no. 1: 266-281. https://doi.org/10.3390/eng5010014
APA StyleEl Bitouri, Y., Fofana, B., Léger, R., Perrin, D., & Ienny, P. (2024). The Effects of Replacing Sand with Glass Fiber-Reinforced Polymer (GFRP) Waste on the Mechanical Properties of Cement Mortars. Eng, 5(1), 266-281. https://doi.org/10.3390/eng5010014