Utilization of Water-Cooled and Air-Cooled Slag Aggregate in Concrete: A Solution to the Secular Economy

 ,
,  ,
,
Abstract
:1. Introduction
2. Materials and Methods
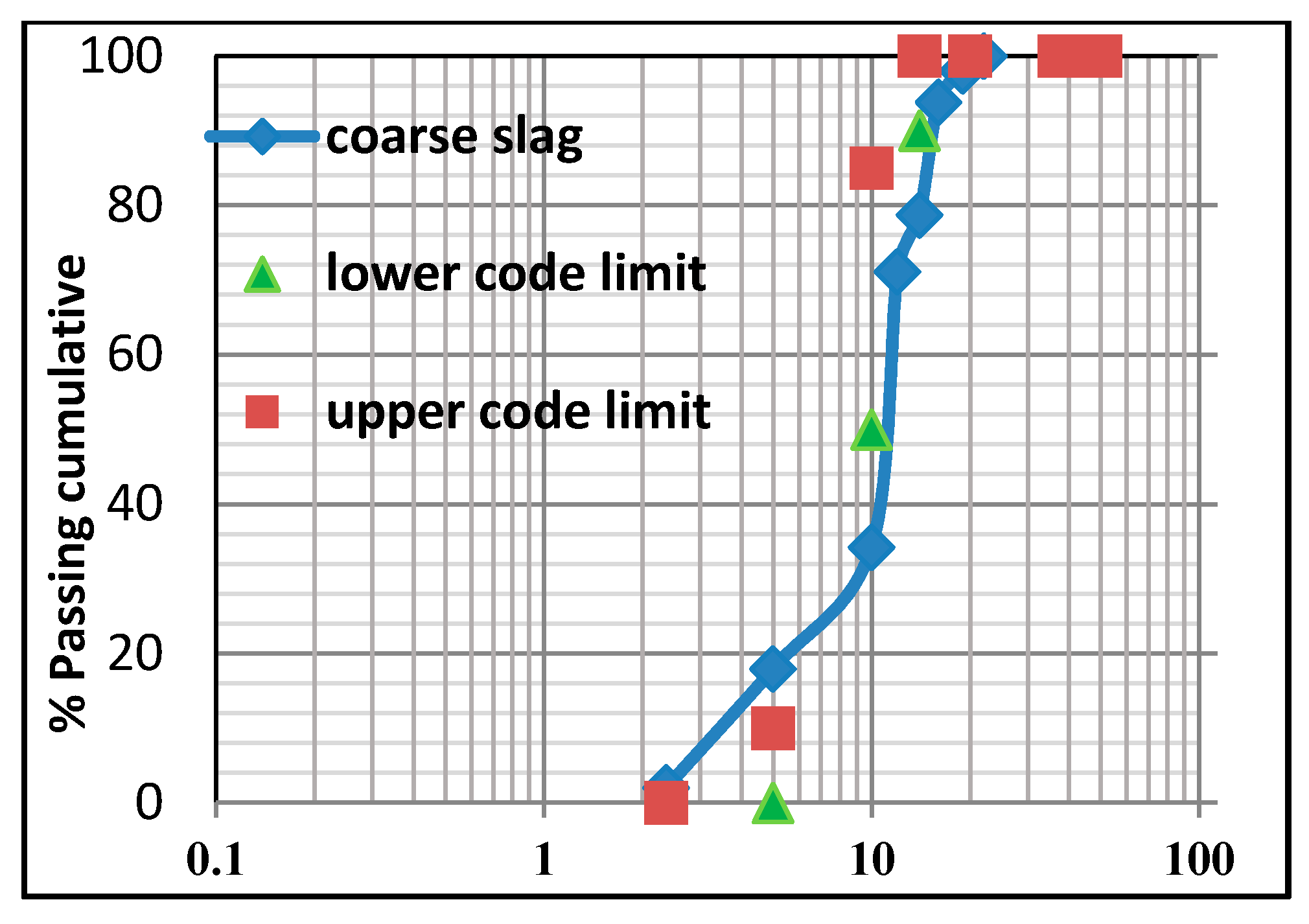
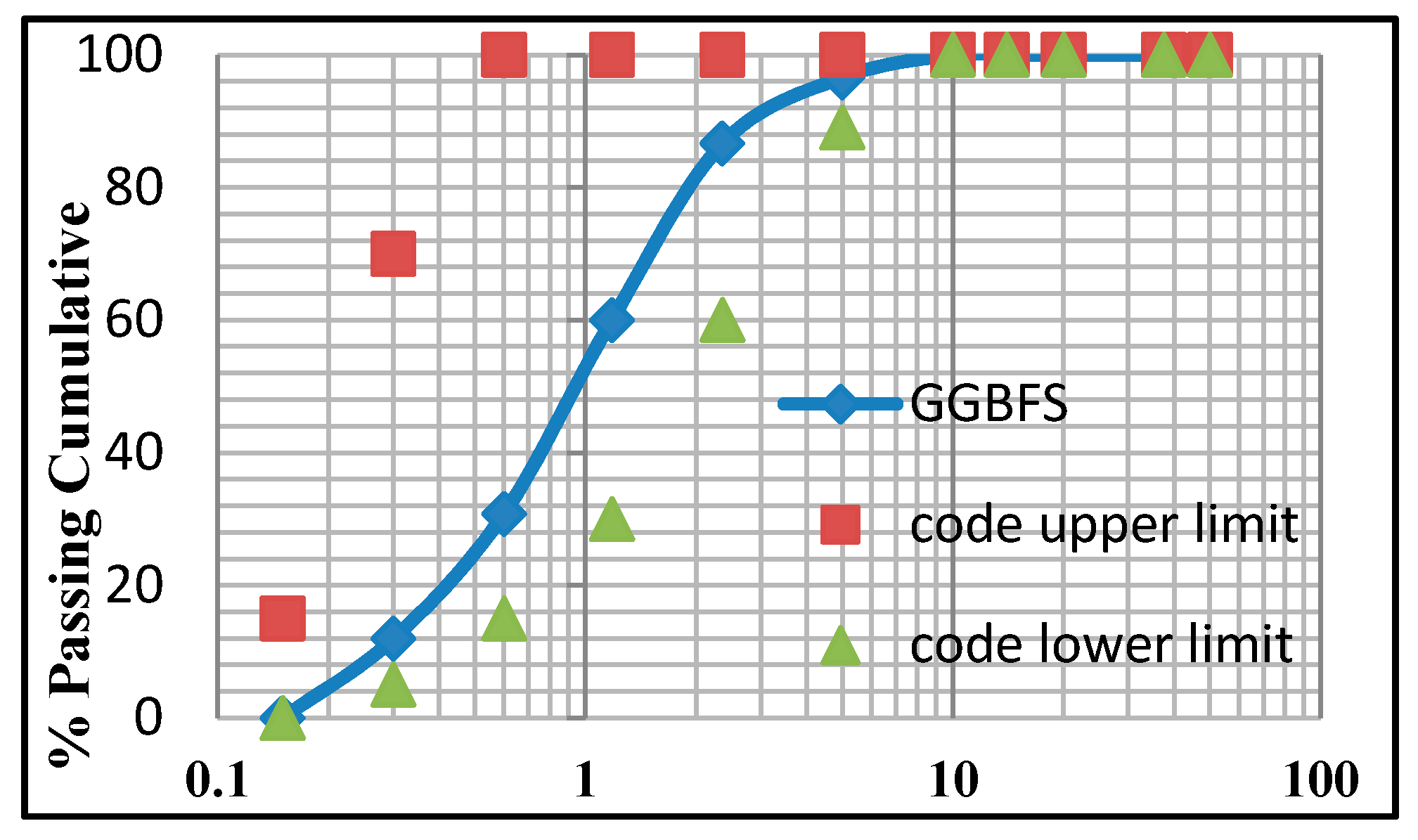
2.1. Material
2.2. Mix Design, Preparation of Samples, and Curing
2.3. Testing
3. Results and Discussion
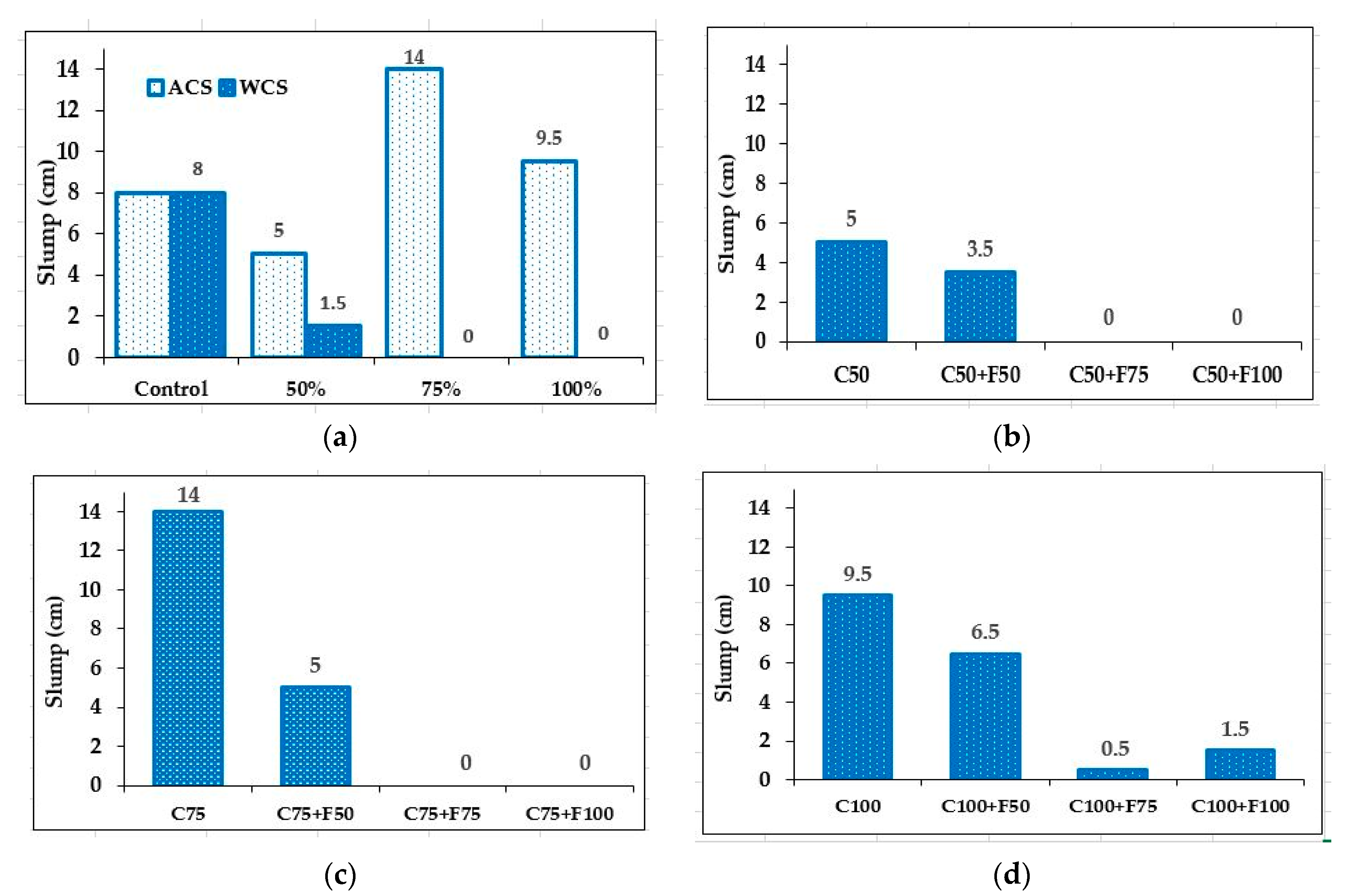
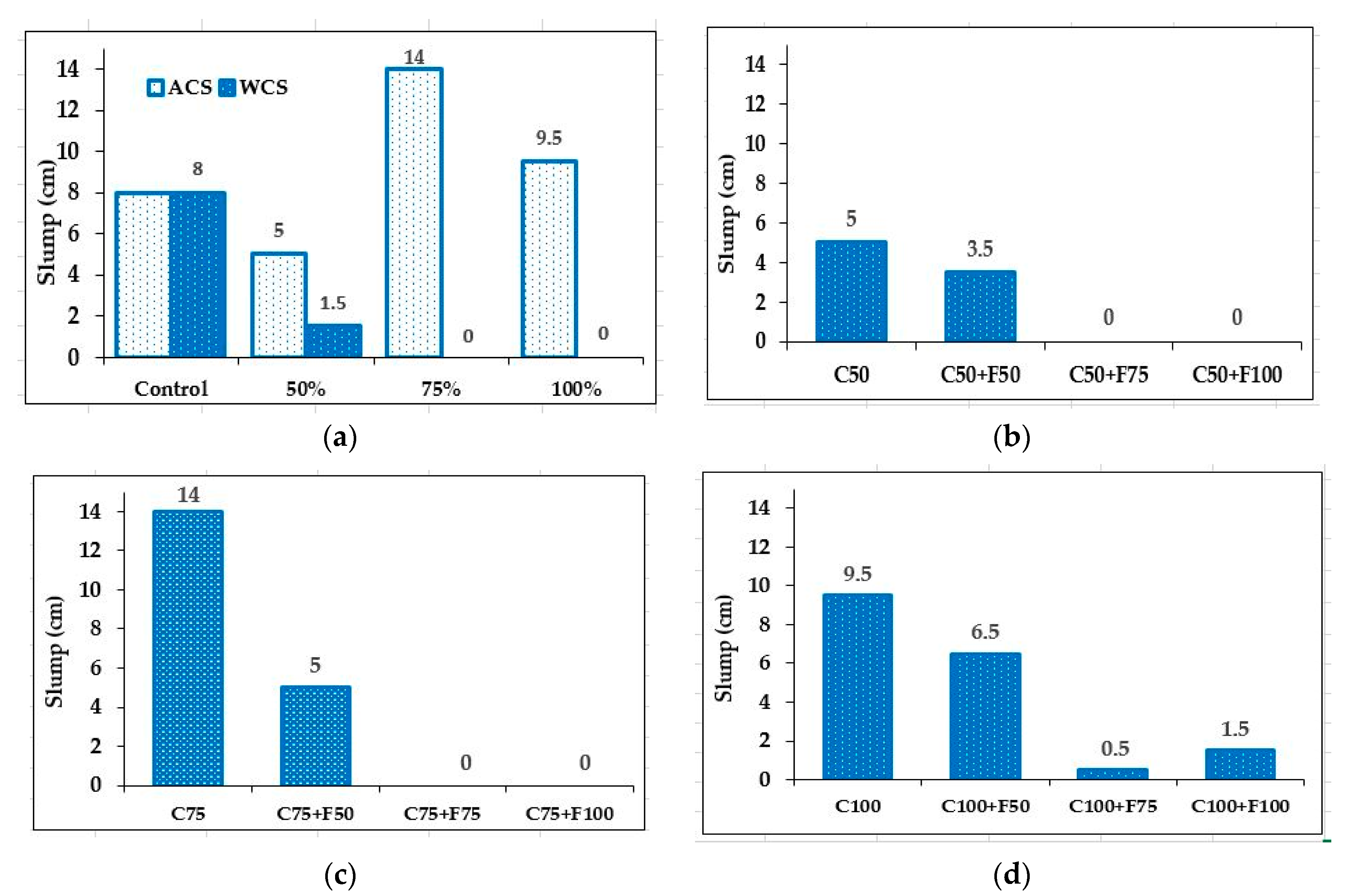
3.1. Consistency
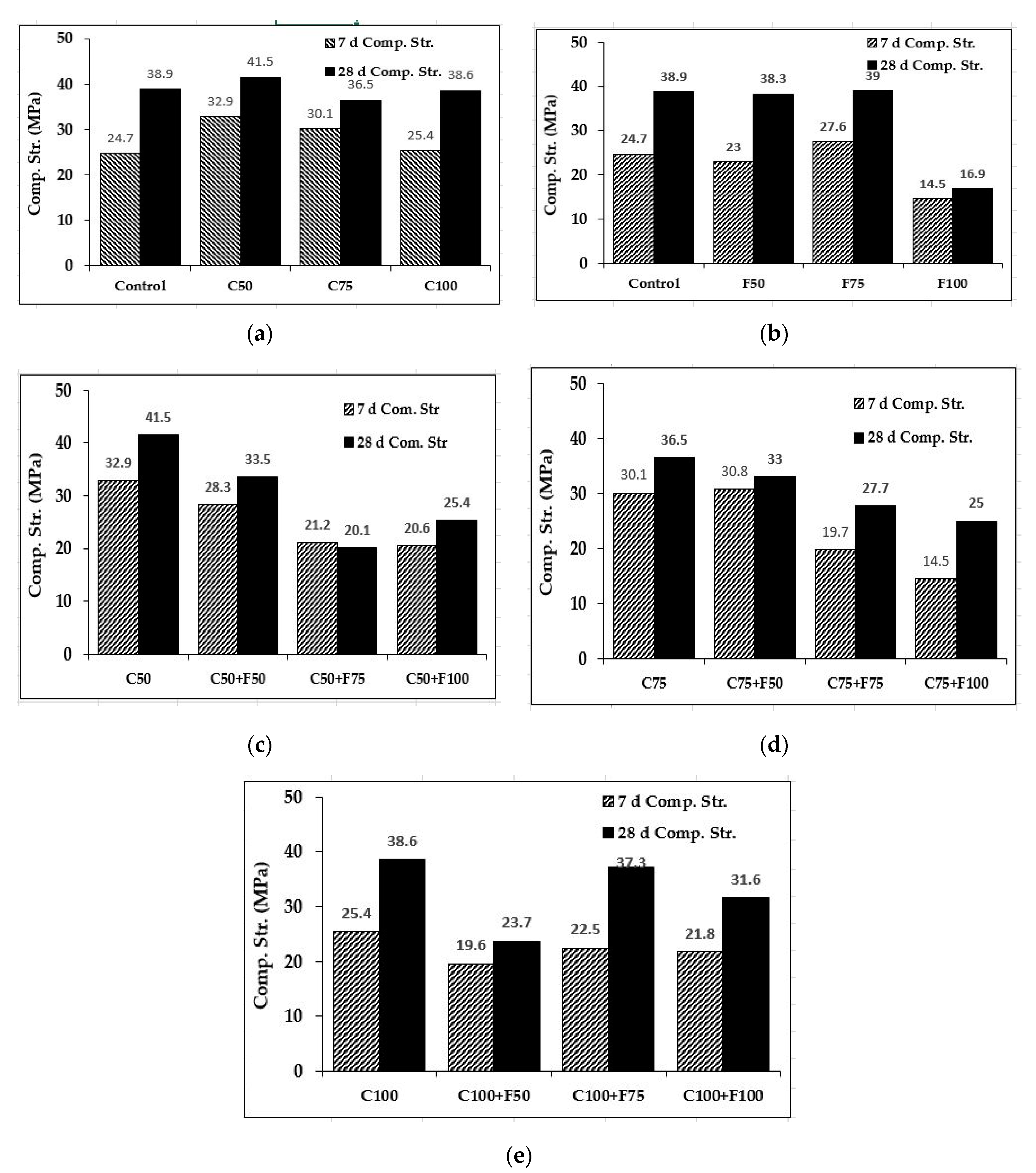
3.2. Compressive Strength
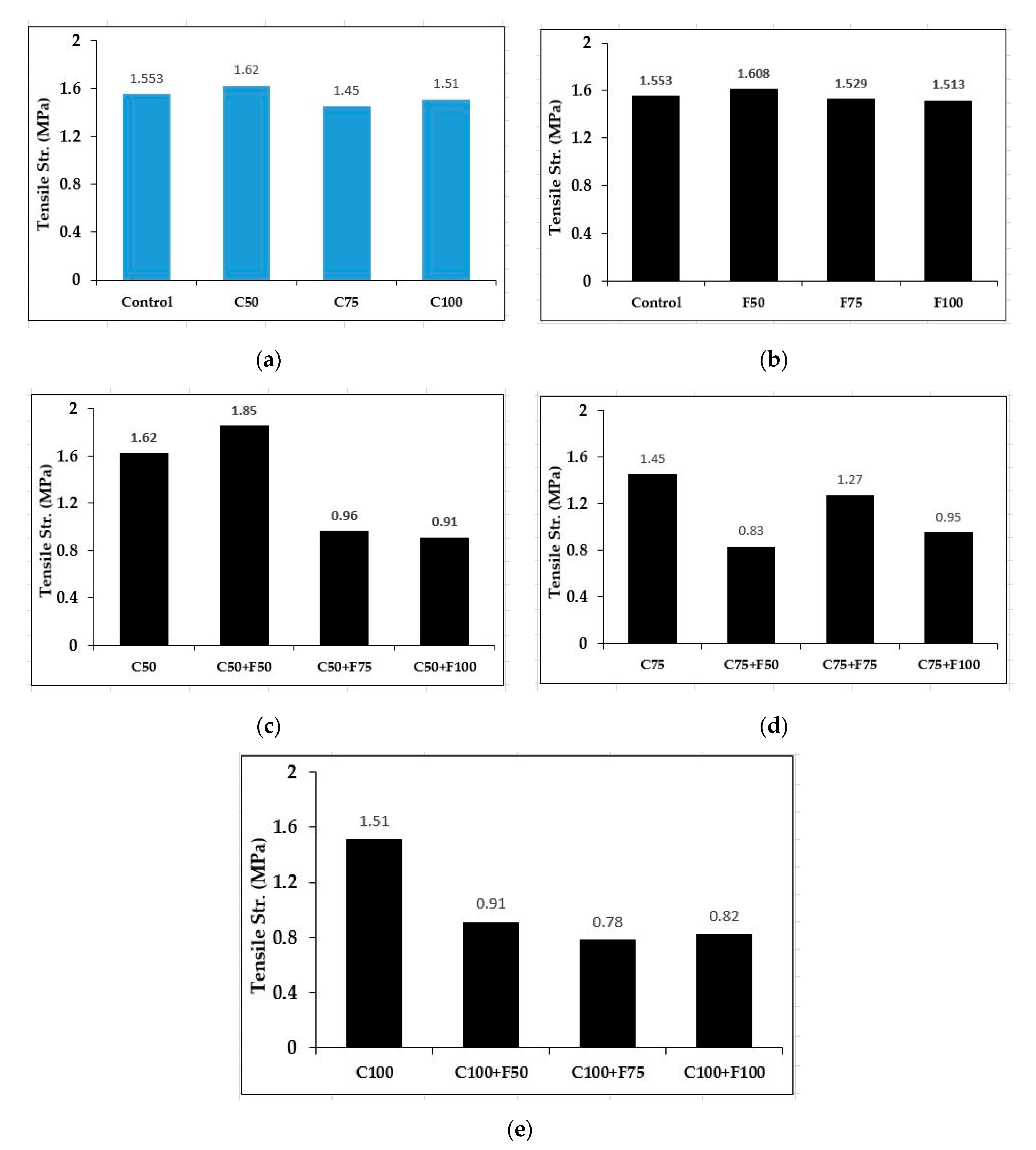
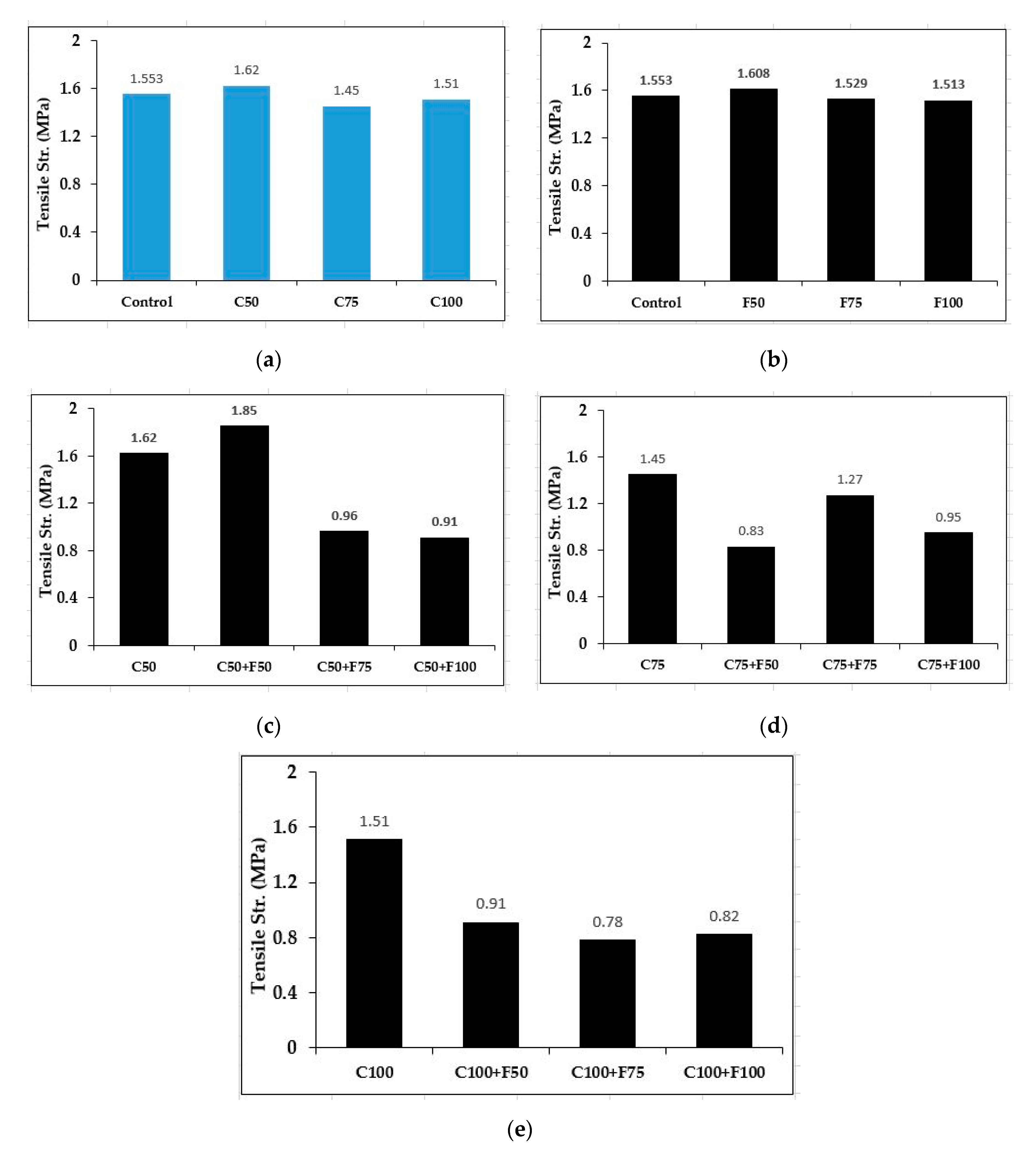
3.3. Tensile Strength
4. Conclusions
- Increasing the replacement of fine aggregate by water-cooled slag (0–100%) significantly decreases the workability of concrete. Increasing the replacement of coarse aggregate by air-cooled slag (0–100%) increases the workability of concrete.
- Replacement of fine aggregate with water-cooled slag up to 50% has no influence on the compressive strength, as the same compressive strength for both mixes is obtained. Meanwhile, increasing the replacement up to 100% leads to a significant decrease in compressive strength by 56% than that of the control mix.
- Replacement of coarse aggregate with slag aggregate up to 50% increases the compressive strength by 6%, while increasing the replacement over 50% slightly decreases the compressive strength. This means that the replacement of coarse aggregate alone has trivial influence on compressive strength.
- The replacement of natural aggregate has an insignificant effect on the tensile strength of mixes.
Author Contributions
Funding
Conflicts of Interest
References
- Djamil, B. Concrete as a Suitable Construction Material. Key Eng. Mater. 2017, 744, 196–200. [Google Scholar]
- Ravindrarajah, R.S. Concrete for sustainable construction. In Proceedings of the 3rd Asian conference on ecstasy in concrete (ACECON 2010), Chennai, India, 5–9 December 2010; pp. 135–153. [Google Scholar]
- Pacheco-Torgal, F.; Labrincha, J.A. The future of construction materials research and the seventh UN Millennium development goal: A few insights. Constr. Build. Mater. 2013, 40, 729–737. [Google Scholar] [CrossRef]
- Kang, M.; Weibin, L. Effect of the aggregate size on strength properties of recycled aggregate concrete. Adv. Mater. Sci. Eng. 2018. [Google Scholar] [CrossRef] [Green Version]
- Arslan, B.; Kamas, T. Investigation of aggregate size effects on the compressive behavior of concrete by electromechanical and mechanical impedance spectroscopy. Procedia Struct. Integr. 2017, 5, 171–178. [Google Scholar] [CrossRef]
- Musa, M.F.; Saim, A.A.B. The effect of aggregate size on the strength of concrete. Colloquium 2017, 10, 9–11. [Google Scholar]
- Torres, A.; Brandt, J.; Lear, K.; Liu, J. A looming tragedy of the sand commons. Science 2017, 6355, 970–971. [Google Scholar] [CrossRef]
- Soderholm, P. Taxing virgin natural resources: Lessons from aggregates taxation in Europe. Resour. Conserv. Recycl. 2011, 55, 911–922. [Google Scholar] [CrossRef]
- Kylili, A.; Fokaides, P.A. Policy trends for the sustainability assessment of construction materials: A review. Sustain. Cities Soc. 2017, 35, 280–288. [Google Scholar] [CrossRef]
- Prusty, J.K.; Patro, S.K.; Basarkar, S.S. Concrete using agro-waste as fine aggregate for sustainable built environment-A review. Int. J. Sustain. Built Environ. 2016, 5, 312–333. [Google Scholar] [CrossRef] [Green Version]
- Wahab, A.M.; Latif, I.A.; Kohail, M.; Almasry, A. The use of wallastonite to enhance the mechanical properties of mortar mixes. Constr. Build. Mater. 2017, 152, 304–309. [Google Scholar] [CrossRef]
- Yehia, S.; Helal, K.; Abusharkh, A.; Zaher, A.; Istaitiyeh, H. Strength and durability evaluation of recycled aggregate concrete. Int. J. Concr. Struct. Mater. 2015, 9, 219–239. [Google Scholar] [CrossRef] [Green Version]
- Sikora, P.; Rucinska, T.; Stephan, D.; Chung, S.Y.; Elrahman, M.A. Evaluating the effects of nano-silica on the material properties of lightweight and ultra-light weight concrete using image-based approaches. Constr. Build. Mater. 2020, 264, 120241. [Google Scholar] [CrossRef]
- Elrahman, M.A.; ElMadawy, M.E.; Chung, S.Y.; Shikora, P.; Stephan, D. Preparation and characterization of ultra-light weight foamed concrete incorporating lightweight aggregates. Appl. Sci. 2016, 9, 1447. [Google Scholar] [CrossRef] [Green Version]
- VanGeem, M.G.; Marceau, M.L. Using concrete to increase LEED ratings of building. Archit. Eng. Conf. (AEI) 2003. [Google Scholar] [CrossRef]
- VanGeem, G.M.; Marceau, M.L. Using Concrete to Maximize LEED™ Points. Concr. Int. 2002, 24, 69–73. [Google Scholar]
- Batayneh, M.; Marie, I.; Asi, I. Use of selected waste materials in concrete mixes. Waste Manag. 2007, 27, 1870–1876. [Google Scholar] [CrossRef] [PubMed]
- Veirian, K.P.; Whiting, N.M.; Olek, J.; Jain, J.; Snyder, M.B. Using Recycled Concrete as Aggregate in Concrete Pavements to Reduce Materials Cost; Joint Transportation Research Program; Indiana Department of Transportation and Purdue University: West Lafayette, IN, USA, 2013. [Google Scholar]
- Shan, X.; Zhou, J.; Chang, V.W.C.; Yang, E.H. Life cycle assessment of adoption of local recycled aggregates and green concrete in Singapore perspective. J. Clean. Prod. 2017, 164, 918–926. [Google Scholar] [CrossRef]
- Marinković, S.B.; Ignjatović, I.; Radonjanin, V. Life-cycle Assessment (LCA) of Concrete with Recycled Aggregates (RAs). In Handbook of Recycled Concrete and Demolition Waste; Woodhead Publishing: Cambridge, UK, 2013; pp. 569–604. [Google Scholar]
- Rahal, K. Mechanical properties of concrete with recycled coarse aggregate. Build. Environ. 2007, 42, 407–415. [Google Scholar] [CrossRef]
- Hansen, T.C. Recycling of Demolished Concrete and Masonry; CRC Press: Boca Raton, FL, USA, 1992. [Google Scholar]
- Nováková, I.; Mikulica, K. Properties of concrete with partial replacement of natural aggregate by recycled concrete aggregates from precast production. Procedia Eng. 2016, 151, 360–367. [Google Scholar] [CrossRef] [Green Version]
- Evangelista, L.; de Brito, J. Mechanical behaviour of concrete made with fine recycled concrete aggregates. Cem. Concr. Compos. 2007, 29, 397–401. [Google Scholar] [CrossRef]
- Marinković, S.; Carević, V. Comparative Studies of the Life Cycle Analysis between Conventional and Recycled Aggregate Concrete, in New Trends in Eco-Efficient and Recycled Concrete; Elsevier: Amsterdam, The Netherlands, 2019; pp. 257–291. [Google Scholar]
- Sarhat, S. An Experimental Investigation on the Viability of Using Fine Concrete Recycled Aggregate in Concrete Production. In Proceedings of the International Conference on Sustainable Construction Materials and Technologies, Coventry, UK, 11–13 June 2007. [Google Scholar]
- Berndt, M. Properties of sustainable concrete containing fly ash, slag and recycled concrete aggregate. Constr. Build. Mater. 2009, 23, 2606–2613. [Google Scholar] [CrossRef]
- Aly, A.M.; El-Feky, M.S.; Kohail, M.; Nasr, E.S.A. A Performance of geopolymer concrete containing recycled rubber. Constr. Build. Mater. 2019, 207, 136–144. [Google Scholar] [CrossRef]
- Abdelmonem, A.; El-Feky, M.S.; Nasr, S.E.; Kohail, M. Performance of high strength concrete containing recycled rubber. Constr. Build. Mater. 2019, 227, 116660. [Google Scholar] [CrossRef]
- Sofi, A. Effect of waste tire rubber on mechanical and durability properties of concrete—A review. AIN Shams Eng. J. 2017, 9, 2691–2700. [Google Scholar] [CrossRef]
- Rashid, K.; Yazdanbakhsh, A.; Rehman, M.U. Sustainable selection of the concrete incorporating recycled tire aggregate to be used as medium to low strength material. J. Clean. Prod. 2019, 224, 396–410. [Google Scholar] [CrossRef]
- Gerges, N.N.; Issa, C.A.; Fawaz, S.A. Rubber concrete: Mechanical and dynamical properties. Case Stud. Constr. Mater. 2018, 9, e00184. [Google Scholar] [CrossRef]
- Park, S.B.; Lee, B.C.; Kim, J.H. Studies on mechanical properties of concrete containing waste glass aggregate. Cem. Concr. Res. 2004, 34, 2181–2189. [Google Scholar] [CrossRef]
- Kou, S.C.; Poon, C.S. Properties of self-compacting concrete prepared with recycled glass aggregate. Cem. Concr. Compos. 2009, 31, 107–113. [Google Scholar] [CrossRef]
- Jin, W.; Meyer, C.; Baxter, S. Glascrete-Concrete with Glass Aggregate. Aci Mater. J. 2000, 97, 208–213. [Google Scholar]
- Olofinnade, O.M.; Ndambuki, J.; Ede, A.; Olukanni, D.O. Effect of substitution of crushed waste glass as partial replacement for natural fine and coarse aggregate in concrete. Mater. Sci. Forum 2016, 866, 58–62. [Google Scholar] [CrossRef]
- Balkum, E.T. Aggregate Using Recycled Plastics. Google Patents No. 6,488,766, 3 December 2002. [Google Scholar]
- Siddique, R.; Khatib, J.; Kaur, I. Use of recycled plastic in concrete: A review. Waste Manag. 2008, 28, 1835–1852. [Google Scholar] [CrossRef] [PubMed]
- Ismail, Z.Z.; Al-Hashmi, E.A. Use of waste plastic in concrete mixture as aggregate replacement. Waste Manag. 2008, 28, 2041–2047. [Google Scholar] [CrossRef] [PubMed]
- Chunlin, L.; Kunpeng, Z.; Depeng, C. Possibility of concrete prepared with steel slag as fine and coarse aggregates: A preliminary study. Procedia Eng. 2011, 24, 412–416. [Google Scholar] [CrossRef] [Green Version]
- Nadeem, M.; Pofale, A.D. Utilization of industrial waste slag as aggregate in concrete applications by adopting Taguchi’s approach for optimization. Open J. Civ. Eng. 2012, 2, 10. [Google Scholar] [CrossRef] [Green Version]
- Ríos, J.D.; de Medina, A.V.S.; de la Conche, A.M.; Cifuentes, H.; Leiva, C. Analysis of the Utilization of Air-Cooled Blast Furnace Slag as Industrial Waste Aggregates in Self-Compacting Concrete. Sustainability 2019, 11, 1072. [Google Scholar] [CrossRef] [Green Version]
- Krishnasami, R.; Malathy, R. Significance of blast furnace slag as coarse aggregate in self-compacting concrete. Appl. Mech. Mater. 2013, 357, 829–833. [Google Scholar] [CrossRef]
- Chinnaraj, D.K. Study on concrete using steel slag as coarse aggregate replacement and eco sand as fine aggregate replacement. IJREAT Int. J. Res. Eng. Adv. Technol. 2013, 1, 65–69. [Google Scholar]
- Abu-Eishah, S.I.; El-Dieb, A.S.; Bedir, M.S. Performance of concrete mixtures made with electric arc furnace (EAF) steel slag aggregate produced in the Arabian Gulf region. Constr. Build. Mater. 2012, 34, 249–256. [Google Scholar] [CrossRef]
- Netinger, I.; Bjegović, D.; Vrhovac, G. Utilisation of steel slag as an aggregate in concrete. Mater. Struct. 2011, 44, 1565–1575. [Google Scholar] [CrossRef]
- Maslehuddin, M.; Sharif, A.; Shameem, M.; Mohammed, I.; Barry, M.S. Comparison of properties of steel slag and crushed limestone aggregate concretes. Constr. Build. Mater. 2003, 17, 105–112. [Google Scholar] [CrossRef]
- World Steel Association. Steel Facts. A Collection of Amazing Facts about Steel. World Steel 2018. Available online: https://www.worldsteel.org/en/dam/jcr:1b916a6d-06fd-4e84-b35d-c1d911d18df4/Fact_By-products_2018.pdf (accessed on 24 August 2020).
- Singh, V. High Performance Concrete Using Blast Furnace Slag as Coarse Aggregate. Recent Adv. Energy Environ. Mater. 2014, 90, 94. [Google Scholar]
- Pang, B.; Zhou, Z.; Xu, H. Utilization of carbonated and granulated steel slag aggregate in concrete. Constr. Build. Mater. 2015, 84, 454–467. [Google Scholar] [CrossRef]
- Hiraskar, K.; Patil, C. Use of blast furnace slag aggregate in concrete. Int. J. Sci. Eng. Res. 2013, 4, 95–98. [Google Scholar]
- Netinger, I.; Rukavina, M.J.; Bjegovic, D.; Mladenovic, A. Concrete containing steel slag aggregate: Performance after high temperature exposure. Concr. Repair Rehabil. Retrofit. III 2012, 3, 1347–1352. [Google Scholar]
- Yüksel, I. A review of steel slag usage in construction industry for sustainable development. Environ. Dev. Sustain. 2017, 19, 369–384. [Google Scholar] [CrossRef]
- Faleschini, F.; Fernandez-Ruiz, M.A.; Zanini, M.A.; Brunelli, K.; Pellefrino, C.; Hernandez-Montes, E. High performance concrete with electric arc furnace slag as aggregate: Mechanical and durability properties. Constr. Build. Mater. 2015, 101, 113–121. [Google Scholar] [CrossRef]
- Kothai, P.; Malathy, R. Utilization of steel slag in concrete as a partial replacement material for fine aggregates. Int. J. Innov. Res. Sci. Eng. Technol. 2014, 3, 11585–11592. [Google Scholar]
- el Nouhy, H.A. Effect of High Temperature on Properties of Bricks Using Granulated Blast-furnace Slag as Aggregate Replacement. Key Eng. Mater. 2014, 600, 227–239. [Google Scholar] [CrossRef]
- Nataraja, M.; Kumar, P.; Manu, A.S.; Sanjay, M.C. Use of granulated blast furnace slag as fine aggregate in cement mortar. Int. J. Struct. Civ. Eng. Res. 2013, 2, 60–68. [Google Scholar]
- Yuji, W. The effect of bond characteristics between steel slag fine aggregate and cement paste on mechanical properties of concrete and mortar. MRS Online Proc. Libr. Arch. 1987, 113, 301–306. [Google Scholar] [CrossRef]
- Saikia, N.; Cornelis, G.; Cizer, O.; Vandecasteele, C.; van Gemert, D.A.; van Balen, K.; van Gerven, T. Use of Pb blast furnace slag as a partial substitute for fine aggregate in cement mortar. J. Mater. Cycles Waste Manag. 2012, 14, 102–112. [Google Scholar] [CrossRef]
- Khan, R.; Shinde, S. Effect of Unprocessed Steel slag on Shear Strength of Concrete when used as Fine Aggregate. Int. J. It Eng. Appl. Sci. Res. (IJIEASR) 2013, 2, 51–53. [Google Scholar]
- Rashad, A.M.; Sadek, D.M.; Hassan, H.A. An investigation on blast-furnace stag as fine aggregate in alkali-activated slag mortars subjected to elevated temperatures. J. Clean. Prod. 2016, 112, 1086–1096. [Google Scholar] [CrossRef]
- Václavík, V.; Dvorsky, T.; Simicek, V.; Ondova, M.; Valicek, J.; Kusnerova, M.; Gola, L. Steel slag as a substitute for natural aggregate in the production of concrete. Solid State Phenom. 2016, 244, 77–87. [Google Scholar] [CrossRef]
- Han, Y.; Jung, H.; Seong, S. A Fundamental Study on the Steel Slag Aggregate for Concrete. Geosystem Eng. 2002, 5, 38–45. [Google Scholar]
- Guo, Y.; Xie, J.; Zheng, W.; Li, J. Effects of steel slag as fine aggregate on static and impact behaviours of concrete. Constr. Build. Mater. 2018, 192, 194–201. [Google Scholar] [CrossRef]
- Guo, Y.; Xie, J.; Zhao, J.; Zuo, K. Utilization of unprocessed steel slag as fine aggregate in normal-and high-strength concrete. Constr. Build. Mater. 2019, 204, 41–49. [Google Scholar] [CrossRef]
- Tarawneh, S.A.; Gharaibeh, E.S.; Saraireh, F.M. Effect of using steel slag aggregate on mechanical properties of concrete. Am. J. Appl. Sci. 2014, 11, 700. [Google Scholar] [CrossRef]
- Vasanthi, P. Flexural behavior of reinforced concrete slabs using steel slag as coarse aggregate replacement. IJRET Int. J. Res. Eng. Technol. 2014, 3, 141–146. [Google Scholar]
- Thangaselvi, K. Strength and Durability of Concrete Using Steel Slag as a Partial Replacement of Coarse Aggregate in Concrete. Int. J. Adv. Res. Trends Eng. Technol. 2015, 2, 1–6. [Google Scholar]
- Devi, V.S.; Gnanavel, B. Properties of concrete manufactured using steel slag. Procedia Eng. 2014, 97, 95–104. [Google Scholar] [CrossRef] [Green Version]
- ASTM. C150/C150M-19a, Standard Specification for Portland Cement ASTM International; American Society for Testing and Materials: West Conshohocken, PA, USA, 2017. [Google Scholar]
- ASTM. C33, Standard Specification for Concrete Aggregate; American Society for Testing and Materials: West Conshohocken, PA, USA, 2004. [Google Scholar]
- ASTM. C143/C143M, Standard Test Method for Slump of Hydraulic-Cement Concrete; American Society for Testing and Materials: West Conshohocken, PA, USA, 2005. [Google Scholar]
- ASTM. C39/C39M-20, Standard Test Method for Compressive Strength of Cylindrical Concrete Specimens; American Society for Testing and Materials: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM. C496/C496M-17, Standard Test Method for Splitting Tensile Strength of Cylindrical Concrete Specimens; American Society for Testing and Materials: West Conshohocken, PA, USA, 2017. [Google Scholar]
- Tyson, S.; Tayabji, S.D. Use of Air-Cooled Blast Furnace Slag as Coarse Aggregate in Concrete Pavements; Final Report, No. FHWA-HIF-12–008; USA Department of Transportation, Federal Highway Administration: Washington, DC, USA, 2012. [Google Scholar]
- Qasrawi, H. The use of steel slag aggregate to enhance the mechanical properties of recycled aggregate concrete and retain the environment. Constr. Build. Mater. 2014, 54, 298–304. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constituents | SiO2 | Al2O3 | CaO | Fe2O3 | MgO | Na2O | K2O | SO3 | TiO2 | P2O5 | MnO | Cl | Ignition Loss |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cement | 20.13 | 5.32 | 61.63 | 3.61 | 2.39 | 0.37 | 0.13 | 2.87 | - | - | - | - | ≤0.01 |
| Slag | 38.25 | 7.64 | 34.2 | 0.53 | 7.73 | 1.14 | 1.35 | 3.01 | 0.54 | ≥0.01 | 5.17 | 0.18 |
| Property | Sand | Gravel | ACS | WCS |
|---|---|---|---|---|
| Specific Weight | 2.89 | 2.76 | 3.54 | 2.5 |
| Bulk Density | 1.67 | 1.82 | 1.9 | 1.52 |
| Fineness Modulus | 2.75 | - | - | - |
| Water Absorption (%) | - | 1.85 | 0.922 | 2 |
| Crushing Value (%) | - | 14.3 | - | - |
| Clay and Fine Dust Content (%) | 1.95 | 0.55 | - | - |
| MIX ID | Cement | Fine Agg. (Sand) | Coarse Agg. (Dolomite) | WCS | ACS | Water | S.P (1.6%) |
|---|---|---|---|---|---|---|---|
| Control (C) | 390 | 714 | 1071 | 0 | 0 | 175.5 | 6.24 |
| F50 | 390 | 357 | 1071 | 357 | 0 | 175.5 | 6.24 |
| F75 | 390 | 178.5 | 1071 | 535.5 | 0 | 175.5 | 6.24 |
| F100 | 390 | 0 | 1071 | 714 | 0 | 175.5 | 6.24 |
| C50 | 390 | 714 | 535.5 | 0 | 535.5 | 175.5 | 6.24 |
| C75 | 390 | 714 | 267.75 | 0 | 803.25 | 175.5 | 6.24 |
| C100 | 390 | 714 | 0 | 0 | 1071 | 175.5 | 6.24 |
| F50 + C50 | 390 | 357 | 535.5 | 357 | 535.5 | 175.5 | 6.24 |
| F50 + C75 | 390 | 357 | 267.75 | 357 | 803.25 | 175.5 | 6.24 |
| F50 + C100 | 390 | 357 | 0 | 357 | 1071 | 175.5 | 6.24 |
| F75 + C50 | 390 | 178.5 | 535.5 | 535.5 | 535.5 | 175.5 | 6.24 |
| F75 + C75 | 390 | 178.5 | 267.75 | 535.5 | 803.25 | 175.5 | 6.24 |
| F75 + C100 | 390 | 178.5 | 0 | 535.5 | 1071 | 175.5 | 6.24 |
| F100 + C50 | 390 | 0 | 535.5 | 714 | 535.5 | 175.5 | 6.24 |
| F100 + C75 | 390 | 0 | 267.75 | 714 | 803.25 | 175.5 | 6.24 |
| F100 + C100 | 390 | 0 | 0 | 714 | 1071 | 175.5 | 6.24 |
| MIX ID | 28-Days Compressive Strength (Mpa) | Mean | S.D. | C.V. | ||
|---|---|---|---|---|---|---|
| Control (C) | 38.6 | 39.7 | 38.3 | 38.9 | 0.7 | 0.019 |
| F50 | 35.4 | 41.4 | 38.2 | 38.3 | 3.0 | 0.078 |
| F75 | 37 | 41.1 | 38.8 | 39.0 | 2.1 | 0.053 |
| F100 | 17.7 | 17 | 15.9 | 16.9 | 0.9 | 0.054 |
| C50 | 43.5 | 39.1 | 42 | 41.5 | 2.2 | 0.054 |
| C75 | 36.9 | 36.3 | 36.3 | 36.5 | 0.3 | 0.009 |
| C100 | 38.6 | 37 | 40.2 | 38.6 | 1.6 | 0.041 |
| F50 + C50 | 34.4 | 32.1 | 34 | 33.5 | 1.2 | 0.037 |
| F50 + C75 | 33.4 | 32.3 | 33.3 | 33.0 | 0.6 | 0.018 |
| F50 + C100 | 22.6 | 27.8 | 20.7 | 23.7 | 3.7 | 0.155 |
| F75 + C50 | 20.8 | 18.1 | 21.5 | 20.1 | 1.8 | 0.089 |
| F75 + C75 | 25 | 30.6 | 27.4 | 27.7 | 2.8 | 0.102 |
| F75 + C100 | 39.2 | 37.8 | 35 | 37.3 | 2.1 | 0.057 |
| F100 + C50 | 24.2 | 25.1 | 27 | 25.4 | 1.4 | 0.056 |
| F100 + C75 | 24 | 24.9 | 26 | 25.0 | 1.0 | 0.040 |
| F100 + C100 | 31.7 | 30.5 | 32.5 | 31.6 | 1.0 | 0.032 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
El-Tair, A.M.; Bakheet, R.; El-Feky, M.S.; Kohail, M.; Akib, S. Utilization of Water-Cooled and Air-Cooled Slag Aggregate in Concrete: A Solution to the Secular Economy. Eng 2020, 1, 48-59. https://doi.org/10.3390/eng1010004
El-Tair AM, Bakheet R, El-Feky MS, Kohail M, Akib S. Utilization of Water-Cooled and Air-Cooled Slag Aggregate in Concrete: A Solution to the Secular Economy. Eng. 2020; 1(1):48-59. https://doi.org/10.3390/eng1010004
Chicago/Turabian StyleEl-Tair, Ahmed Maher, Ramez Bakheet, Mohamed Samy El-Feky, Mohamed Kohail, and Shatirah Akib. 2020. "Utilization of Water-Cooled and Air-Cooled Slag Aggregate in Concrete: A Solution to the Secular Economy" Eng 1, no. 1: 48-59. https://doi.org/10.3390/eng1010004
APA StyleEl-Tair, A. M., Bakheet, R., El-Feky, M. S., Kohail, M., & Akib, S. (2020). Utilization of Water-Cooled and Air-Cooled Slag Aggregate in Concrete: A Solution to the Secular Economy. Eng, 1(1), 48-59. https://doi.org/10.3390/eng1010004