3.1. Establishment of Model
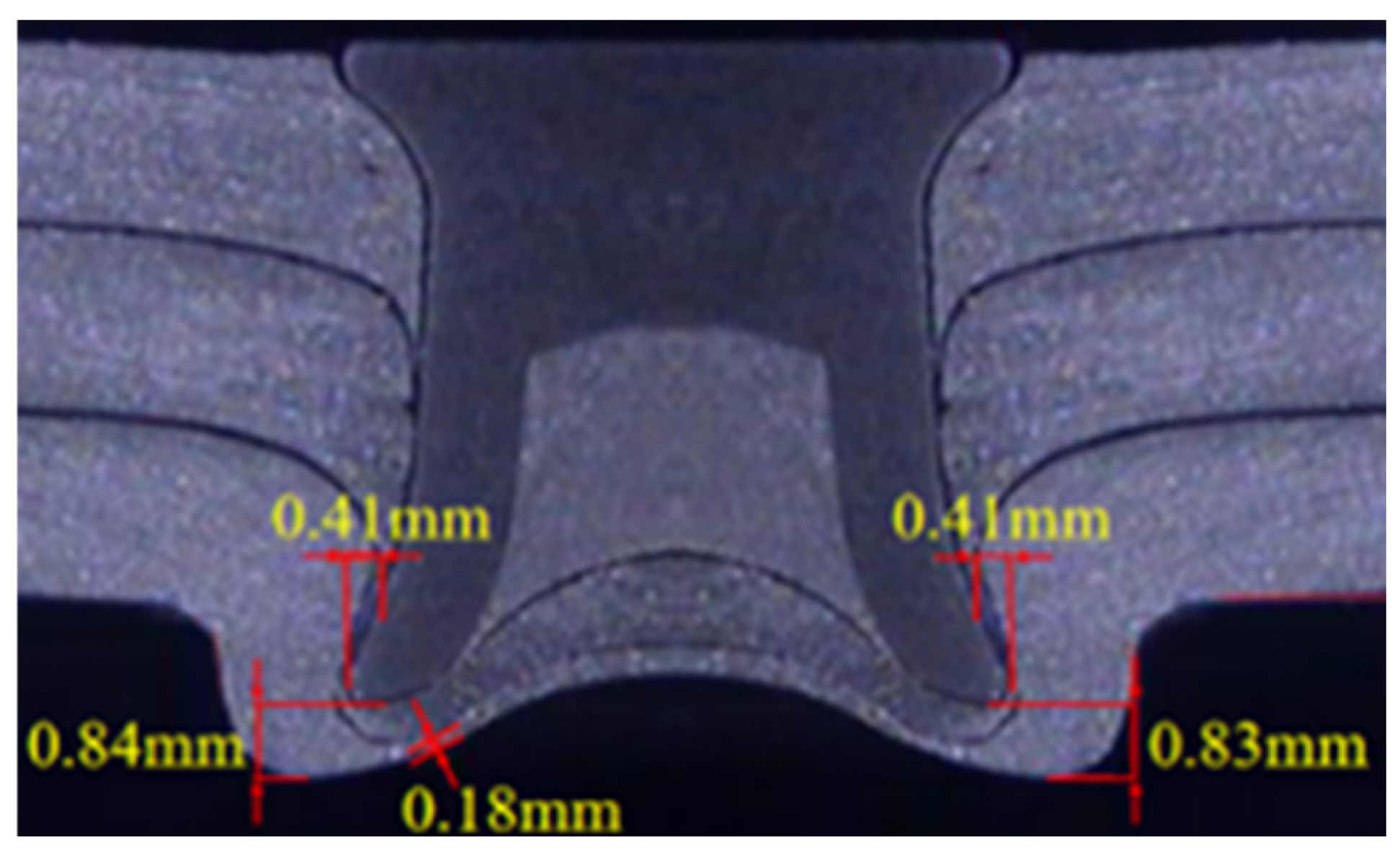
To better understand how different sheet layer combinations affect joint mechanical properties and to analyze the differences among these joints, this study uses the finite element software Hyper Mesh/LS-DYNA (R14.1). Detailed finite element models for various sheet layer combinations are created. Numerical simulations are then conducted to examine the failure processes of joints under both shear and cross-tensile conditions. These analyses help clarify the impact of different sheet layer combinations on joint performance. First, based on the dimensions of the joint forming results, as shown in
Figure 7, the rivet and sheets are subjected to rotation treatment to generate the three-dimensional solid model of the joint. A geometric model of the test specimen is also established, comprising four components: the rivet, the upper sheet, the middle sheet, and the lower sheet. Next, a meshing process is performed on the model components. The areas where the rivet and sheets are joined are refined with a solid mesh of 0.25 mm, while the remaining parts of the sheets are coarsely meshed with a solid mesh of 1 mm. Material properties are assigned, and a multilinear elastic–plastic material model is employed. The detailed finite element model of the joint is shown in
Figure 8. Subsequently, model parameters are set, defining automatic face-to-face contact between model components with a friction coefficient of 0.2. Additional controls, such as solid element control, contact control, hourglass control, and Arbitrary Lagrangian-Eulerian (ALE)control, are implemented. Finally, loading and boundary conditions are defined. The LS-DYNA solver (ANSYS, San Jose, CA, USA) is used to analyze and obtain the failure processes of joints with different sheet layer combinations under the two working conditions.
3.2. Loading and Boundary Conditions
To accurately simulate the loading and constraint situations in actual experimental environments, corresponding boundary conditions and loading methods were set in the finite element model. Specifically, as follows:
Under shear conditions, the bottom of the model (the lowest plate) is completely fixed, limiting its displacement in all directions (UX, UY, UZ = 0) to simulate the actual situation where the lower plate is firmly fixed by the fixture during the experimental process. Apply a uniformly distributed vertical downward force at the center of the top of the upper plate to simulate the effect of shear loads. The magnitude of the force is set according to the actual load in the experiment, and the actual loading process is simulated by gradually increasing it.
For the cross-stretching condition, one end of the model (such as the left end) is fixed, limiting its displacement in the X-axis direction (UX = 0), while allowing free deformation in the Y-axis and Z-axis directions to simulate the situation where one end of the specimen is clamped while the other end is subjected to tension in actual testing. At the other end of the model (such as the right end), a uniformly distributed tensile load is applied along the Y-axis direction, which is also set according to the parameters in the actual experiment and gradually loaded until the specimen fails.
In addition, in order to more accurately reflect the actual working state of the self-piercing riveting joint, the friction coefficient between the contact surfaces was set to 0.2, and physical element control, contact control, hourglass control, and ALE control were set to ensure the effectiveness and accuracy of the simulation results.
3.3. Analysis of Numerical Simulation Results
In all figures showing the results of numerical simulations, the stress values represent true stresses rather than nominal stresses. This is based on the consideration of large deformation behavior in the material model. True stress values are derived from experimental stress–strain curves and are adjusted according to large deformation theory.
The analysis follows the large deformation hypothesis, which accounts for significant geometric changes during loading. To verify the model’s accuracy under practical conditions, preliminary validations were also conducted using small deformation assumptions. A comparison between simulated true stress values and experimental measurements was performed, showing good agreement and confirming the reliability of the simulation approach.
3.3.1. T1 Plate Layer Combination Method for Clamping the Middle Plate and Stretching the Upper Plate
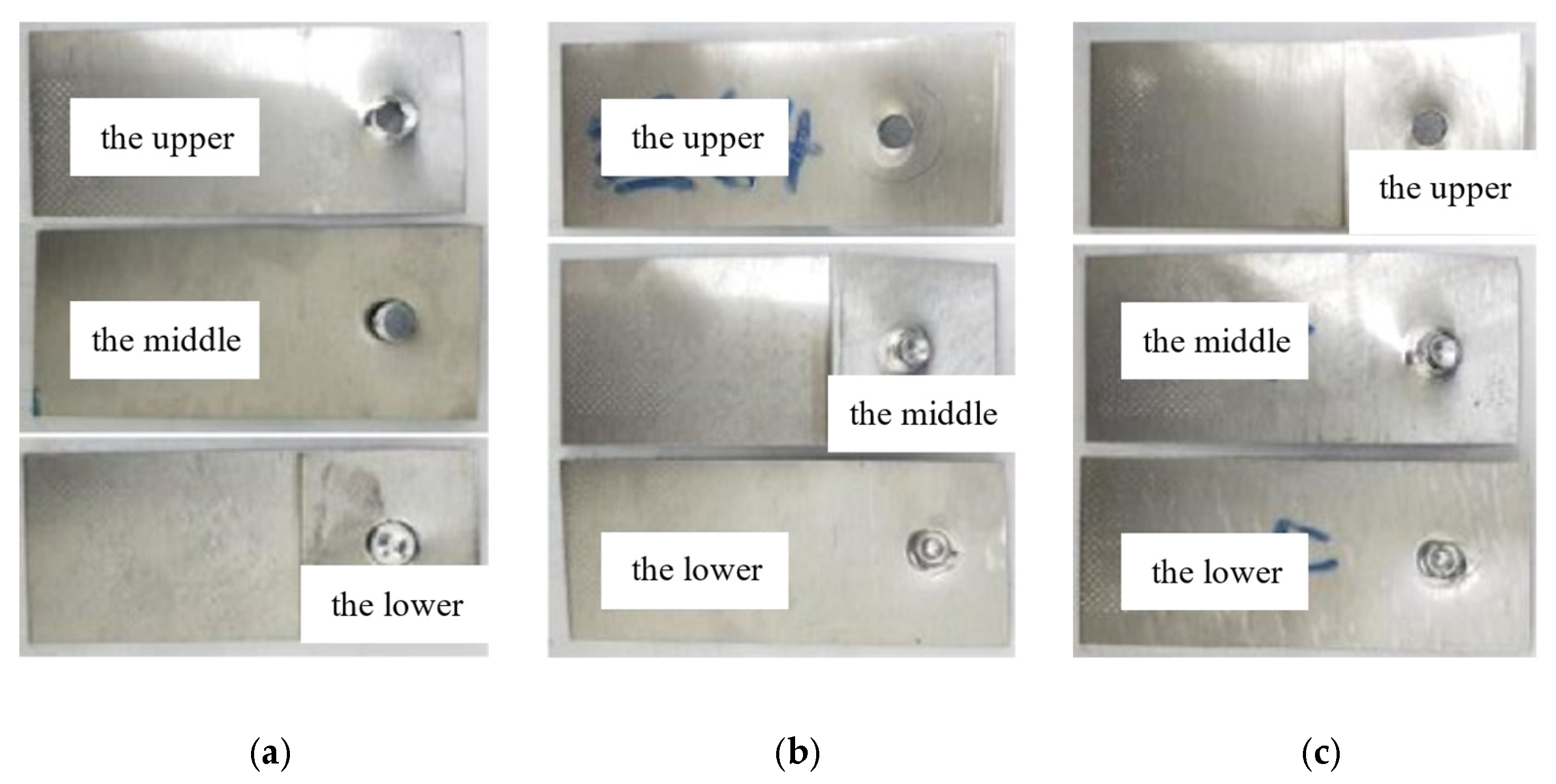
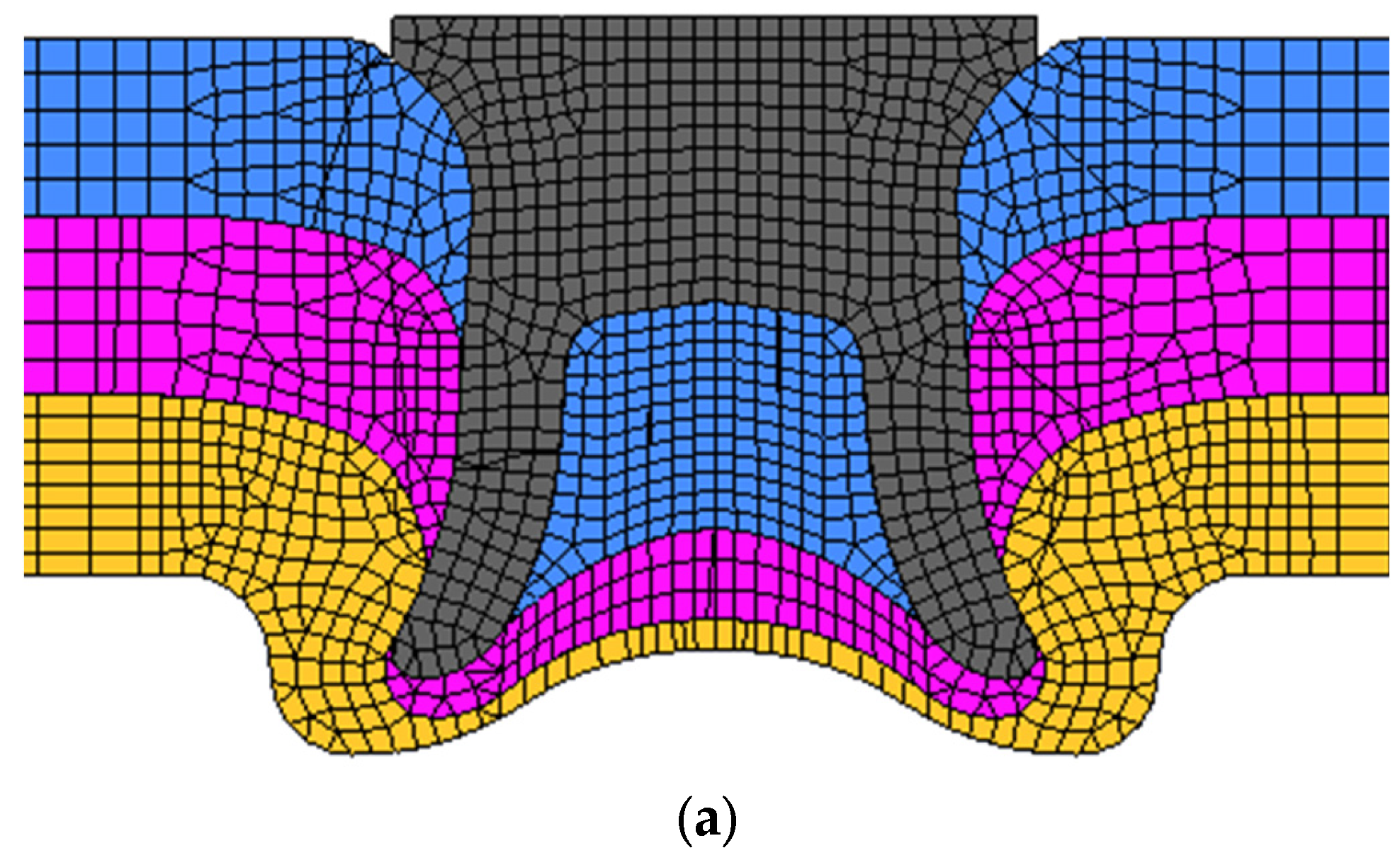
Figure 9 shows the failure process of the T1 plate layer combination joint under shearing conditions. When the stretching begins, the upper plate and the middle plate are stress concentrated on the left and right sides of the rivets respectively. Under the action of the shear force of the upper plate and the middle plate, the rivets are slightly inclined and form maximum stress on the tip of the left leg. During stretching, as the shear force of the upper plate increases, the rivets are clearly tilted, and the left leg tends to be pulled up, and the stress increases further under the action of self-locking restrictions. At the same time, the middle plate undergoes plastic deformation, resulting in an increase in contact area with the right side of the rivet, while the upper plate and the lower plate undergoes bending deformation. Under the combined action of the continuous increase in the contact area between the rivet and the middle plate and the increasing shear force, the rivet Is further Inclined. As the strength of the rivet is greater than the strength of the upper plate, the interaction between the rivet and the upper plate causes the deformation and expansion of the punching hole of the upper plate, resulting in the pulling of the upper plate from the rivet and causing the joint failure.
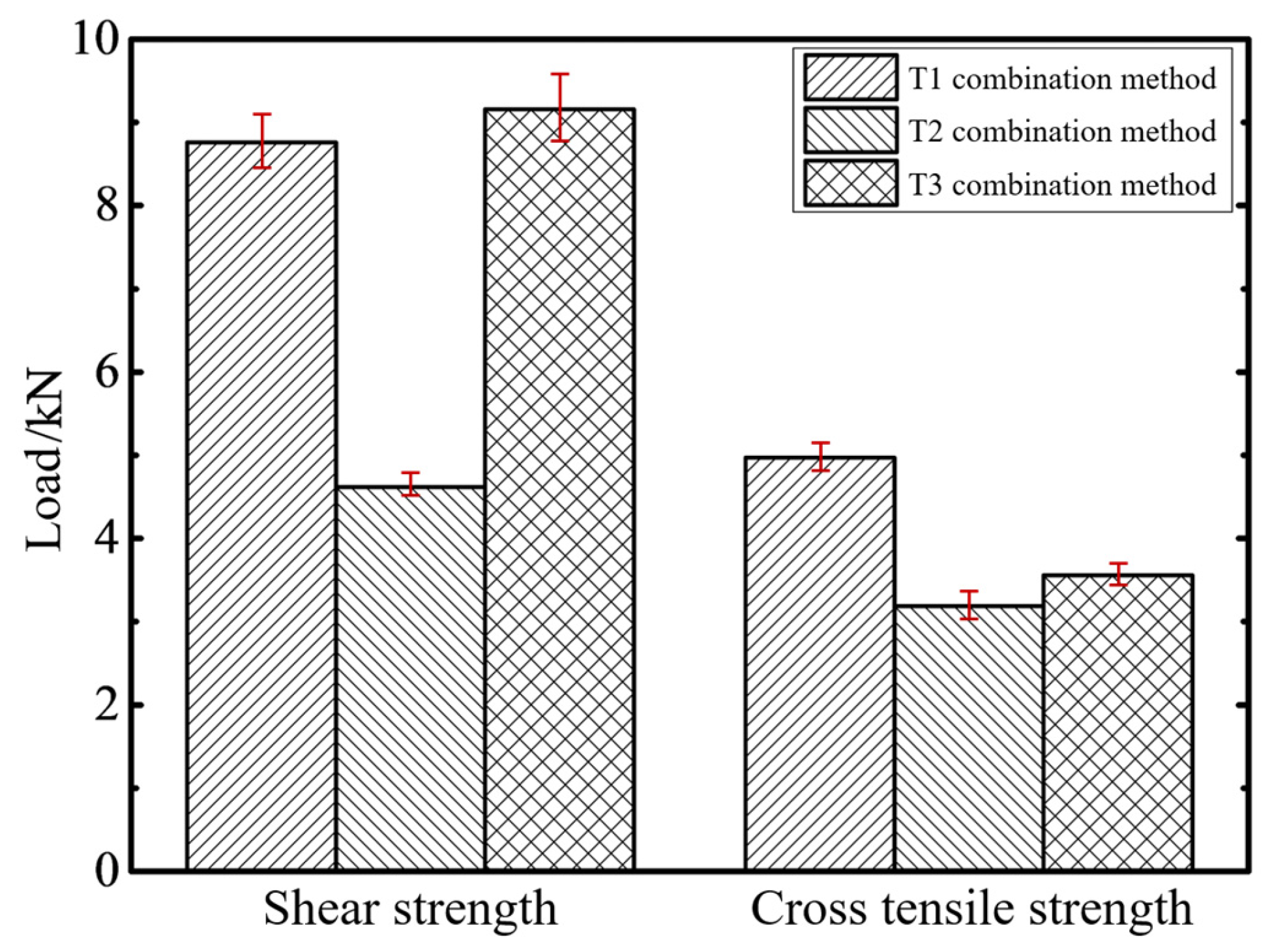
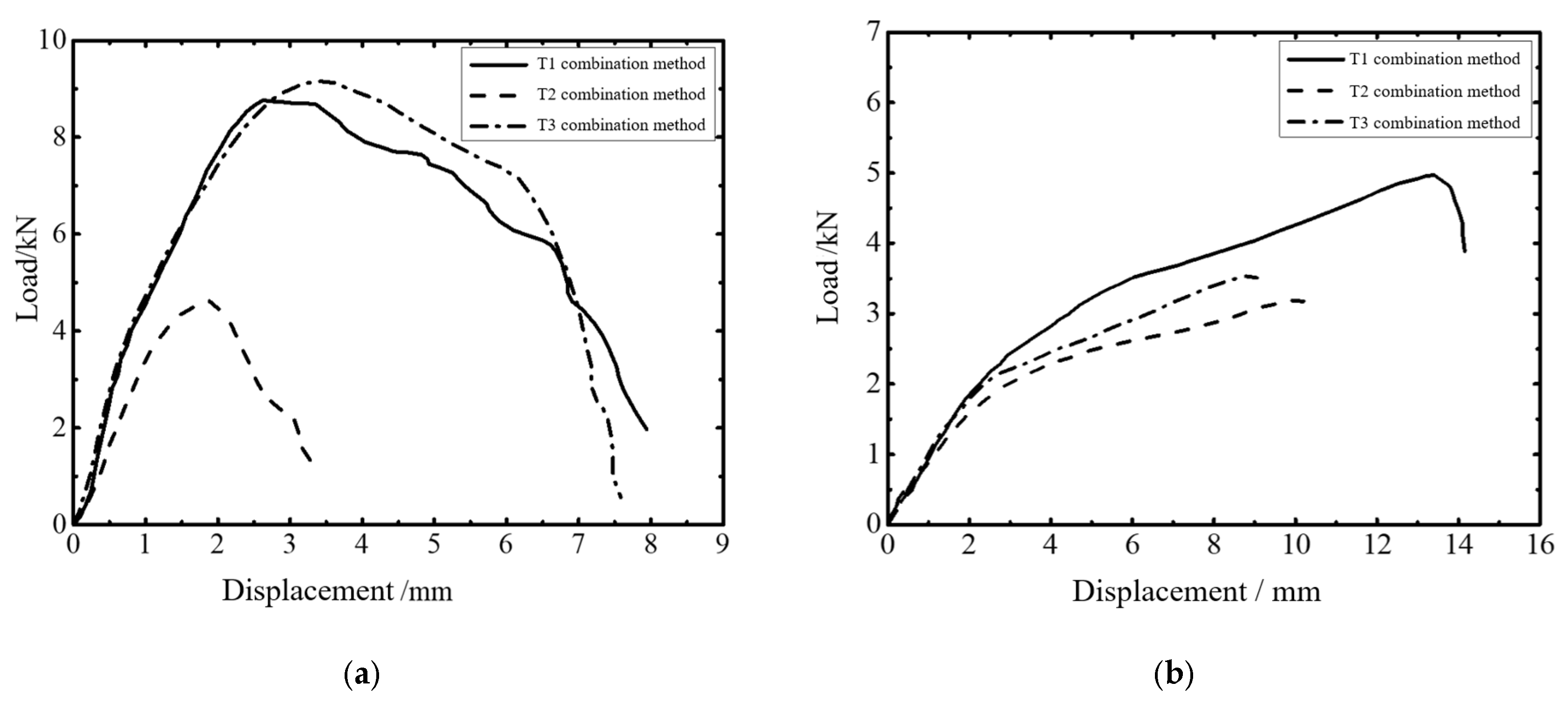
During the shear failure process of the T1 joint, the rivet remains connected to the middle and lower plates and is self-locking; the upper plate is less strong; and the punching hole is deformed and expanded, which leads to it being pulled out of the rivet. Therefore, in this plate layer combination, the shear strength of the joint is affected by the strength of the upper plate and of the self-locking strength of the rivet and the middle and lower plates. When the strength of the upper plate is smaller than the self-locking strength of the rivet and the middle and lower plates, the upper plate undergoes plastic deformation, causing the punching to expand, in turn causing the upper plate to be easily pulled out of the rivet. At the same time, compared with the T2 joint, as the self-locking of the T1 rivet and the middle and lower plates is greater than that of the T2 rivet and the lower plate, the shear strength of the T1 joint is greater than that of the T2 joint with the same strength as the upper plate.
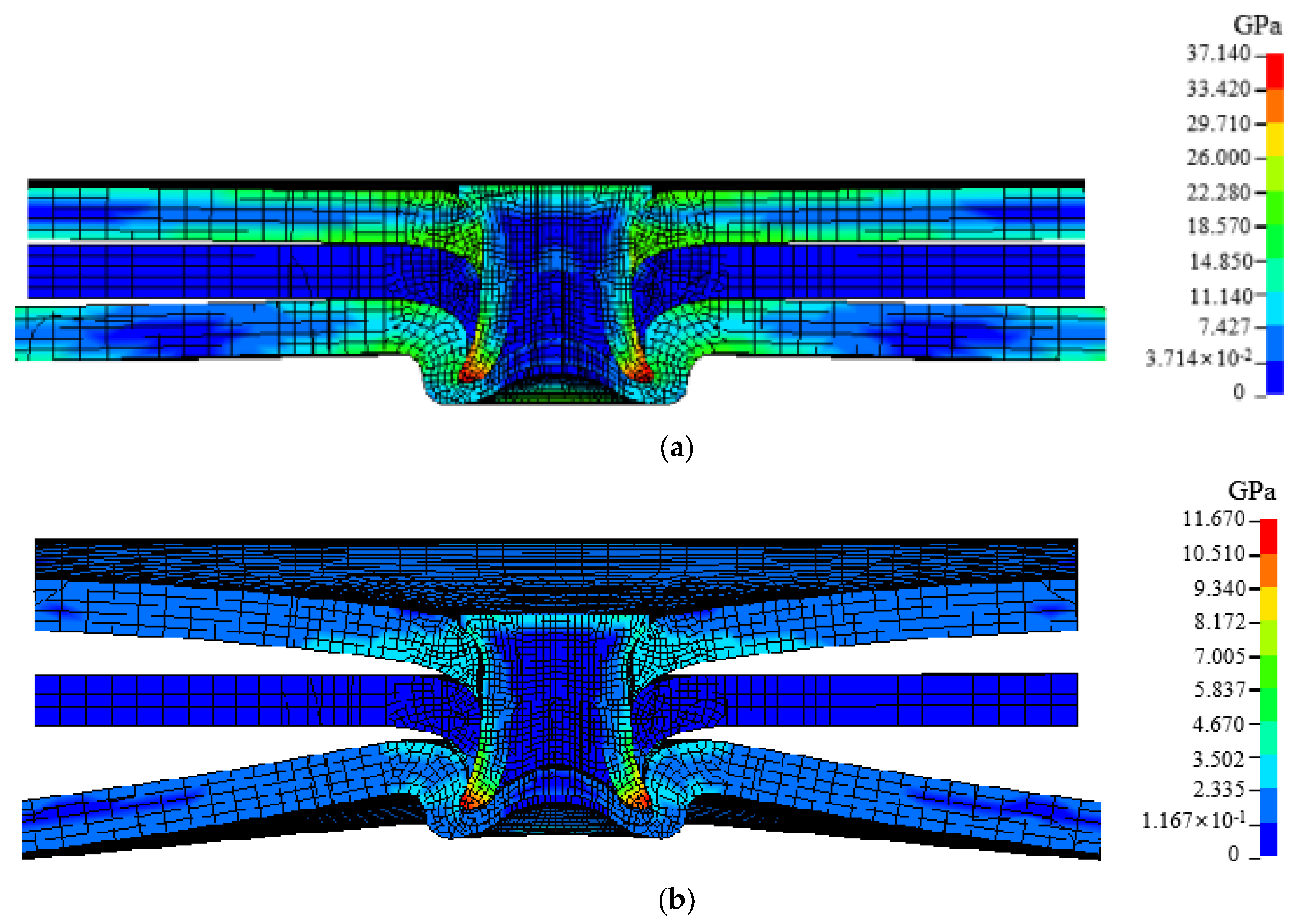
The cross-tensile strength of the T1 plate layer combination joint is the largest, and its failure process under cross-tensile conditions is shown in
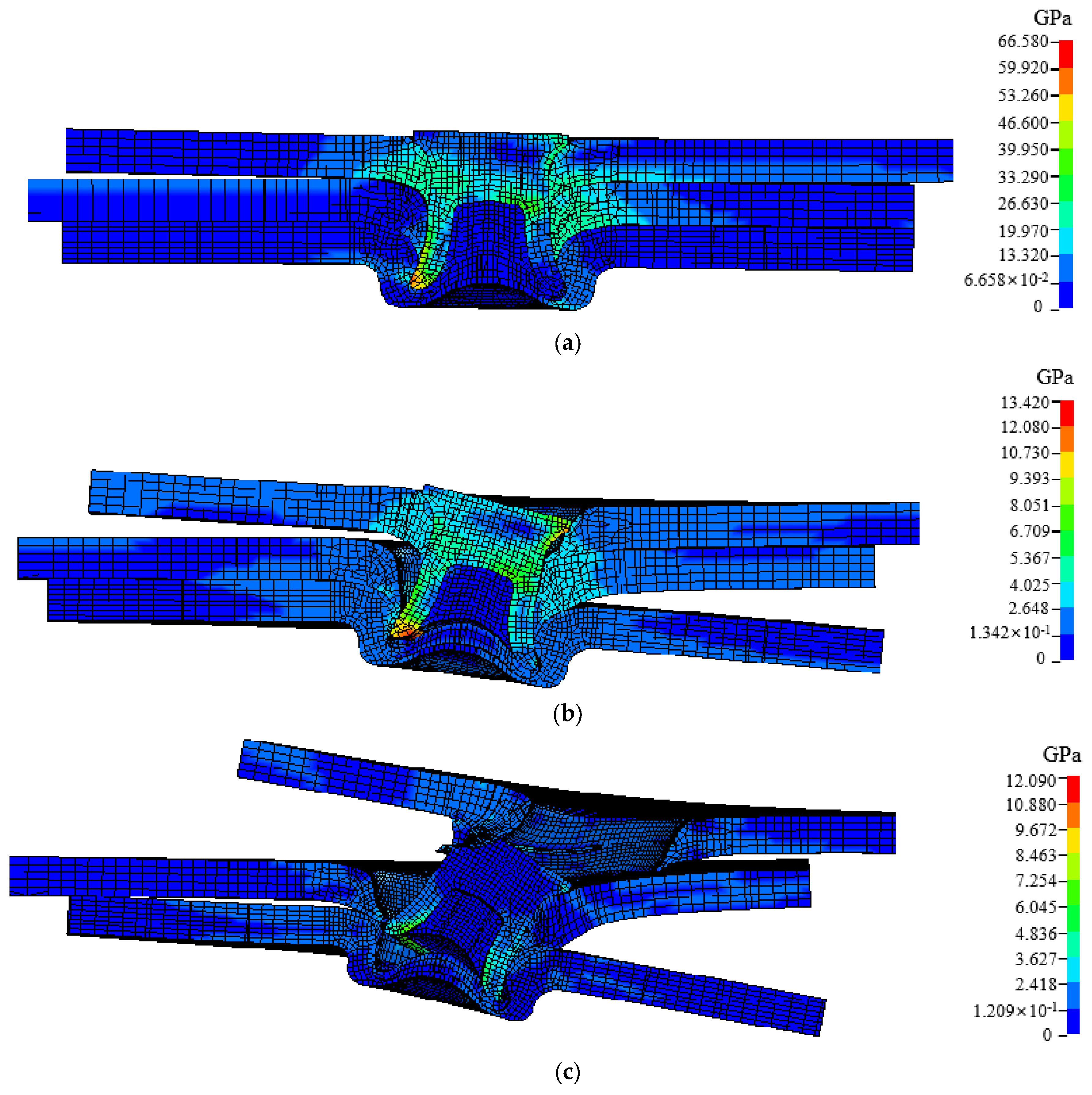
Figure 10. At the beginning, the self-locking part of the upper plate and the rivet forms maximum stress under the squeeze of the rivet and the middle plate, and the stress concentration of the rivet occurs due to the self-locking of the rivet. As the tensile force increases, the upper plate undergoes plastic deformation, the stress disperses around the punching hole of the sheet, and there is a tendency to expand at the punching hole. Under the combined action of mid-plate stretching and self-locking restrictions, the middle and lower plates are stress concentrated on the contact part of the rivet’s legs, while the rivets form the maximum stress at the tip of the leg. Under the continuous action of tensile force, the plastic deformation at the punching hole of the upper plate continues to increase. When the punching hole expands to greater than the diameter of the rivet head, the upper plate is instantly pulled out of the rivet, causing the joint failure.
During the cross-stretch failure process of the T1 joint, the stretched middle plate is equivalent to the stretched middle and lower layers of plates with a total thickness of 4 mm. Compared with the stretched upper plate layer with a thickness of only 2 mm, it can withstand greater tensile force. Therefore, the upper plate is deformed and expanded due to its smaller strength. At the same time, the rivets have significant self-locking with the middle and lower plates, making it difficult to pull out from the middle and lower plates. Then, under the action of expanding at the punching hole of the upper plate, the upper plate is pulled out from the rivet. Therefore, in this plate layer combination method, the tensile strength of the joint cross is affected by the strength of the upper plate. As the upper plate strength of the three types of joints is the same, the self-locking of the T1 joint rivet and the middle and lower plates is greater than that of the T2 and T3 joint rivet and the lower plates, and the rivets are more difficult to pull out. Therefore, the cross-tensile strength of the T1 joint is the largest, and the failure mode is also different from them.
3.3.2. T2 Plate Layer Combination Method for Clamping the Lower Plate and Stretching the Upper Plate
The shear strength of the joints in the T2 plate layer combination method is the smallest among the three plate layer combination methods, and the failure process under shearing conditions is shown in
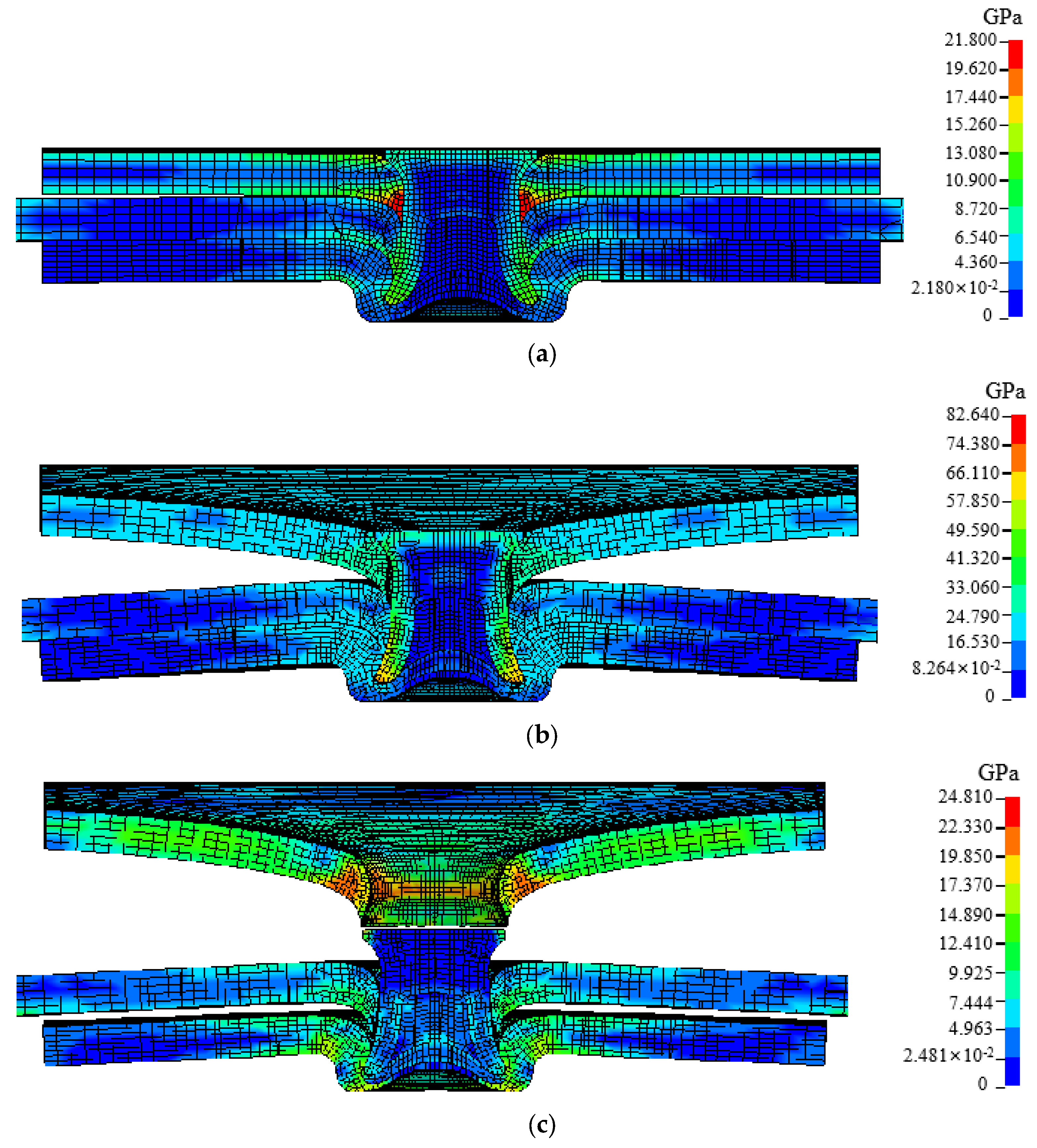
Figure 11. In the beginning, the tendency of the rivets to be pulled up creates maximum stress at the tip of the left leg and creates stress concentration on the head of the self-locking part of the upper plate on the right. The lower plate is subjected to the rivet inclination and the middle plate, and a local stress concentration is formed on the right side of the rivet legs. During the stretching process, although the mid plate is not directly stretched, it tilts with the rivet under the action of self-locking. The left side of the upper plate and the right side of the lower plate are bent and deformation occurs due to the combined action of the inclination of the middle plate and tensile force. The part of the rivet on the right side of the upper plate tends to be pulled out. The riveted part of the lower plate expands due to plastic deformation, and the tendency of the rivet being pulled up is clear. When the shear force increases, the lower plate riveting is further expanded. When the rivet inclination becomes larger, the rivet is pulled out of the lower plate and the T2 joint fails to lock.
During the shear failure of the T2 joint, the deformation and expansion of the lower plate riveting and the rivet tilt work together to make the rivet easy to pull out of the lower plate, resulting in the joint self-locking failure. Therefore, in this plate layer combination, the shear strength of the joint is affected by the lower plate strength and the rivet and lower plate self-locking strength. At the same time, during the stress process of the T2 joint plate layer, a bending moment with the rivet as the axis is formed, which is larger than the bending moment with the rivet head to the middle of the T1 joint formed by the middle and upper and middle plates of the T1 joint. Therefore, the T2 joint rivet is more likely to tilt than the T1 joint rivet, making it easier to overcome the self-locking between the rivet and the lower plate. Therefore, the T2 shear strength is less than the shear strength of the T1 joint.
Figure 12 shows the failure process of the T2 plate combination joint under cross-tensile conditions. When stretching begins, the rivet forms the maximum stress on the tips of the left and right legs due to the self-locking effect, while the upper and lower plates form stress concentration on the self-locking part of the rivet due to the tensile force. When stretching continuously, the stress on the tips of the legs on both sides of the rivet increases, the upper and lower plates undergo plastic deformation, and the stress is distributed around the plate. As the strength of the rivet is greater than that of the lower plate, the lower plate rivet joint expands under the combined action of the upward stretching and plastic deformation of the rivet, which causes the rivet to be pulled out of the lower plate, in turn causing the joint to fail.
During the cross-stretch failure process of the T2 joint, as the self-locking of the rivet and the upper plate is greater than that of the rivet and the lower plate, when the upper plate and the lower plate are the same deformation, the self-locking of the lower plate and the rivet is more likely to fail. Therefore, in this plate layer combination, the tensile strength of the joint is affected by the lower plate strength and the self-locking strength of the rivet and the lower plate. When the tensile load causes plastic deformation of the lower plate and is greater than the self-locking strength between the rivet and the lower plate, the rivet is pulled out of the lower plate, causing the joint to fail.
3.3.3. T3 Plate Layer Combination Method for Clamping the Lower Plate and Stretching the Upper Plate
The shear strength of the T3 plate combination joint is the largest, which is related to the stress of the T3 joint plate layer under shearing conditions.
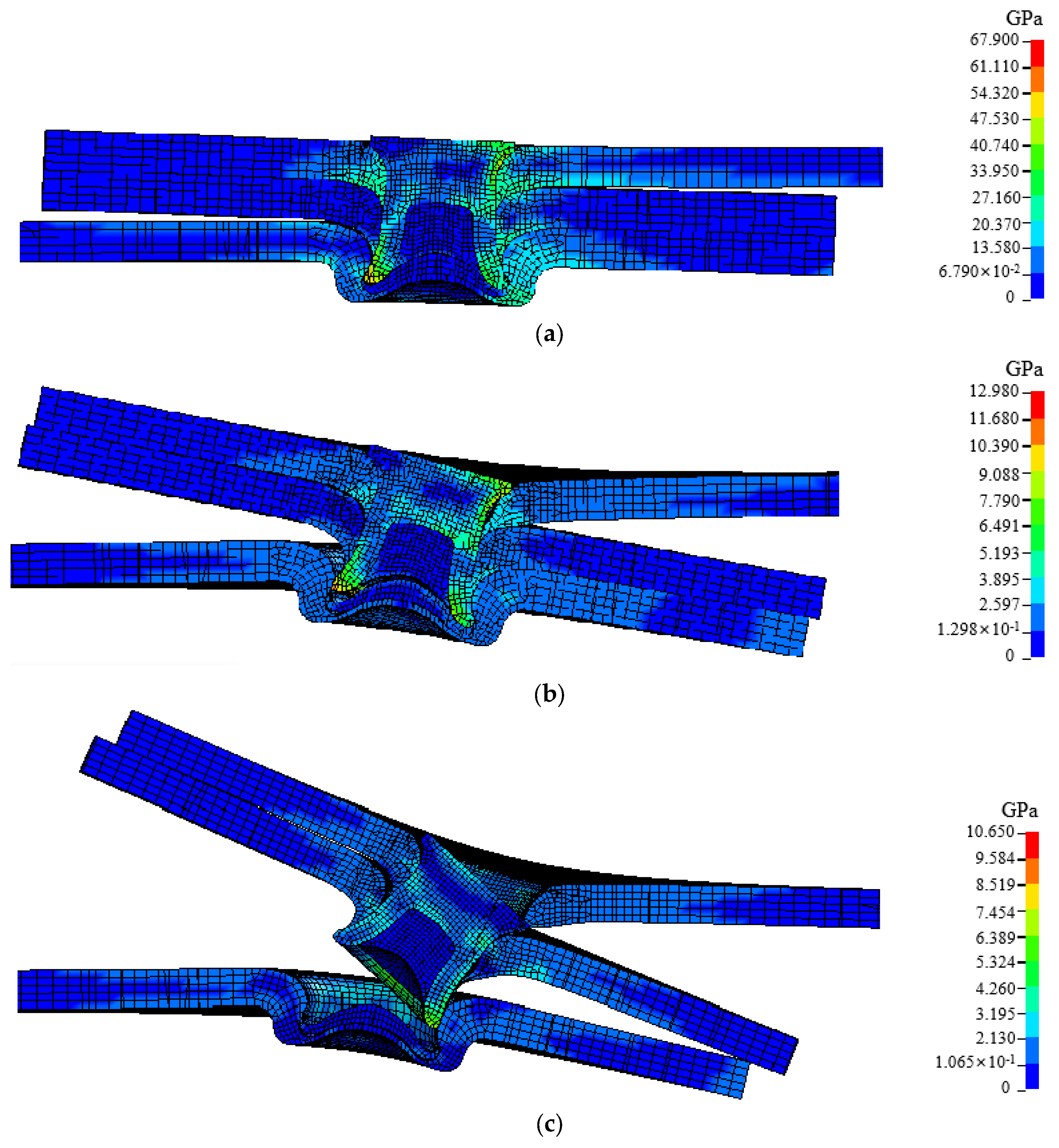
Figure 13 shows the failure process of the T3 plate combination joint in shearing conditions. As can be seen from the figure, when the shearing condition begins, the stress is concentrated on the right side of the rivet, the rivet is inclined, and the maximum stress is formed on the tip of the leg on the right side of the rivet. Due to the shear force, the middle plate forms a stress concentration in the contact part with the rivet. As the shear force increases, the rivet becomes more inclined and constantly squeezes the self-locking part on the right side of the upper plate. Plastic deformation occurs on the right side of the upper plate and the load is transferred to the right side of the middle plate. On the right side of the middle plate, under the combined action of shear force and transfer load, plastic deformation occurs and tends to be pulled out. At the same time, the upper plate is located between the rivet head and the middle plate, and under the action of the bending deformation of the middle plate and the self-locking limit of the rivet, it also undergoes a certain degree of bending deformation. The lower plate deforms and expands under shear and self-locking effects. The left leg of the rivet tends to be pulled up, and the right leg of the rivet remains in the lower plate. When the shear force increases, the rivet inclination becomes larger, and the right side of its legs can be pulled out from the lower plate, at which point the T3 joint fails.
During the shear failure of the T3 joint, the middle plate first undergoes plastic deformation, while the upper plate undergoes plastic deformation under the joint action of the middle plate and the rivet. As the upper middle plate is kept connected to the rivet through self-locking, it is equivalent to stretching the upper middle two layers of sheets when stretching the middle plate, and their contact surface with the rivet is relatively large. The lower plate and the rivet have contact only with the self-locking part, and the area that can withstand the load is smaller than the area that can withstand the load when the upper middle plate and the rivet are in contact. Therefore, in the process of increasing shear force, compared with the upper middle plate with high load-bearing capacity, the lower plate is more likely to undergo plastic deformation, resulting in deformation and expansion of the riveting, which in turn causes the self-locking to fail and the rivets to be pulled out of the lower plate. In this plate layer combination, the plastic deformation at the lower plate rivet makes the inclined rivet easy to pull out, so the shear strength of the joint is affected by the lower plate strength and the self-locking strength of the rivet and the lower plate. At the same time, compared with T1 and T2 joints, the T3 joints are combined to stretch the middle plate. On the one hand, the shear force needs to plastically deform the upper middle plates, so that the rivets tilt under the shear force of the two plates; on the other hand, the shear force also needs to plastically deform the lower plate, and the rivets are deformed and expanded, so that the rivets are easily pulled out. Therefore, the combination of the plate layer requires a large shear force to deform and expand the riveted rivets at the inclined and lower plate, thereby causing the joint to fail. Therefore, the shear strength of the M3 joint is the largest among the three.
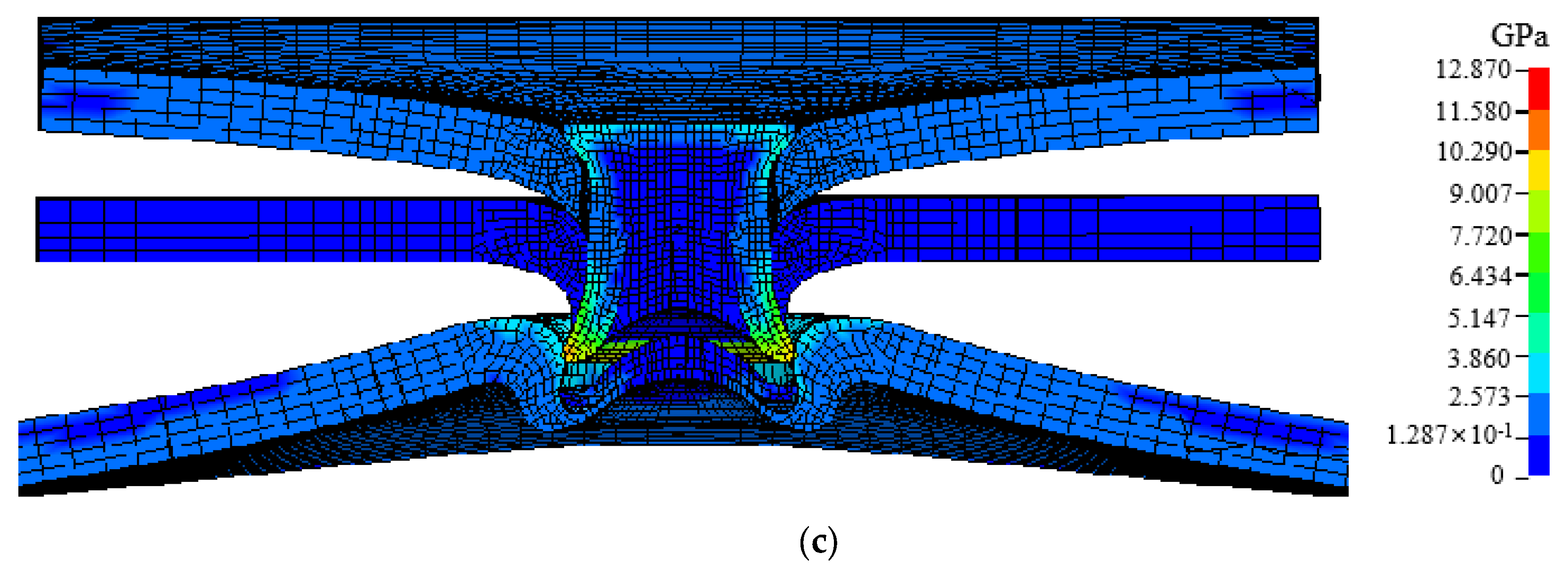
Figure 14 shows the failure process of the T3 plate combination joint under cross-tensile conditions. When the stretching begins, stress concentration occurs on the outer periphery of the rivet, and under the action of self-locking, the maximum stress is formed at the tips of the left and right legs, while each plate layer forms stress concentration in the self-locking part under the action of self-locking. Among these, although the upper plate is not stretched, it also undergoes stress changes under the action of middle plate load and self-locking. During the stretching process, the lower plate undergoes obvious plastic deformation due to large stress, resulting in a tendency to expand at the riveting point. Under the action of tensile force, the rivets form the maximum stress on the tip of the leg due to the self-locking restriction. When the tensile force increases, the plastic deformation at the lower plate riveting increases and expands enough to pull out the rivet legs, at which point the rivet is instantly pulled out from the lower plate and the joint fails.
During the cross-stretch failure process of the T3 joint, the stretched middle plate is equivalent to stretching the upper and middle layers of the upper and middle layers of the plate layer, while the stretched lower plate is only stretched with a thickness of 2 mm. It is easier to produce deformation through the yield deformation of the lower plate with a thickness of 2 mm, while the same is true of the upper and middle layers of 4 mm. Therefore, when the tensile force is the same, the lower plate is more likely to produce deformation, causing deformation and expansion at the riveting, thereby pulling out the rivet. Therefore, the tensile strength of the joint cross is affected by the lower plate strength and the self-locking strength of the rivet and the lower plate. At the same time, by comparing the cross-tensile strength of the T2 joint, we can see that the tensile strength of the two joints is related to the lower plate strength and to the self-locking strength of the rivet and the lower plate. Meanwhile, for the lower plate strength of the T2 and T3 joints, the self-locking strength of the rivet and the lower plate are the same and only the plate layer combination method is different. This means that the cross-tensile strength of the two joints is similar.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}