

Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate

Abstract
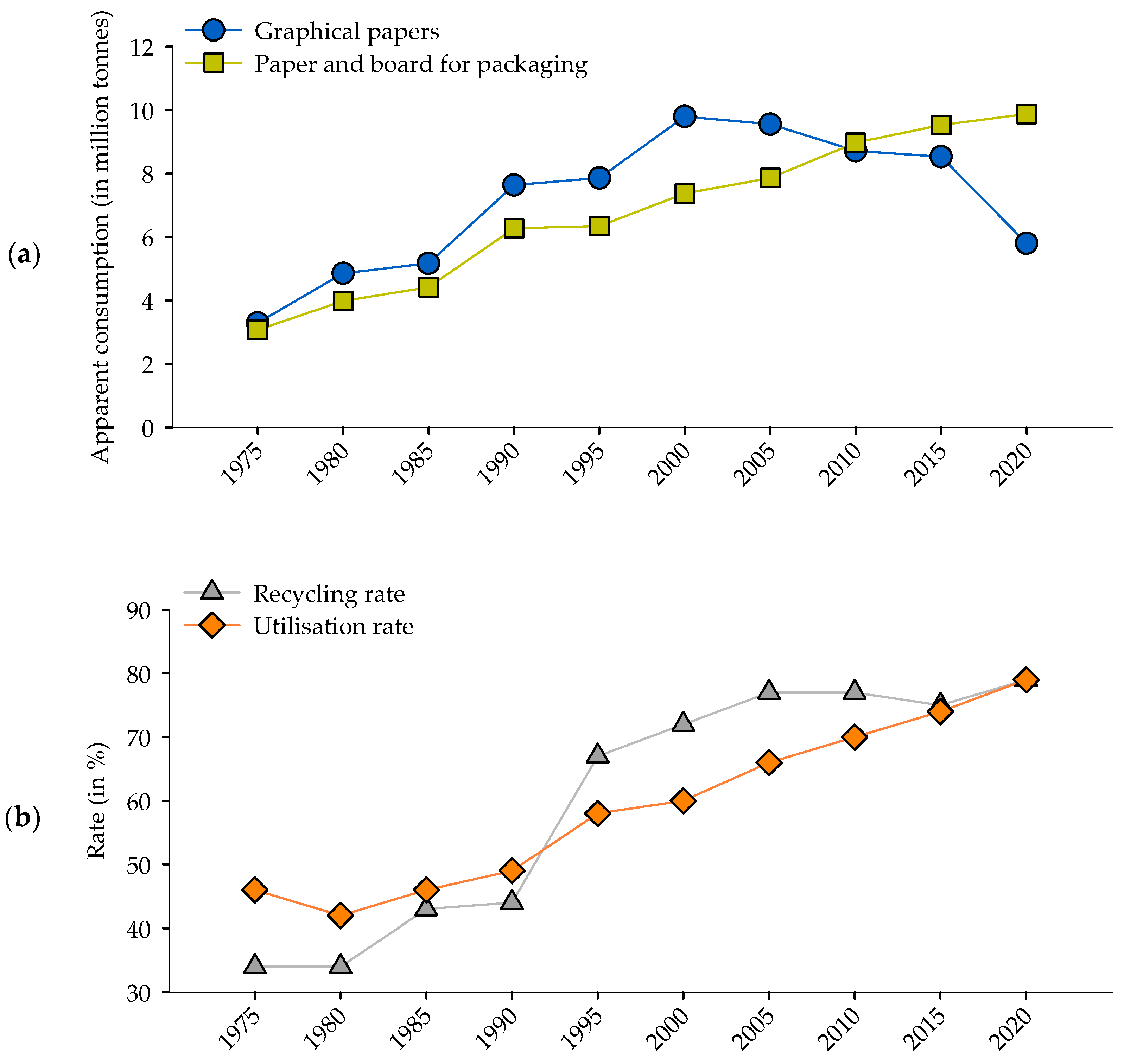
1. Introduction
2. Materials and Methods
2.1. Raw Materials
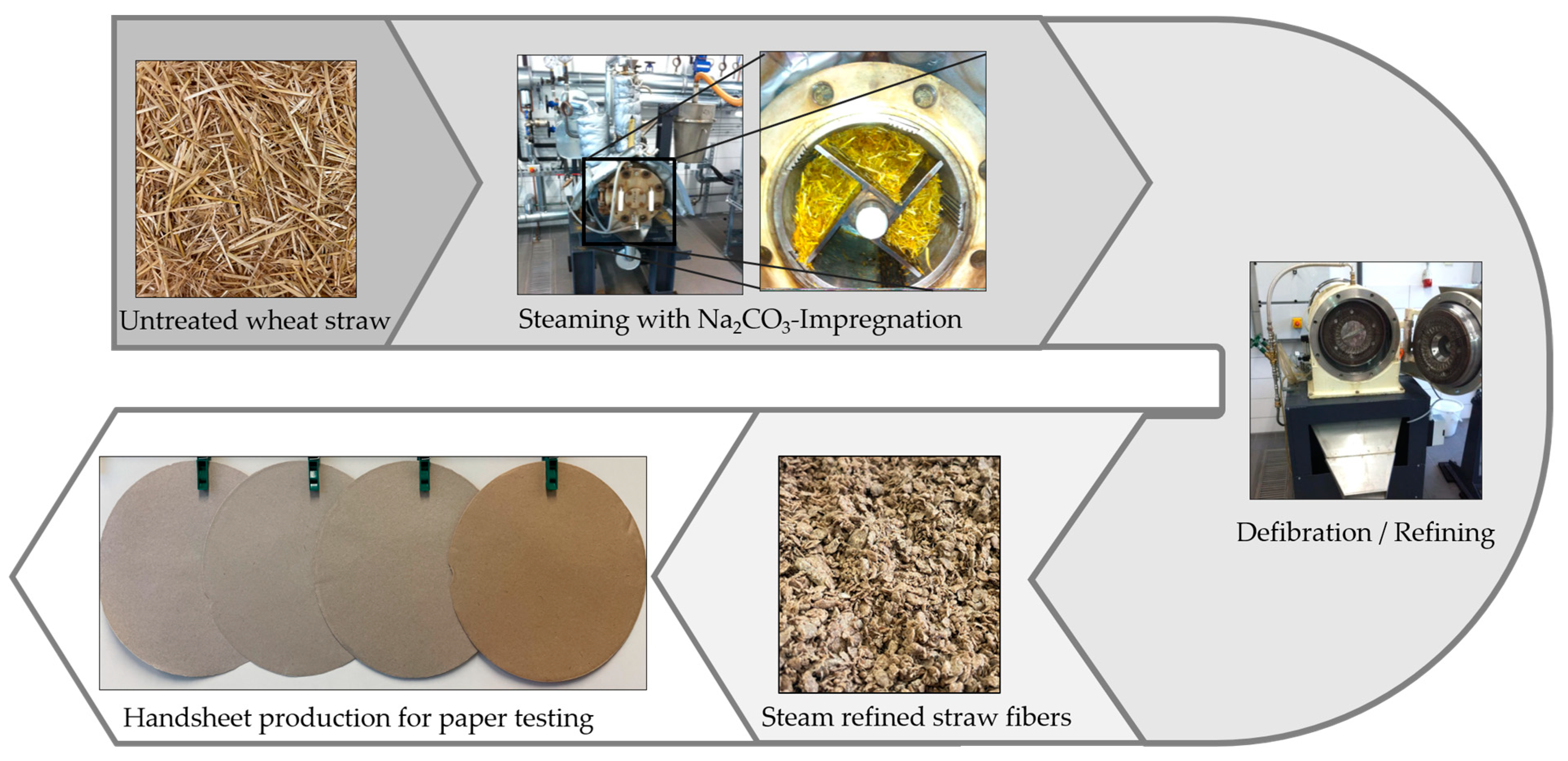
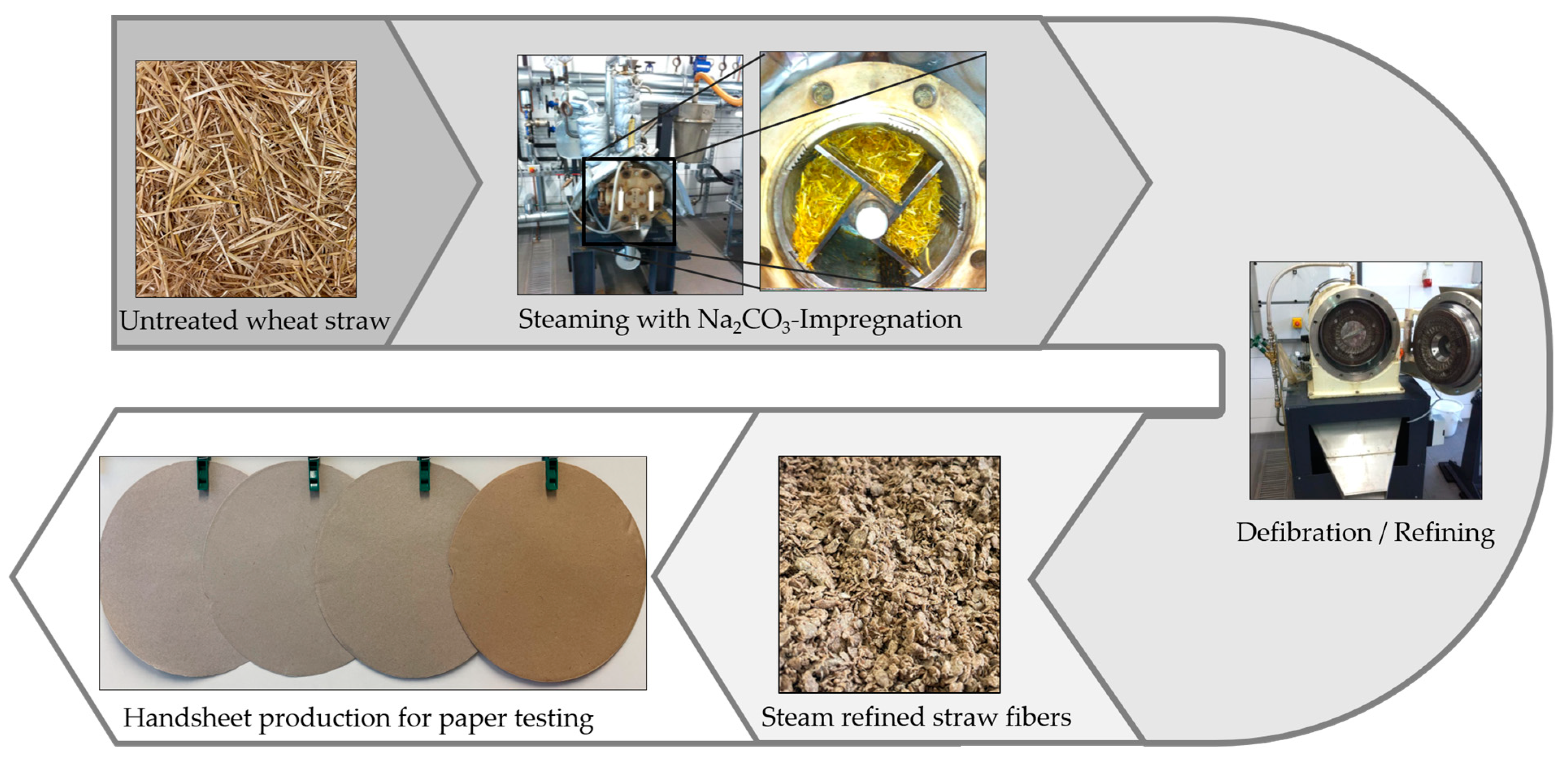
2.2. Impregnation and Steam Treatment
2.3. Refining and Beating
2.4. Pulp Evaluation
2.5. Analytical Procedures
3. Results
3.1. Raw Material Characterization
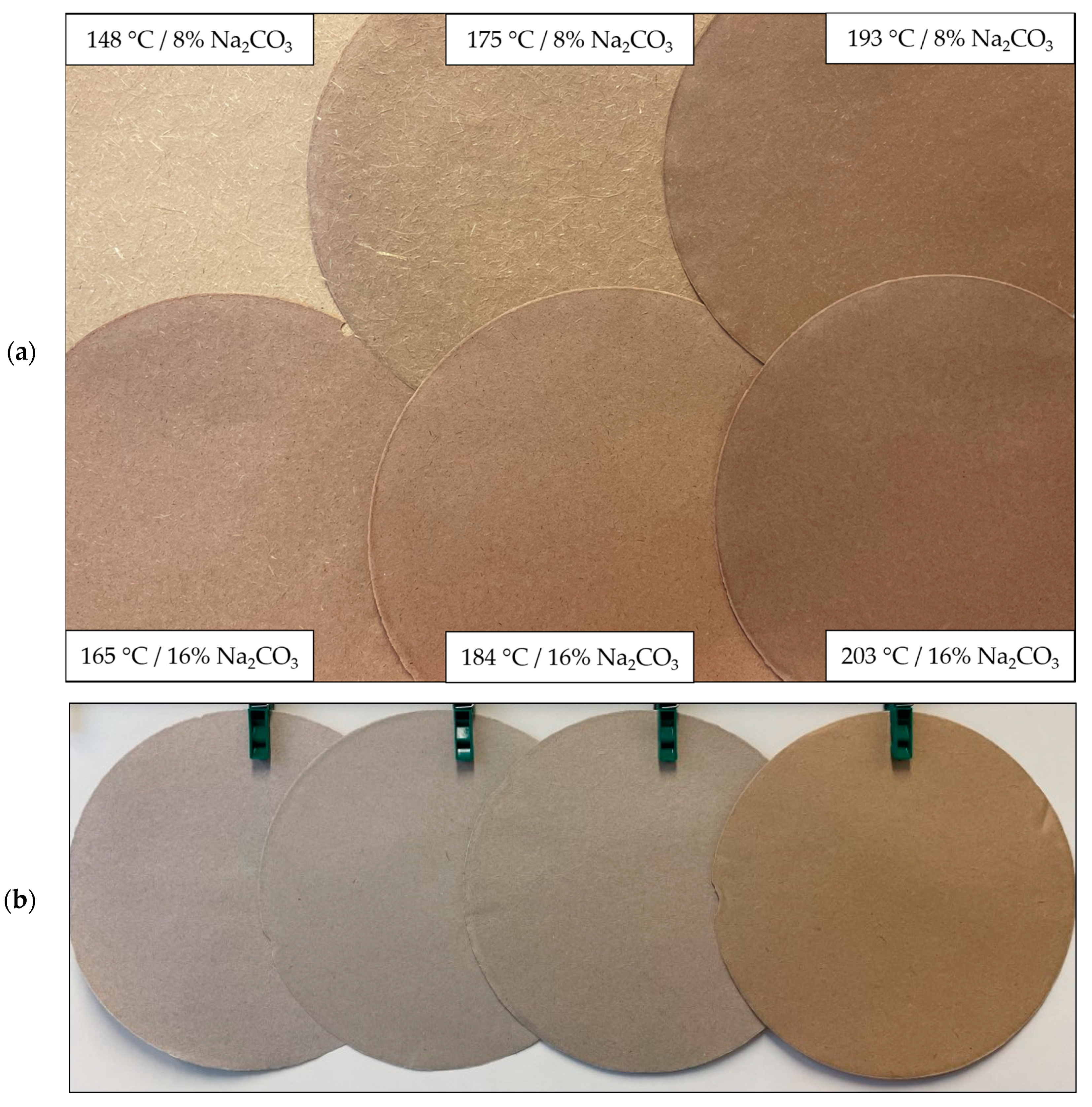
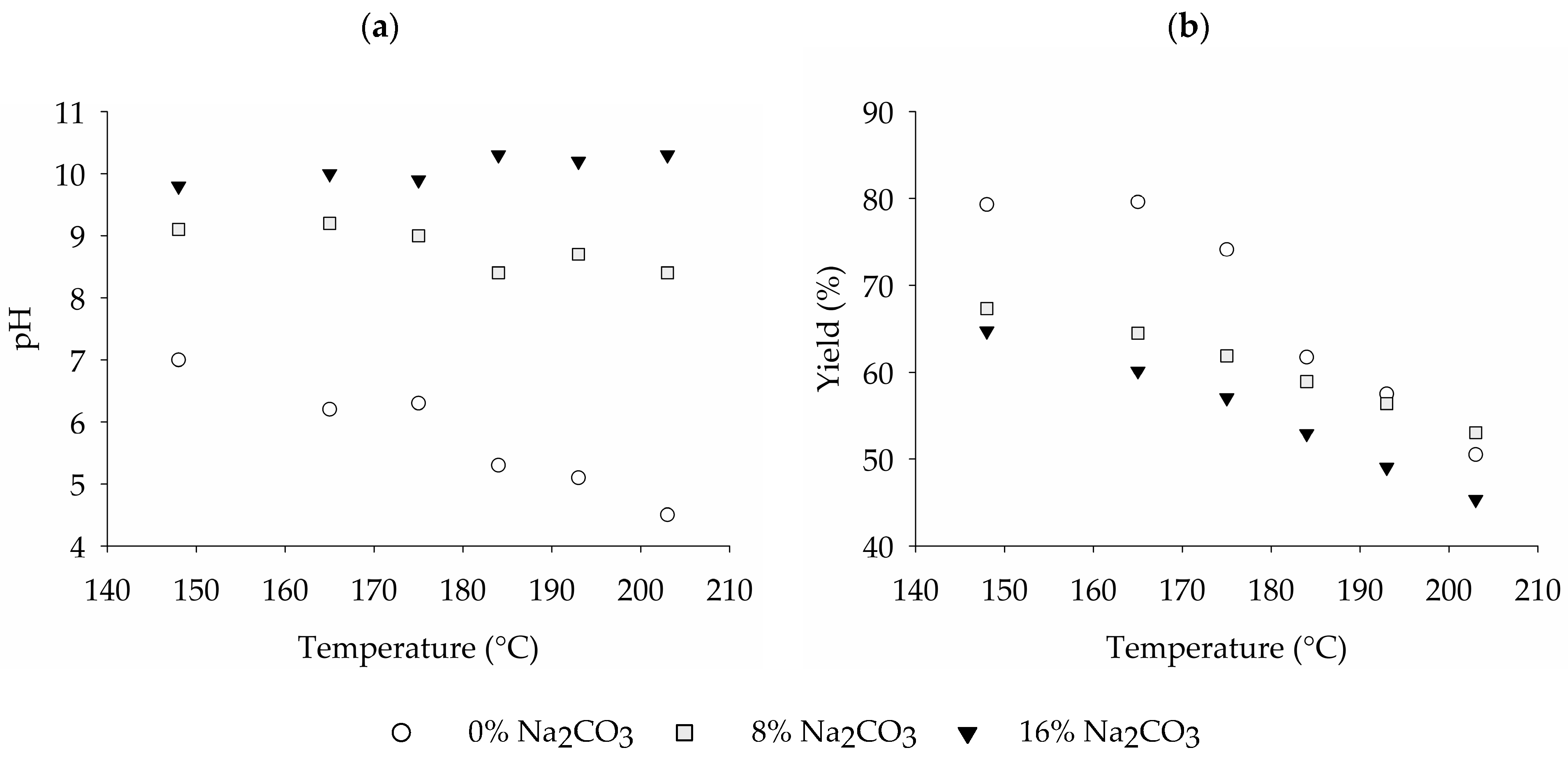
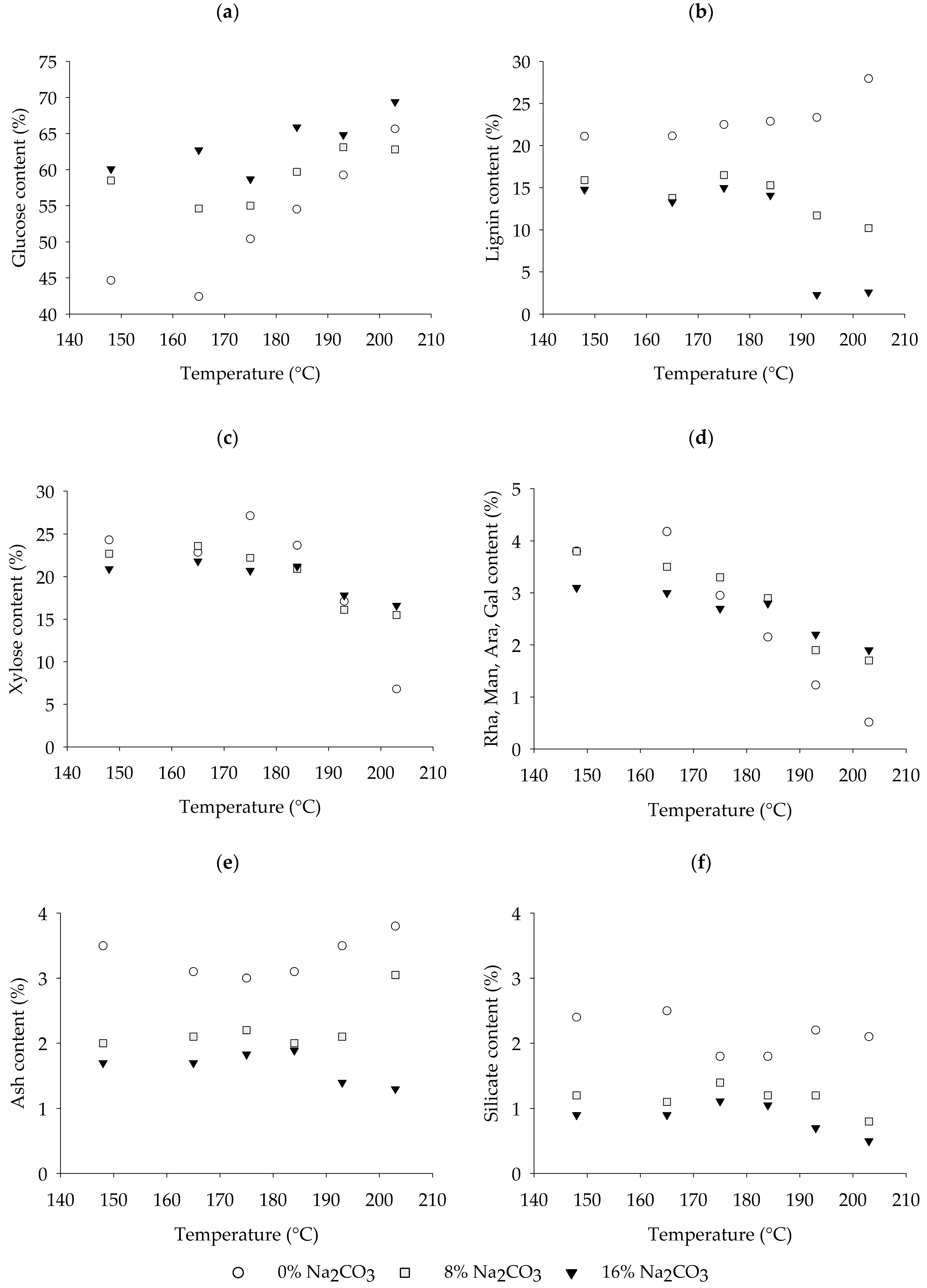
3.2. Influence of the Treatment Conditions on the Wheat Straw Fibers
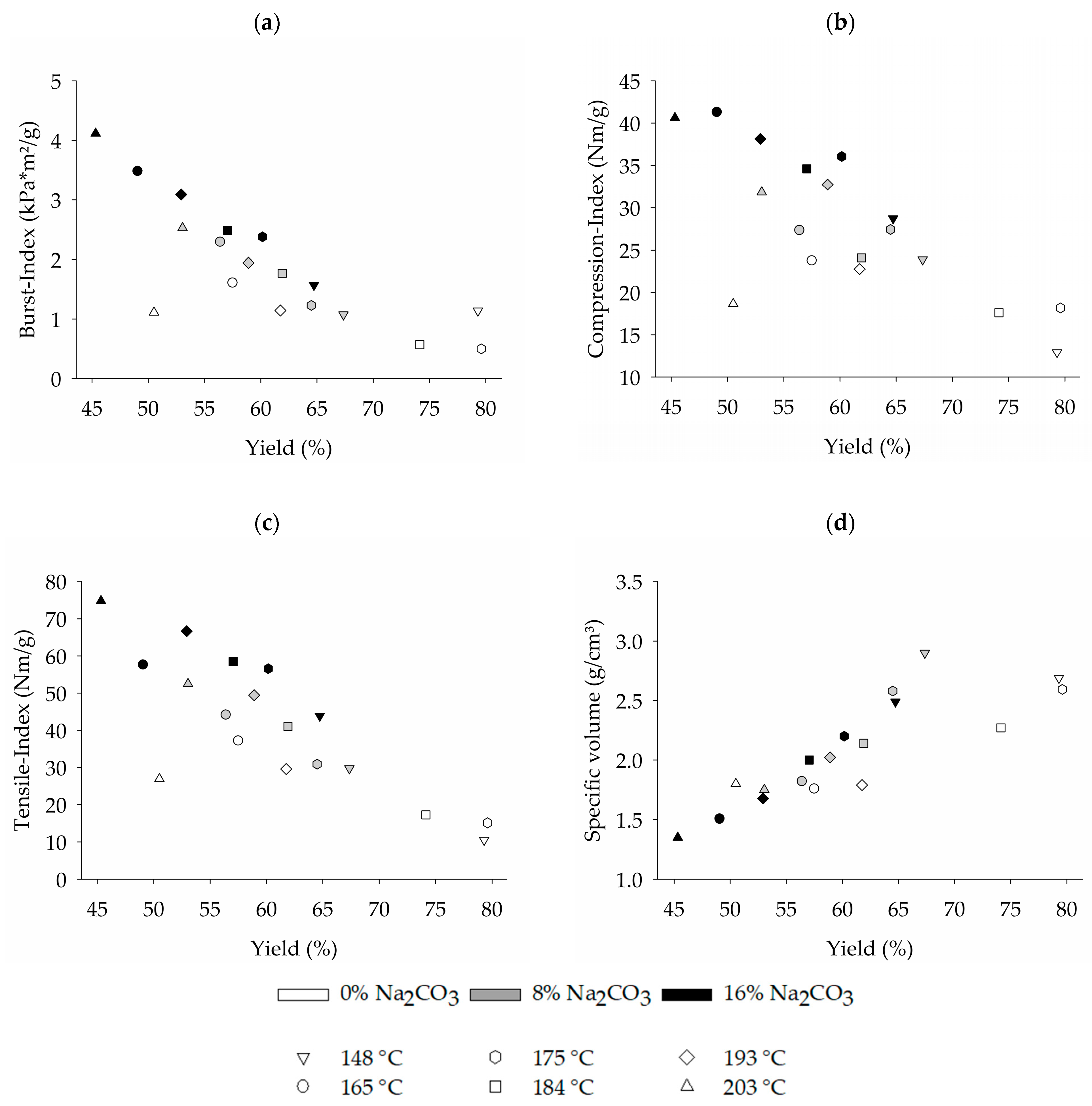
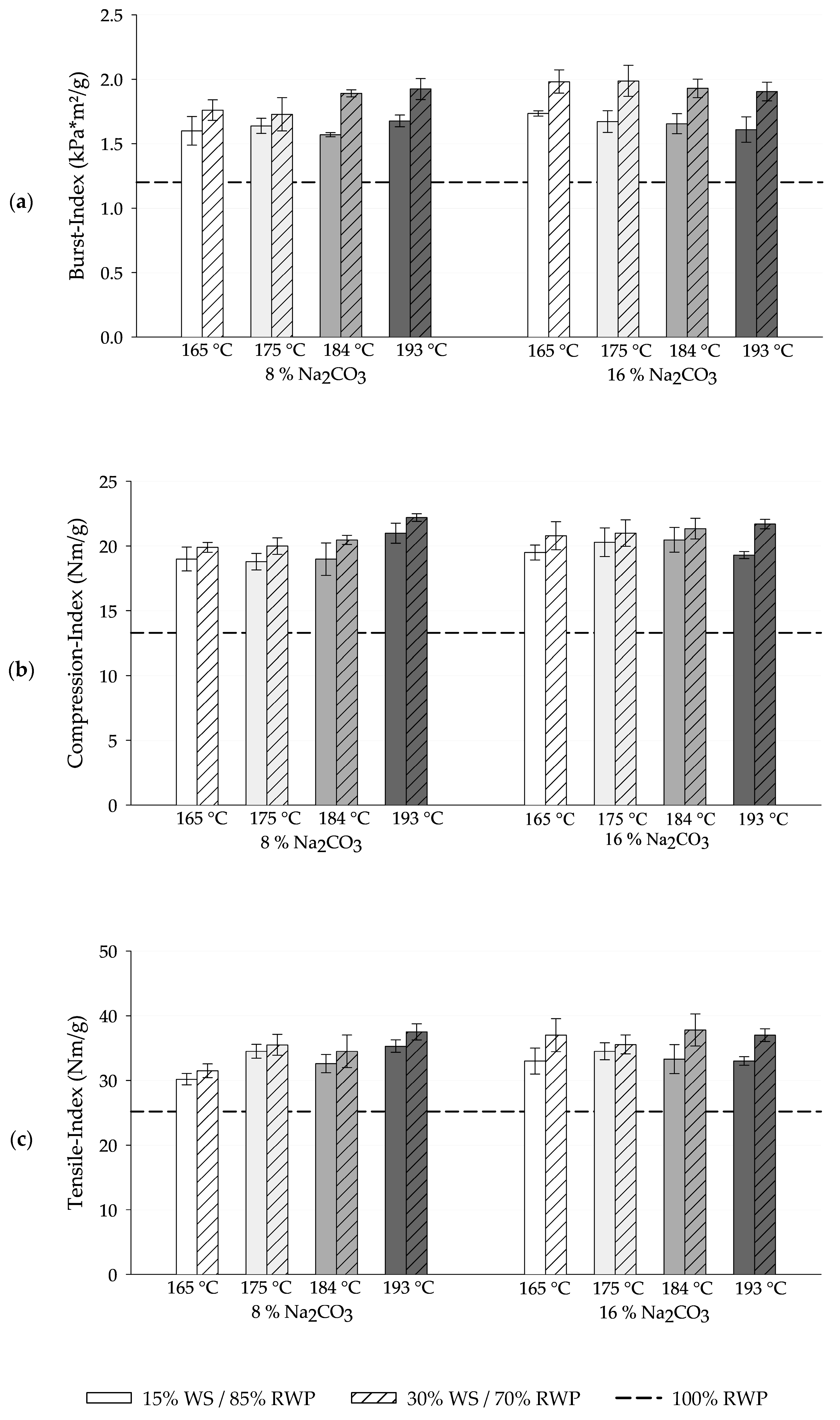
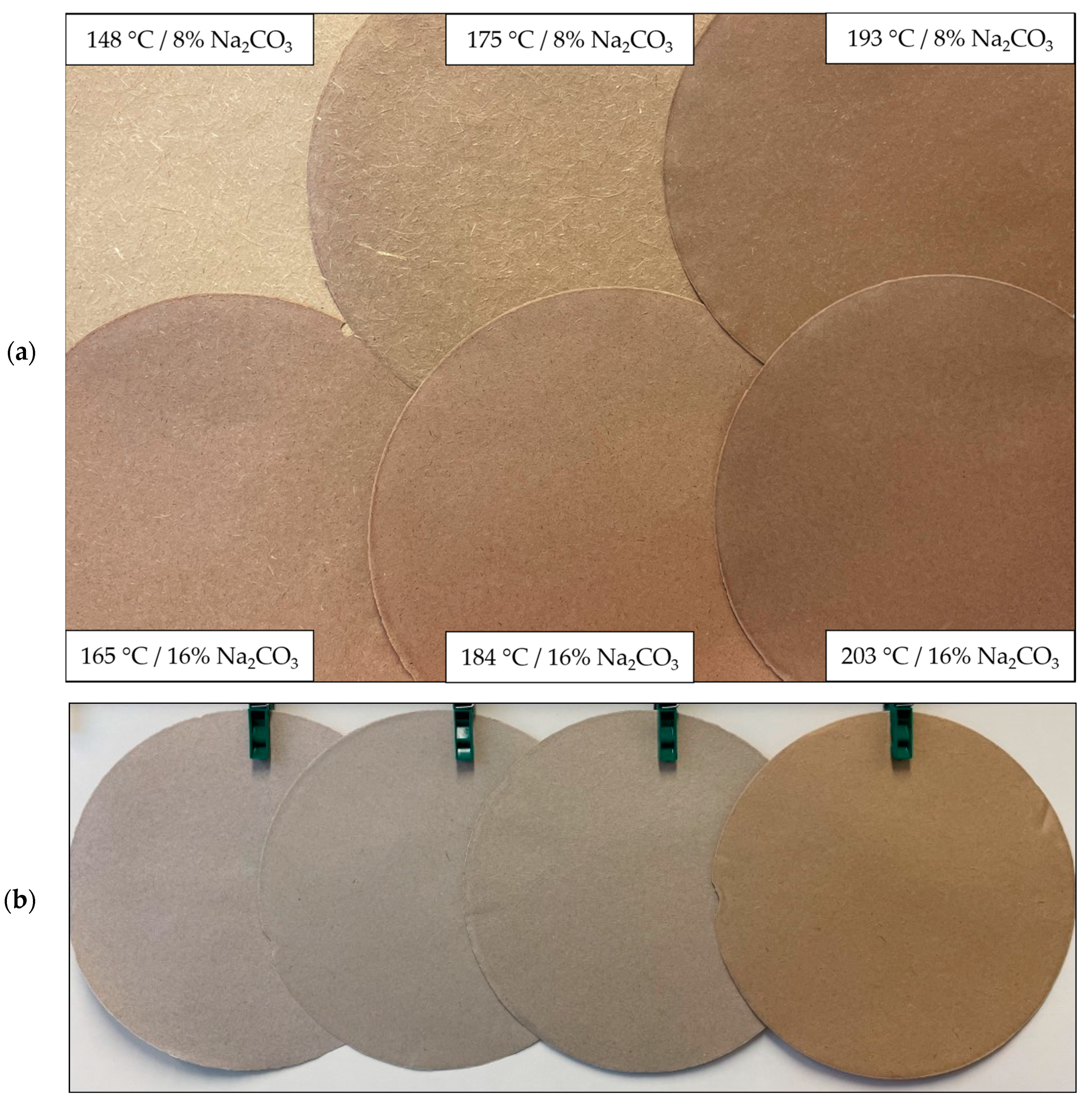
3.3. Paper Properties
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Berg, P.; Lingqvist, O. Pulp, Paper, and Packaging in the Next Decade: Transformational Change. 2019. Available online: https://www.mckinsey.com/industries/paper-forest-products-and-packaging/our-insights/pulp-paper-and-packaging-in-the-next-decade-transformational-change (accessed on 14 December 2023).
- Moldenhauer, T.; Burkard, A.; Geiger, G. VDP-Leistungsbericht PAPIER 2021. 2021. Available online: https://www.papierindustrie.de/fileadmin/0002-PAPIERINDUSTRIE/07_Dateien/XX-LB/PAPIER2021-digital.pdf (accessed on 14 December 2023).
- Grimes, S.; Donaldson, J.; Grimes, J. Report on the Environmental Benefits of Recycling—2016 Edition; Brussels. 2015. Available online: https://www.bir.org/publications/facts-figures/download/172/174/36?method=view (accessed on 14 December 2023).
- Hubbe, M. Prospects for Maintaining Strength of Paper and Paperboard Products While Using Less Forest Resources: A Review. BioResources 2014, 9, 1634–1763. [Google Scholar] [CrossRef]
- Li, M.; Hu, K.; Shao, S. Tensile strength estimation of paper sheets made from recycled wood and non-wood fibers using machine learning. Cogent Eng. 2023, 10, 2116828. [Google Scholar] [CrossRef]
- Hubbe, M.A.; Venditti, R.A.; Rojas, O.J. What happens to cellulosic fibers during papermaking and recycling? A Review. BioResources 2007, 2, 739–788. [Google Scholar]
- Salehi, K.; Kordsachia, O.; Saake, B. The Potential of Wheat Straw High Yield MEA Pulp for Enhancing Strength Properties of Recycled Paper. BioResources 2017, 12, 8255–8271. [Google Scholar] [CrossRef]
- Puitel, A.C.; Marin, N.; Puiu, P.; Gavrilescu, D. Lignocellulosic Agrcultural Residues—A Virgin Fibre Supply Solution For Paper-Based Packaging. Cellul. Chem. Technol. 2015, 49, 633–639. [Google Scholar]
- O’Hara, I.M. The sugarcane industry, biofuel, and bioproduct perspectives. In Sugarcane-Based Biofuels and Bioproducts; O’Hara, I.M., Mundree, S.G., Eds.; John Wiley & Sons, Inc: Hoboken, NJ, USA, 2016; pp. 1–22. [Google Scholar]
- Chesca, A.; Nicu, R.; Tofanica, B.; Puițel, A.; Vlase, R.; Gavrilescu, D. Pulping of Corn Stalks—Assessment for Bio-based Packaging Materials. Cellul. Chem. Technol. 2018, 52, 645–653. [Google Scholar]
- Krafft, M.J.; Bendler, M.; Schreiber, A.; Saake, B. Steam Refining with Subsequent Alkaline Lignin Extraction as an Alternative Pretreatment Method to Enhance the Enzymatic Digestibility of Corn Stover. Agronomy 2020, 10, 811. [Google Scholar] [CrossRef]
- Van Schoubroeck, S.; Chacon, L.; Reynolds, A.M.; Lavoine, N.; Hakovirta, M.; Gonzalez, R.; Van Passel, S.; Venditti, R.A. Environmental sustainability perception toward obvious recovered waste content in paper-based packaging: An online and in-person survey best-worst scaling experiment. Resour. Conserv. Recycl. 2023, 188, 13. [Google Scholar] [CrossRef]
- Arce Salazar, H.; Oerlemans, L. Do We Follow the Leader or the Masses? Antecedents of the Willingness to Pay Extra for Eco-Products. J. Consum. Aff. 2016, 50, 286–314. [Google Scholar] [CrossRef]
- Kennedy, S.; Linnenluecke, M.K. Circular economy and resilience: A research agenda. Bus. Strategy Environ. 2022, 31, 2754–2765. [Google Scholar] [CrossRef]
- Mayank, G.; Amit, K.G.; Surendra, P.S. Wheat Straw Pulp as Reinforcing Aid for Recycled Softwood Pulp. IPPTA J. 2008, 20, 113–117. [Google Scholar]
- FAO. FAOSTAT Statistical Database; FAO: Rome, Italy, 2023. [Google Scholar]
- Erenstein, O.; Jaleta, M.; Mottaleb, K.A.; Sonder, K.; Donovan, J.; Braun, H.-J. Global trends in Wheat Production, Consumption and Trade. In Wheat Improvement; Reynolds, M.P., Braun, H.-J., Eds.; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Liu, C.; Lu, M.; Cui, J.; Li, B.; Fang, C.M. Effects of straw carbon input on carbon dynamics in agricultural soils: A meta-analysis. Glob. Chang. Biol. 2014, 20, 1366–1381. [Google Scholar] [CrossRef]
- Weiser, C.; Zeller, V.; Reinicke, F.; Wagner, B.; Majer, S.; Vetter, A.; Thraen, D. Integrated assessment of sustainable cereal straw potential and different straw-based energy applications in Germany. Appl. Energy 2014, 114, 749–762. [Google Scholar] [CrossRef]
- Puițel, A.C.; Tofanica, B.M.; Gavrilescu, D.A. Fibrous Raw Materials from Agricultural Residues. In Pulp Production and Processing: High-Tech Applications; Popa, V.I., Ed.; Walter de Gruyter GmbH & Co KG.: Berlin, Germany, 2020; pp. 49–72. [Google Scholar]
- El-Sayed, E.S.A.; El-Sakhaway, M.; El-Sakhawy, M.A.-M. Non-wood fibers as raw material for pulp and paper industry. Nord. Pulp Pap. Res. J. 2020, 35, 215–230. [Google Scholar] [CrossRef]
- Feng, G.; Shen, K. Wheat Straw Pulping for Paper and Paperboard Production. In Global Wheat Production; Fahad, S., Basir, A., Adnan, M., Eds.; IntechOpen: London, UK, 2018; pp. 223–239. [Google Scholar]
- Hart, P. Wheat straw as an alternative pulp fiber. TAPPI J. 2020, 19, 41–52. [Google Scholar] [CrossRef]
- Steffen, F.; Kordsachia, T.; Heizmann, T.; Eckardt, M.P.; Chen, Y.; Saake, B. Sodium Carbonate Pulping of Wheat Straw—An Alternative Fiber Source for Various Paper Applications. Agronomy 2024, 14, 162. [Google Scholar] [CrossRef]
- Salem, K.; Naithani, V.; Jameel, H.; Lucia, L.; Pal, L. Lignocellulosic Fibers from Renewable Resources Using Green Chemistry for a Circular Economy. Glob. Chall. 2020, 5, 2000065. [Google Scholar] [CrossRef]
- Naithani, V.; Tyagi, P.; Jameel, H.; Lucia, L.; Pal, L. Ecofriendly and innovative processing of hemp hurds fibers for tissue and towel paper. BioResources 2020, 15, 706–720. [Google Scholar] [CrossRef]
- Kulkarni, A.G.; Rao, N.R.M.; Mathur, R.M. Pulping of agricultural residues problems and suggestions. IPPTA J. 1983, 20, 55–64. [Google Scholar]
- Kulkarni, A.G.; Mathur, R.M.; Dixit, A.K. Desilication of wheat straw black liquor. In Proceedings of the International Symposium on Wood, Fibre and Pulping Chemistry, Auckland, New Zealand, 16–19 May 2005; Appita: Carlton, Australia, 2005; pp. 615–621. [Google Scholar]
- Aravamuthan, R.; Yayin, I. Application of Response Surface Methodology for the Mixaimization of Concora Crush Resistance of Paperboard. Qual. Eng. 1993, 6, 1–20. [Google Scholar] [CrossRef]
- Marin, N.; Puitel, A.C.; Chesca, A.-M.; Gavrilescu, D. Response Surface Modeling Of Wheat Straw Pulping Using Sodium Carbonate And Sodium Hydroxide Mixtures. Cellul. Chem. Technol. 2017, 51, 745–753. [Google Scholar]
- Lorenz, D.; Erasmy, N.; Akil, Y.; Saake, B. A new method for the quantification of monosaccharides, uronic acids and oligosaccharides in partially hydrolyzed xylans by HPAEC-UV/VIS. Carbohydr. Polym. 2016, 140, 181–187. [Google Scholar] [CrossRef]
- Merck, E. Chemisch-Technische Untersuchungsmethoden—Zellstoff und Papier; Verlag Chemie GmbH: Weinheim, Germany, 1957. [Google Scholar]
- Malik, S.; Rana, V.; Joshi, G.; Gupta, P.K.; Sharma, A. Valorization of Wheat Straw for the Paper Industry: Pre-extraction of Reducing Sugars and Its Effect on Pulping and Papermaking Properties. ACS Omega 2020, 5, 30704–30715. [Google Scholar] [CrossRef]
- Hagel, S.; Saake, B. Fractionation of Waste MDF by Steam Refining. Molecules 2020, 25, 2165. [Google Scholar] [CrossRef]
- Tutus, A.; Eroglu, H. An alternative solution to the silica problem in wheat straw pulping. Appita Technol. Innov. Manuf. Environ. 2004, 57, 214–217. [Google Scholar]
- Fahmy, Y.; Fahmy, T.; Mobarak, F.; El-Sakhawy, M.; Fadl, M.H. Agricultural Residues (Wastes) for Manufacture of Paper, Board, and Miscellaneous Products: Background Overview and Future Prospects. Int. J. ChemTech Res. 2017, 10, 424–448. [Google Scholar] [CrossRef]
- Chen, X.; Li, H.; Sun, S.; Cao, X.; Sun, R. Co-production of oligosaccharides and fermentable sugar from wheat straw by hydrothermal pretreatment combined with alkaline ethanol extraction. Ind. Crops Prod. 2018, 111, 78–85. [Google Scholar] [CrossRef]
- Puiţel, A.C.; Suditu, G.D.; Nechita, M.T.; Gavrilescu, D. Fractionation of Agricultural Waste Biomass by Means of Integradted Biorefinery Concept. Environ. Eng. Manag. J. 2021, 20, 389–396. [Google Scholar] [CrossRef]
- Zhang, L.; Larsson, A.; Moldin, A.; Edlund, U. Comparison of lignin distribution, structure, and morphology in wheat straw and wood. Ind. Crops Prod. 2022, 187, 115432. [Google Scholar] [CrossRef]
- Scalbert, A.; Monties, B. Comparison of Wheat Straw Lignin Preparations II. Straw Lignin Solubilisation in Alkali. Holzforschung 1986, 40, 249–254. [Google Scholar] [CrossRef]
- Budtova, T.; Navard, P. Cellulose in NaOH–water based solvents: A review. Cellulose 2016, 23, 5–55. [Google Scholar] [CrossRef]
- Zikeli, F.; Ters, T.; Feckler, K.; Srebotnik, E.; Li, J. Wheat straw lignin fractionation and characterization as lignin-carbohydrate complexes. Ind. Crops Prod. 2016, 85, 309–317. [Google Scholar] [CrossRef]
- Sato, H.; Hirata, F. Theoretical Study for Autoionization of Liquid Water: Temperature Dependence of the Ionic Product (pKw). J. Phys. Chem. A 1998, 102, 2603–2608. [Google Scholar] [CrossRef]
- Bassani, A.; Fiorentini, C.; Vadivel, V.; Moncalvo, A.; Spigno, G. Implementation of Auto-Hydrolysis Process for the Recovery of Antioxidants and Cellulose from Wheat Straw. Appl. Sci. 2020, 10, 6112. [Google Scholar] [CrossRef]
- Pekarovic, J.; Pekarovicova, A.; Joyce, T. Desilication of agricultural residues—The first step prior to pulping. Appita J. 2005, 58, 130–134. [Google Scholar]
- Pekarovic, J.; Pekarovica, A.; Fleming, P.D., III. Two-step straw processing—A new concept of silica problem solution. In Proceedings of the 2006 Engineering, Pulping and Environmental Conference, Atlanta, GA, USA, 5–8 November 2006. [Google Scholar]
- Puițel, A.C.; Balan, C.D.; Ailiesei, G.-L.; Drăgoi, E.N.; Nechita, M.T. Integrated Hemicellulose Extraction and Papermaking Fiber Production from Agro-Waste Biomass. Polymers 2023, 15, 4597. [Google Scholar] [CrossRef]
- Puitel, A.C.; Suditu, G.D.; Danu, M.; Ailiesei, G.-L.; Nechita, M.T. An Experimental Study on the Hot Alkali Extraction of Xylan-Based Hemicelluloses from Wheat Straw and Corn Stalks and Optimization Methods. Polymers 2022, 14, 1662. [Google Scholar] [CrossRef]
- Hagel, S.; Joy, J.; Cicala, G.; Saake, B. Recycling of Waste MDF by Steam Refining: Evaluation of Fiber and Paper Strength Properties. Waste Biomass Valorization 2021, 12, 5701–5713. [Google Scholar] [CrossRef]
- Zambrano, F.; Marquez, R.; Jameel, H.; Vendititti, R.; Gonzales, R. Upcycling strategies for old corrugated containerboard to attain high-performance tissue paper: A viable answer to the packaging waste generation dilemma. Resour. Conserv. Recycl. 2021, 175, 105854. [Google Scholar] [CrossRef]
- Dimitrov, K.; Heydenrych, M. Relationship between the edgewise compression strength of corrugated board and the compression strength of liner and fluting medium papers. South. For. 2009, 71, 227–233. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component (%) | Wheat Straw 1 (Hungary) | Wheat Straw 2 (Germany) |
|---|---|---|
| Extractives | 11.4 | 10.5 |
| Petrol-ether | 0.5 | 1.1 |
| Aceton/H2O | 2.8 | 2.4 |
| H2O | 8.1 | 7.0 |
| Carbohydrate | 63.3 | 59.4 |
| Glucose | 39.9 | 35.0 |
| Xylose | 20.8 | 20.6 |
| Mannose | 0.2 | 0.5 |
| Galactose | 0.7 | 0.7 |
| Arabinose | 2.6 | 2.5 |
| Rhamnose | 0.2 | 0.5 |
| Residue | 16.7 | 17.4 |
| Acid soluble | 1.9 | 1.9 |
| Acid insoluble | 14.8 | 15.5 |
| Ash | 6.3 | 10.5 |
| Silicate | 4.8 | 7.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hagel, S.; Schütt, F. Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate. Clean Technol. 2024, 6, 322-338. https://doi.org/10.3390/cleantechnol6010016
Hagel S, Schütt F. Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate. Clean Technologies. 2024; 6(1):322-338. https://doi.org/10.3390/cleantechnol6010016
Chicago/Turabian StyleHagel, Sebastian, and Fokko Schütt. 2024. "Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate" Clean Technologies 6, no. 1: 322-338. https://doi.org/10.3390/cleantechnol6010016
APA StyleHagel, S., & Schütt, F. (2024). Reinforcement Fiber Production from Wheat Straw for Wastepaper-Based Packaging Using Steam Refining with Sodium Carbonate. Clean Technologies, 6(1), 322-338. https://doi.org/10.3390/cleantechnol6010016