1. Introduction
Printing is the technology of fast manufacturing and structuring of solid surfaces by wetting with printing liquids or inks. It serves the reproduction of visual information, of text, images, or patterns for any other technical purpose. Structuring means that the border line between the inked areas and the non-inked parts of the printing substrate is well-defined and reproducible on length scales down to few m. As this structuring proceeds with velocities v of several, sometimes up to 15 , the relevant wetting and fluid dynamics takes place on a time scale of s. Our aim here was to understand the delicate force equilibrium in the nip of a printing press by which the printer keeps the printing process under control. In daily practice, printing is handled on the industrial scale with great precision. Nevertheless, a precise understanding of the physics at the interfaces which are in contact in the printing nip is still lacking. Recent results on interface science, on wetting and liquid bridge dynamics, together with a new generation of digitally controlled high-precision printing technology have created the opportunity to bring these two fields together, and to obtain a new, scientifically rigorous view on an industrial process that has grown from, and is still coined by a long empirical tradition.
We wanted to demonstrate that the printing process, specifically flexography, can be viewed as a non-linear self-regulating dynamical system. The specific feature of flexography is the use of flexible, mostly photopolymeric printing plates, and the peculiar feature is that the static impression force on the printing substrate is kept small, in contrast to printing technologies as offset lithography and gravure printing. Typical applications come from packaging industry: printing on corrugated cardboard, recycled paper, or styrofoam. Enormous quantities of food packages and packaging foils receive their full-color branding and design by this technique every day, frequently using cost efficient and sustainable water-based inks. Not only the low-cost applications, but also highly specific energy and communication technologies define benchmarks for the development of flexography: printing conductive current-collecting grids on brittle silicon solar cells, or on transparent front electrodes for displays (see, e.g., [
1]).
Despite the small static pressure between printing plate and substrate, the elastic deformation of printing plate or substrate cannot be neglected compared to the viscous and capillary force in the nip, and are in a delicate equilibrium. The dynamics of ink transport, the wetting of the substrate, and elastic response of the printing plate can be assigned to a specific fixed point in printing parameter space. Mechanical and hydrodynamical conditions in the printing nip are thus stabilized even though the transferred ink quantities and the reproduced patterns are continuously varying. However, this fixed point is not entirely stable. It is unstable with respect to specific perturbations which are known as the finger instability, and which the printer calls the ribbing defect. The point of view of dynamical fixed point theory is not new, but has been elaborated by Casademunt [
2]. It defines the onset of a pattern formation phenomenon which, in the mature phase, can be recognized as a branched stochastic network of surface undulations on a thin printed layer. We would also like to convince the reader that this type of pattern formation, although not desired in printing practice, can be a valuable tool to examine the physics in the nip of a fast printing process, which is very hard to access by other means.
The finger instability was first demonstrated by Saffman and Taylor [
3], who supplanted the water contained in a shallow Hele–Shaw cell of height
h by inflating air on one side of the cell. In contrast to the expectation that the retracting meniscus between air and water would be kept straight by surface tension, air fingers protruded into the liquid volume, with a characteristic size of
where
is the capillary number,
v the meniscus velocity,
and
the viscosity and the surface tension of the liquid. A straight meniscus only forms in the static limit, or at very small retraction velocities. The Saffman–Taylor experiment is also a common model explaining pattern formation at the meniscus in an ink splitting process in a fast gravure or flexographic printing press. Typically, the scales are somewhat different here, as
h is of order of few
m, and
. Even at
one finds that
which is due to the peculiar cylindric geometry of the printing nip (see
Figure 1).
Not only for printing, but also for other applications, the finger instability is of broad interest, as pointed out by Saffman and Taylor [
3]: exploitation of mineral oil sources by inflating a thin fluid into a subterestrial deposit of highly viscous raw oil is challenged by such finger formation as discussed by Brailovsky et al. [
4]. For an overview of this phenomenon and its relation to other pattern formation effects, we refer the reader to the review of Sahimi [
5]. Drying of porous media from imbibed liquids by inflating air will fail for the same reason (see Wooding and Morel-Seytoux [
6], and Chen et al. [
7]).
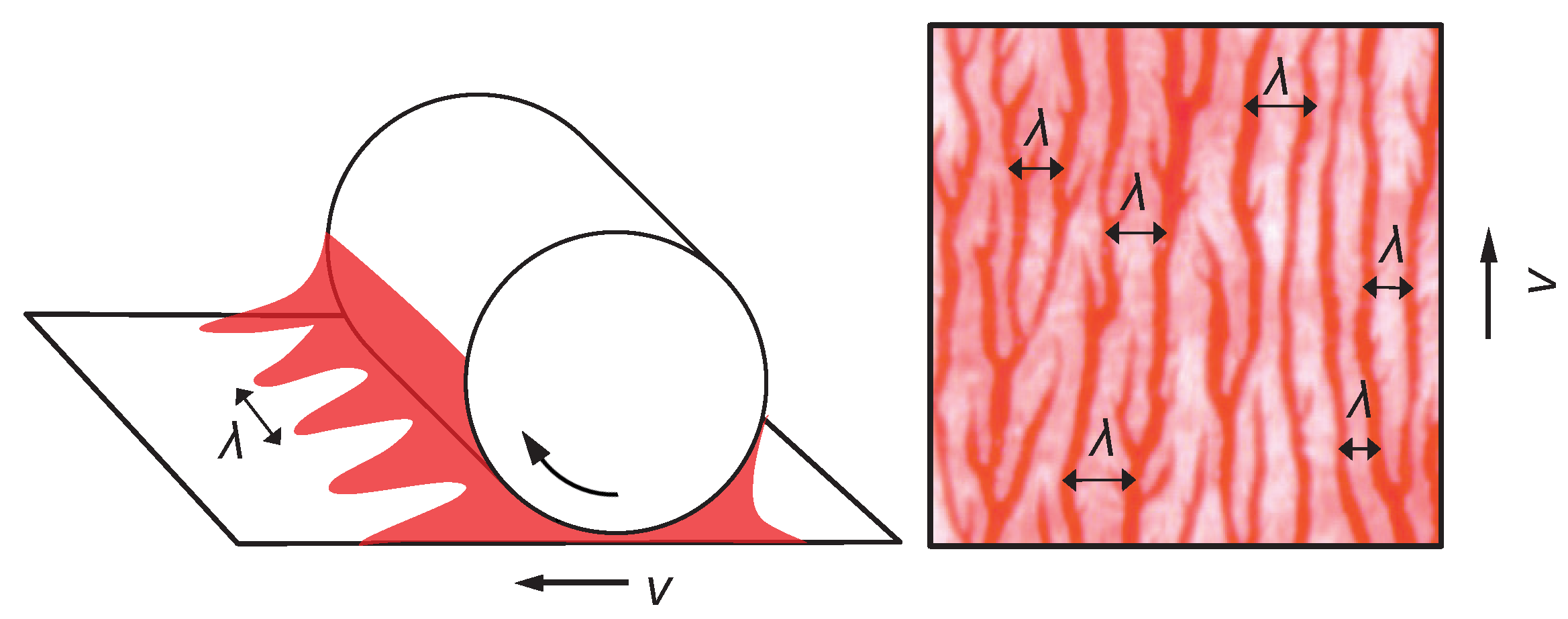
Lifting off the printing form from the printing substrate air fingers penetrate in the wedge between the surfaces along the whole liquid meniscus. The liquid ink bridges between these air fingers form the origin of the ribbing pattern, with a dominant pattern wavelength
. The liquid bridges are expanded between the rotating cylinder and substrate, and finally break down. They leave the more or less pronounced parallel ink stripes oriented in printing direction, as shown in
Figure 1. Kitsomboonloha et al. [
8], and Bornemann et al. [
9] studied the velocity scaling of the finger instability in a gravure printing process. They used a rigid cylinder with a fine regular raster of period
of gravure cells laden with printing liquid. The liquid drops from the cells were deposited on the substrate and partially spreading. As soon as spreading liquid created a closed liquid meniscus in the nip, with height
, the finger instability was observed, and the fingering wavelength scaled as
. This was independent of the raster period
of the gravure pattern, at least when
, and scaled with
v in the same way as observed in the experiment of Saffman and Taylor. This is remarkable as the boundary conditions of the flows are quite distinct.
In a different setup, Voss [
10] studied the ink splitting in the contact zone of rotating elastic and rigid cylinders. The cylinders were pressed together with significant force such that an indentation was formed in the surface of the elastic cylinder. The ink splitting flow was located in the wedge at the contact line between the cylinder surfaces. The opening angle of this wedge is finite, and determined by the cylinder radii and the indentation depth of the rigid cylinder in the soft one. Even though the boundary conditions were completely distinct from those of the Hele–Shaw and the gravure cylinder geometries, the same scaling law of the dominant pattern wavelength was found.
Printing inks, however, are typically non-Newtonian liquids characterized by finite yield stress and shear thinning behavior. Lindner et al. [
11,
12] studied the consequences for the fingering phenomenon. It became evident that pattern formation was modified in many respects, but also that important aspects of scaling survived. In our study, relatively thin flexographic inks were used, and partially diluted. In addition, gravure experiments have shown that non-Newtonian effects on scaling are less pronounced.
In printing technology, scaling behavior is important process information since contemporary machine design is no longer restricted to a narrow process window. With the introduction of digital drive control, inline inspection, and web surveillance technology flexographic presses can be operated in a wide range of velocities from 10 to 800 , in some cases. Scaling observations from Hele–Shaw and rigid-cylinder geometries are puzzling here and do not meet with practical observation. If the scaling were true, the finger distance in the ribbing pattern of full-area flexographic printouts should shrink by a factor of 3 when printing speed is raised from, e.g., 20 to 180 . Although the skilled printer knows that indeed finger distance and visibility of the ribbing pattern can be reduced by speeding up the machine, the observed effect is much more humble. This also applies for other ink-related imperfections in the reproduction as, e.g., the “outline” effect, the ink agglomeration at the rim of a printed subject. In view of the considerable viscous forces that necessarily evolve in the such fast ink-splitting processes, one may suspect that this discrepancy could be related to the finite elasticity of printing plate and substrate. Another clue concerns the capillary forces in the nip. Differently from the cuvette experiment of Saffman and Taylor where the height of the cuvette was macroscopic, the thickness of a liquid film in the printing nip is of order of 1 m. Accordingly, the capillary pressure behind the ink meniscus is larger by orders of magnitude than in the cuvette experiment, and could significantly contribute to the deformation of the printing plate on the m-scale.
For this reason, we performed a series of flexographic printing experiments, using soft printing plates, and unstructured plain-area printing layouts. Our aim was to verify the validity of scaling arguments on pattern formation in the ink splitting process, and, if successful, to determine the relevant scaling exponents relating finger width, printing velocity, fluid viscosity and surface tension, and printing plate elasticity coefficients.
The interactions of viscous, elastic, and capillary forces have been well-studied in different geometries in the past two decades. Bico et al. [
13], and Roman and Bico [
14] considered the contact adhesion between hair that appears in the presence of water. The analogous case of attractive force between two elastic sheets was considered by Kim and Mahadevan [
15].
It is physically reasonable to believe that an algebraic scaling of pattern length scales as a function of these parameters could apply, as long as no system-immanent length scale comparable to the expected pattern wavelength is introduced in the relevant range of few 100 m. It is larger by orders of magnitude than the microscopic scale of surface roughnesses, but smaller than printing width and cylinder diameters by a comparable ratio.
Sauer et al. [
16] proposed a model combining lubrication theory and sheet elasticity to explain ink splitting phenomena on soft rotating printing cylinders. Based on perturbation theory scaling exponents were predicted which are in tentative agreement with some observations. Relations between the various exponents have been identified as well. It has been difficult, however, to extract substantial data from existing studies. Moreover, the nature of the elastic response of flexographic printing plates was not addressed. Compressible and incompressible materials are in use, and it is not obvious whether their interactions with a liquid film under intense shear and high pressure are comparable.
The paper proceeds as follows. In
Section 2, we briefly outline the arguments of the model from [
16] leading to the estimates on scaling exponents. In
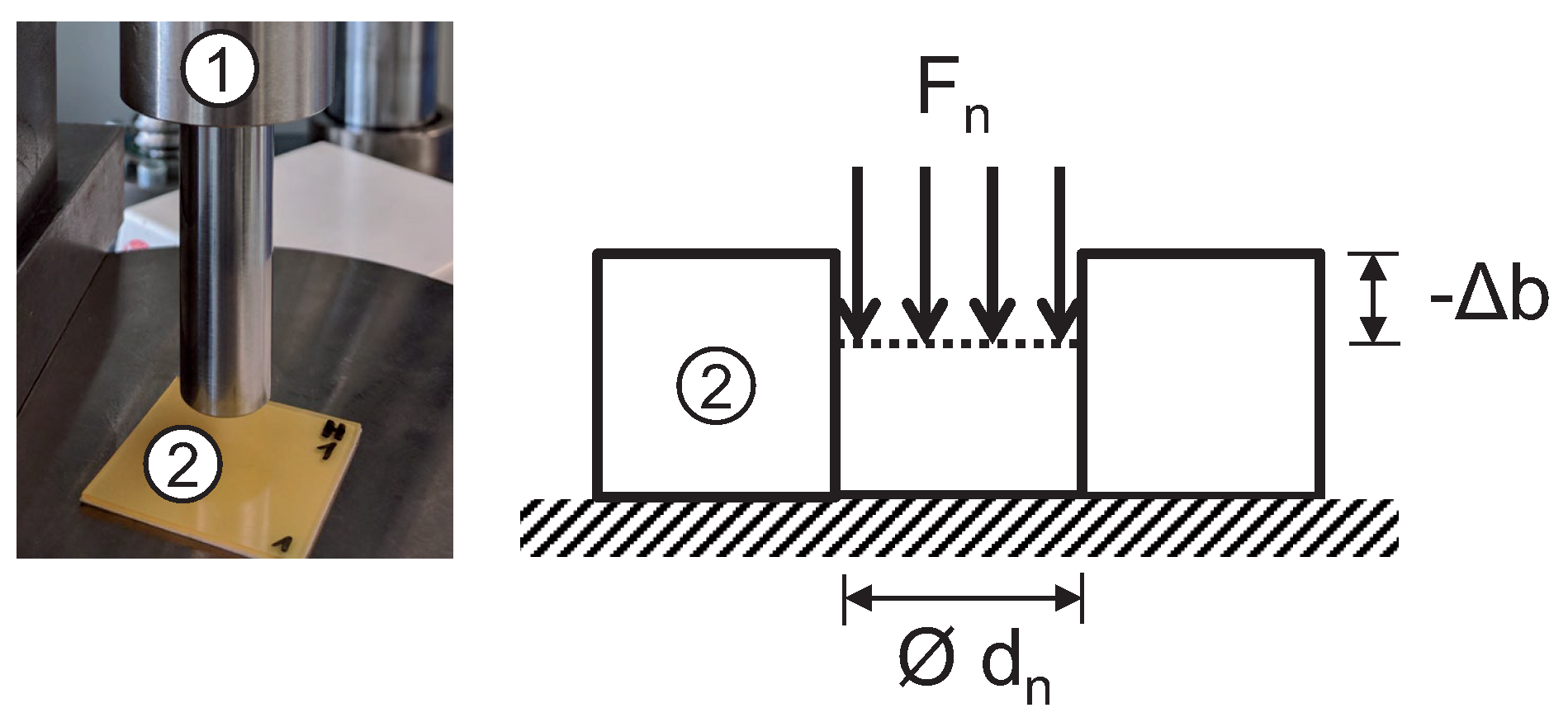
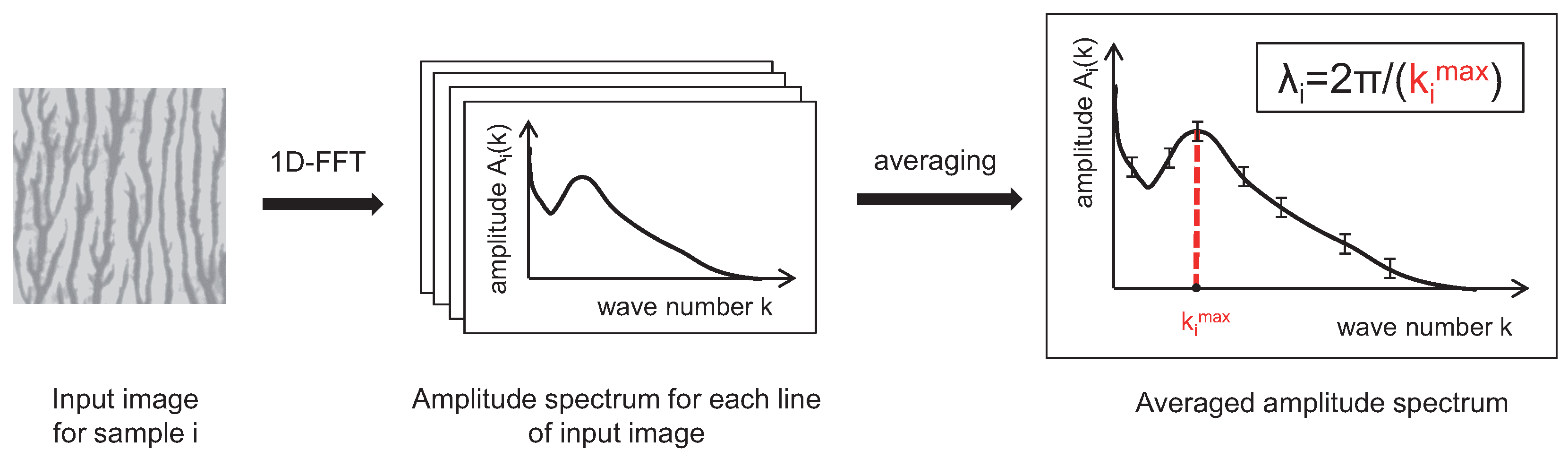
Section 3, the experimental setup is described. We also present our procedure to characterize the elasticity of the flexographic plates, and viscosity and surface tension of our printing liquids. For evaluation of the pattern formation, the printed samples were digitalized, and evaluated using concepts of FFT-based spectral analysis. This is shown in
Section 4. The results are discussed in
Section 5, considering the scaling concept and the predictions from the theory section. Additional information on the experiment is given in
Appendix A.
2. Theory
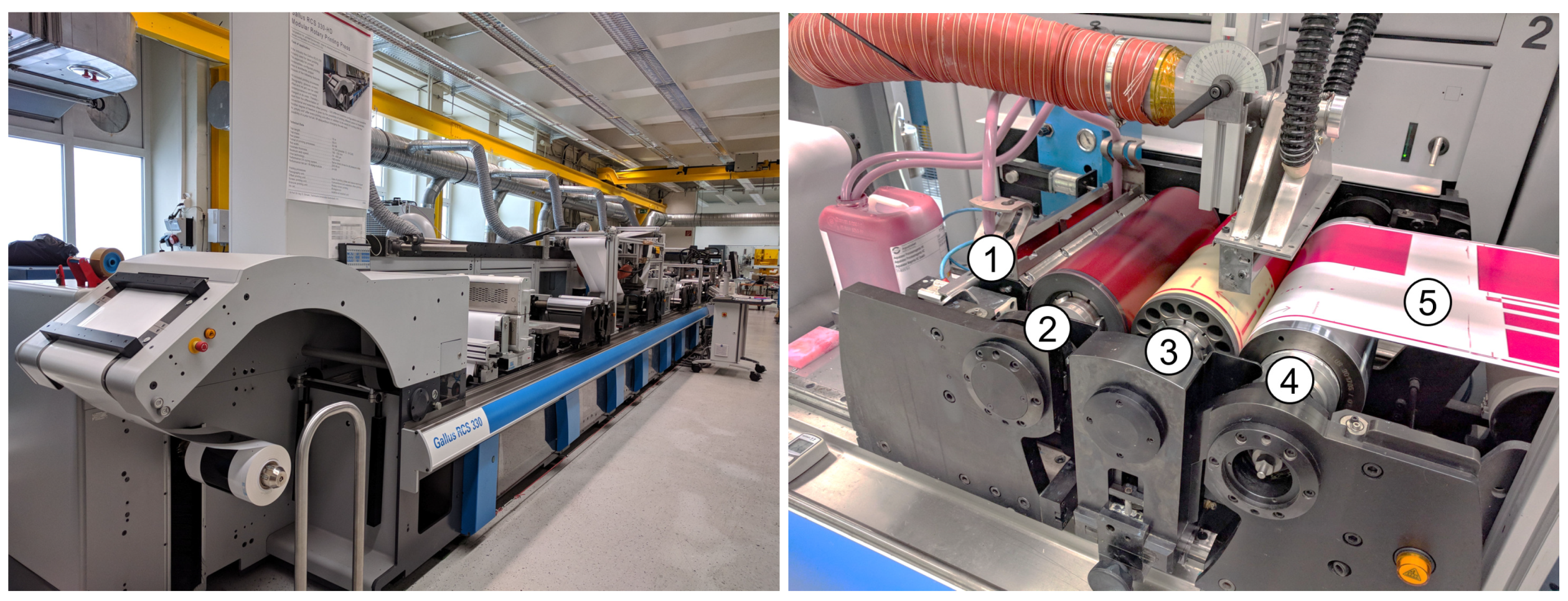
We briefly summarize the principal design of a flexograpic printing unit, and the essential points in [
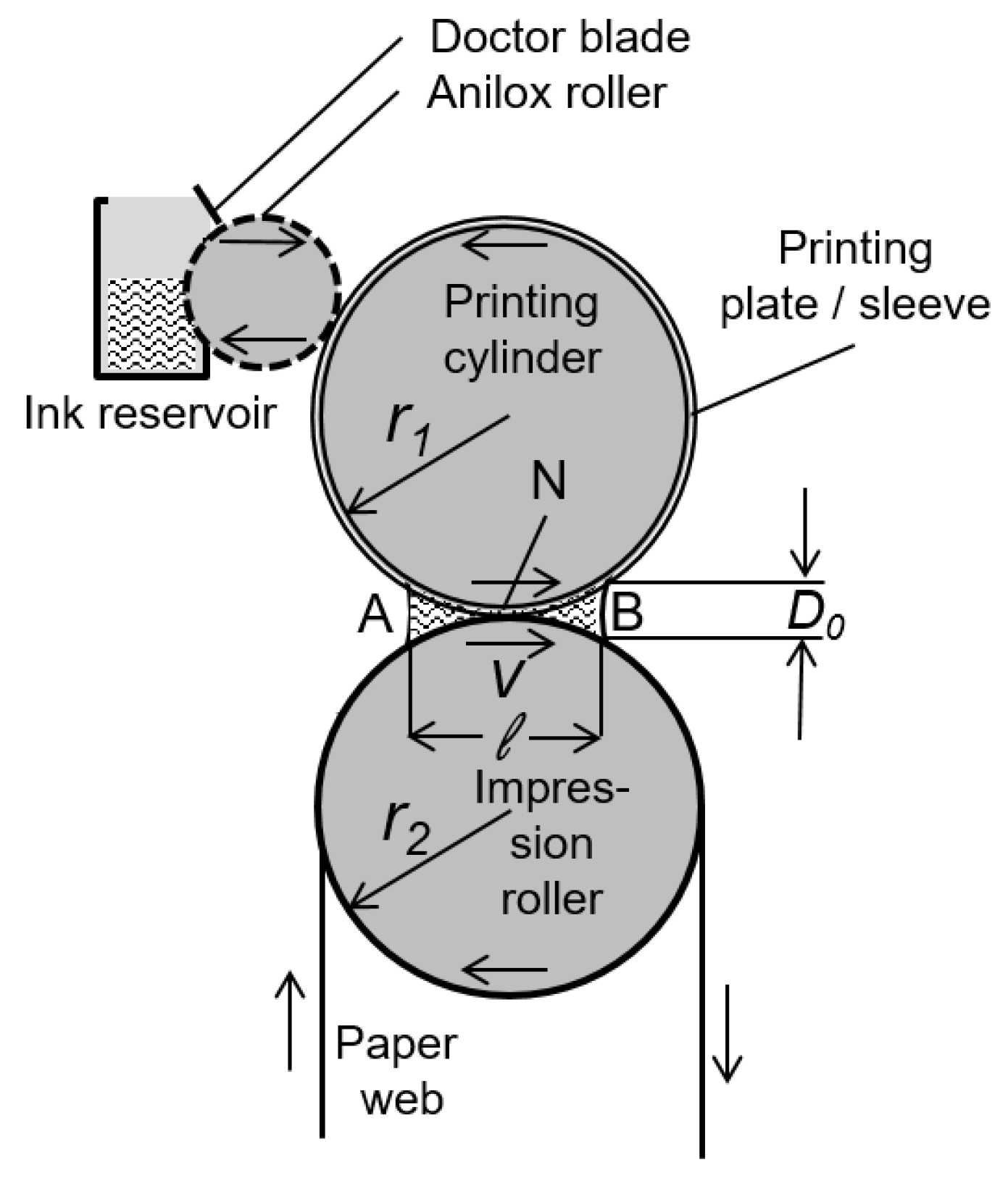
16] on the fluid dynamics therein. The schematics of a flexographic printing unit is shown in
Figure 2. Ink is supplied to the printing plate by the anilox roller. This is a metal or ceramic cylinder with a fine gravure raster on its surface. The gravure transfers ink from the reservoir to the printing plate. The components we focused on are the printing cylinder, carrying the printing plate or sleeve, and the impression roller, which conducts the paper web through the unit. Consider the printing cylinder, with radius
, and the impression roller with radius
which supports the web. They are rotating with the same circumferential velocity
v and are in mutual contact along the nip line, which is indicated as N.
When one places a drop of liquid in the nip, it will fill the narrow wedges between the menisci A and B in front of and behind N. This is due to the capillary forces. The liquid will fill a zone of width
ℓ between the cylinders. Provided that the wetting contact angles are finite, that contact angle hysteresis is absent, and that viscous friction is negligible (i.e., capillary number
is small), the liquid volume will almost preserve its shape under rotation. The length
ℓ of the wetted zone remains constant as the velocity
v is raised. The height
of the two menisci at points
A and
B is given by
where
is the sum of the cylinder curvatures. Note that this is true for rigid cylinders. If the surfaces are elastic, hydrodynamical forces will cause deformation of the cylinder surface in the wetted area. The shape of the liquid volume is then depending on
v as well.
Even though the lifting velocities of the co-rotating cylinder surfaces are smaller than
v by a ratio of
, the relative velocities in the fluid flow profile are still of order of
v. Liquid is dragged with the two moving surfaces, but has to reflow in opposite direction with almost the same velocity. This implies a significant shear of the liquid of order of
. The fluid flow is reversed in the nip and at the stagnation points A and B. The outer shape of the fluid volume remains stationary. Gaskell et al. [
17] demonstrated such flows by particle tracking in a gravure coater. In a liquid of finite viscosity
, this implies the presence of a pressure gradient. According to Darcy’s law, the pressure gradient in the nip is related to this flow by
. Neglecting capillary pressure at the two menisci, we can estimate the pressure gradient as
where
is the amplitude of the pressure distribution in the liquid volume. One thus obtains
For elastic, i.e., linearly compressible surfaces, and under the condition that the mechanical stress in the wetted zone disappears when the fluid volume and pressure
p vanish, the average film thickness
in the wetted zone and the pressure
p are linearly related by some constant
, and of order of the meniscus height
:
The gap widening coefficient
depends on the elastic properties of the surfaces. Eliminating
and
by mutual insertion of the last three equations, one obtains the following relation for the length
ℓ of the wetted zone as a function of the rotation velocity
v:
Intuitively one might expect that the amount of fluid supplied to the printing plate by the inking unit should appear in Equation (
5). This is not the case under equilibrium conditions. The key observation is that Equation (
4) for the gap height
already imposes a condition which fully determines the fluid quantity in the nip. We refer to this as the excess ink volume conducted in the nip. Printing liquid is continuously added at the incoming wedge (B), and removed at the outgoing one (A). The excess volume is completely determined by the equilibrium of elastic, viscous and capillary forces. Equation (
5) could be considered as a fixed point solution in a highly non-linear dynamical system.
The fixed point is stable to various external perturbations (e.g., adding variable amounts of ink per time), but it is not stable with respect to the hydrodynamical mode that causes the finger instability. The excess volume will not spread uniformly along the width of the nip, but tend to gather in finger-shaped undulations with average period
. The reason the printing nip remains under control is the short period of time that the fluid spends in the nip: the pattern growth phase is cut off by film rupture into liquid bridges, as, e.g., discussed in [
18]. This happens on a completely different time scale. Nevertheless, the initially created length scale remains visible on the printouts.
Summarizing the relation between the characteristic wavelength
of the finger instability, and employing Equations (
1) and (
2) for
, one obtains the scaling relation
where the dimensionless ratio
can be understood as the static capillary pressure acting on the curved printing cylinder surface in units of the elastic strength of the printing plate. The elastocapillary number of the system could be estimated as
which is, as
, of order of unity.
4. Results
We plotted the obtained finger wavelengths
for printing velocities
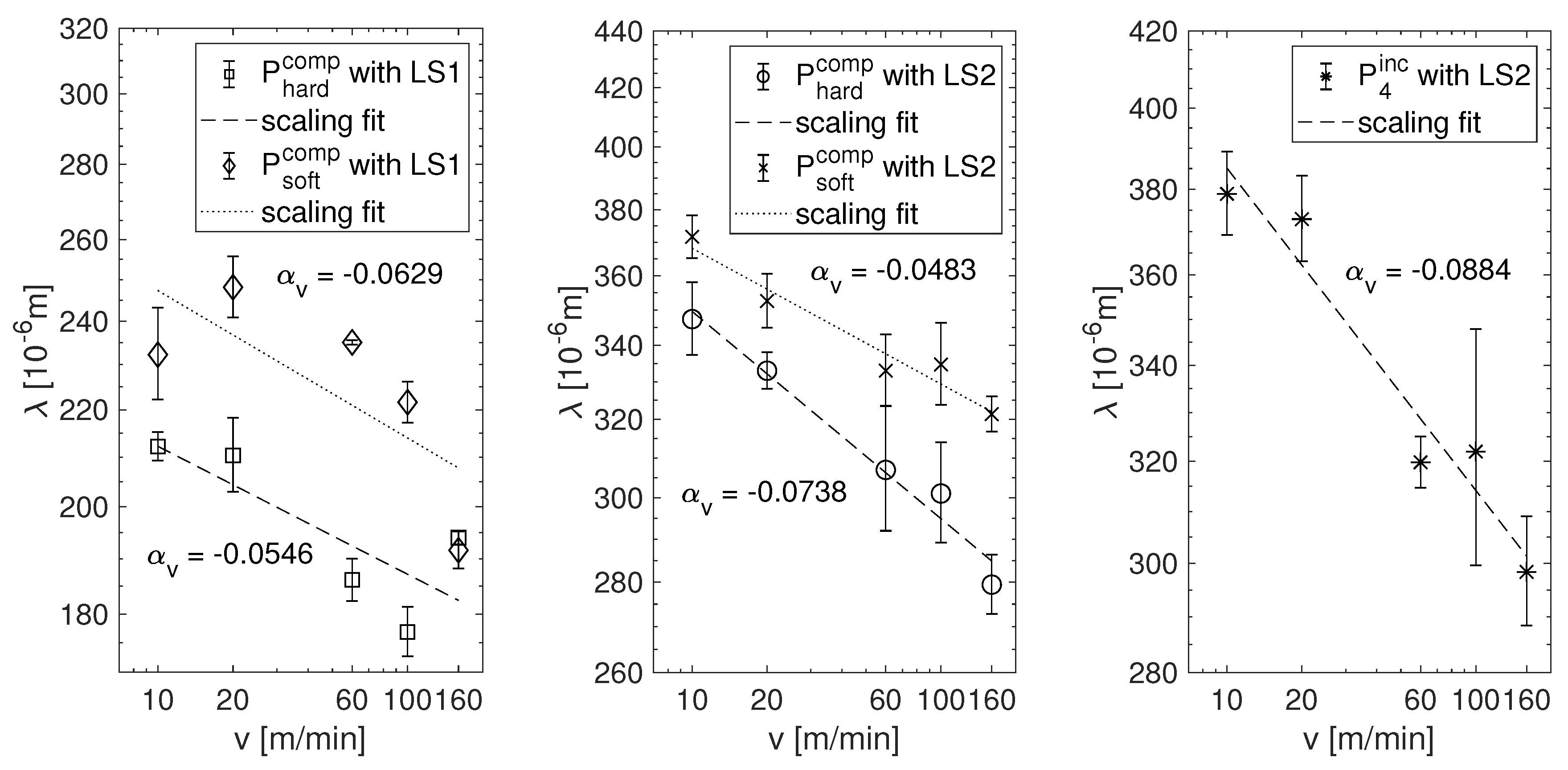
, using different printing forms and fluids. The plots in
Figure 5 (left and middle) show the results for hard and soft compressible printing plates
and
using either the printing fluid at standard formulation LS1 or the diluted (Newtonian) version LS2, whereas
Figure 5 (right) is from the incompressible elastomer printing plate
and the diluted printing fluid LS2.
First, we considered the fingering wavelengths from printing runs with diluted (Newtonian) printing inks using different printing plates, as shown in
Figure 5 (middle and right). The plots show an approximate scaling behavior, with correlation measures
between
and
. The best-fit exponents are
,
, and
, respectively. The scaling exponents for the compressible and the incompressible printing plates do not significantly differ.
The experiments where non-diluted printing inks with a slight tendency to non-Newtonian shear-thinning were used yield a less conclusive result. The fingering wavelengths obtained with the compressible printing plates and the non-diluted ink are displayed as a function of printing velocity in
Figure 5 (left). The general tendency that
drops with increasing printing velocity persists, but the fit to a scaling profile is much less convincing than for the diluted ink. The correlation coefficient
drops to values between
and
, although the estimates for the scaling exponents
and
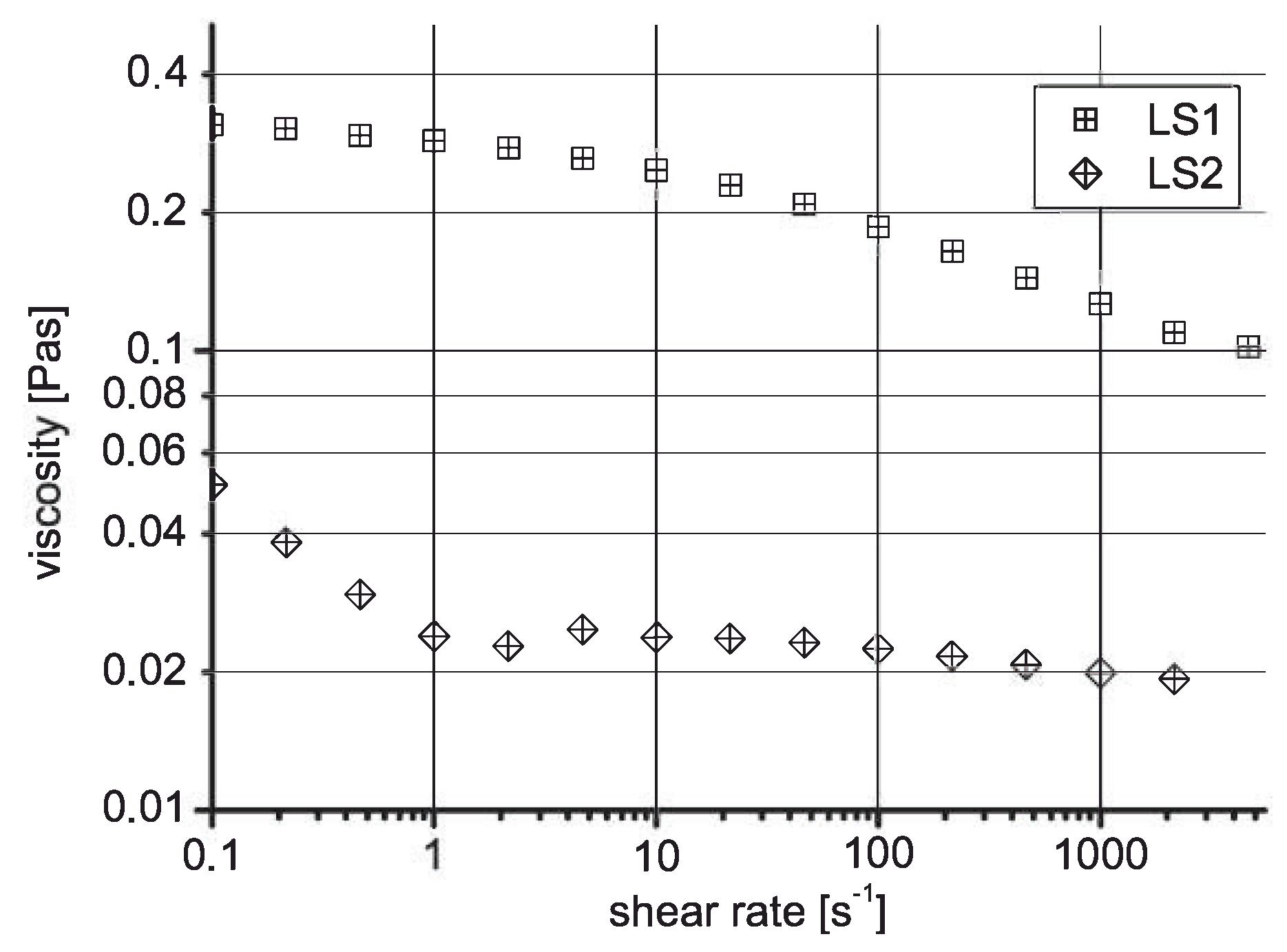
are still in a range compatible with the above findings. It is worth mentioning that the coloring capability of printing inks drastically drops when diluting them. We took advantage of this feature when preparing ink formulation LS2, as dilution makes the ink viscosity more Newtonian and increases the optical contrast of the printed finger pattern. Considering the finger patterns that are evolving in both cases, the optical contrast of the pattern as detected by the scanner is therefore lower for the original ink formulation. This may partially be the origin of the correlation loss.
Moreover, we observed that the ratios of dominant pattern wavelengths
between two samples
i and
j printed with inks LS1 and LS2 of different viscosity, but at identical velocities
v, gap widening coefficients
, and surface tensions
, did coincide within an accuracy of
. This indicates that scaling also applied with respect to ink viscosity. We can thus obtain an estimate on the exponent
. As the viscosity of LS1 was not very well determined because of shear thinning, the calculated exponent is not accurate. With
, one obtains
. The detailed findings are shown in
Table 3.
Table 4 summarizes the scaling exponents
of the finger wavelength
as a function of the printing parameters
as extracted linear regression of the double logarithmic data plots, and compare them to the predictions from Equation (
6). We found that the velocity and viscosity exponents are in reasonable agreement with the theory from
Section 2. Specifically, the values are clearly distinct from exponents measured in the analogous gravure printing experiment using rigid printing surfaces (
). Here, one would expect substantially different values of
, the scaling exponents for gravure printing. We did not determine
, as it was not possible to insert printing cylinders of different radii.
5. Discussion and Conclusions
From our measurements, we could derive estimates on further scaling exponents of quantities, which we were not able to measure directly, i.e., the length
ℓ of the wetting zone, the height
of the meniscus, the pressure amplitude
, and the shear rate
of the printing liquid in the nip. First, we consider the theoretical predictions. Equation (
5) implies that
. Further, as
according to Equation (
2), the meniscus height should scale as
. The same holds for the pressure amplitude
as it is proportional to
. The shear rate in the nip is proportional to
.
Assuming that the relation
from Equation (
1) is exact, as it has experimentally been well-established in the Hele–Shaw cell [
3] and in the rigid rotating cylinder geometry [
8,
9], predictions on the additional parameters become possible. From the relation
, one can relate the exponents
and
to the measured value of
(which we know with good precision):
This implies that
, and
, whereas we expect these exponents to vanish in the case of rigid cylinders. Note that
has been determined in [
16] to be
by measuring the excess volume in the flexographic nip. Note that these estimates are all independent of our dynamical model, and only make use of the geometrical features of the rotating cylinder geometry.
If one accepts that Equation (
4) is also valid, the exponents
and
for pressure amplitude and shear rate, respectively, can be obtained:
and
. An overview is given in
Table 5.
We emphasize that the validity of Equation (
4) is not out of question as it is motivated by considerations on pressure distribution in the nip between rigid cylinders [
16]. Moreover, its applicability to flexographic printing plates is limited by viscoelastic effects. The elastic strain response to an applied stress is usually not immediate but delayed on a certain time scale. One would thus suppose that
itself might depend on the printing velocity
v.
In summary, we could give evidence that scaling arguments are useful for the understanding of the highly non-linear physics in the flexographic printing nip. Doubling the printing velocity of a flexographic machine would not reduce viscous finger wave length by a ratio of
, i.e., by
, but only by
. Doing so, the length
ℓ of the wetting zone between printing plate and substrate will not be unaffected, but increase by
. The shear rate of the printing ink, even if Newtonian, is far from being a linear function of printing velocity. It raises by
only. This is quite different from gravure printing where rigid metal printing cylinders are used. Here, linearity is a reasonable approximation. Interestingly, we did not observe a significant difference in the exponents obtained with compressible and incompressible printing plates. This may be caused by the feature that the relevant parameter, the gap widening coefficient, is not too different for these plates. Moreover, many of our observations are in qualitative agreement with the theoretical model described in
Section 2. There are still open questions that should be considered in future studies, as they most likely have impact on scaling: the role of non-Newtonian behavior of the printing ink, and the viscoelastic properties of the printing plates.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




