1. Introduction
The global warming crisis has emerged as one of the most pressing concerns of the 21st century. The increasing levels of greenhouse gas emissions, primarily carbon dioxide (CO
2), methane (CH
4), and nitrous oxide (N
2O), have led to significant climate changes, including rising global temperatures, erratic weather patterns, and melting polar ice caps [
1]. The primary contributors to these emissions include industrial activities, fossil fuel consumption, deforestation, and waste generation. Among the industries significantly impacted by environmental regulations is the rubber industry, which traditionally depends on natural rubber (NR) as a primary raw material. Given the urgent need to reduce carbon footprints, research into sustainable alternatives has gained momentum. Natural fibers have emerged as an eco-friendly alternative to synthetic fibers in reinforcing polymer composites due to their renewability, biodegradability, low cost, and favorable mechanical properties [
2,
3,
4,
5].
Natural rubber is widely valued for its viscoelastic behavior, which allows it to absorb and dissipate energy under cyclic loading. This makes it ideal for applications such as engine mounts, vibration isolators, and dynamic seals. Recent studies have expanded the theoretical understanding of polymer-based damping systems using micromolecular modeling and tube constraint theory. For example, Zhang et al. investigated the dynamic properties of viscoelastic dampers using a three-chain network model and demonstrated the influence of network configurations on damping efficiency and stiffness in aerospace-grade elastomers [
6]. Such insights are essential for designing bio-composites that must replicate or surpass the damping capabilities of traditional synthetic systems.
In recent years, extensive research has been dedicated to developing natural fiber-reinforced polymer composites (NFRPCs) as viable substitutes for conventional synthetic materials. Various natural fibers such as banana fiber [
7], bamboo fiber [
8], wood fiber [
9], coir fiber [
10], and wool fiber [
11] have been explored for reinforcing different polymer matrices. These natural fibers not only improve the mechanical properties of the composites but also enhance their biodegradability, making them suitable for sustainable applications. Among the natural fibers studied, ramie fiber (Boehmeria nivea) has attracted considerable interest due to its exceptional mechanical strength, durability, and eco-friendliness [
12].
Ramie fiber, a bast fiber obtained from the stalks of the ramie plant, exhibits high tensile strength, excellent moisture absorption, and good resistance to microbial attacks. Its unique properties make it an ideal reinforcement material in natural rubber composites, offering an environmentally sustainable alternative to synthetic fibers such as glass or carbon fibers [
13]. Furthermore, the reinforcement of natural rubber with ramie fiber has shown promising results in enhancing mechanical, thermal, and dynamic properties, making these composites suitable for applications in the automotive, construction, and packaging industries [
14,
15].
The development of natural fiber-reinforced rubber composites has been the focus of numerous studies. Researchers have investigated the effects of different natural fibers, such as pineapple leaf fiber [
16], silica from rice husk [
17], and ramie fiber [
18], on the curing and mechanical behavior of natural rubber composites. The impact of fiber length, filler loading, and surface treatments on the properties of these composites has been widely examined. For instance, Chigondo et al. explored the use of maize stalk fibers as reinforcement in natural rubber composites, demonstrating improved mechanical performance [
19]. Similarly, studies have highlighted the role of coupling agents in enhancing the adhesion between natural fibers and rubber matrices, leading to better composite properties [
20].
In a study by Sgriccia et al., the dynamic and mechanical properties of ramie fiber-reinforced composites were analyzed, revealing significant improvements in tensile strength, modulus, and impact resistance [
21]. Another study examined the biodegradation of rattan powder-filled natural rubber composites, demonstrating the environmentally friendly nature of such materials [
22]. The incorporation of Klason lignin as a green reinforcing filler in natural rubber composites was also investigated, showcasing enhanced mechanical and thermal stability [
23]. Additionally, researchers have developed polymer eco-composites based on natural rubber reinforced with various natural fibers, reinforcing the potential of these materials as sustainable alternatives [
24].
Recent studies have also explored advanced treatments and hybrid reinforcement strategies to improve the performance of ramie fiber-reinforced composites. For example, Zhao et al. investigated the effect of alkaline treatment on ramie fibers’ interfacial bonding with rubber, resulting in enhanced tensile properties [
25]. Moreover, hybridizing ramie fiber with other natural fibers, such as kenaf and jute, has been reported to further optimize mechanical performance and durability [
26].
2. Motivation and Innovation
The motivation behind this study lies in addressing a critical challenge: developing a high-strength, sustainable composite that can replace synthetic rubber-based parts in mechanical systems—particularly engine block support mounts. These mounts are crucial components in vehicles, absorbing vibrations and supporting structural loads. Traditional mounts use synthetic rubber or fiber-reinforced plastics, which are non-biodegradable and energy-intensive to produce. Replacing these with ramie fiber–natural rubber composites could significantly reduce the environmental impact while maintaining or improving functional performance.
The innovation of this research lies in designing and fabricating fully bio-based composites using variable fiber lengths and loadings, optimized for performance. By tailoring the microstructural configuration of the composite and analyzing its curing behavior, tensile strength, tear resistance, hardness, and fracture characteristics, this study provides a systematic framework for developing functional bio-composites suited to structural applications.
Beyond engine block support mounts, the developed composites hold promise for a range of industrial and consumer applications, including
Automotive: bushings, pads, vibration isolators, and tire sidewalls;
Construction: expansion joints, vibration-dampening panels, and rubber gaskets;
Consumer products: sports goods, footwear soles, and tool grips;
Packaging and logistics: shock-absorbing mats, rubberized crates, and pads.
These applications require materials that combine mechanical durability with environmental sustainability—precisely the niche where ramie fiber-reinforced rubber composites can make a significant impact.
By demonstrating the feasibility of such bio-composites to replace conventional materials, this work contributes to the advancement of green engineering and supports global efforts toward Sustainable Development Goals (SDG 12: Responsible Consumption and Production, and SDG 13: Climate Action).
3. Materials and Methods
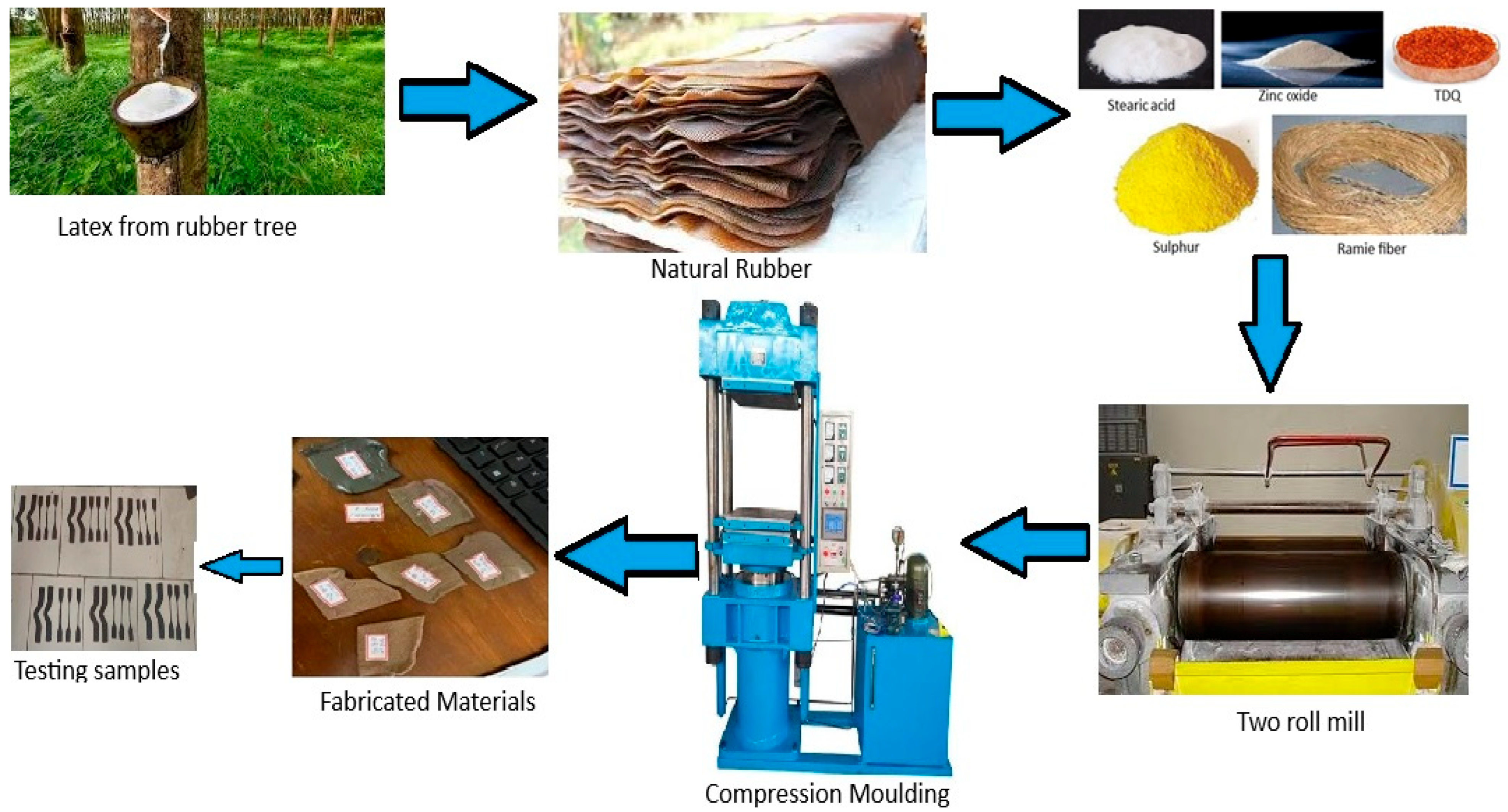
Materials: The reinforcement material used in this study is ramie fiber, a plant-based fiber that has been known for its high strength, even when wet. Ramie fiber was purchased from Vruksha Composites, Tenali, and natural rubber (ISNR 5) was purchased from the local market. Ramie fiber has a density of 1.50 g/cm
3, fracture load of 0.467 N, tensile strength of 560 MPa, and fracture strain of 0.025%. Compounding ingredients used in the work are zinc oxide (ZnO), stearic acid, antioxidant 2-2—trimethyl-1-2-dihydrouinoline (TDQ), N-Cyclohexyl-2-benzothiazole sulphenamide (CBS), tetramethylthiuram disulphide (TMTD), sulfur, and carbon black. The chemicals were purchased from Samira chemicals, Kottayam, Kerala. Various samples were prepared and designated as P1, P2, P3, etc.
Table 1 shows the components of the natural rubber composites and ramie fiber used in the investigation.
In this study, the ramie fibers were used in their untreated, raw form without any chemical or physical surface modifications. While surface treatments such as alkaline, silane, or peroxide treatments are known to improve interfacial bonding by enhancing fiber–matrix adhesion, the current work focuses on evaluating the baseline mechanical performance of untreated ramie fiber–reinforced natural rubber composites.
Composite Preparation: To ensure uniformity across all composite samples, meticulous attention was given to the compounding process, particularly in achieving consistent dispersion of ramie fibers within the natural rubber matrix. Ramie fibers were manually cut into specified lengths of approximately 5 mm, 10 mm, and 15 mm using scissors, and carefully weighed in amounts of 15 g (10 wt%), 30 g (20 wt%), and 60 g (40 wt%) for accurate fiber loadings.
The compounding process was carried out using a two-roll mixing mill, operating with a fixed nip gap of 0.2 mm and a friction ratio of 1:1.25 in accordance with ASTM D3184-80 standards [
27]. Initially, the natural rubber was masticated to improve its workability. Fibers and other compounding materials were added in a controlled sequence, blended gradually to prevent fiber damage and to promote alignment along the grain direction. Mixing time ranged between 15 and 30 min, depending on the fiber content, with multiple passes through the mill to ensure a homogeneous distribution.
Visual inspections were routinely performed during mixing to monitor fiber dispersion and detect any signs of agglomeration. In addition, selected uncured sheets were sectioned and examined under an optical microscope to verify the uniformity of fiber distribution at the microstructural level. By maintaining consistent mixing parameters and closely monitoring dispersion quality, the reproducibility and reliability of the mechanical property evaluations were significantly enhanced. After thorough compounding, the blended material was sheeted into uniform layers corresponding to each fiber length category, forming the basis for subsequent mechanical testing.
The various bio-composite sample categories, along with their corresponding fiber lengths, weights, and rubber loadings, are detailed in
Table 1. The total mixing time ranged from 15 to 30 min, or until the ramie fibers were fully integrated into the rubber matrix. The graphical representation of the step-by-step method of manufacturing ramie fiber reinforced rubber composite is shown in
Figure 1.
The selection of 5 mm, 10 mm, and 15 mm fiber lengths was guided by both literature precedence and practical considerations for industrial rubber composite processing. Prior studies on natural fiber-reinforced rubber composites—such as those using pineapple leaf fiber [
28], jute [
29], and coir [
30]—have shown that fiber lengths below 20 mm generally ensure better dispersion and interfacial contact within the matrix, while minimizing issues such as entanglement, breakage, and poor wetting during mixing. Specifically, lengths in the range of 5–15 mm strike a balance between achieving meaningful mechanical reinforcement (via aspect ratio) and maintaining processability using conventional two-roll mills. These lengths also align with earlier work that reported optimal mechanical properties for chopped natural fibers in this dimensional range [
21,
28].
In order to determine the ideal curing time, the fabricated materials were put through a Rheometer. After determining the ideal curing time, the samples were cured using a hydraulic compression molding press equipped with electrically heated plates. This process was carried out at a vulcanizing temperature of 150 °C. Curing time characteristics, tensile test, tear test, hardness, and Scanning Electron Microscopic analysis were performed after curing to determine the compound’s mechanical properties.
4. Characterizing Testing
4.1. Curing Time Test
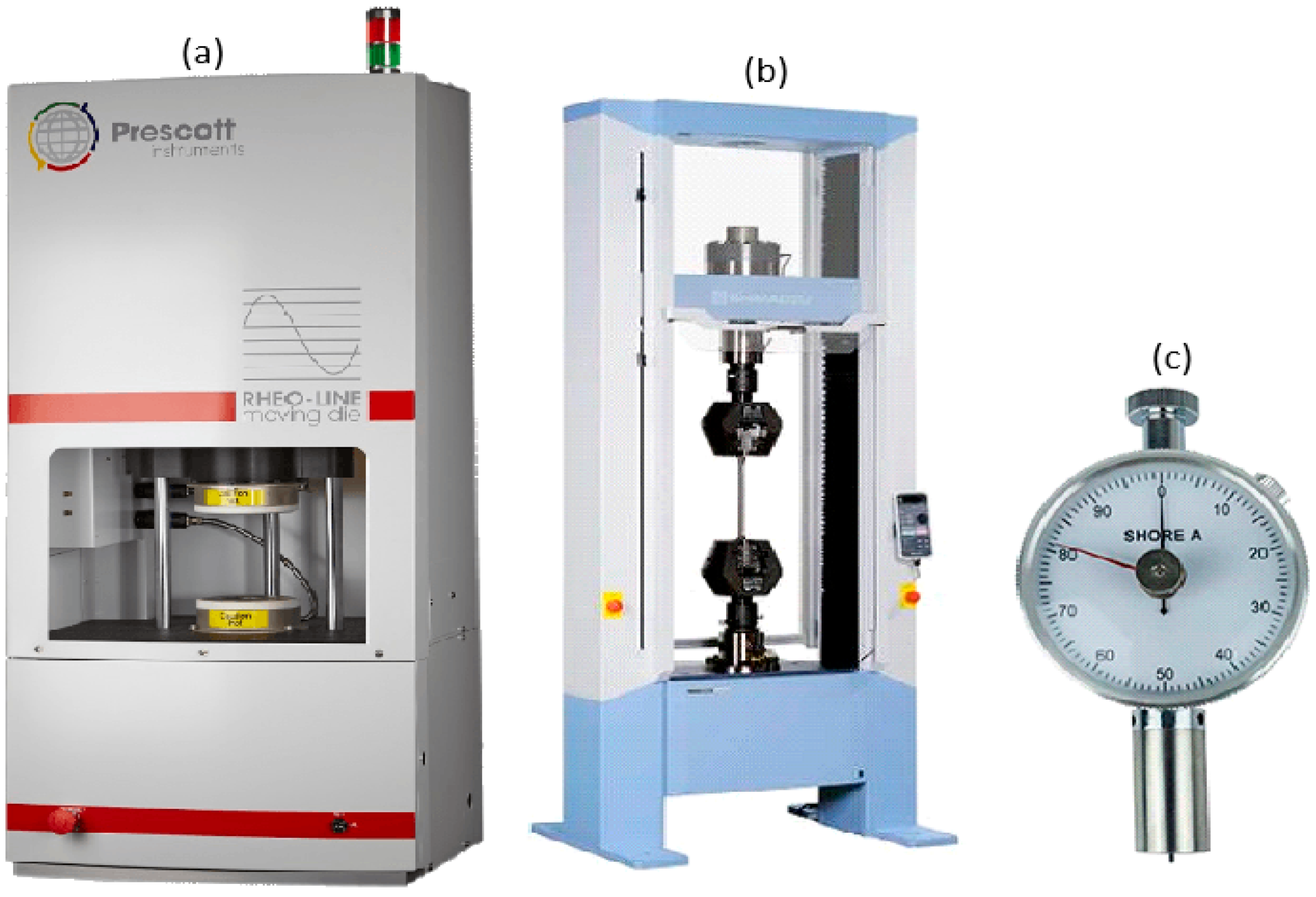
The curing time test was utilized to determine the optimal curing duration for rubber through the use of a Rheometer, as shown in
Figure 2a, which measures the viscoelastic properties of the material during the curing process as per ASTM D5289 [
31]. The sample undergoes shear deformation and is held at a constant temperature. The Rheometer records the torque required to sustain this deformation, while tracking changes in the viscoelastic properties of the rubber over time. By monitoring changes in the rheological properties of the sample, the optimal curing time is determined.
4.2. Tensile Strength Test
To measure the tensile strength of the composites, a dumbbell-shaped sample was prepared using a die cutter from the vulcanized rubber samples. The sample was then placed between the jaws of a Universal Testing Machine (UTM) and stretched until failure to determine the load it can withstand before fracturing and is shown in
Figure 2b. The software of the equipment automatically plotted the stress–strain curve for all samples. Tensile tests were performed on all 11 samples to obtain accurate measurements. Measurement of tensile properties was carried out with a crosshead speed of 500 mm/min, using a Schimadzu Model AG1 Universal Testing Machine. Testing was carried out according to ASTM D412-87 standard [
32].
4.3. Tear Strength Test
The tear test is conducted using a Universal Testing Machine (UTM), shown in
Figure 2b, to evaluate the strength of a given sample and determine the amount of load required to cause its failure. The sample is typically in the shape of a dumbbell and is placed between the UTM machine jaws before applying the load. The test is continued until the sample fails, at which point the load at failure is recorded. The ASTM D624-15 standard [
33] was used to determine the tear property of each of the samples.
4.4. Hardness Test
A hardness test was conducted by using a fabric thickness tester as shown in
Figure 2c. Regarding the hardness test procedure, a 15 s contact duration was used in accordance with the ASTM D2240-15 standard [
34], which specifies that Shore A durometer readings should be taken after a minimum of 1 s but within 1–15 s, depending on the material type and precision required. In elastomer testing, a 15 s hold is often preferred to minimize variability due to viscoelastic recovery, especially when comparing composites with different filler types and stiffness levels. The consistent application of this duration across all samples ensures comparability and reproducibility of Shore A hardness readings, particularly for fiber-filled systems where surface compliance may vary. The average value obtained after testing five samples in each specimen is reported
4.5. Microstructural Analysis
The scanning electron microscope (VEGA 3 TESCAN) was used to observe the fracture surface morphologies. The samples were broken up with gold before being analyzed by SEM. The samples were coated with plasma sputtering to avoid charging under the electron beam.
5. Results and Discussion
5.1. Curing Test
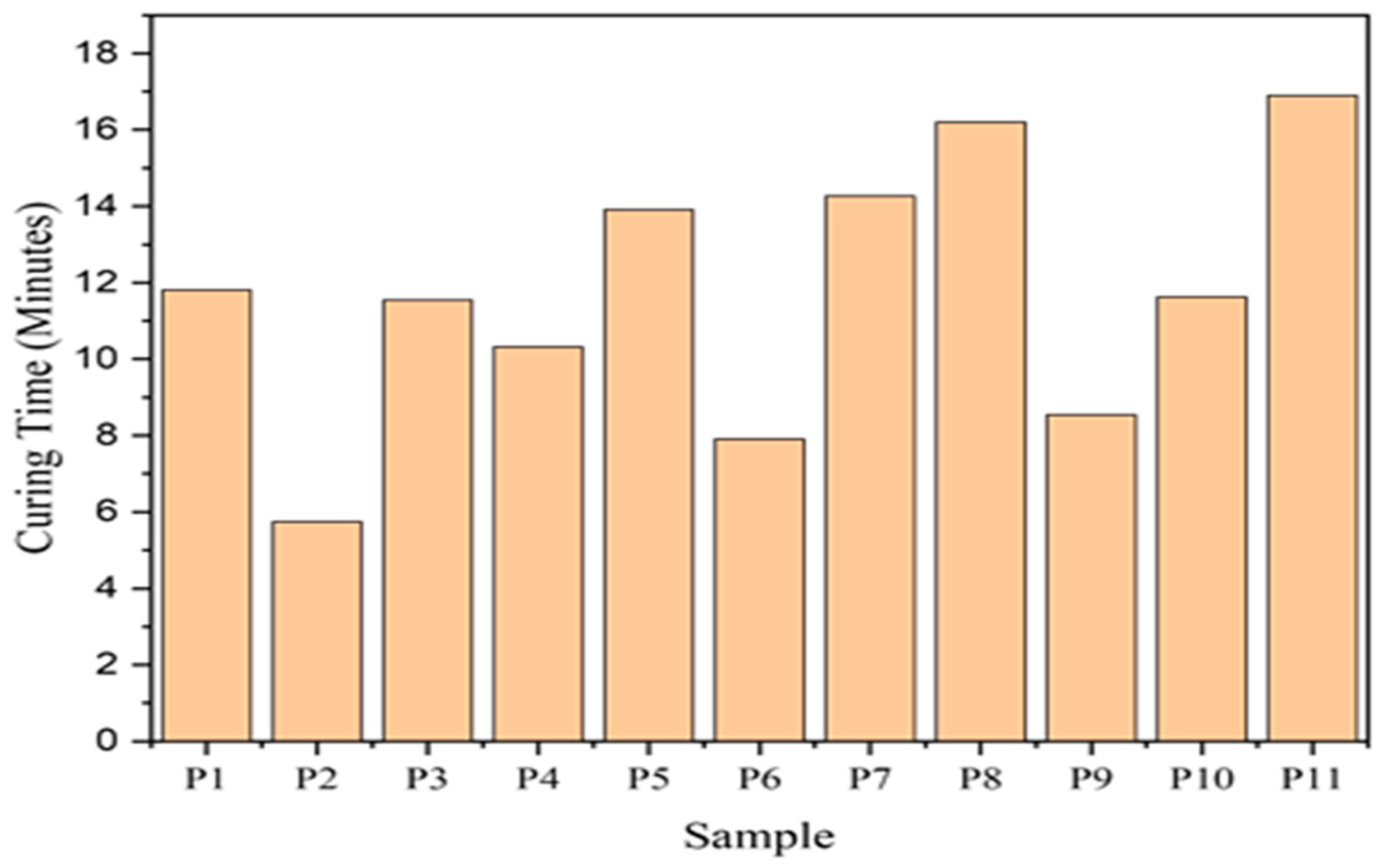
The results of testing the optimal curing time of the compound with a Rheometer are displayed in
Figure 3. The results show that the fiber-concentrated samples had a wide range of curing times, with the highest time obtained for 15 mm at 60 g (16.9 min) and the lowest for 10 mm at 15 g (7.91 min). The Rheometer analysis revealed a clear trend of increased curing time with higher fiber concentrations, particularly at longer fiber lengths (e.g., 15 mm at 60 g). While this behavior reflects enhanced filler–matrix interaction and potential mechanical reinforcement, it also has practical implications for processing efficiency. Longer curing times can reduce production throughput, increase energy consumption, and raise operational costs, especially in continuous vulcanization lines or high-volume applications. For instance, a curing delay of several minutes per batch, when scaled industrially, may significantly affect cycle time and cost per unit.
The observed curing delays are also consistent with prior findings that attribute such effects to the presence of moisture and lignin content in natural fibers. Natural fibers like ramie are hygroscopic and tend to retain ambient moisture, which can interfere with vulcanization kinetics by diluting curatives or disrupting the crosslinking process. Additionally, lignin, a complex aromatic polymer, has been reported to act as a retarder in sulfur-based curing systems [
35]. Sivasubramanian et al. [
28] similarly reported increased curing time in pineapple leaf fiber-reinforced composites and linked it to poor dispersion and fiber–rubber incompatibility due to residual hemicellulose and lignin. These findings support the current observation that the extent of fiber treatment and dryness significantly influences rheological response and, by extension, processing viability.
5.2. Mechanical Performance of Ramie Fiber–Natural Rubber Composites
The mechanical behavior of natural rubber (NR) and ramie fiber-reinforced NR composites was evaluated with respect to tensile strength, tear strength, and hardness.
Tensile Strength: As shown in
Figure 4, the NR sample (P1) exhibited a tensile strength of 5 MPa, a tear strength of 18.379 kN/m, and a hardness of 31 Shore A, serving as a baseline. Upon the incorporation of natural fibers, all mechanical properties improved significantly, particularly with higher fiber loadings and optimized fiber lengths. These improvements are primarily attributed to the effective stress transfer from the soft NR matrix to the stiffer ramie fibers, which act as load-bearing reinforcements. At the microscale, ramie fibers possess a high tensile modulus and crystalline cellulose domains, enabling them to restrict deformation under applied load. The interfacial bonding between the hydrophilic ramie fibers and the hydrophobic NR matrix plays a crucial role; although some interfacial mismatch exists, mechanical interlocking and increased surface area with higher fiber content facilitate better stress distribution.
Tear Strength: In composites with 5 mm fibers, increasing the fiber content from 15 g (P3) to 60 g (P5) enhanced the tear strength from 34.453 to 52.518 kN/m and hardness from 77 to 86 Shore A. The optimal dispersion and aspect ratio of short fibers promoted effective reinforcement, improving the resistance to crack propagation under tensile and tearing forces. P5 thus demonstrated a good balance of tensile strength (7.81 MPa) and toughness (52.518 kN/m), validating short fibers as effective micro-fillers in rubber matrices. For composites with 10 mm fibers, a maximum tensile strength of 10.35 MPa was observed in P8 (60 g), along with a tear strength of 48.676 kN/m and hardness of 88. This indicates that an intermediate fiber length enhances the load-bearing capacity without significantly compromising fiber alignment or matrix continuity. The slight reduction in tear strength compared to P5 may be due to agglomeration or reduced interfacial wetting at higher aspect ratios.
Hardness: At a 15 mm fiber length, the best mechanical synergy was found in P11 (60 g), which achieved a tensile strength of 8.57 MPa, tear strength of 51.751 kN/m, and hardness of 86. The longer fibers offer more anchoring within the matrix, enhancing tear resistance and load transfer, albeit with a slight risk of stress concentration or fiber pull-out if not well aligned. However, the results suggest that this length, in combination with sufficient volume fraction, strikes a favorable balance between reinforcement efficiency and fiber–matrix cohesion. Overall, the inclusion of ramie fibers transformed the NR matrix into a tougher, more rigid composite with improved load-bearing capacity and damage tolerance. These effects stem from classic composite reinforcement theory, wherein the matrix transmits load to the stiff fillers, and crack deflection, fiber bridging, and pull-out mechanisms collectively enhance toughness. The observed rise in hardness confirms the stiffening effect of fiber addition, while the tear strength nearly tripled from the unreinforced NR to the best-performing composites, marking a significant advancement in sustainable rubber engineering.
5.3. Optimal Performance of 10 mm/60 g Fiber Configuration
The superior tensile strength observed in the 10 mm fiber length with 60 g loading (P8) configuration can be attributed to a combination of factors related to fiber geometry, matrix interaction, and dispersion efficiency. Firstly, the aspect ratio of 10 mm fibers appears to strike an ideal balance: long enough to facilitate effective stress transfer between the fiber and the matrix but short enough to avoid issues such as fiber entanglement or non-uniform distribution that are more common with 15 mm fibers. A higher aspect ratio generally enhances tensile properties by allowing better load bridging across the matrix but only if the fibers remain well-aligned and uniformly dispersed.
Secondly, at 60 g fiber loading, the volume fraction of reinforcement is sufficient to enable meaningful load sharing among fibers, which increases the overall stiffness and strength of the composite. Unlike the 5 mm fibers, which act more as micro-fillers with limited bridging capability, the 10 mm fibers maintain structural continuity, improving their role as load-bearing reinforcements.
Additionally, the 10 mm fibers are more likely to achieve better dispersion and alignment during mixing compared to the longer 15 mm fibers, which tend to agglomerate or fold, leading to stress concentrations and localized failure zones. This improved dispersion ensures more uniform interfacial bonding and minimizes voids or weak zones in the composite, contributing to the enhanced tensile behavior.
Overall, the 10 mm/60 g configuration offers an optimal synergy between aspect ratio, reinforcement efficiency, and processability, resulting in the highest tensile strength among all tested samples.
5.4. Fracture Studies
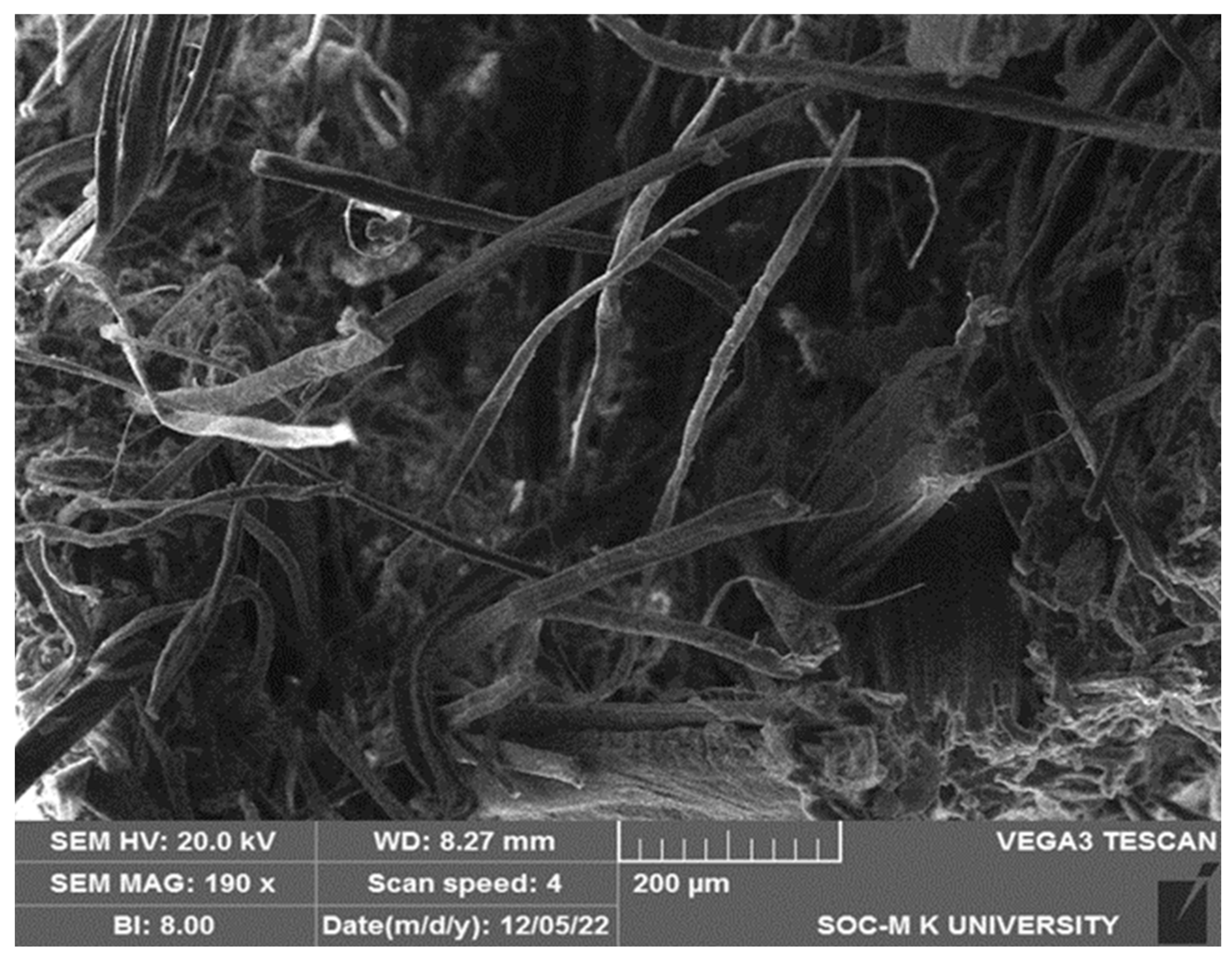
SEM analysis was performed on a rubber composite with a concentration of 10 mm and 60 g, which exhibited the highest tensile strength compared to all other samples. The composite’s fine microstructure can be seen clearly. The surface morphology of the natural rubber composite reinforced with natural fibers, and carbon black was examined as shown in
Figure 5. The SEM image reveals a heterogeneous distribution of fibers embedded within the rubber matrix. The natural fibers exhibit elongated and irregular shapes with varying aspect ratios, contributing to mechanical interlocking with the matrix. Some fiber pull-outs and fiber-matrix debonding can be observed, which may indicate interfacial adhesion characteristics between the rubber and the fiber surface. The presence of carbon black as a secondary reinforcement is inferred through the relatively rough matrix texture, which suggests dispersion within the rubber phase. Although individual carbon black particles are below the SEM resolution at this magnification, their effect is evident in the increased surface roughness and improved filler–matrix interaction zones. These zones are expected to enhance stress transfer and contribute to improved mechanical properties. Additionally, voids and micro-cracks are minimally observed, implying a reasonably good dispersion and wetting of the fibers by the matrix. The fiber orientation appears largely random, which may contribute to isotropic reinforcement effects. Overall, the microstructural analysis confirms that the combination of natural fibers and carbon black contributes to the structural integrity and reinforcement efficiency of the composite.
5.5. Microstructural Failure Modes and Their Correlation with Mechanical Performance
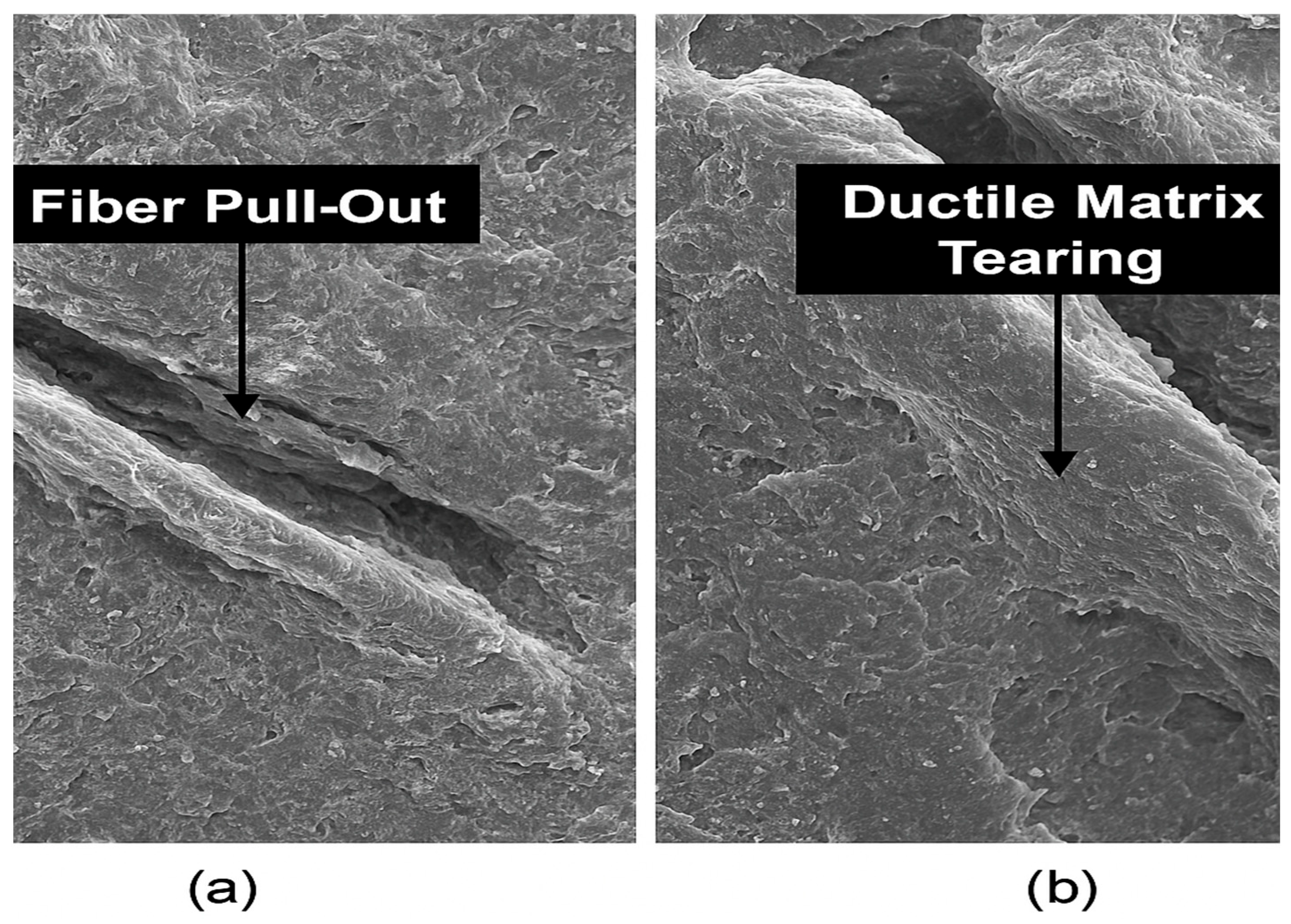
Scanning Electron Microscopy (SEM) analysis provided critical insight into the failure mechanisms of the ramie fiber-reinforced natural rubber composites, revealing a direct correlation between microstructural features and observed mechanical behavior. Fractographic examination of the tensile-fractured surfaces (
Figure 6) demonstrated several recurring patterns, including fiber pull-out, partial debonding, and smooth fiber surfaces. These features suggest a dominant interfacial debonding mechanism, where failure occurs primarily at the fiber–matrix interface. Such behavior indicates insufficient interfacial shear strength, which limits effective stress transfer from the matrix to the fibers, thereby reducing overall tensile performance.
In contrast, samples that exhibited embedded fibers with visible matrix remnants adhering to their surfaces pointed toward cohesive failure or fiber breakage. These characteristics are indicative of stronger interfacial bonding, enabling better load transfer and enhancing mechanical integrity. Notably, the composite sample reinforced with 10 mm fibers at 60 g loading displayed the highest tensile strength among all tested groups. SEM images of this sample revealed ductile tearing in the rubber matrix around the embedded fibers, suggesting a favorable mixed-mode failure involving both fiber fracture and matrix yielding—an indicator of efficient reinforcement and good energy dissipation under stress.
Despite these positive outcomes, certain samples showed clear signs of inadequate fiber–matrix adhesion, such as interfacial voids, gaps surrounding fiber peripheries, and exposed fiber surfaces with minimal matrix attachment. These observations underscore the challenge of reinforcing hydrophobic natural rubber with hydrophilic natural fibers like ramie, where poor interfacial compatibility often leads to premature failure modes and limits composite toughness and fatigue resistance.
To mitigate these issues, surface modification of the fibers is imperative. Chemical treatments using coupling agents such as silanes, maleated natural rubber (MNR), or isocyanates can significantly enhance fiber–matrix adhesion by promoting chemical bonding at the interface. Additionally, alkali treatment (e.g., with NaOH) is known to increase surface roughness and remove non-cellulosic constituents such as lignin and hemicellulose, thereby improving mechanical interlocking and wettability. These modifications are expected to enhance interfacial bonding, reduce fiber pull-out, and improve overall mechanical performance.
When combined with optimized fiber dispersion, controlled processing conditions, and precise curing protocols, these surface treatments hold substantial potential for improving the structural reliability and durability of natural fiber-reinforced rubber composites in load-bearing and vibration-damping applications, such as engine block mounts and other automotive or industrial components.
6. Comparison Between the Present Sample and Other Similar Composites
The mechanical properties of various fiber-reinforced composites were analyzed, considering tensile strength, tear strength, and hardness to understand their suitability for industrial applications, as shown in
Table 2. The results indicated that fiber type, matrix material, and orientation significantly influence performance. The highest tensile strength was observed in Bagasse ash silica (BASi)-reinforced natural rubber (21.94 MPa), while the lowest was recorded for BASi-styrene-butadiene rubber (6.92 MPa), highlighting the impact of the matrix on mechanical behavior. Ramie fiber (10.35 MPa) and Sansevieria cylindrica (10.44 MPa) composites exhibited comparable tensile strength, suggesting similar reinforcement efficiency.
Regarding tear strength, ramie fiber composites showed the highest value (52.51 KN/m), whereas BASi–styrene–butadiene rubber composites had the lowest (33.13 KN/m), indicating that natural rubber contributes more effectively to tear resistance than synthetic rubber. Hardness measurements revealed that ramie fiber composites had the highest value (88), while BASi-reinforced natural rubber had the lowest (49.75), implying that fiber–matrix bonding and fiber stiffness influence overall composite hardness. The differences in mechanical performance can be attributed to fiber type, matrix compatibility, and fiber orientation. Fibers with higher intrinsic strength, such as BASi, improve tensile strength but may reduce tear resistance. Natural rubber-based composites exhibited better overall properties than styrene–butadiene rubber due to superior elasticity and bonding. Furthermore, fiber orientation also played a crucial role, with random orientations providing more uniform mechanical properties than longitudinal or transverse alignments.
Ramie fiber-reinforced composites offer multiple advantages over other fiber-reinforced materials, as demonstrated in the comparative analysis. One of the most significant benefits is their superior tear strength (52.51 KN/m), which makes them highly resistant to wear and mechanical damage. This characteristic is crucial for applications requiring long-lasting materials, such as automotive components, footwear soles, and industrial belts. Additionally, ramie fiber composites exhibit the highest hardness value (88), indicating excellent resistance to surface deformation and impact loads, making them suitable for protective gear and structural reinforcements. While their tensile strength (10.35 MPa) is lower than that of BASi-reinforced natural rubber, it remains sufficient for applications where high flexibility and moderate strength are required. Another key advantage of ramie fiber is its biodegradability, making it an environmentally friendly alternative to synthetic reinforcements like BASi. Moreover, its natural compatibility with polymer matrices enhances fiber–matrix adhesion, improving mechanical performance and durability. Unlike synthetic fillers, ramie fiber does not significantly reduce elasticity, allowing for better energy absorption and impact resistance. The ability to modify fiber surface treatments further enhances these benefits, making ramie fiber composites versatile for various industrial uses.
7. Contextual Comparison: Cost, Biodegradability, and Availability
While the mechanical performance of ramie fiber-reinforced composites is comparable or superior to those made with sisal/coir, jute, and Bagasse ash silica (BASi), ramie also offers key practical advantages that enhance its industrial appeal. From a cost perspective, raw ramie fiber is moderately priced at INR 60–80/kg, slightly higher than sisal/coir (INR 30–50/kg) but less expensive than jute (INR 80–100/kg) and significantly cheaper than processed BASi, which incurs additional costs for controlled combustion and particle refinement.
In terms of biodegradability, all-natural fibers—including ramie, jute, and sisal/coir—are fully biodegradable under composting or landfill conditions. However, ramie has a cleaner degradation profile, as it contains lower lignin content compared to sisal/coir, which slows decomposition and can release phenolic compounds. BASi, being an inorganic filler, is non-biodegradable and contributes to long-term environmental persistence despite being derived from agrowaste.
Regarding availability, ramie is cultivated widely in China, India, and Southeast Asia, though its commercial utilization is still emerging relative to jute and sisal/coir. However, its superior fiber yield per hectare and greater mechanical strength make it a scalable and technically superior alternative as demand grows for high-performance, eco-friendly composites.
These factors—moderate cost, strong biodegradability, and growing availability—reinforce the viability of ramie as a sustainable reinforcement material in both industrial and structural applications, complementing its demonstrated mechanical performance.
Table 3 shows a tabular comparison of various fiber composites properties with ramie fiber composite.
The adoption of natural fiber-reinforced composites in industrial applications hinges not only on performance but also on cost-effectiveness and ease of processing. Compared to synthetic fibers like glass fiber or carbon fiber, ramie fiber offers a compelling economic and environmental profile.
Table 4 shows a comparative analysis between ramie fiber, glass fiber and carbon fiber reinforced rubber composites.
8. Environmental Stability and Future Testing Needs
While the current study demonstrates promising mechanical properties of ramie fiber-reinforced natural rubber composites, their practical deployment—particularly in automotive and structural applications—requires rigorous evaluation under real-world environmental conditions. Natural fiber composites are inherently sensitive to moisture uptake, temperature fluctuations, and UV exposure, which can lead to fiber swelling, plasticization of the matrix, interfacial debonding, and accelerated aging.
Therefore, future work will include environmental stability tests such as
Hygrothermal aging: exposure to elevated humidity (e.g., 85% RH) and temperature (e.g., 60–80 °C) for extended durations to assess dimensional stability and mechanical property retention.
Water absorption tests: based on ASTM D570 [
38] to evaluate moisture uptake and its impact on tensile and tear strength.
Thermal aging: following protocols like ASTM D573 [
39] to simulate long-term performance at high operating temperatures (100–120 °C).
Freeze–thaw cycling: to examine degradation due to repeated thermal expansion and contraction.
UV and ozone exposure: relevant for outdoor or under-the-hood applications where photo-oxidative degradation and cracking are concerns.
These tests are essential to understand the long-term durability and reliability of the bio-composite in dynamic, thermally stressed, or humid environments, such as engine compartments or suspension systems. The outcomes will guide the selection of fiber treatments, matrix modifications, and protective coatings necessary to enhance the environmental resilience of the developed material.
9. Practical Application Potential and Performance Evaluation
The ultimate goal of this study is to assess the suitability of ramie fiber-reinforced natural rubber composites for functional engineering applications, with a focus on engine block support mounts—components that must endure dynamic mechanical loads, vibrations, and thermal fluctuations in automotive systems.
Engine mounts are typically made from synthetic rubber or rubber–metal hybrids designed to absorb vibrations, bear static engine weight, and resist fatigue from repeated acceleration and braking. Commercial rubber mounts typically require:
Tensile strength ≥ 10 MPa;
Tear strength ≥ 30–40 kN/m;
Hardness in the range of 60–90 Shore A;
Good fatigue and damping performance.
The optimized ramie–rubber composites developed in this study (e.g., P5 and P8) exceed the following baseline values:
Tensile strength up to 10.35 MPa;
Tear strength up to 52.5 kN/m;
Hardness up to 88 Shore A.
These results suggest that the current formulation meets or surpasses the basic static performance requirements of standard engine mount materials. However, dynamic applications such as engine mounts also depend heavily on fatigue resistance, energy dissipation (damping), and long-term thermal/oxidative stability—parameters that were not evaluated in the current scope.
Thus, while the mechanical properties demonstrate strong potential for load-bearing and wear-resistant applications, further fatigue testing, vibration-damping analysis, and long-term aging studies are needed to fully validate these composites for engine mount deployment. Nevertheless, the current findings support the immediate applicability of these composites in less dynamically demanding roles, such as
With further optimization—particularly through fiber surface treatment and matrix compatibilization—these bio-composites can evolve into high-performance, environmentally sustainable replacements for traditional rubber components in automotive and industrial sectors.
10. Conclusions
This work demonstrates that ramie fiber can effectively reinforce natural rubber to produce fully bio-based composites with tailored mechanical performance. By systematically varying fiber length and loading, the work identified that a 10 mm fiber at 40 wt% offers the best balance of tensile strength and toughness, while shorter (5 mm) fibers maximize tear resistance. All composites exhibited substantially higher hardness and damage tolerance than unfilled rubber, confirming the stiffening and energy-dissipation benefits of ramie reinforcement. Beyond mechanical gains, these materials align with circular-economy principles and show real promise as drop-in replacements for synthetic components.
Beyond laboratory validation, the materials developed in this study show clear promise for scalable applications such as engine mounts, vibration-damping pads, and structural gaskets. Importantly, the fabrication process—based on two-roll mixing and conventional vulcanization—requires no specialized equipment, enhancing commercial viability. While some challenges remain (e.g., controlling moisture content, fiber dispersion, and long-term durability), the process is readily adaptable for pilot-scale manufacturing. With further optimization and environmental conditioning, these composites could be integrated into green product pipelines as sustainable alternatives to synthetic rubber-based parts. Together, these findings establish a clear pathway for sustainable rubber-based composites in automotive, industrial, and consumer products—advancing both performance and environmental objectives.

 ,
, 





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}