
A Comparative Study between a Thermal Spray CoCrFeMnNi0.8V/WC-Co High Entropy Alloy Composite Coating and Plain CoCrFeMnNi0.8V and WC-Co Thermal Spray Coatings

 ,
,  and
and
Abstract
1. Introduction
1.1. High Entropy Alloys
1.2. The Need for New Alloys in Surface Engineering
1.3. The Rationale behind This Work
2. Materials and Experimental Methods
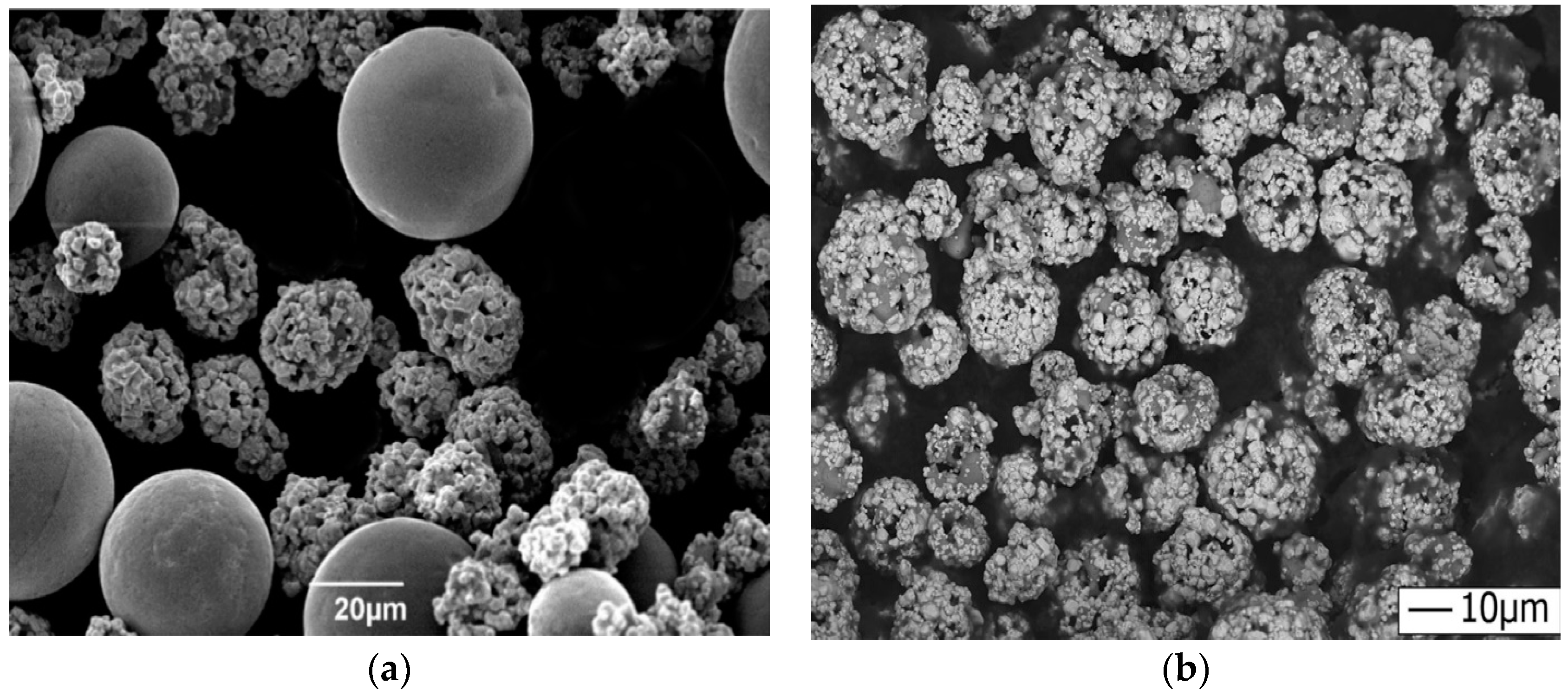
2.1. Feedstock Materials
2.2. Deposition Method
2.3. Scanning Electron Microscopy
2.4. X-ray Diffraction
2.5. Hardness Testing
2.6. Wear Testing
2.7. Corrosion Testing
3. Results and Discussion
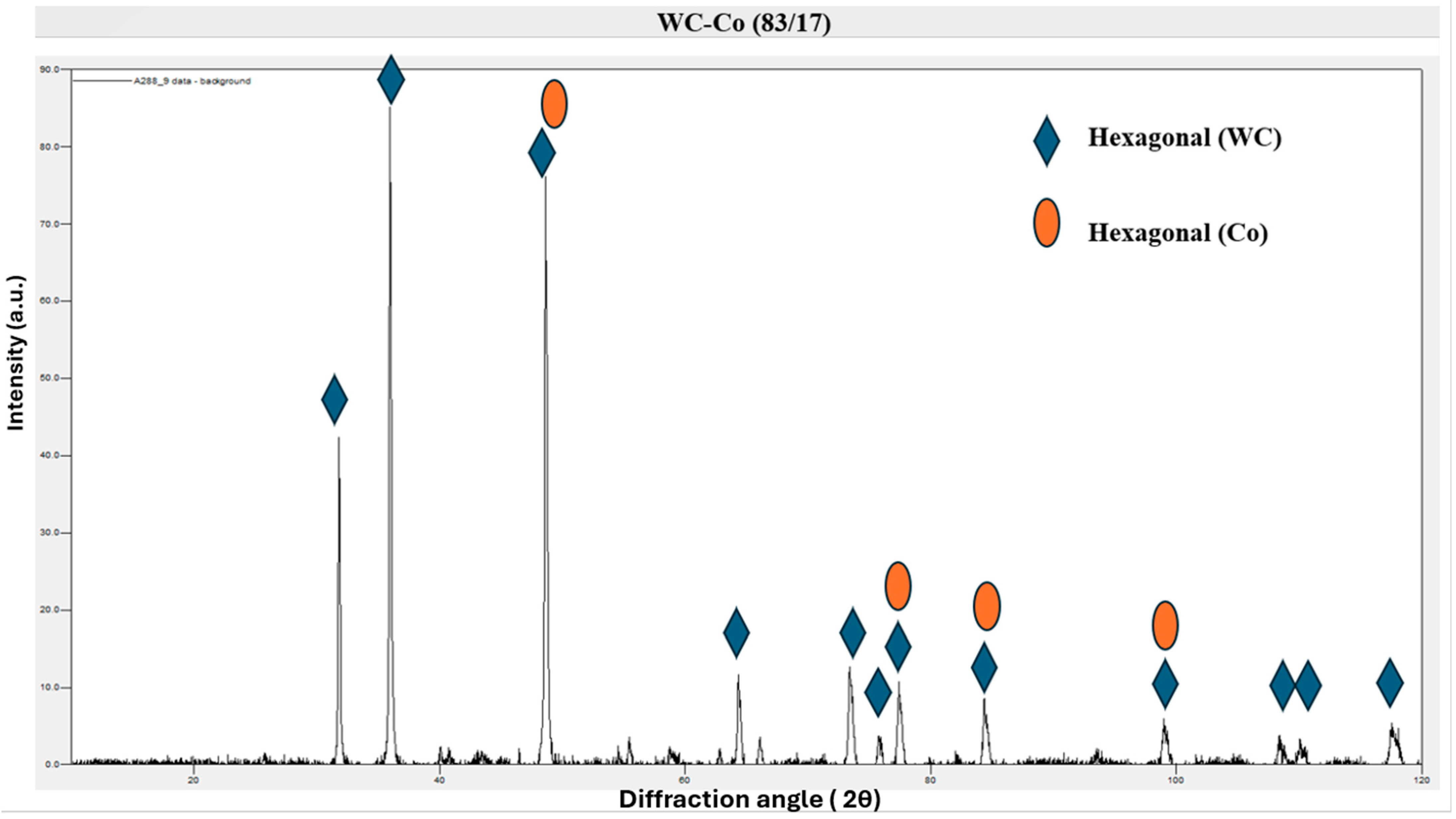
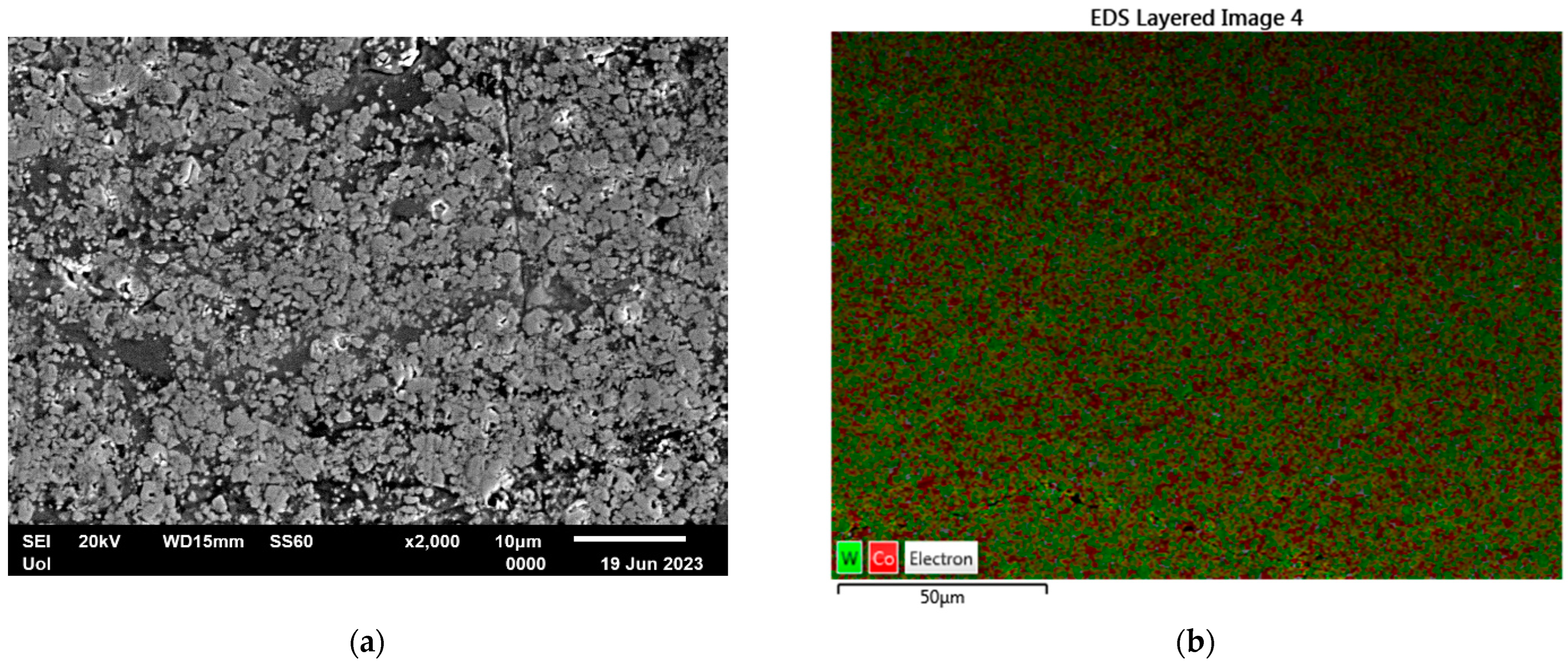
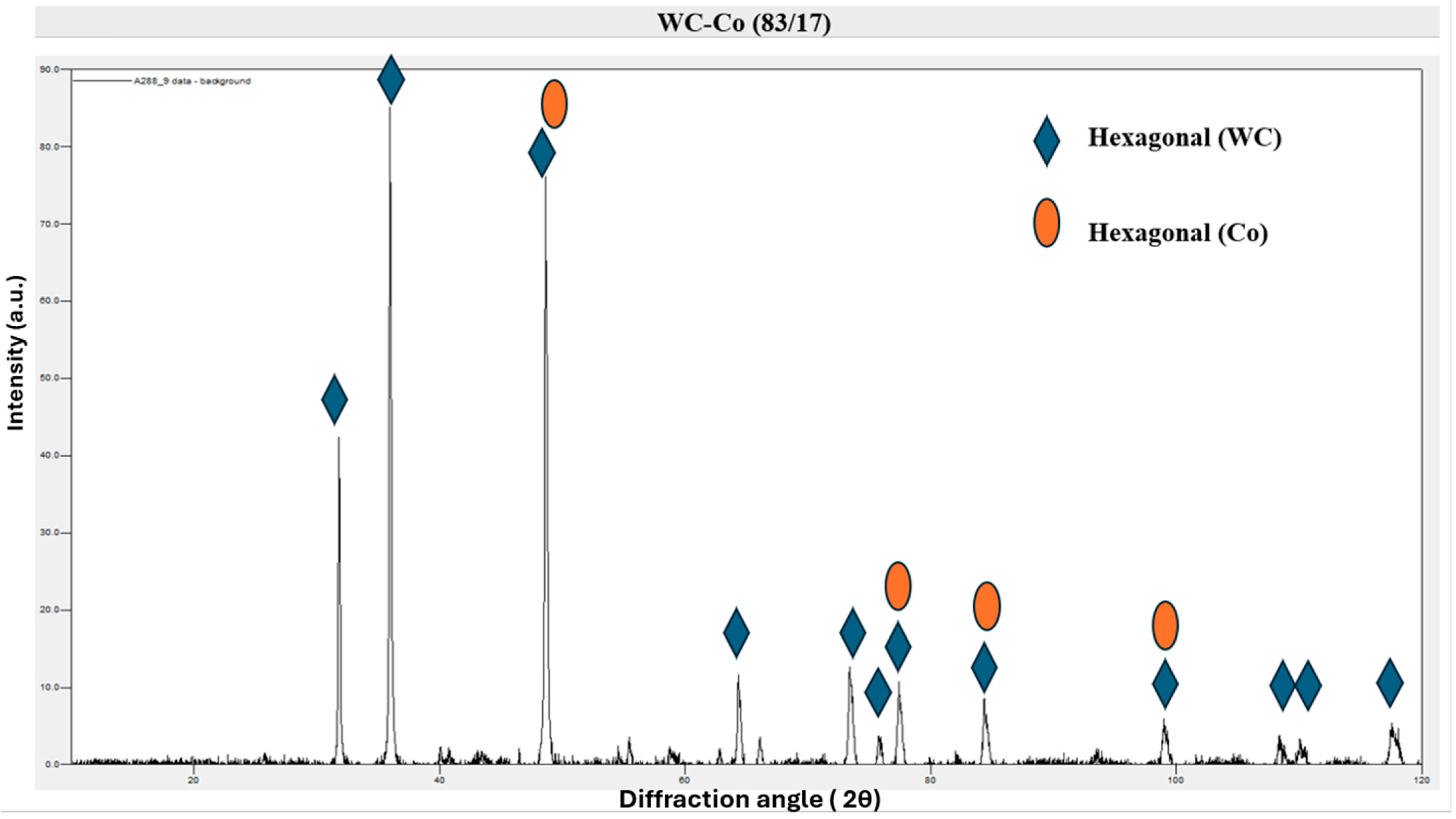
3.1. The Microstructure of the WC-Co Coating
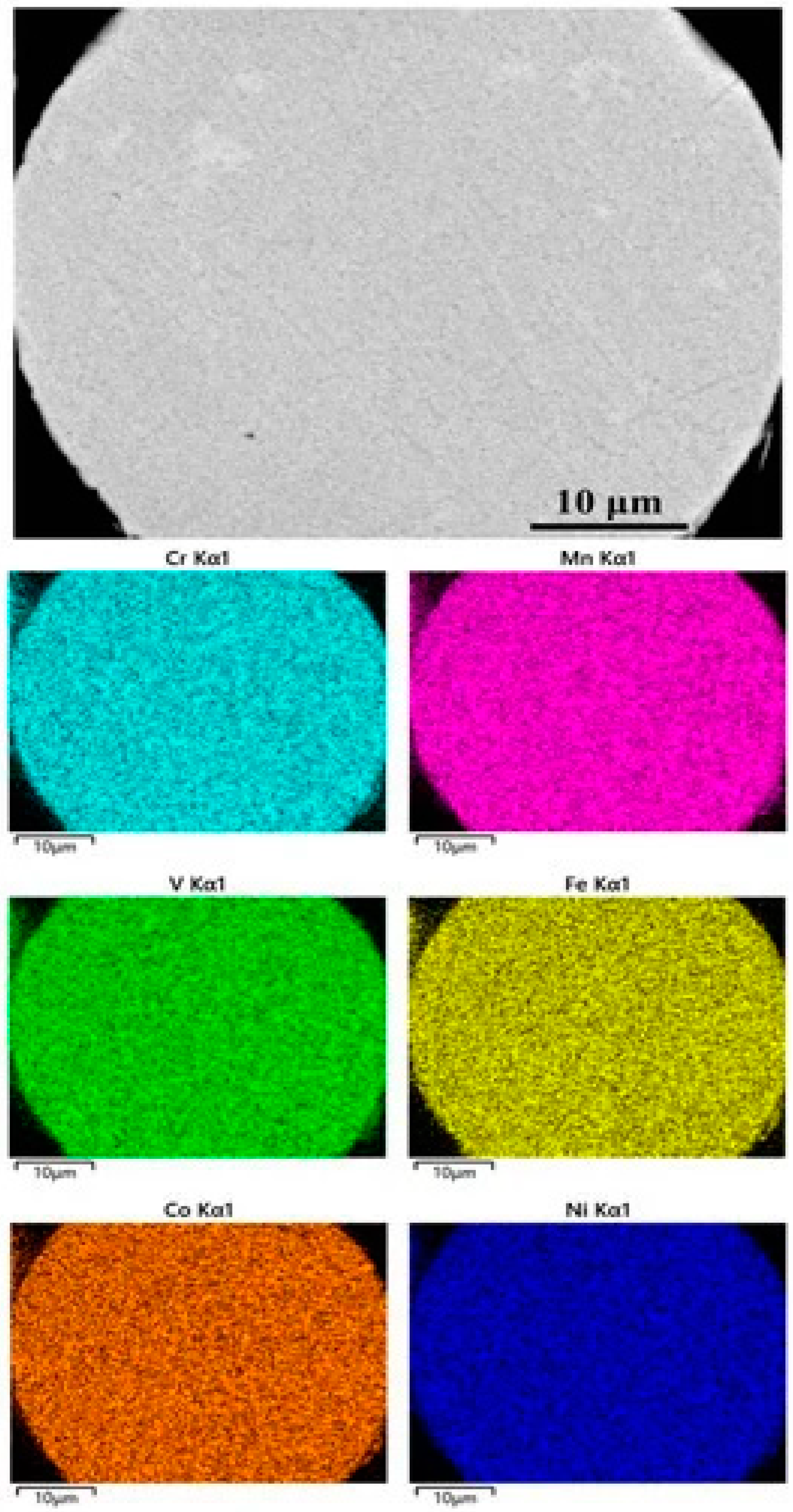
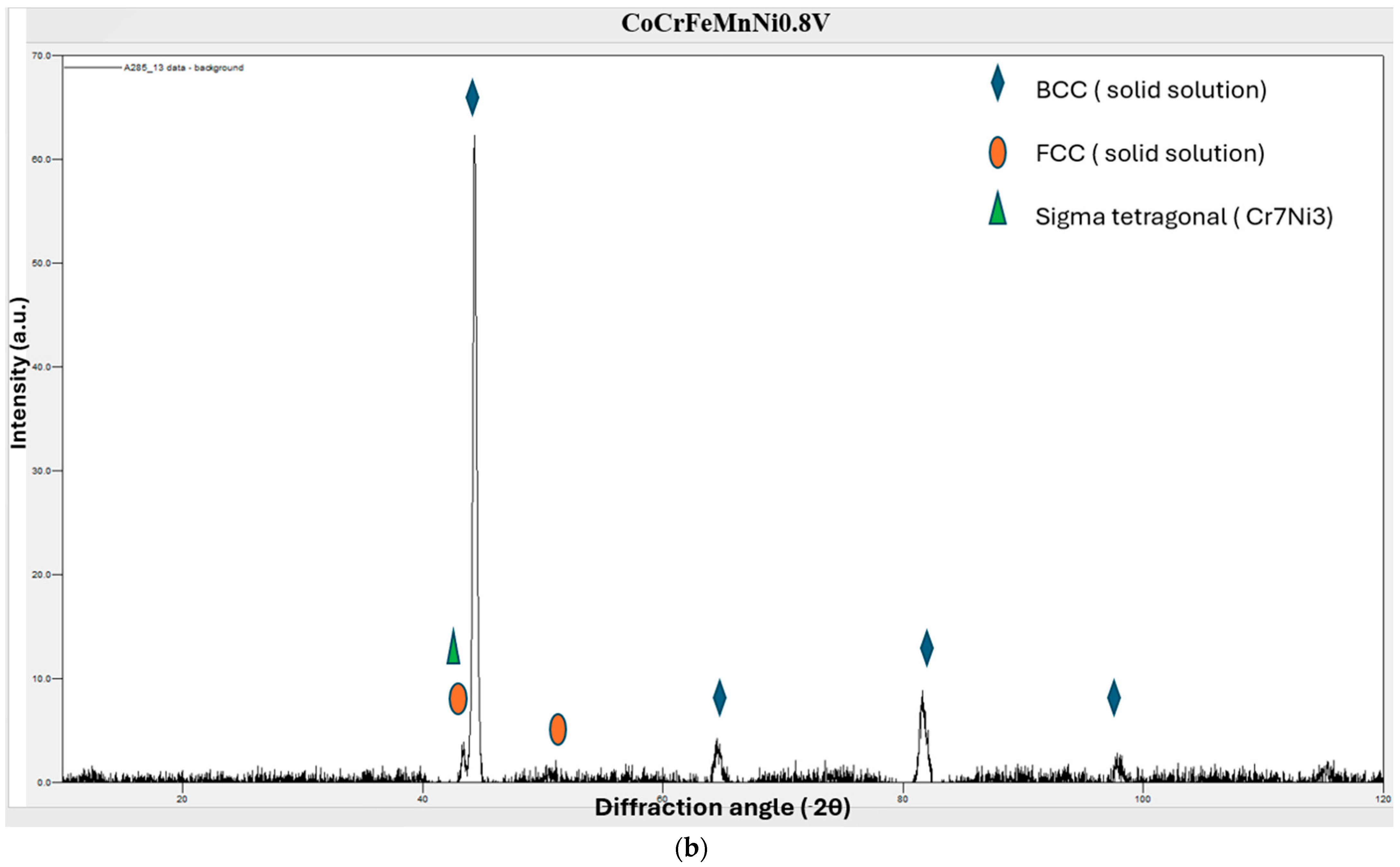
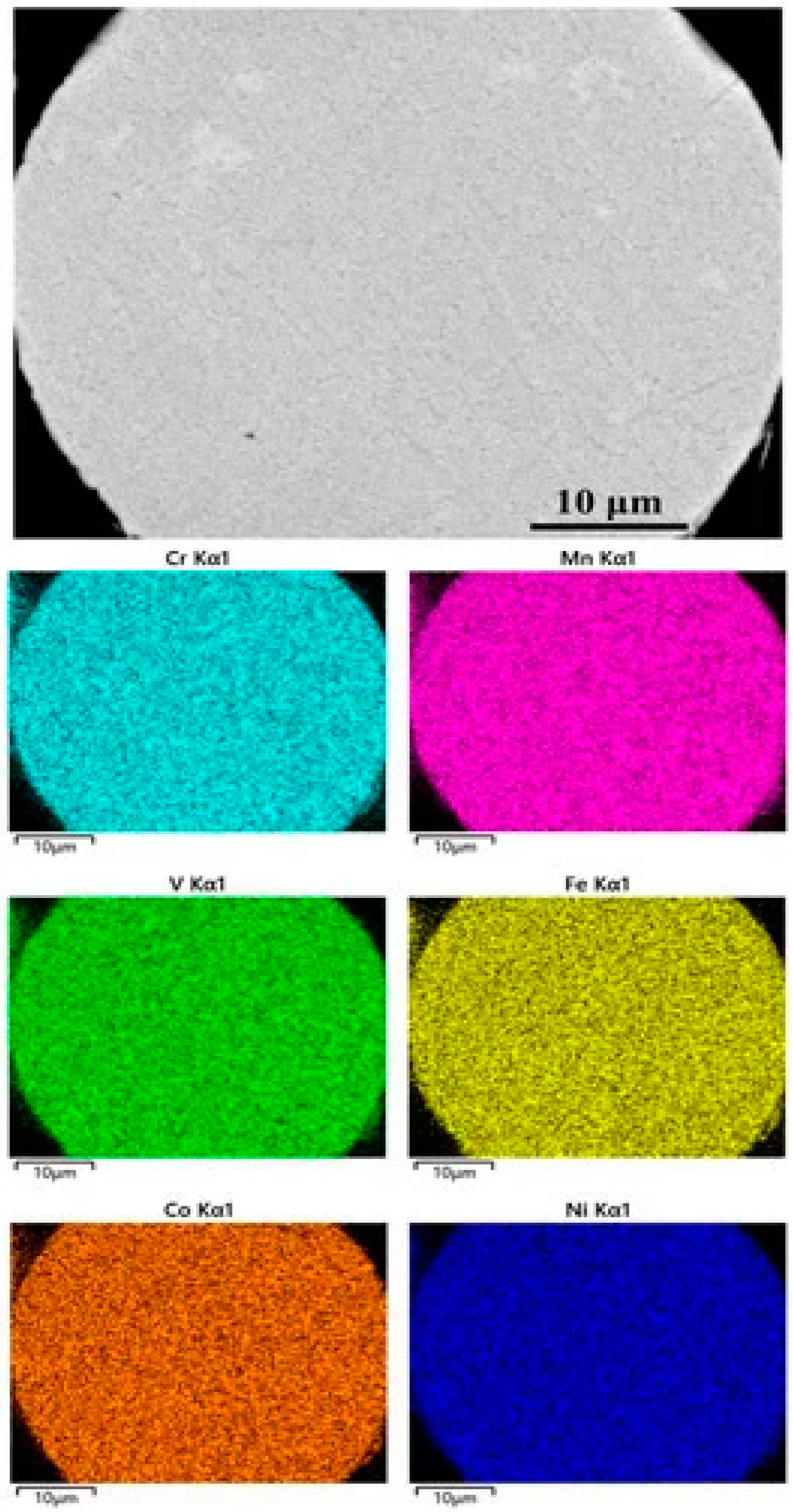
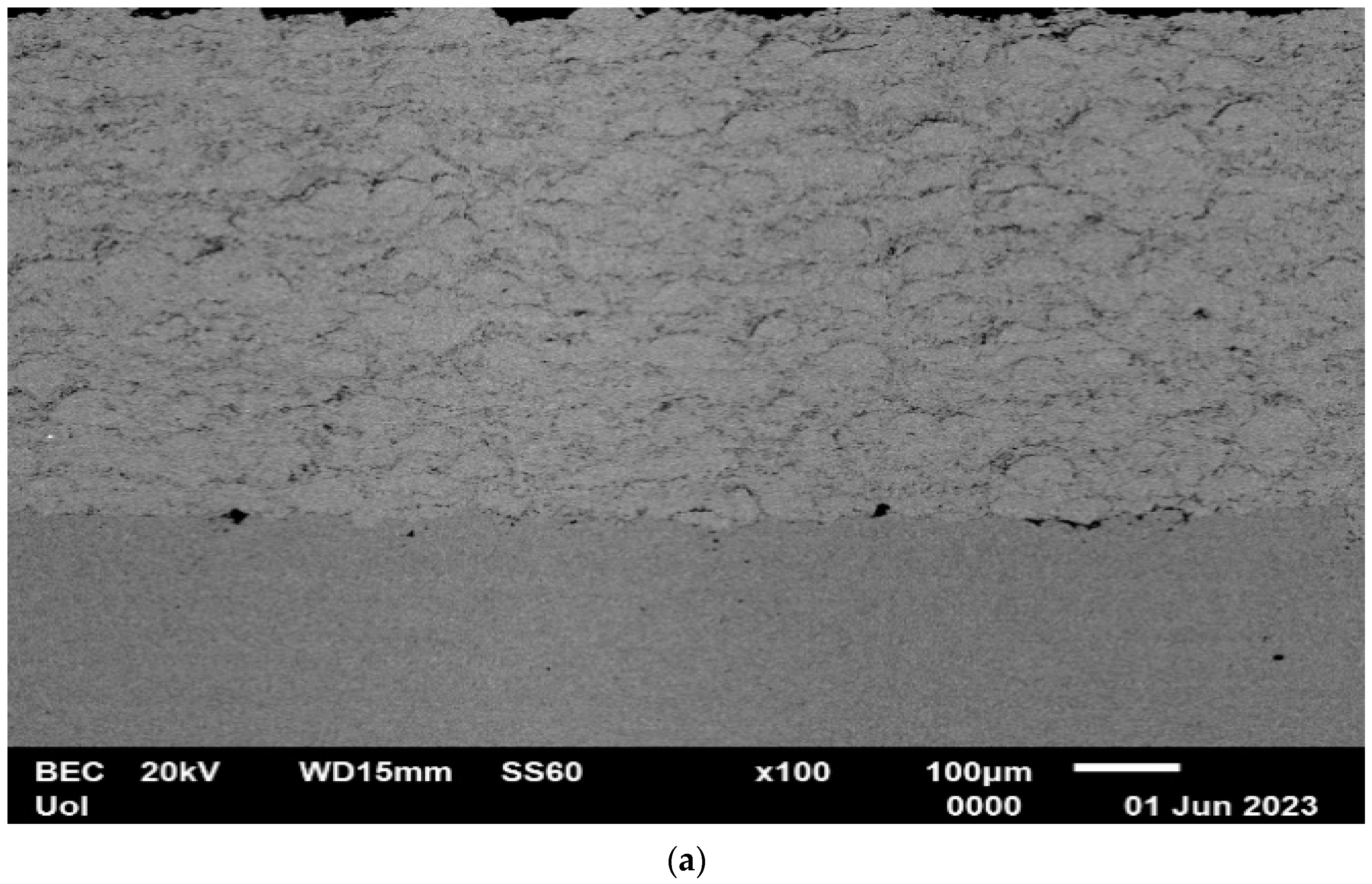
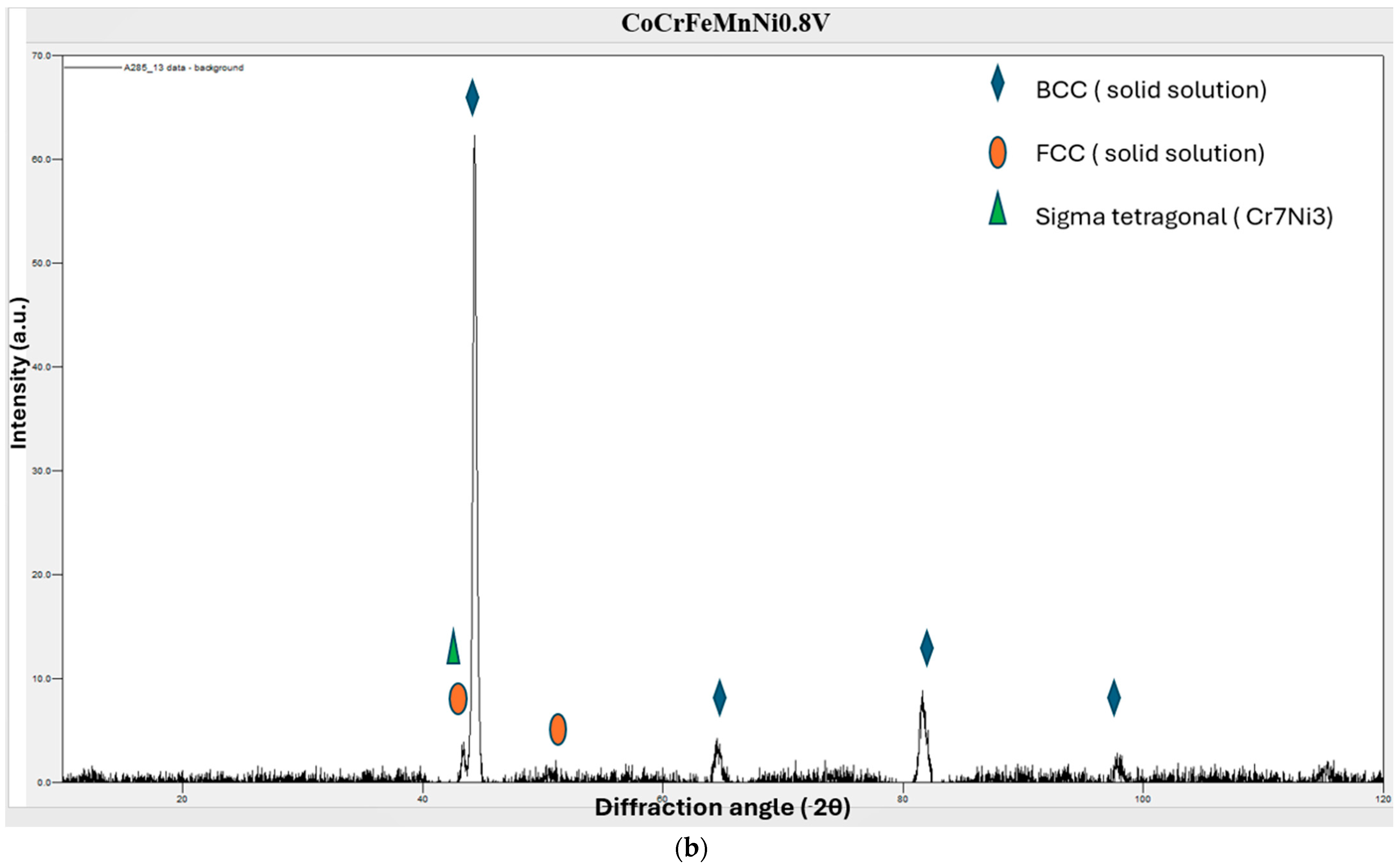
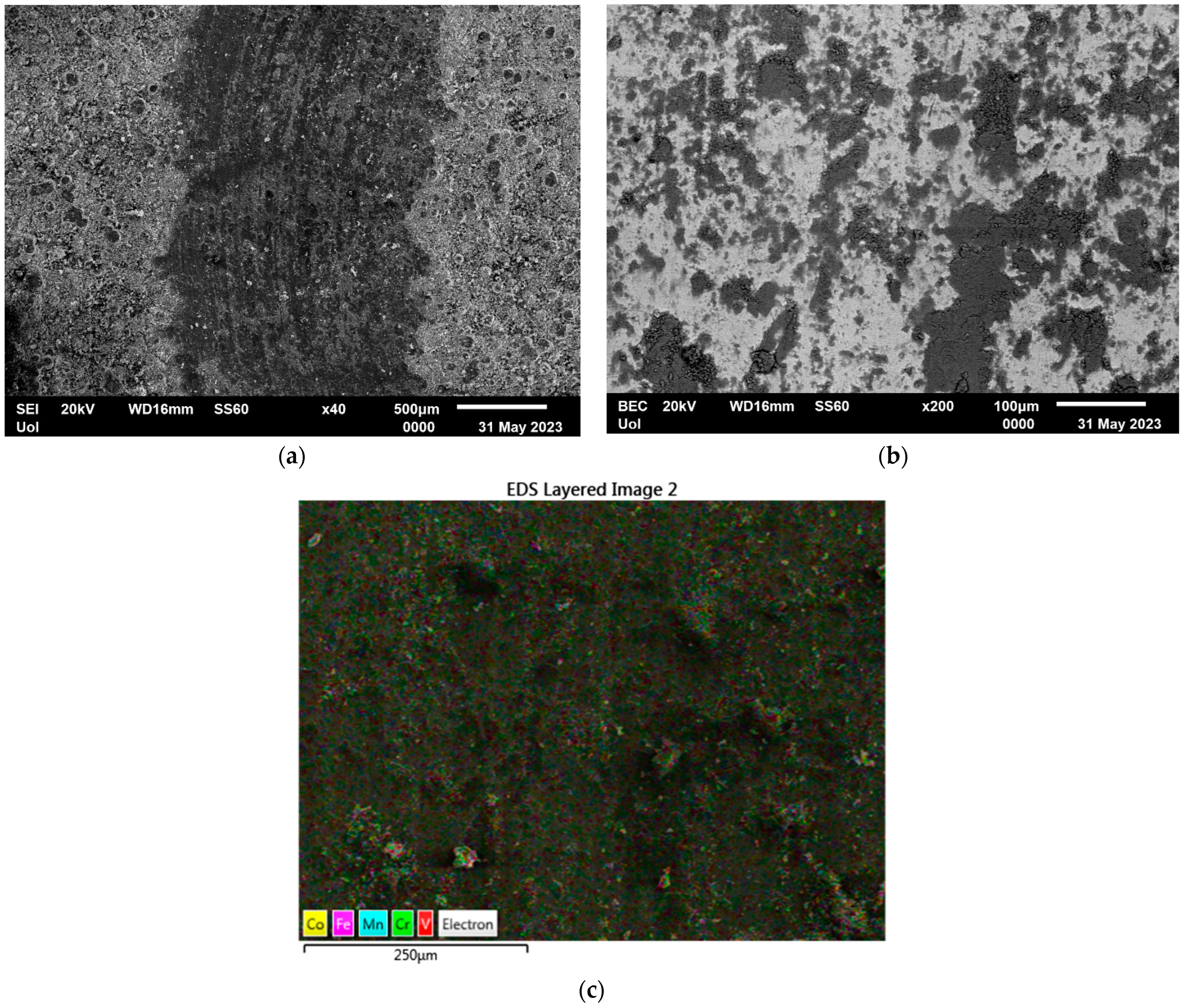
3.2. The Microstructure of the CoCrFeMnNi0.8V HEA Coating
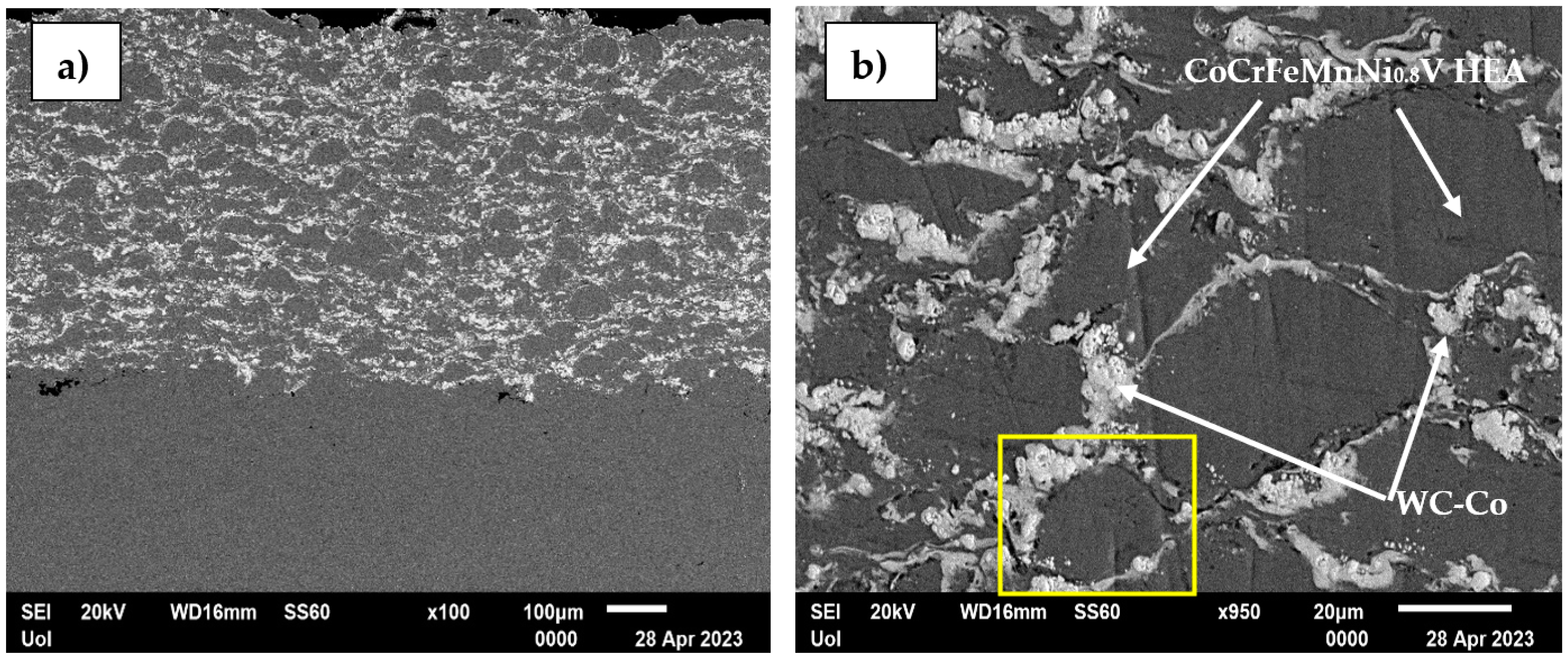
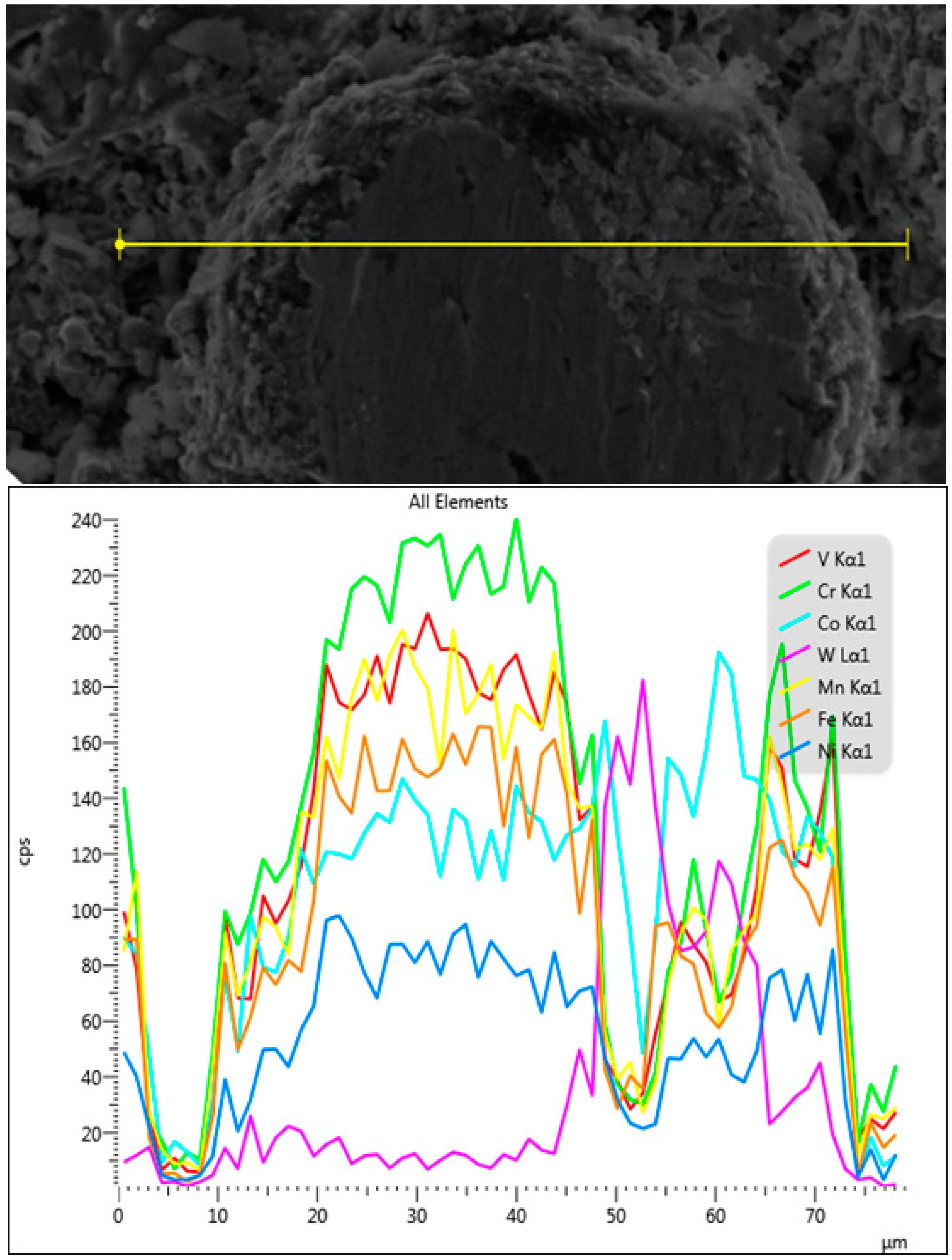
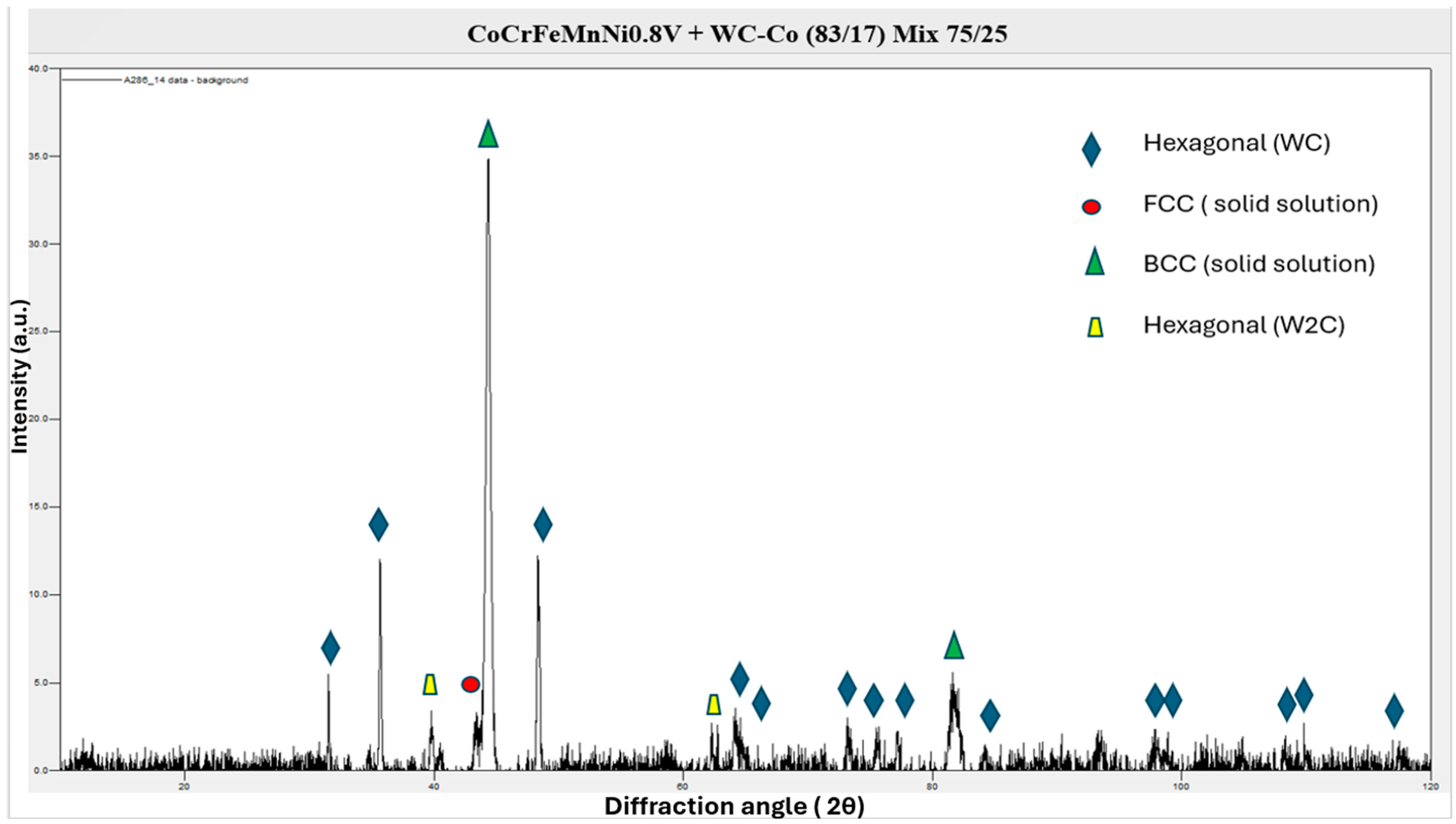
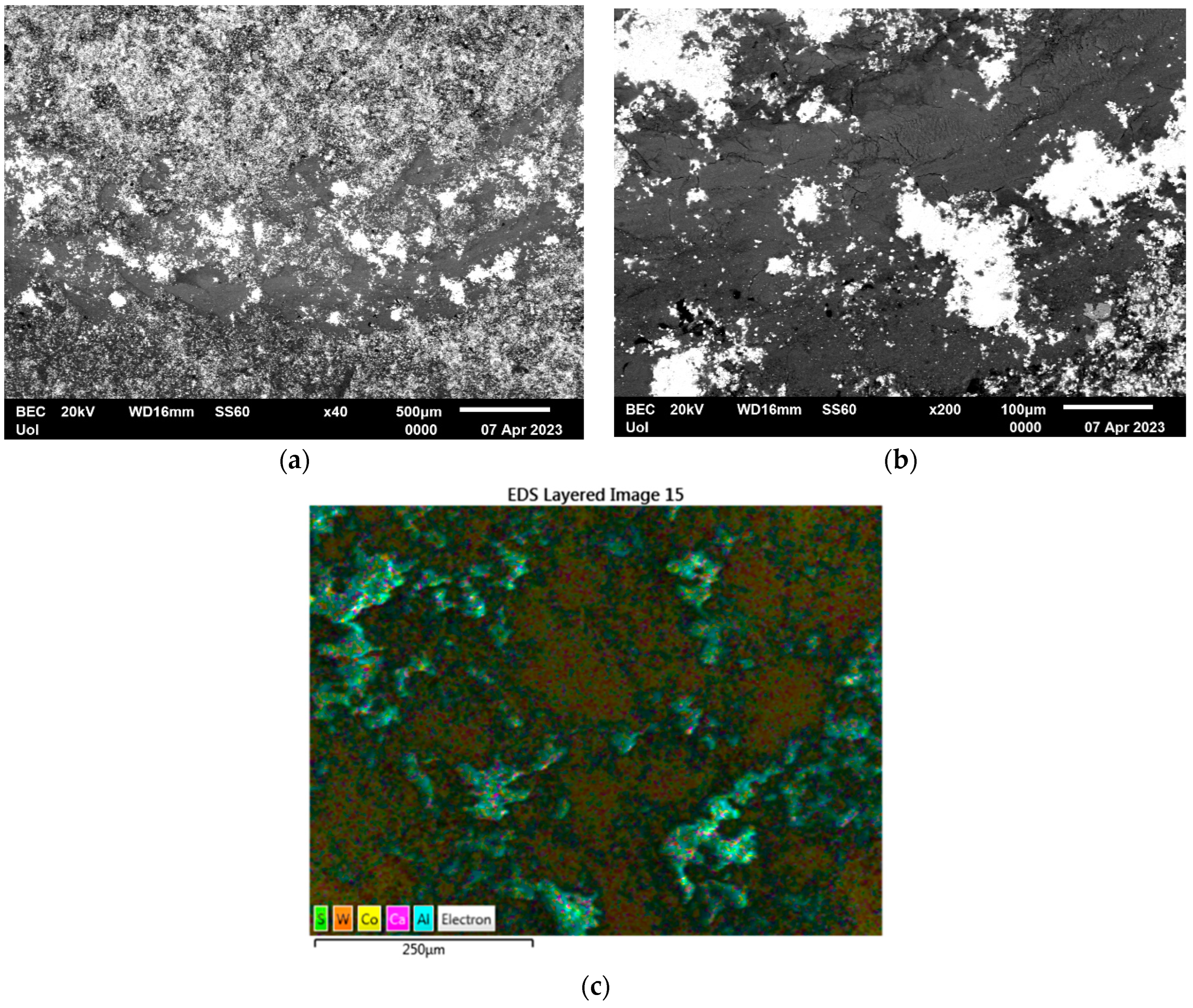
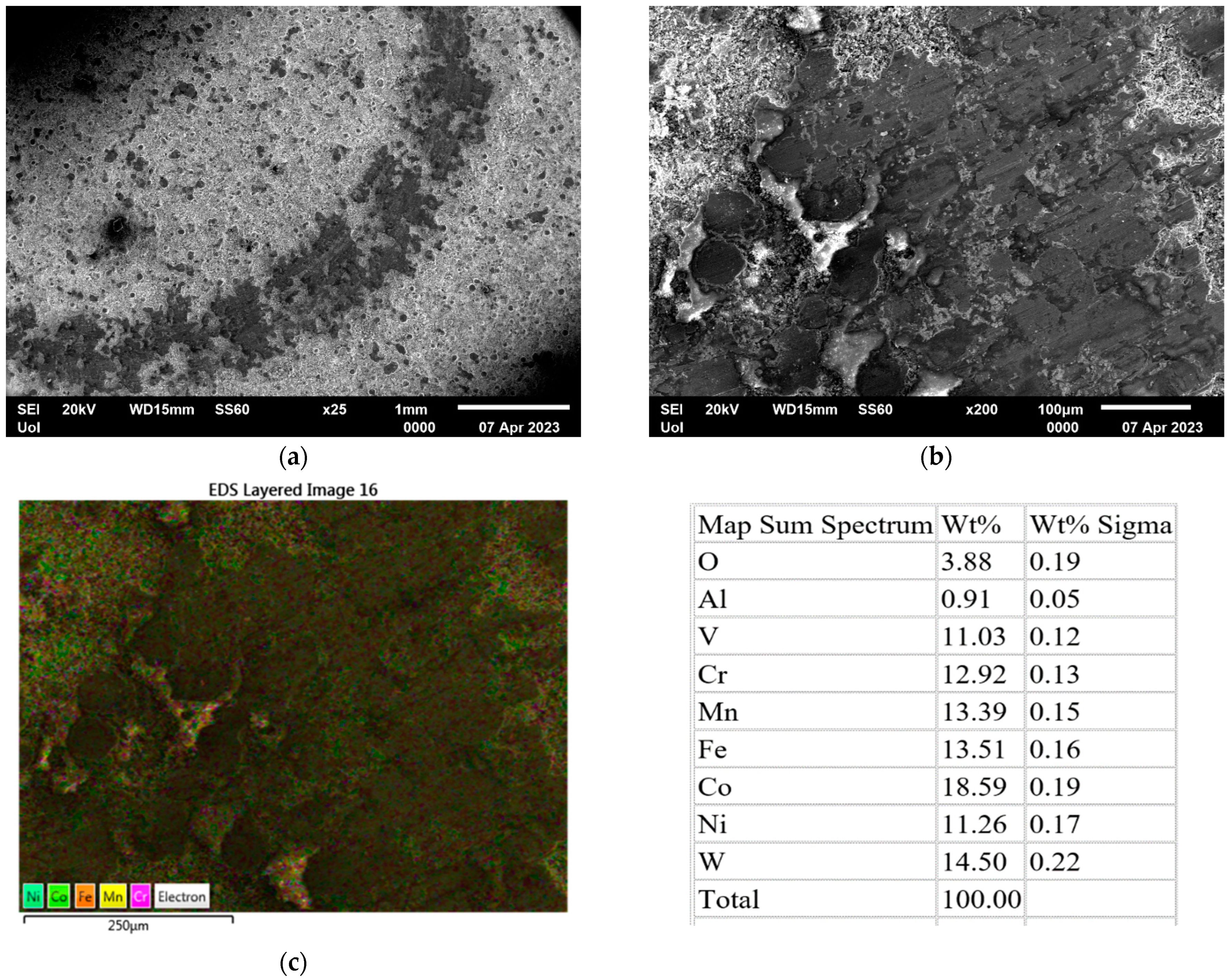
3.3. The Microstructure of the Composite Coating
3.4. Sliding Wear Response
3.4.1. WC-Co Coating
3.4.2. CoCrFeMnNi0.8V Coating
3.4.3. CoCrFeMnNi0.8V/WC-Co Composite Coating
- Abrasive wear: The removal of material and the presence of WC particles suggest that abrasive wear is occurring, with WC particles providing wear resistance [29].
- Adhesive wear: The smooth wear patterns and potential material transfer indicated by aluminum’s presence may suggest adhesive wear [31].
- Oxidative wear: The presence of oxygen suggests that oxidative wear may also be a contributing factor, potentially weakening the matrix and leading to increased wear.
- Fatigue wear: The presence of pores and craters could be indicative of material fatigue and subsequent removal, especially under cyclic loading conditions [30].
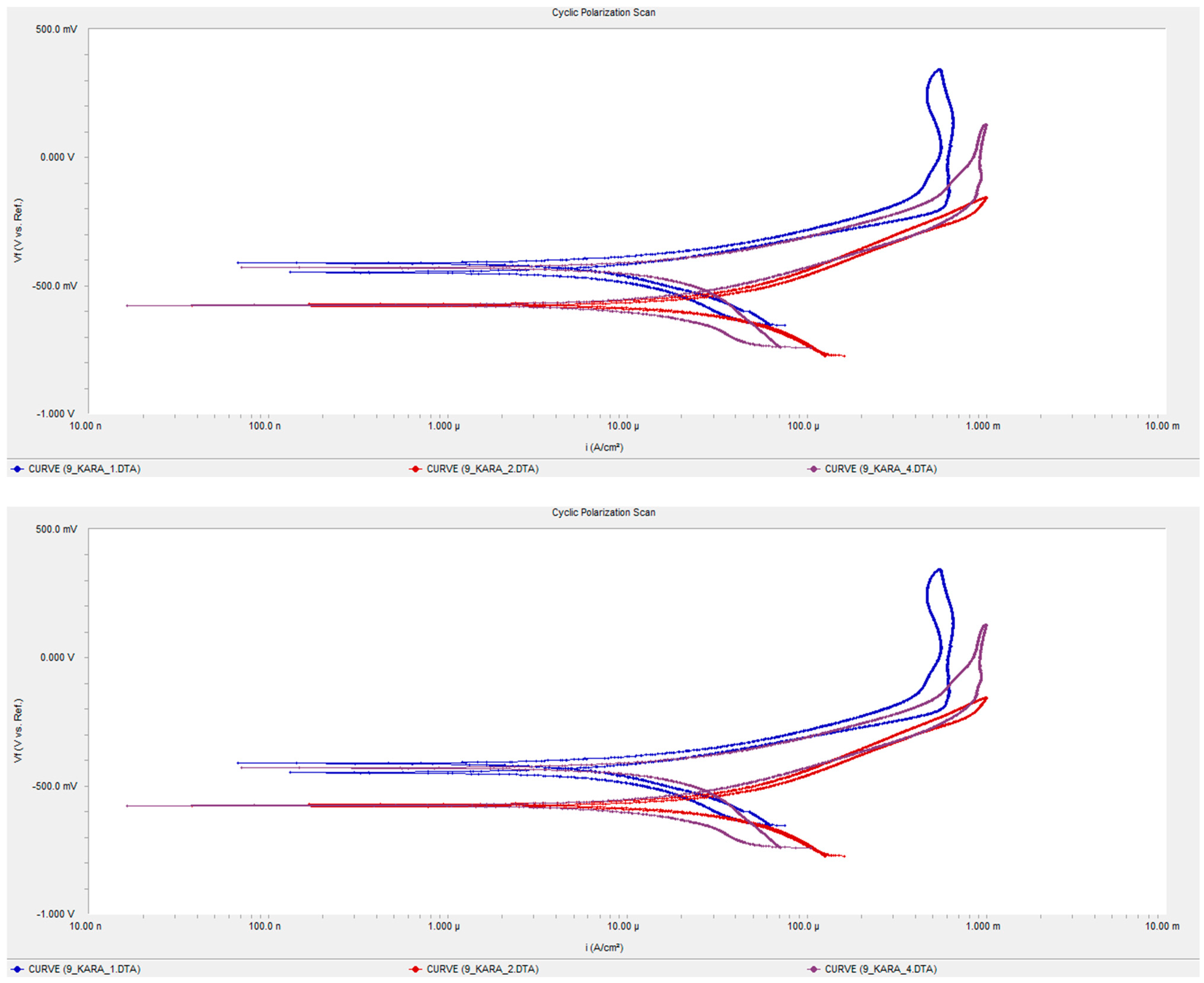
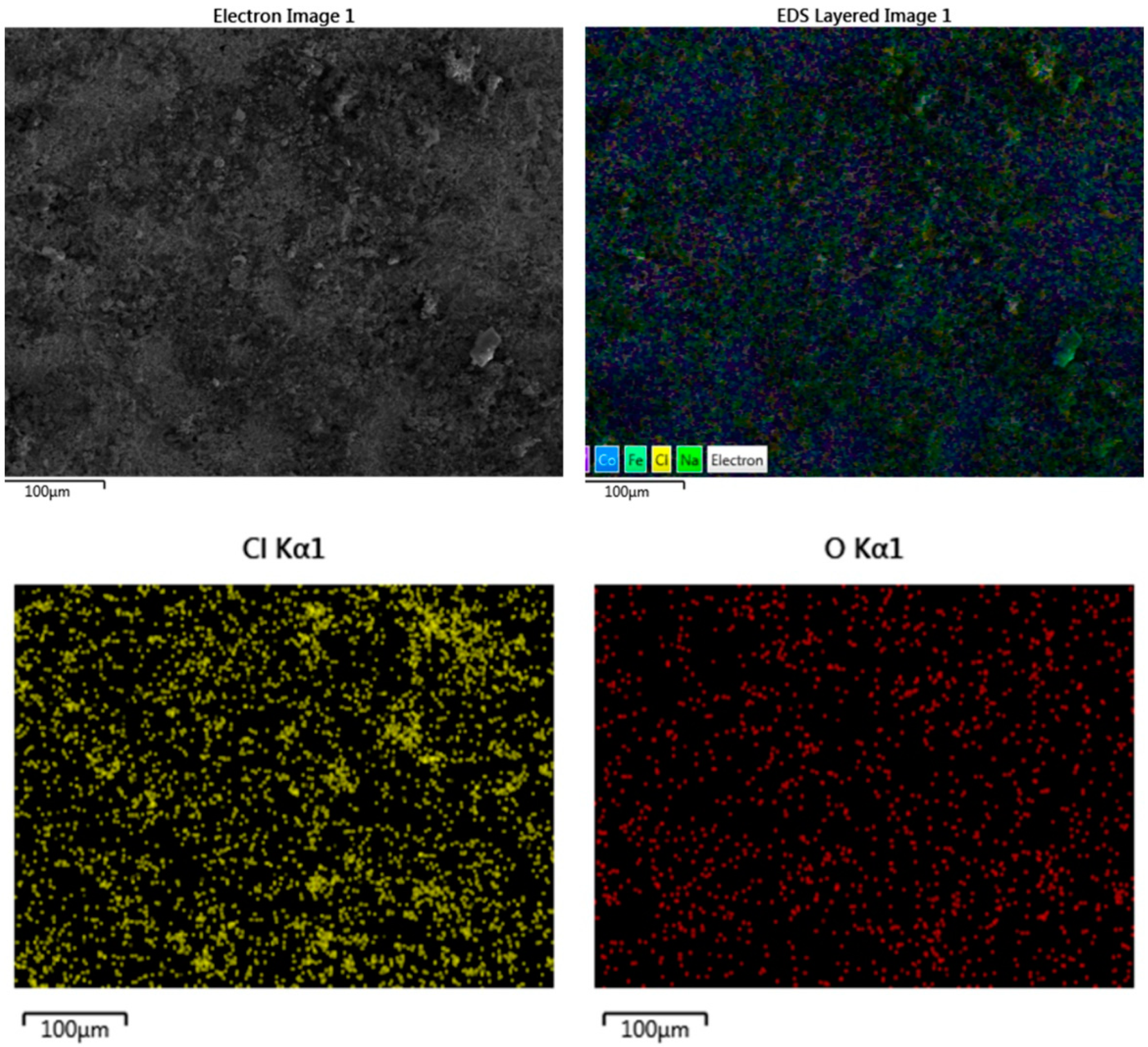
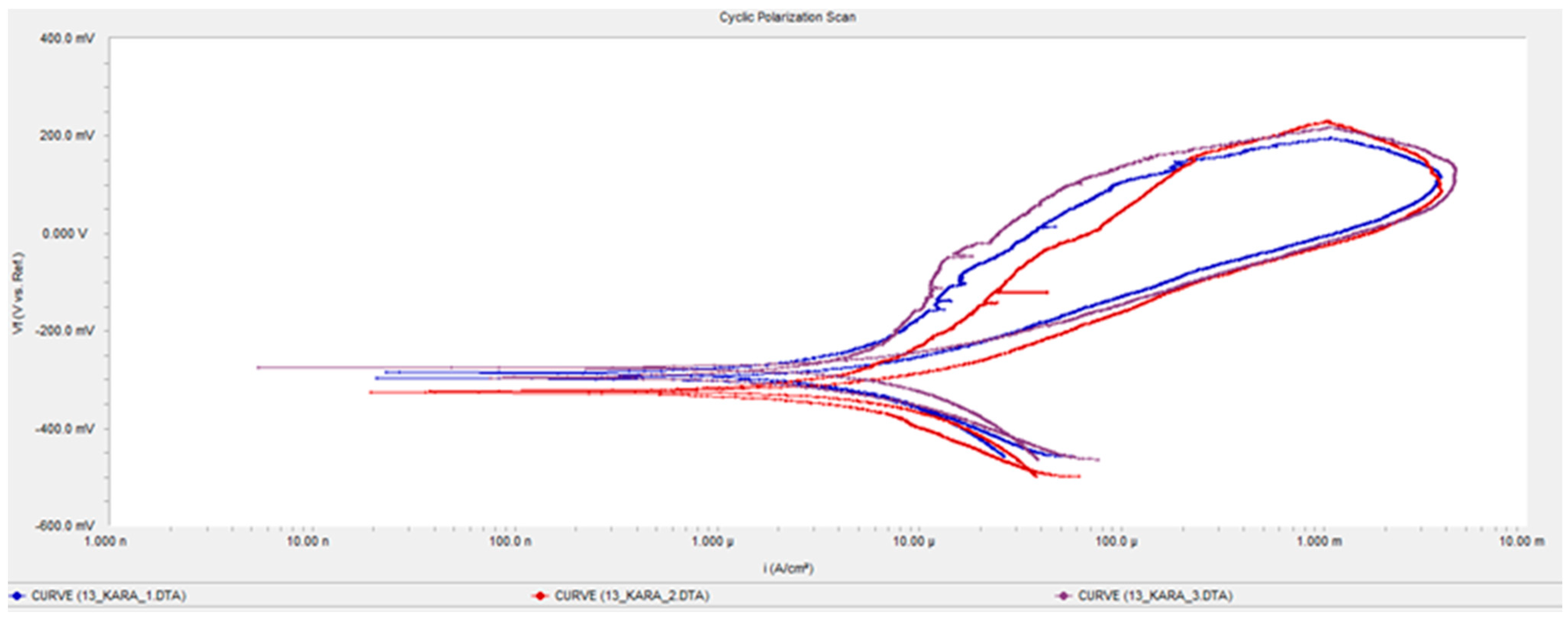
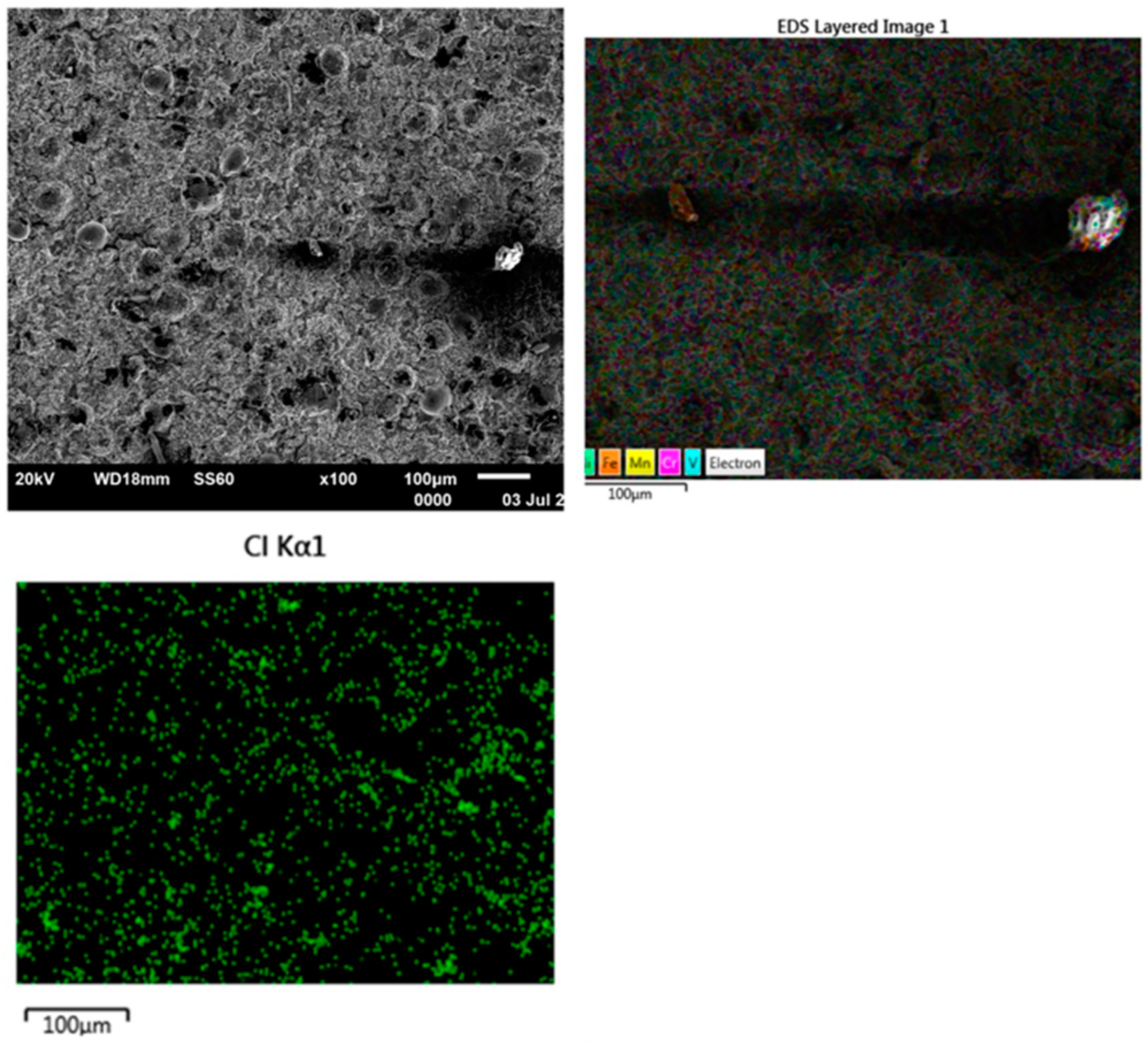
3.5. Corrosion Resistance
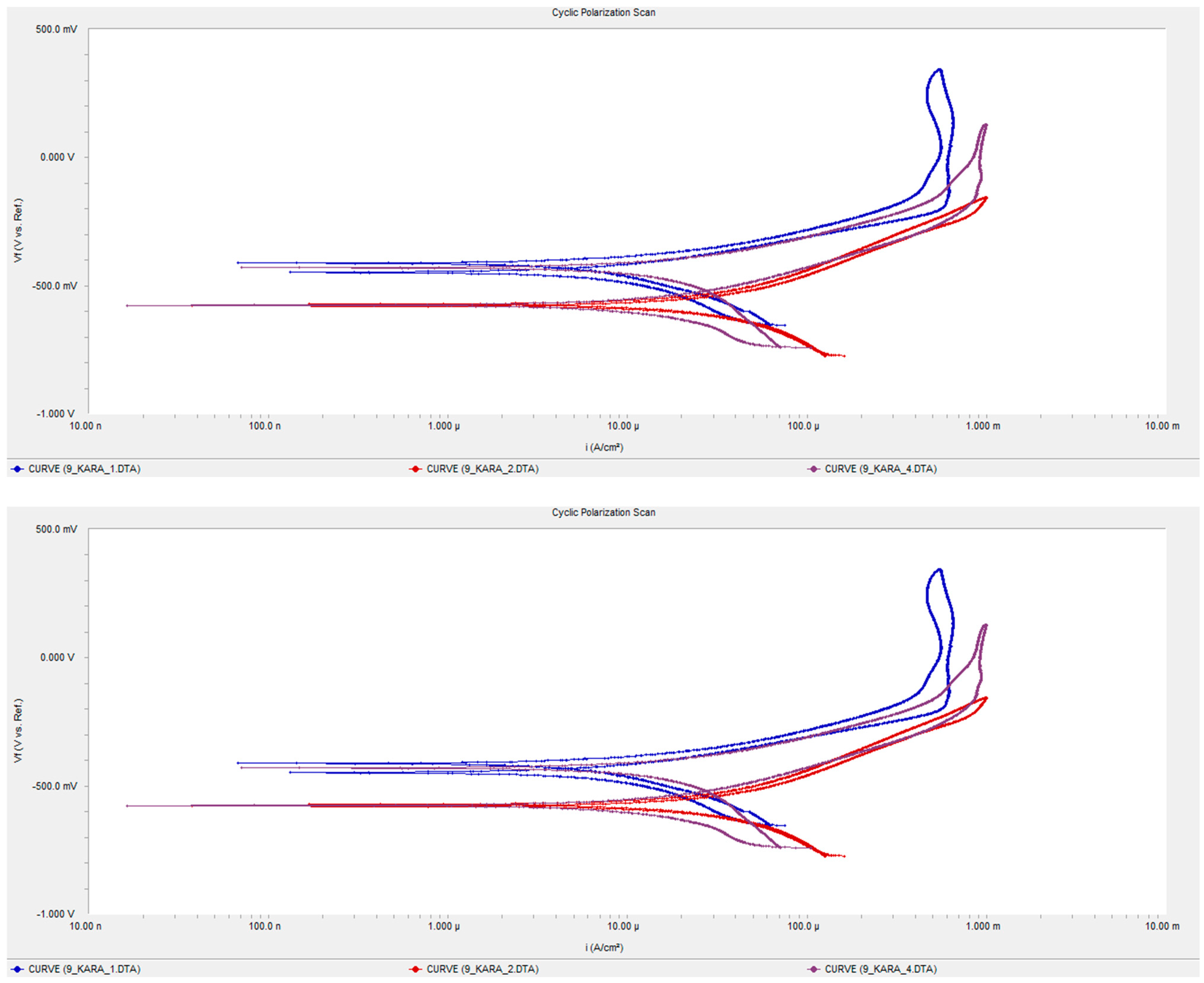
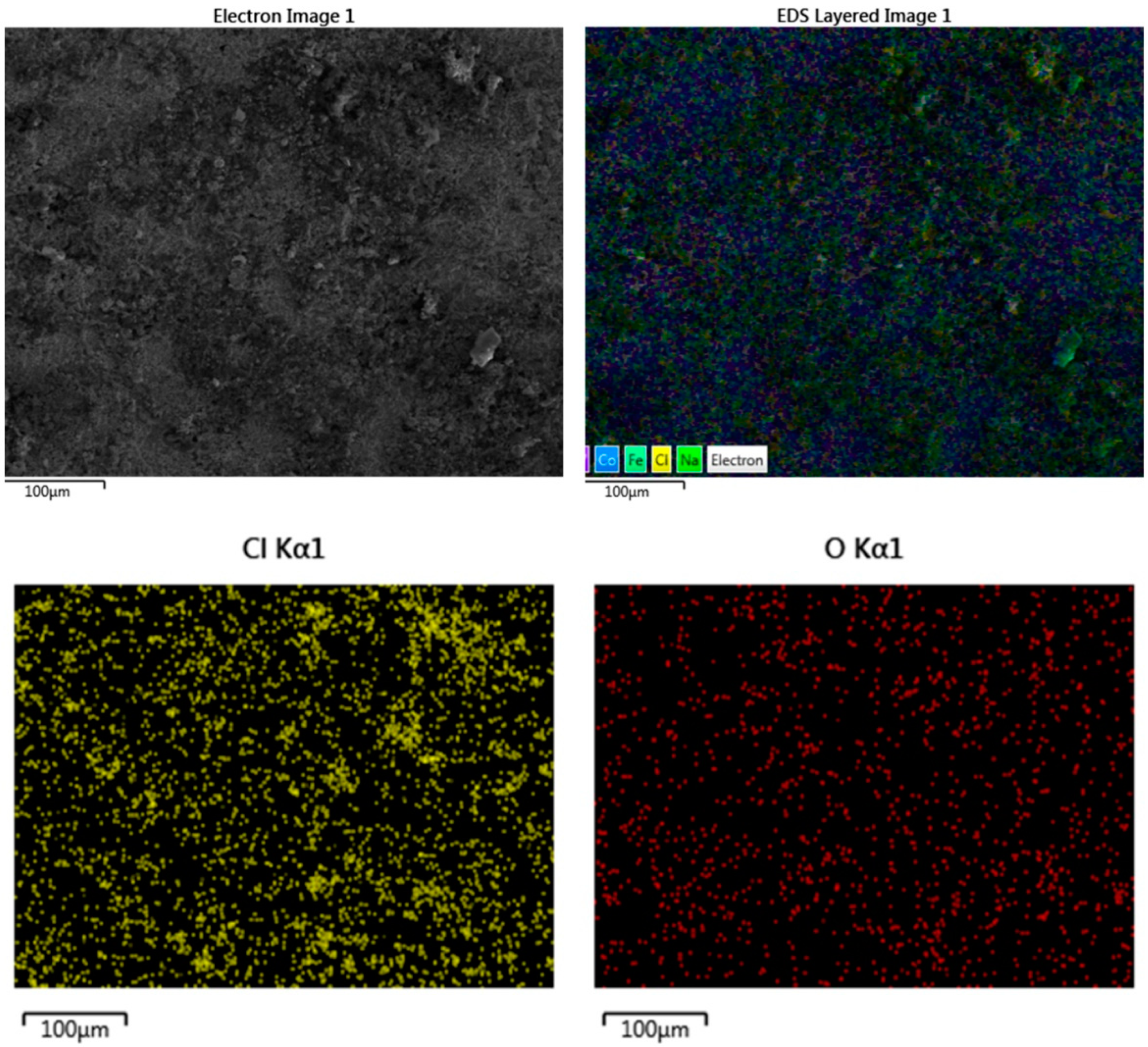
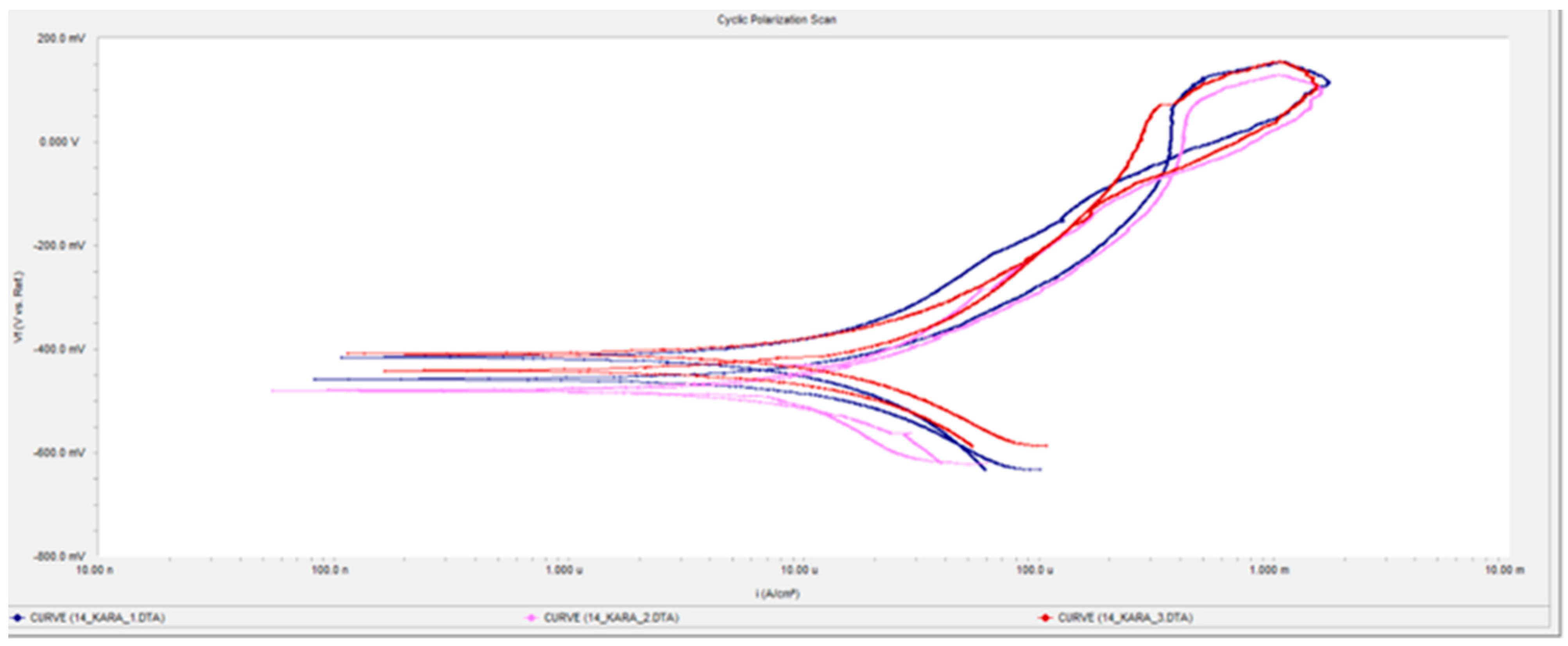
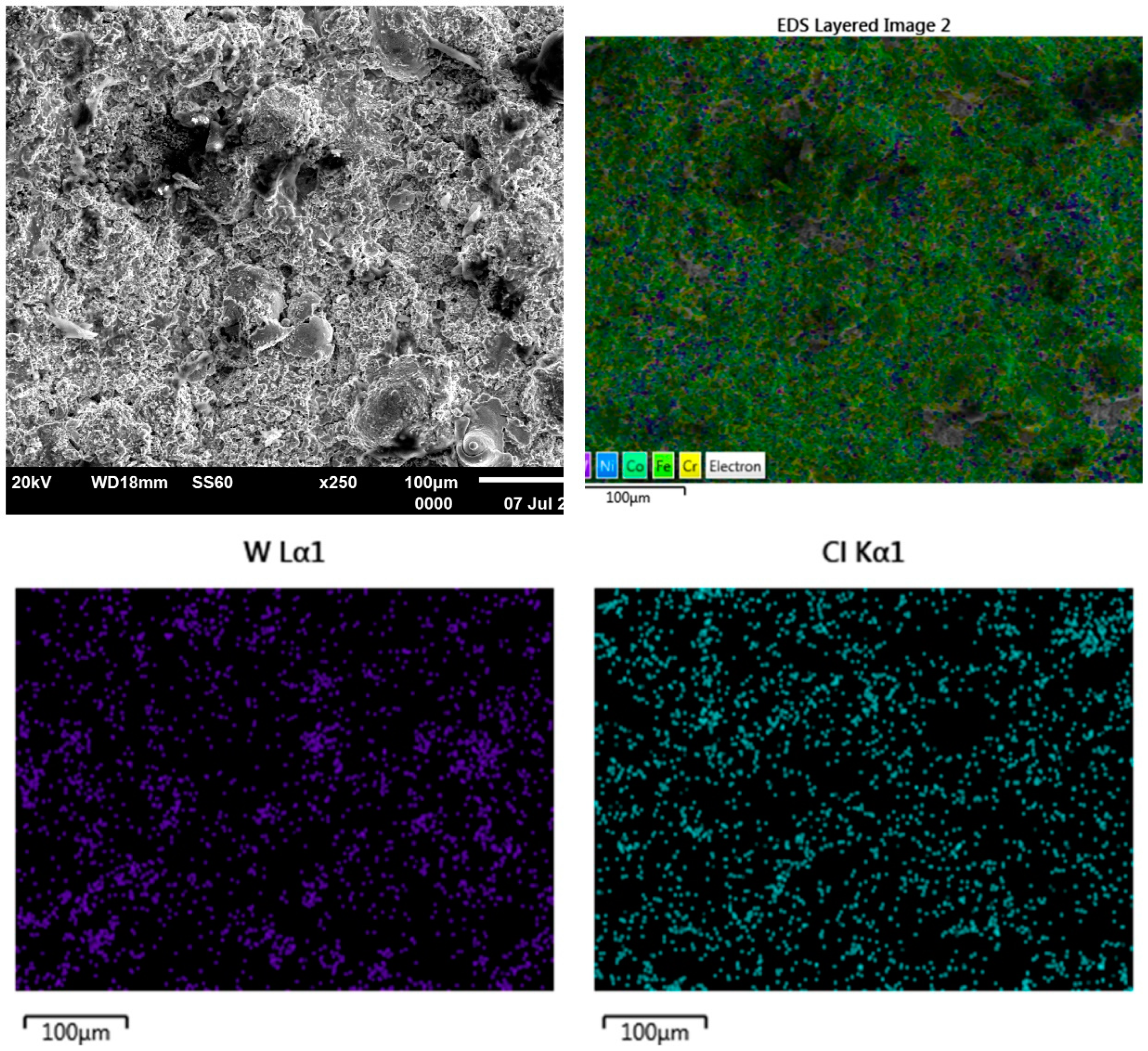
3.5.1. WC-Co (83-17) Coating
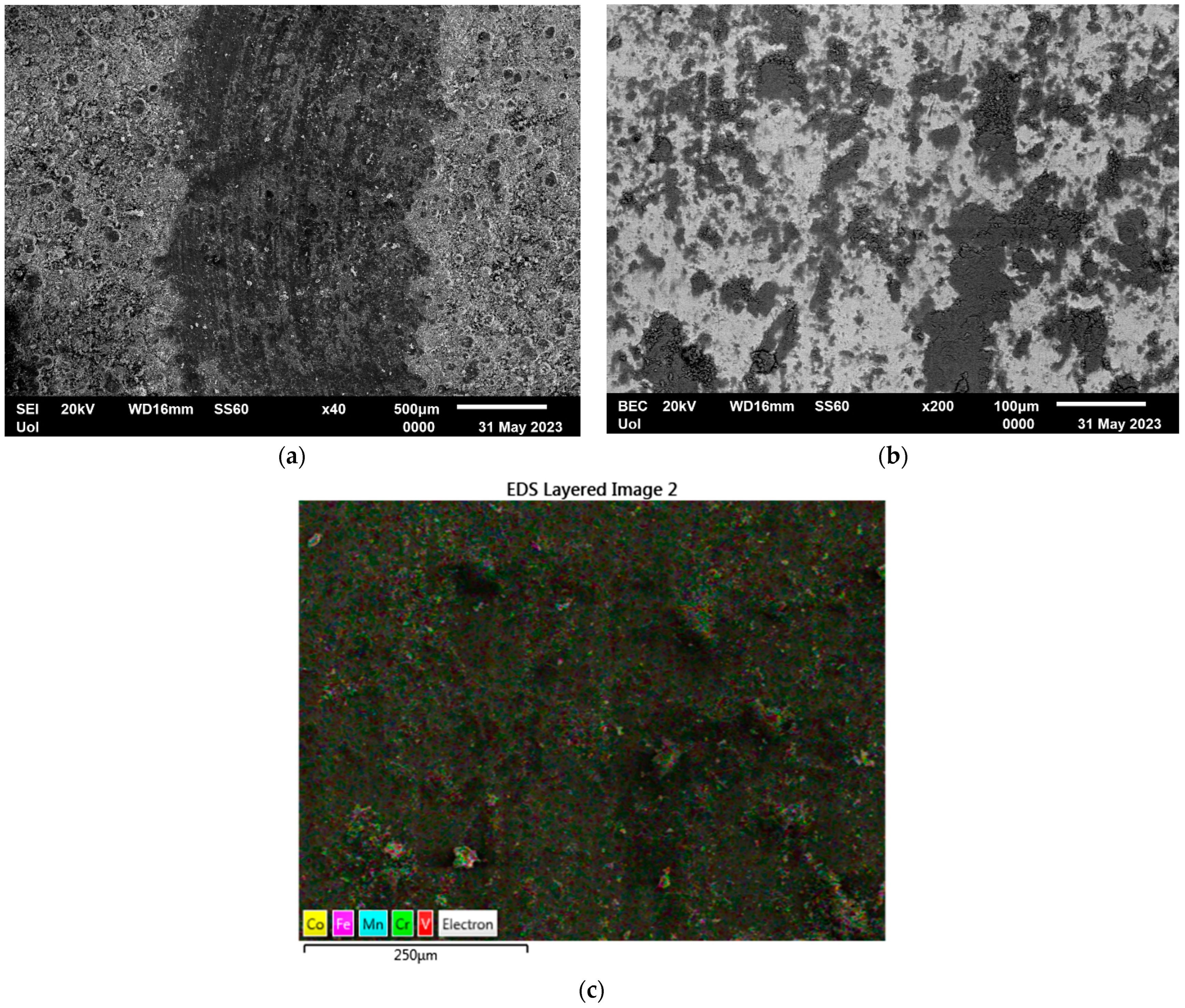
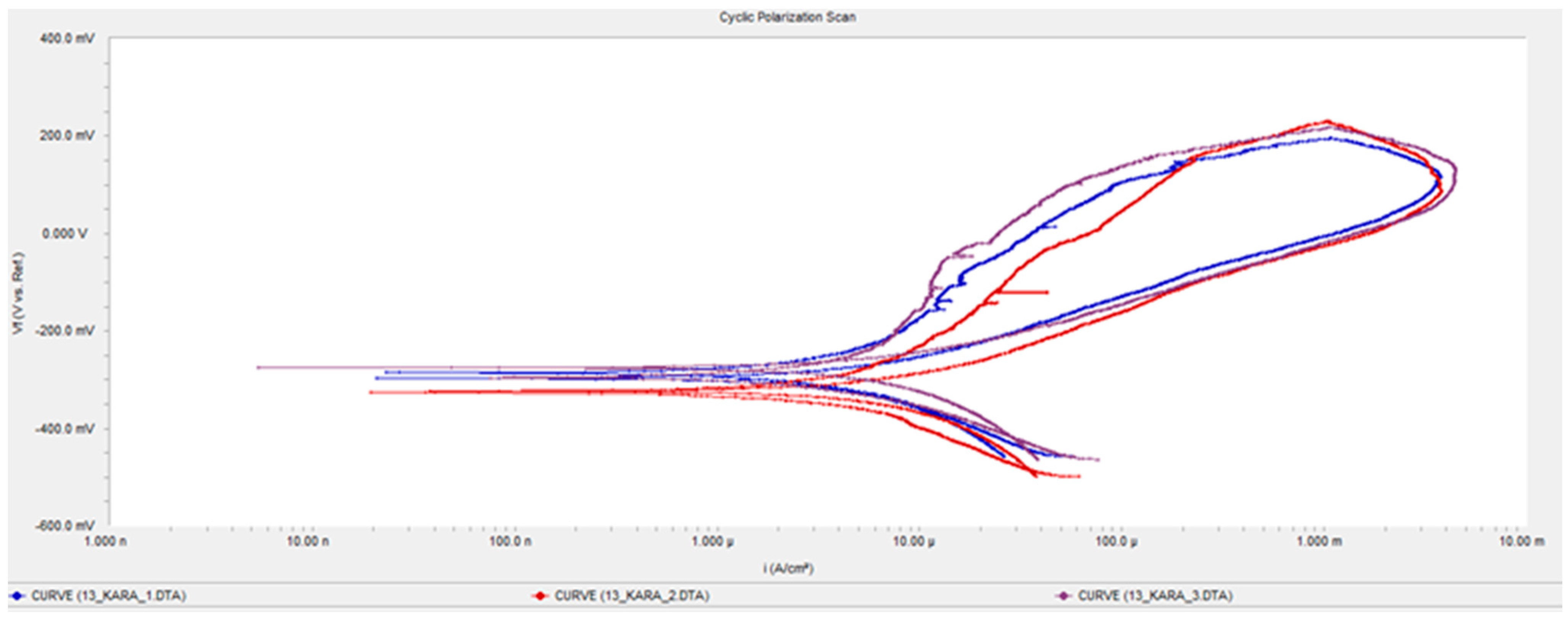
3.5.2. CoCrFeMnNi0.8V Coating
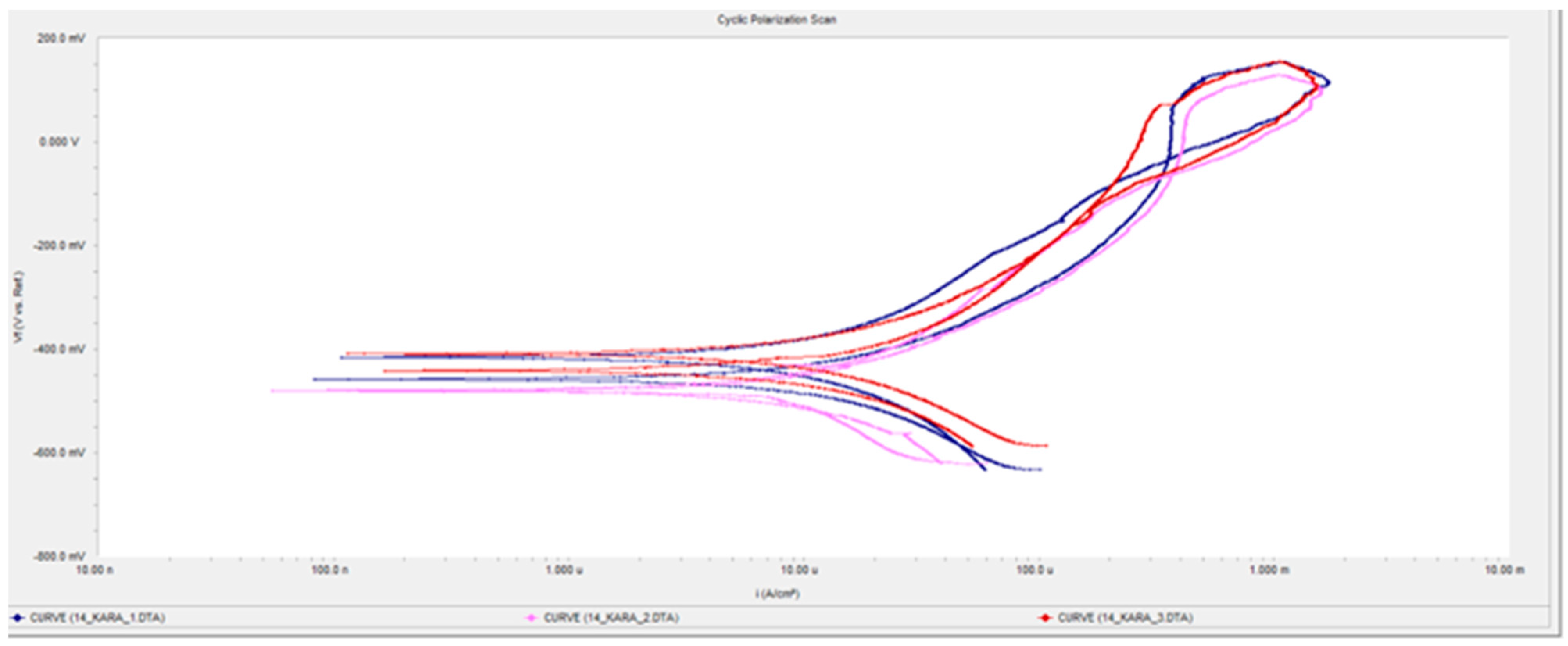
3.5.3. CoCrFeMnNi0.8V + WC-Co Coating
3.5.4. Summary of the Corrosion Response of the Produced Coatings
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yeh, J.W.; Chen, S.K.; Lin, S.J.; Gan, J.Y.; Chin, T.S.; Shun, T.T.; Tsau, C.H.; Chang, S.Y. Nanostructured high-entropy alloys with multiple principal elements: Novel alloy design concepts and outcomes. Adv. Eng. Mater. 2004, 6, 299–303. [Google Scholar] [CrossRef]
- Cantor, B.; Chang, I.; Knight, P.; Vincent, A. Microstructural development in equiatomic multicomponent alloys. Mater. Sci. Eng. A 2004, 375–377, 213–218. [Google Scholar] [CrossRef]
- Li, C.; Li, J.; Zhao, M.; Jiang, Q. Effect of alloying elements on microstructure and properties of multiprincipal elements high-entropy alloys. J. Alloys Compd. 2009, 475, 752–757. [Google Scholar] [CrossRef]
- Tsai, M.-H.; Tsai, R.-C.; Chang, T.; Huang, W.-F. Intermetallic Phases in High-Entropy Alloys: Statistical Analysis of their Prevalence and Structural Inheritance. Metals 2019, 9, 247. [Google Scholar] [CrossRef]
- Guruvidyathri, K.; Vaidya, M.; Murty, B. Challenges in design and development of high entropy alloys: A thermodynamic and kinetic perspective. Scr. Mater. 2020, 188, 37–43. [Google Scholar] [CrossRef]
- Wen, C.; Zhang, Y.; Wang, C.; Xue, D.; Bai, Y.; Antonov, S.; Dai, L.; Lookman, T.; Su, Y. Machine learning assisted design of high entropy alloys with desired property. Acta Mater. 2019, 170, 109–117. [Google Scholar] [CrossRef]
- Kamnis, S.; Sfikas, A.K.; Gonzalez, S.; Karantzalis, A.E.; Georgatis, E. A New Cooling-Rate-Dependent Machine Learning Feature for the Design of Thermally Sprayed High-Entropy Alloys. J. Therm. Spray Technol. 2022, 32, 401–414. [Google Scholar] [CrossRef]
- Wani, I.S.; Bhattacharjee, T.; Sheikh, S.; Bhattacharjee, P.P.; Guo, S.; Tsujι, N. Tailoring Nanostructures and Mechanical Properties of AlCoCrFeNi2.1 Eutectic High Entropy Alloy Using Thermo-Mechanical Processing. Mater. Sci. Eng. A 2016, 675, 99–109. [Google Scholar] [CrossRef]
- Slobodyan, M.; Pesterev, E.; Markov, A. A review of high-energy processing techniques applied for additive manufacturing and surface engineering of cemented carbides and cermets. J. Manuf. Process. 2023, 105, 124–186. [Google Scholar] [CrossRef]
- Habib, K.; Hamelin, L.; Wenzel, H. A dynamic perspective of the geopolitical supply risk of metals. J. Clean. Prod. 2016, 133, 850–858. [Google Scholar] [CrossRef]
- Duchaniya, R.-K.; Pandel, U.; Rao, P. Coatings based on high entropy alloys: An overview. Mater. Today Proc. 2021, 44, 4467–4473. [Google Scholar] [CrossRef]
- Li, J.; Huang, Y.; Meng, X.; Xie, Y. A Review on High Entropy Alloys Coatings: Fabrication Processes and Property Assessment. Adv. Eng. Mater. 2019, 21, 1900343. [Google Scholar] [CrossRef]
- Sfikas, A.K.; Kamnis, S.; Tse, M.C.H.; Christofidou, K.A.; Gonzalez, S.; Karantzalis, A.E.; Georgatis, E. Microstructural Evaluation of Thermal-Sprayed CoCrFeMnNi0.8V High-Entropy Alloy Coatings. Coatings 2023, 13, 1004. [Google Scholar] [CrossRef]
- Karpets, M.V.; Myslyvchenko, O.M.; Makarenko, O.S.; Gorban, V.F.; Krapivka, M.O.; Degula, A.I. Effect of nickel on the structure and phase composition of the VCrMnFeCoNi x high-entropy alloy. J. Superhard Mater. 2015, 37, 182–188. [Google Scholar] [CrossRef]
- Santos, R.F.; Ferro Rocha, A.M.; Bastos, A.C.; Cardoso, J.P.; Rodrigues, F.; Fernandes, C.M.; Sacramento, J.; Ferreira MG, S.; Senos AM, R.; Fonseca, C.; et al. The effect of Cr content on the corrosion resistance of WC-Ni-Cr-Mo composites. Int. J. Refract. Met. Hard Mater. 2021, 95, 105434. [Google Scholar] [CrossRef]
- Shi, Y.; Yang, B.; Liaw, P.K. Corrosion-Resistant High-Entropy Alloys: A Review. Metals 2017, 7, 43. [Google Scholar] [CrossRef]
- Katranidis, V.; Gu, S.; Cox, D.C.; Whiting, M.J.; Kamnis, S. FIB-SEM sectioning study of decarburization products in the microstructure of HVOF-sprayed WC-Co coatings. J. Ther. Spray Technol. 2018, 27, 898–908. [Google Scholar] [CrossRef]
- Chivavibul, P.; Watanabe, M.; Kuroda, S.; Shinoda, K. Effects of carbide size and Co content on the microstructure and mechanical properties of HVOF-sprayed WC–Co coatings. Surf. Coat. Technol. 2007, 202, 509–521. [Google Scholar] [CrossRef]
- Liu, Y.; Hang, Z.; Xi, N.; Chen, H.; Ma, C.; Wu, X. Erosion-Corrosion Behavior of HVOF WC-Co Coating in Cl− and SO42− Containing Solutions. Appl. Surf. Sci. 2018, 431, 55–59. [Google Scholar] [CrossRef]
- Guo, Y.; Li, Y.; Liu, Y.; Zhang, H. The impact of geopolitical relations on the evolution of cobalt trade network from the perspective of industrial chain. Resour. Policy 2023, 85, 103778. [Google Scholar] [CrossRef]
- Katranidis, V.; Gu, S.; Reina, T.R.; Alpay, E.; Allcock, B.; Kamnis, S. Experimental Study of High-Velocity Oxy-Fuel Sprayed WC-17Co Coatings Applied on Complex Geometries. Part B: Influence of Kinematic Spray Parameters on Microstructure, Phase Composition and Decarburization of the Coatings. Surf. Coat. Technol. 2017, 328, 499–512. [Google Scholar] [CrossRef]
- Katranidis, V.; Kamnis, S.; Allcock, B.; Gu, S. Effects and Interplays of Spray Angle and Stand-off Distance on the Sliding Wear Behavior of HVOF WC-17Co Coatings. J. Ther. Spray Technol. 2019, 28, 514–534. [Google Scholar] [CrossRef]
- Sahraoui, T.; Guessasma, S.; Jeridane, M.A.; Hadji, M. HVOF sprayed WC–Co coatings: Microstructure, mechanical properties and friction moment prediction. Mater. Des. 2010, 31, 1431–1437. [Google Scholar] [CrossRef]
- Wang, H.; Qiu, Q.; Gee, M.; Hou, C.; Liu, X.; Song, X. Wear resistance enhancement of HVOF-sprayed WC-Co coating by complete densification of starting powder. Mater. Des. 2020, 191, 108586. [Google Scholar] [CrossRef]
- Lobel, M.; Lindner, T.; Mehner, T.; Rymer, L.-M.; Bjorklund, S.; Joshi, S.; Lampke, T. Microstructure and Corrosion Properties of AlCrFeCoNi High Entropy Alloy Coatings Prepared by HVAF and HVOF. J. Therm. Spray Technol. 2021, 31, 247–255. [Google Scholar] [CrossRef]
- Sobolev, V.V.; Guilemany, J.M. Oxidation of coatings in thermal spraying. Mater. Lett. 1998, 37, 231–235. [Google Scholar] [CrossRef]
- Kawakita, J.; Isoyama, K.; Kuroda, S.; Yumoto, H. Effects of deformability of HVOF sprayed copper particles on the density of resultant coatings. Surf. Coat. Technol. 2006, 200, 4414–4423. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Murty, B.S.; Berndt, C.C.; Kottada, R.S.; Ang, A.S.M. Thermal Spray High-Entropy Alloy Coatings: A Review. J. Therm. Spray Technol. 2020, 29, 857–893. [Google Scholar] [CrossRef]
- Xie, Z.; Zhang, C.; Wang, R.; Li, D.; Zhang, Y.; Li, G.; Lu, X. Microstructure and wear resistance of WC/Co-based coating on copper by plasma cladding. J. Mater. Res. Technol. 2021, 15, 821–833. [Google Scholar] [CrossRef]
- Zum Gahr, K.H. Wear by hard particles. Tribol. Int. 1998, 31, 587–596. [Google Scholar] [CrossRef]
- Rajinikanth, V.; Venkateswarlu, K. An investigation of sliding wear behaviour of WC–Co coating. Tribol. Int. 2011, 44, 1711–1719. [Google Scholar] [CrossRef]
- Peng, Y.; Zhang, W.; Li, T.; Zhang, M.; Liu, B.; Liu, Y.; Wang, L.; Hu, S. Effect of WC content on microstructures and mechanical properties of FeCoCrNi high-entropy alloy/WC composite coatings by plasma cladding. Surf. Coat. Technol. 2020, 385, 125326. [Google Scholar] [CrossRef]
- Ghosh, G.; Sidpara, A.; Bandyopadhyay, P.P. Understanding the role of surface roughness on the tribological performance and corrosion resistance of WC-Co coating. Surf. Coat. Technol. 2019, 378, 125080. [Google Scholar] [CrossRef]
- Meghwal, A.; Anupam, A.; Luzin, V.; Schulz, C.; Hall, C.; Murty, B.S.; Kottada, R.S.; Berndt, C.C.; Ang, A.S.M. Multiscale mechanical performance and corrosion behaviour of plasma sprayed AlCoCrFeNi high-entropy alloy coatings. J. Alloys Compd. 2021, 854, 157140. [Google Scholar] [CrossRef]
- Ahmed, N.; Bakare, M.S.; McCartney, D.G.; Voisey, K.T. The effects of microstructural features on the performance gap in corrosion resistance between bulk and HVOF sprayed Inconel 625. Surf. Coat. Technol. 2010, 204, 2294–2301. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| V | Cr | Mn | Fe | Co | Ni | |
|---|---|---|---|---|---|---|
| Nominal | 17.2 | 17.2 | 17.2 | 17.2 | 17.2 | 13.8 |
| Powder | 15.9 ± 0.2 | 18.1 ± 0.2 | 17.9 ± 0.4 | 17.1 ± 0.4 | 17.3 ± 0.2 | 13.8 ± 0.3 |
| Coating System | Average Specific Wear Rate (×10−7 g/Nm) | Coefficient of Friction | Hardness (HV) | Wear Mechanism |
|---|---|---|---|---|
| WC-Co (83-17) | 0.8 | 0.299 | 1134 | Abrasive, Fatigue |
| CoCrFeMnNi0.8V | 7.13 | 0.595 | 500 | Oxidative, Delamination, Abrasive, Fatigue |
| Composite (HEA-75%-WC-Co-25%) | 1.97 | 0.541 | 530 | Oxidative, Delamination, Abrasive, Fatigue |
| Element | Atomic % |
|---|---|
| Na | 2.83 |
| Cl | 1.46 |
| V | 14.96 |
| Cr | 17.82 |
| Mn | 15.88 |
| Fe | 17.26 |
| Co | 16.74 |
| Ni | 13.04 |
| Total | 100.0 |
| Coating System | Ecorr (mV) | Icorr (×10−6 A/cm2) | Remarks |
|---|---|---|---|
| WC-Co (83/17) | −534.00 | 18.4 | General corrosion. Passivation. |
| CoCrFeMnNi0.8V | −302.00 | 4.06 | Local corrosion. Very low Icorr. |
| CoCrFeMnNi0.8V + WC-Co (83/17) (75–25)% Mix | −448.60 | 10.80 | Local corrosion. Very low Icorr |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiape, S.; Glava, M.; Georgatis, E.; Kamnis, S.; Matikas, T.E.; Karantzalis, A.E. A Comparative Study between a Thermal Spray CoCrFeMnNi0.8V/WC-Co High Entropy Alloy Composite Coating and Plain CoCrFeMnNi0.8V and WC-Co Thermal Spray Coatings. J. Compos. Sci. 2024, 8, 120. https://doi.org/10.3390/jcs8040120
Kiape S, Glava M, Georgatis E, Kamnis S, Matikas TE, Karantzalis AE. A Comparative Study between a Thermal Spray CoCrFeMnNi0.8V/WC-Co High Entropy Alloy Composite Coating and Plain CoCrFeMnNi0.8V and WC-Co Thermal Spray Coatings. Journal of Composites Science. 2024; 8(4):120. https://doi.org/10.3390/jcs8040120
Chicago/Turabian StyleKiape, Stavros, Maria Glava, Emmanuel Georgatis, Spyros Kamnis, Theodore E. Matikas, and Alexandros E. Karantzalis. 2024. "A Comparative Study between a Thermal Spray CoCrFeMnNi0.8V/WC-Co High Entropy Alloy Composite Coating and Plain CoCrFeMnNi0.8V and WC-Co Thermal Spray Coatings" Journal of Composites Science 8, no. 4: 120. https://doi.org/10.3390/jcs8040120
APA StyleKiape, S., Glava, M., Georgatis, E., Kamnis, S., Matikas, T. E., & Karantzalis, A. E. (2024). A Comparative Study between a Thermal Spray CoCrFeMnNi0.8V/WC-Co High Entropy Alloy Composite Coating and Plain CoCrFeMnNi0.8V and WC-Co Thermal Spray Coatings. Journal of Composites Science, 8(4), 120. https://doi.org/10.3390/jcs8040120