
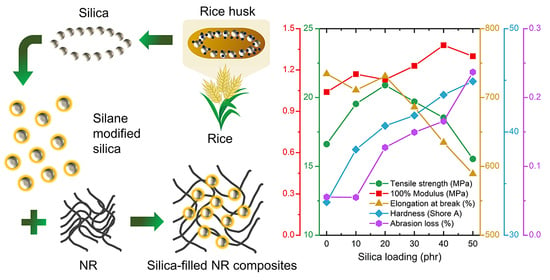
Natural Rubber Composites Reinforced with Green Silica from Rice Husk: Effect of Filler Loading on Mechanical Properties

 and
and 
Abstract
1. Introduction
2. Experimental
2.1. Materials and Chemicals
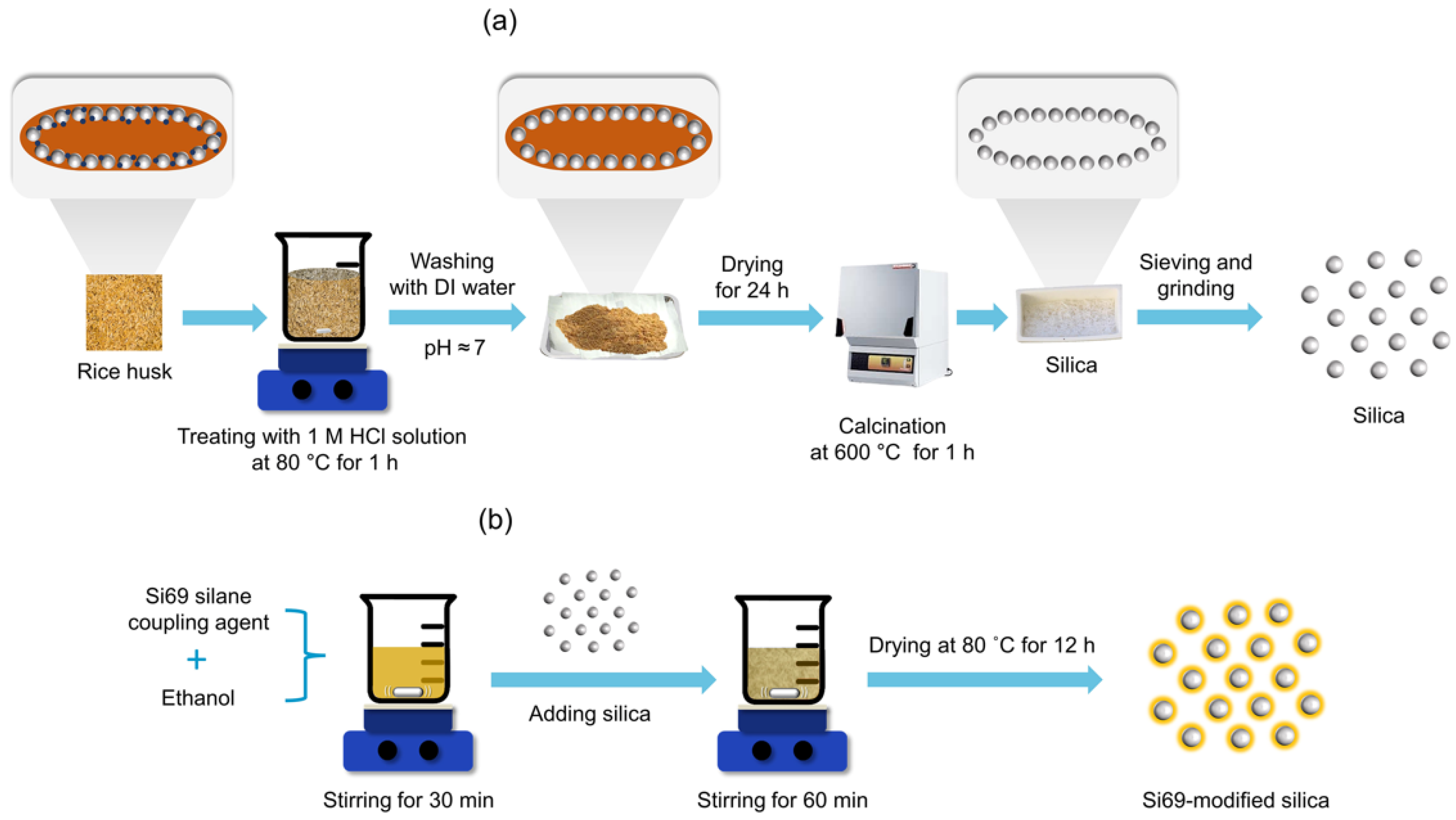
2.2. Preparation of Silica from Rice Husk
2.3. Preparation of Silane-Modified Silica
2.4. Characterization of RHS and Si69-RHS
2.5. Preparation of NR Compounds Filled with Silica
2.6. Preparation of the NR Composites and Testing
3. Results and Discussion
3.1. Characterization of RHS and Si69-RHS
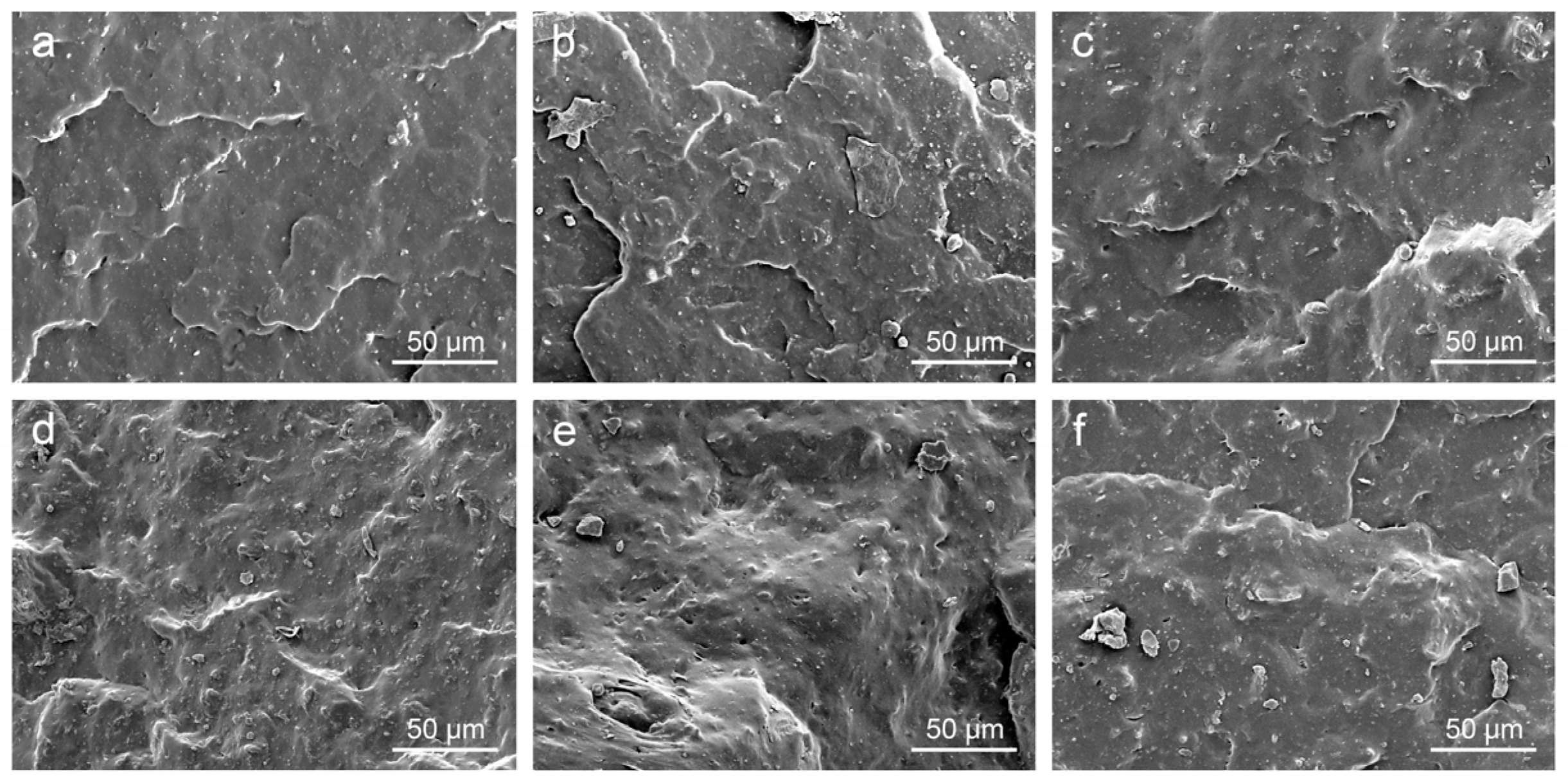
3.2. Characterization of Si69-RHS/NR Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bijina, V.; Jandas, P.J.; Joseph, S.; Gopu, J.; Abhitha, K.; John, H. Recent trends in industrial and academic developments of green tyre technology. Polym. Bull. 2022. [Google Scholar] [CrossRef]
- Noh, I.; Hong, S.; Kim, J. Tensile test analysis of tire tread rubber’s tendency to resist cracks. Appl. Sci. 2022, 12, 7931. [Google Scholar] [CrossRef]
- Hopmann, C.; Limper, A.; Kammer, S.; Schön, M.; Drach, M.; Facklam, M. The role of rubber rheology in tire tread extrusion: A review. High Temp. High Press. 2020, 49, 299–342. [Google Scholar] [CrossRef]
- Kumar, A.; Gupta, A. Review of factors controlling skid resistance at tire-pavement interface. Adv. Civ. Eng. 2021, 2021, 2733054. [Google Scholar] [CrossRef]
- Peng, J.; Chu, L.; Fwa, T.F. Determination of safe vehicle speeds on wet horizontal pavement curves. Road Mater. Pavement Des. 2021, 22, 2641–2653. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M. Quantifying the effect of present, past and oncoming alignment on the operating speeds of a two-lane rural road. Balt. J. Road Bridge Eng. 2012, 7, 181–190. [Google Scholar] [CrossRef]
- Praticò, F.G.; Giunta, M. Speed Distribution on Low-Volume Roads in Italy: From Inferences to Rehabilitation Design Criteria. Transp. Res. Rec. J. Transp. Res. Board 2011, 2203, 79–84. [Google Scholar] [CrossRef]
- Shah, V.; Bhaliya, J.; Patel, G.M.; Deshmukh, K. Advances in polymeric nanocomposites for automotive applications: A review. Polym. Adv. Technol. 2022, 33, 3023–3048. [Google Scholar] [CrossRef]
- Weng, P.; Tang, Z.; Guo, B. Solving “magic triangle” of tread rubber composites with phosphonium-modified petroleum resin. Polymer 2020, 190, 12244. [Google Scholar] [CrossRef]
- Qin, X.; Wang, J.; Han, B.; Wang, B.; Mao, L.; Zhang, L. Novel design of eco-friendly super elastomer materials with optimized hard segments micro-structure: Toward next-generation high-performance tires. Front. Chem. 2018, 6, 240. [Google Scholar] [CrossRef] [PubMed]
- Martin, P.J.; Brown, P.; Chapman, A.V.; Cook, S. Silica-reinforced epoxidized natural rubber tire treads—performance and durability. Rubber Chem. Technol. 2015, 88, 390–411. [Google Scholar] [CrossRef]
- Bera, A.; Ganguly, D.; Ghorai, S.K.; Rath, J.P.; Ramakrishnan, S.; Kuriakose, J.; Amarnath, S.K.P.; Chattopadhyay, S. Treatment of natural rubber with bio-based components: A green endeavor to diminish the silica agglomeration for tyre tread application. Chem. Eng. J. Adv. 2022, 11, 100349. [Google Scholar] [CrossRef]
- Hamed, G.R. Reinforcement of rubber. Rubber Chem. Technol. 2000, 73, 524–533. [Google Scholar] [CrossRef]
- Kohl, D.J.; Beaucage, G. Rational design of reinforced rubber. Curr. Opin. Solid State Mater. Sci. 2002, 6, 183–194. [Google Scholar] [CrossRef]
- Sarkar, P.; Bhowmick, A.K. Sustainable rubbers and rubber additives. J. Appl. Polym. Sci. 2018, 135, 45701. [Google Scholar] [CrossRef]
- Zhang, Y.; Ge, S.; Tang, B.; Koga, T.; Rafailovich, M.H.; Sokolov, J.C.; Peiffer, D.G.; Li, Z.; Dias, A.J.; McElrath, K.O.; et al. Effect of carbon black and silica fillers in elastomer blends. Macromolecules 2001, 34, 7056–7065. [Google Scholar] [CrossRef]
- Rattanasom, N.; Saowapark, T.; Deeprasertkul, C. Reinforcement of natural rubber with silica/carbon black hybrid filler. Polym. Test. 2007, 26, 369–377. [Google Scholar] [CrossRef]
- Akhmar, Z.; Salim, S.A.; Hassan, A.; Ismail, H. A review on hybrid fillers in rubber composites. Polym. Plast. Technol. Eng. 2018, 57, 523–539. [Google Scholar]
- Tsai, P.-J.; Shieh, H.-Y.; Lee, W.-J.; Lai, S.-O. Health-risk assessment for workers exposed to polycyclic aromatic hydrocarbons (PAHs) in a carbon black manufacturing industry. Sci. Total Environ. 2001, 278, 137–150. [Google Scholar] [CrossRef]
- Reijnders, L. Cleaner nanotechnology and hazard reduction of manufactured nanoparticles. J. Clean. Prod. 2006, 14, 124–133. [Google Scholar] [CrossRef]
- Hussain, M.N.M.; Ali, Z.; Maafa, I.M.M.; Akhter, P.; Majeed, K.; Ahmed, A.; Shehzad, N. Influence of silica materials on synthesis of elastomer nanocomposites: A review. J. Elastomer Plast. 2019, 52, 747–771. [Google Scholar]
- Lu, P.; Hsieh, Y.-L. Highly pure amorphous silica nano-disk from rice straw. Powder Technol. 2012, 225, 149–155. [Google Scholar] [CrossRef]
- Steven, S.; Restiawaty, E.; Bindar, Y. Routes for energy and bio-silica production from rice husk: A comprehensive review and emerging prospect. Renew. Sustain. Energy Rev. 2021, 149, 111329. [Google Scholar] [CrossRef]
- Shim, J.; Velmurugan, P.; Oh, B.-T. Extraction and physical characterization of amorphous silica made from corn cob ash at variable pH conditions via sol-gel processing. J. Ind. Eng. Chem. 2015, 30, 249–253. [Google Scholar] [CrossRef]
- Seroka, N.S.; Taziwa, R.T.; Khotseng, L. Extraction and synthesis of silicon nanoparticles (SiNPs) from sugarcane bagasse ash: A mini-review. Appl. Sci. 2022, 12, 2310. [Google Scholar] [CrossRef]
- Joshi, U.R.; Roy, R.; Satsangi, P.G. Investigation of bamboo leaves as an alternative source of silica: Extraction, characterization and its application as an adsorbent for methylene blue sequestration. ChemistrySelect 2022, 7, e202200011. [Google Scholar] [CrossRef]
- Lolage, M.; Parida, P.; Chaskar, M.; Gupta, A.; Rautaray, D. Green silica: Industrially scalable & sustainable approach towards achieving improved “nanofiller–elastomer” interaction and reinforcement in tire tread compounds. Sustain. Mater. Technol. 2020, 26, e00232. [Google Scholar]
- Shoul, B.; Marfavi, Y.; Sadeghi, B.; Kowsari, E.; Sadeghi, P.; Ramakrishna, S. Investigating the potential of sustainable use of green silica in the green tire industry: A review. Environ. Sci. Pollut. Res. 2022, 29, 51298–51317. [Google Scholar] [CrossRef]
- Silane Coupling Agents for Silica-Filled Tire-Tread Compounds: The Link between Chemistry and Performance. In Silanes and Other Coupling Agents; ByKash, L., Mittal, K.L., Eds.; CRC Press: Boca Raton, FL, USA, 2004; Volume 3. [Google Scholar]
- Sarkawi, S.S.; Dierkes, W.K.; Noordermeer, J. Morphology of silica-reinforced natural rubber: The effect of silane coupling agent. Rubber Chem. Technol. 2015, 88, 359–372. [Google Scholar] [CrossRef]
- Yatsuyanagi, F.; Suzuki, N.; Ito, M.; Kaidou, H. Effects of surface chemistry of silica particles on the mechanical properties of silica filled styrene–butadiene rubber systems. Polym. J. 2002, 34, 332–339. [Google Scholar] [CrossRef]
- Kaewsakul, W.; Sahakaro, K.; Dierkes, W.K.; Noordermeer, J.W.M. Optimization of mixing conditions for silica-reinforced natural rubber tire tread compounds. Rubber Chem. Technol. 2012, 85, 277–294. [Google Scholar] [CrossRef]
- Pourhossaini, M.-R.; Razzaghi-Kashani, M. Effect of silica particle size on chain dynamics and frictional properties of styrene butadiene rubber nano and micro composites. Polymer 2014, 55, 2279–2284. [Google Scholar] [CrossRef]
- Padmanathan, H.R.; Federico, C.E.; Addiego, F.; Rommei, R.; Kotecky, O.; Westermann, S.; Fleming, Y. Influence of silica specific surface area on the viscoelastic and fatigue behaviors of silica-filled SBR composites. Polymers 2021, 13, 3094. [Google Scholar] [CrossRef]
- Han, D.; Zhang, S.; Wang, K.; Pan, Y.; Zhu, D.; Wang, C.; Pan, Y. A comparison of the effects of traditional and wet mixing processes of rubber on metal friction and wear. J. Appl. Polym. Sci. 2021, 138, 50761. [Google Scholar] [CrossRef]
- Werther, J.; Saenger, M.; HArtge, E.-U.; Ogada, T.; Siagi, Z. Combustion of agricultural residues. Prog. Energy Combust. Sci. 2000, 26, 1–27. [Google Scholar] [CrossRef]
- Prabha, S.; Durgalakshmi, D.; Rajendran, S.; Lichtfouse, E. Plant-derived silica nanoparticles and composites for biosensors, bioimaging, drug delivery and supercapacitors: A review. Environ. Chem. Lett. 2021, 19, 1667–1691. [Google Scholar] [CrossRef] [PubMed]
- Shahrokh Abadi, M.H.; Delbari, A.; Fakoor, Z.; Baedi, J. Effects of annealing temperature on infrared spectra of SiO2 extracted from rice husk. J. Ceram. Sci. Technol. 2015, 6, 41–46. [Google Scholar]
- Yao, H.; Weng, G.; Liu, Y.; Fu, K.; Chang, A.; Chen, Z.-R. Effect of silane coupling agent on the fatigue crack propagationof silica-filled natural rubber. J. Appl. Polym. Sci. 2015, 132, 41980. [Google Scholar] [CrossRef]
- Chu, P.; Zhang, H.; Zhao, J.; Gao, F.; Guo, Y.; Dang, B.; Zhang, Z. On the volume resistivity of silica nanoparticle filled epoxy with different surface modifications. Compos. Part A 2017, 99, 139–148. [Google Scholar] [CrossRef]
- Kumkrong, N.; Dittanet, P.; Saeoui, P.; Loykulnant, S.; Prapainainar, P. Properties of silica/natural rubber composite film and foam: Effects of silica content and sulfur vulcanization system. J. Polym. Res. 2022, 29, 302. [Google Scholar] [CrossRef]
- Yu, K.; Yang, L.; Wang, J.; Zhu, Z.; Wang, T.-J. Modification of nanosilica particles with hydrophobic modifier bis [3-(triethoxysilyl)propyl]tetrasulfide by using micro-injection in aqueous solutions. Colloids Surf. A Physicochem. Eng. Asp. 2020, 599, 124852. [Google Scholar] [CrossRef]
- Wang, D.; Tang, Z.; Huang, R.; Li, H.; Zhang, C.; Guo, B. Inverse vulcanization of vinyltriethoxysilane: A novel interfacial coupling agent for silica-filled rubber composites. Macromolecules 2022, 55, 8485–8494. [Google Scholar] [CrossRef]
- Prasertsri, S.; Rattanasom, N. Mechanical and damping properties of silica/natural rubber composites prepared from latex system. Polym. Test. 2011, 30, 515–526. [Google Scholar] [CrossRef]
- Arayapranee, W.; Na-Ranong, N.; Rempel, G.L. Application of rice husk ash as fillers in the natural rubber industry. J. Appl. Polym. Sci. 2005, 98, 34–41. [Google Scholar] [CrossRef]
- Buakhlee, W.; Suwanna, P.; Kaewwattana, W. Cure characteristic and mechanical properties of silica masterbatch prepared from fresh natural rubber latex mixing. Plast. Rubber Compos. 2020, 49, 127–133. [Google Scholar] [CrossRef]
- Wagner, M.P. Reinforcing silicas and silicates. Rubber Chem. Technol. 1976, 49, 703–774. [Google Scholar] [CrossRef]
- Ramasamy, S.; Ismail, H.; Munusamy, Y. Tensile and morphological properties of rice husk powder filled natural rubber latex foam. Polym. Plast. Technol. Eng. 2012, 51, 1524–1529. [Google Scholar] [CrossRef]
- da Costa, H.M.; Visconte, L.L.Y.; Nunes, R.C.R.; Furtado, C.R.G. The Effect of coupling agent and chemical treatment on rice husk ash- filled natural rubber composites. J. Appl. Polym. Sci. 2000, 76, 1019–1027. [Google Scholar] [CrossRef]
- Jacques, J.E. Rubber Technology and Manufacture, 2nd ed.; Blow, C.M., Hepburn, C., Eds.; Butterworth Scientific: London, UK, 1982. [Google Scholar]
- da Costa, H.M.; Visconte, L.L.Y.; Nunes, R.C.R.; Furtado, C.R.G. Rice husk ash filled natural rubber compounds the use of rheometric data to qualitatively estimate optimum filler loading. Int. J. Polym. Mater. 2004, 53, 475–497. [Google Scholar] [CrossRef]
- Gurovich, D.; Macosko, C.W.; Tirrell, M. The Influence of filler-filler and filler-polymer interactions on the physical properties of silica-filled liquid polyisoprene. Rubber Chem. Technol. 2004, 77, 1–12. [Google Scholar] [CrossRef]
- Arayapranee, W. Chapter 8: Rubber Abrasion Resistance. In Abrasion Resistance of Materials; Adamiak, M., Ed.; InTech: London, UK, 2012; pp. 147–166. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Part Per Hundred (phr) | |||||
|---|---|---|---|---|---|---|
| C-0 | C-10 | C-20 | C-30 | C-40 | C-50 | |
| Natural rubber | 100 | 100 | 100 | 100 | 100 | 100 |
| Zinc oxide | 5 | 5 | 5 | 5 | 5 | 5 |
| Stearic acid | 2 | 2 | 2 | 2 | 2 | 2 |
| CBS a | 1 | 1 | 1 | 1 | 1 | 1 |
| Si69-RHS | 0 | 10 | 20 | 30 | 40 | 50 |
| Sulfur | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 | 1.5 |
| Aromatic oil | 10 | 10 | 10 | 10 | 10 | 10 |
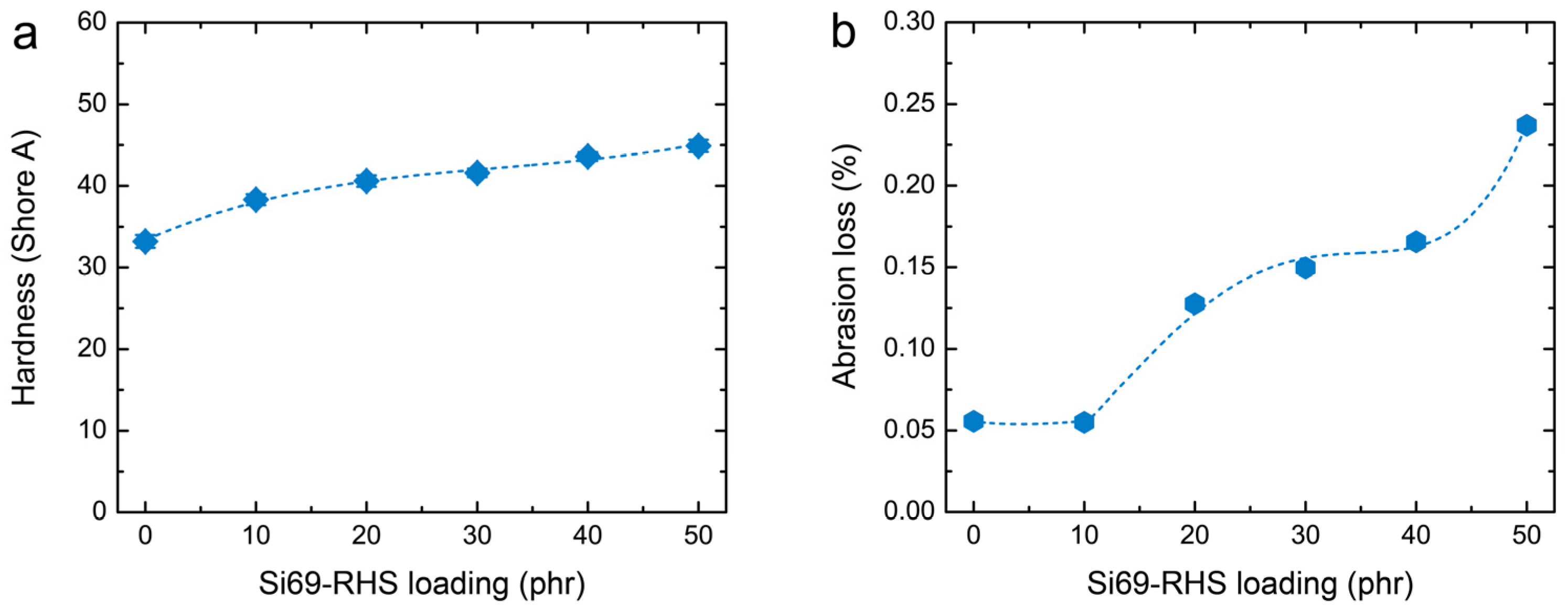
| Si69-RHS Loading (phr) | Tensile Strength (MPa) | Young Modulus (MPa) | Elongation at Break (%) | Hardness (Shore A) | Abrasion Loss (%) |
|---|---|---|---|---|---|
| 0 | 16.6 ± 1.5 | 1.04 ± 0.11 | 734 ± 35 | 33.2 ± 0.8 | 0.06 ± 0.01 |
| 10 | 19.5 ± 1.5 | 1.17 ± 0.12 | 711 ± 17 | 38.3 ± 0.7 | 0.06 ± 0.01 |
| 20 | 20.9 ± 1.8 | 1.13 ± 0.09 | 731 ± 42 | 40.6 ± 0.7 | 0.13 ± 0.01 |
| 30 | 19.7 ± 0.8 | 1.23 ± 0.08 | 686 ± 5 | 41.6 ± 0.5 | 0.15 ± 0.02 |
| 40 | 18.5 ± 0.8 | 1.38 ± 0.06 | 635 ± 8 | 43.6 ± 0.5 | 0.17 ± 0.02 |
| 50 | 15.5 ± 0.5 | 1.30 ± 0.08 | 589 ± 15 | 44.9 ± 0.1 | 0.24 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choophun, N.; Chaiammart, N.; Sukthavon, K.; Veranitisagul, C.; Laobuthee, A.; Watthanaphanit, A.; Panomsuwan, G. Natural Rubber Composites Reinforced with Green Silica from Rice Husk: Effect of Filler Loading on Mechanical Properties. J. Compos. Sci. 2022, 6, 369. https://doi.org/10.3390/jcs6120369
Choophun N, Chaiammart N, Sukthavon K, Veranitisagul C, Laobuthee A, Watthanaphanit A, Panomsuwan G. Natural Rubber Composites Reinforced with Green Silica from Rice Husk: Effect of Filler Loading on Mechanical Properties. Journal of Composites Science. 2022; 6(12):369. https://doi.org/10.3390/jcs6120369
Chicago/Turabian StyleChoophun, Nicha, Nattapat Chaiammart, Kantavee Sukthavon, Chatchai Veranitisagul, Apirat Laobuthee, Anyarat Watthanaphanit, and Gasidit Panomsuwan. 2022. "Natural Rubber Composites Reinforced with Green Silica from Rice Husk: Effect of Filler Loading on Mechanical Properties" Journal of Composites Science 6, no. 12: 369. https://doi.org/10.3390/jcs6120369
APA StyleChoophun, N., Chaiammart, N., Sukthavon, K., Veranitisagul, C., Laobuthee, A., Watthanaphanit, A., & Panomsuwan, G. (2022). Natural Rubber Composites Reinforced with Green Silica from Rice Husk: Effect of Filler Loading on Mechanical Properties. Journal of Composites Science, 6(12), 369. https://doi.org/10.3390/jcs6120369