
Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites

 , , ,
, , ,  ,
,
Abstract
1. Introduction
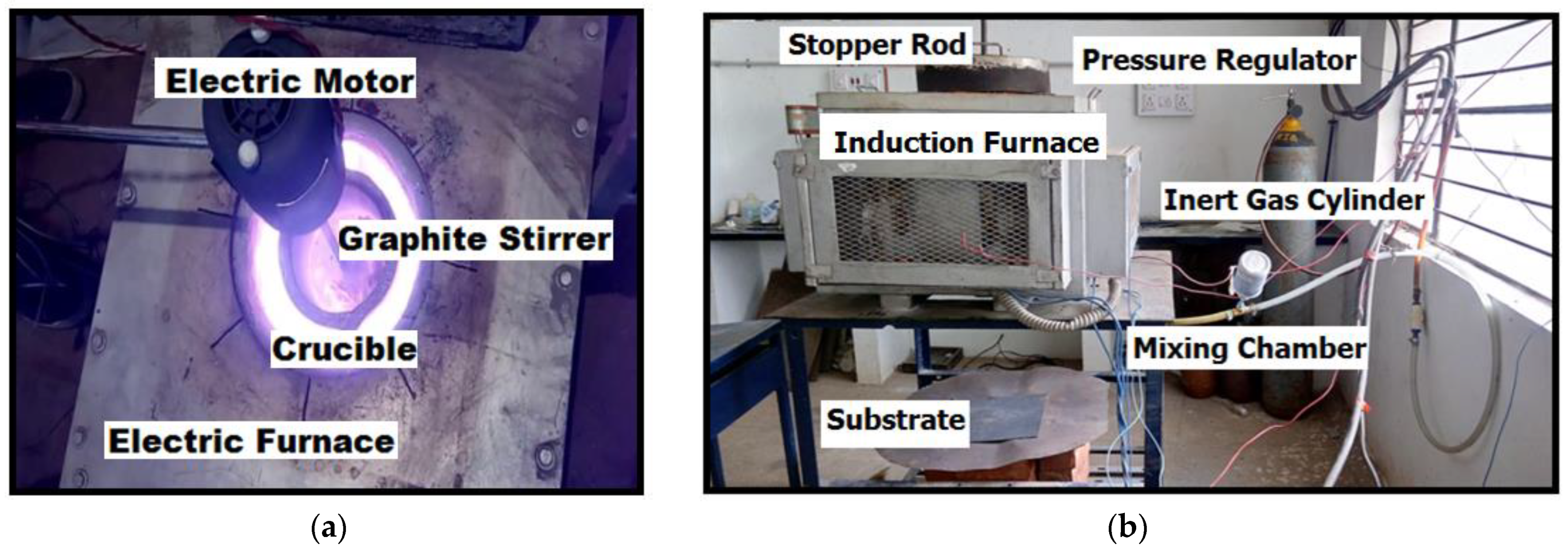
2. Experimental
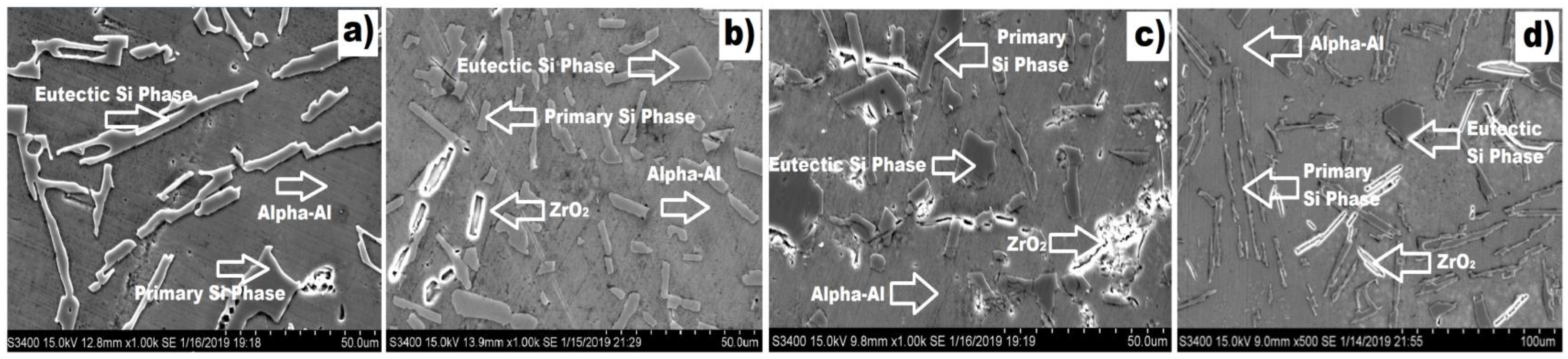
3. Results and Discussions
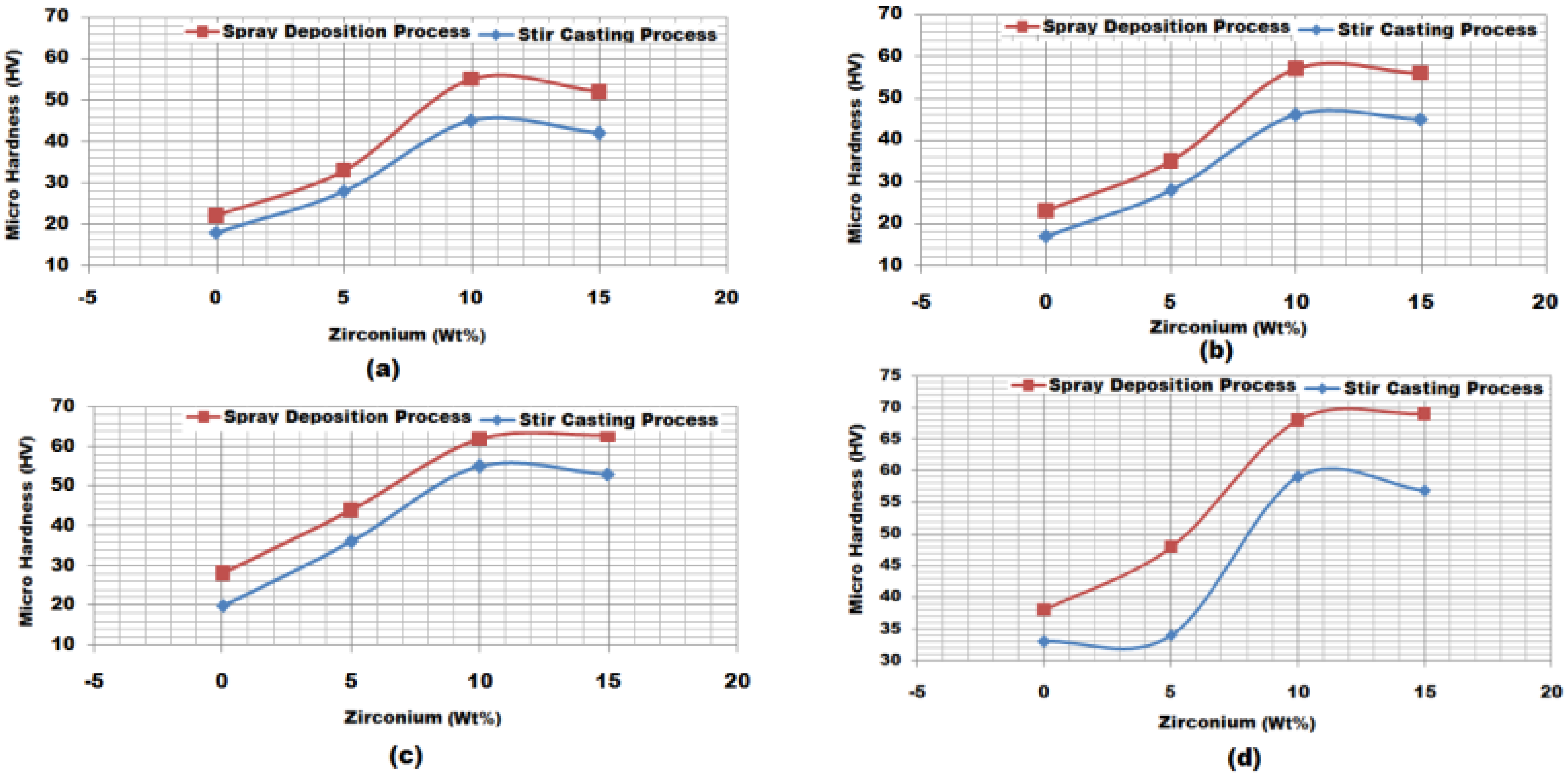
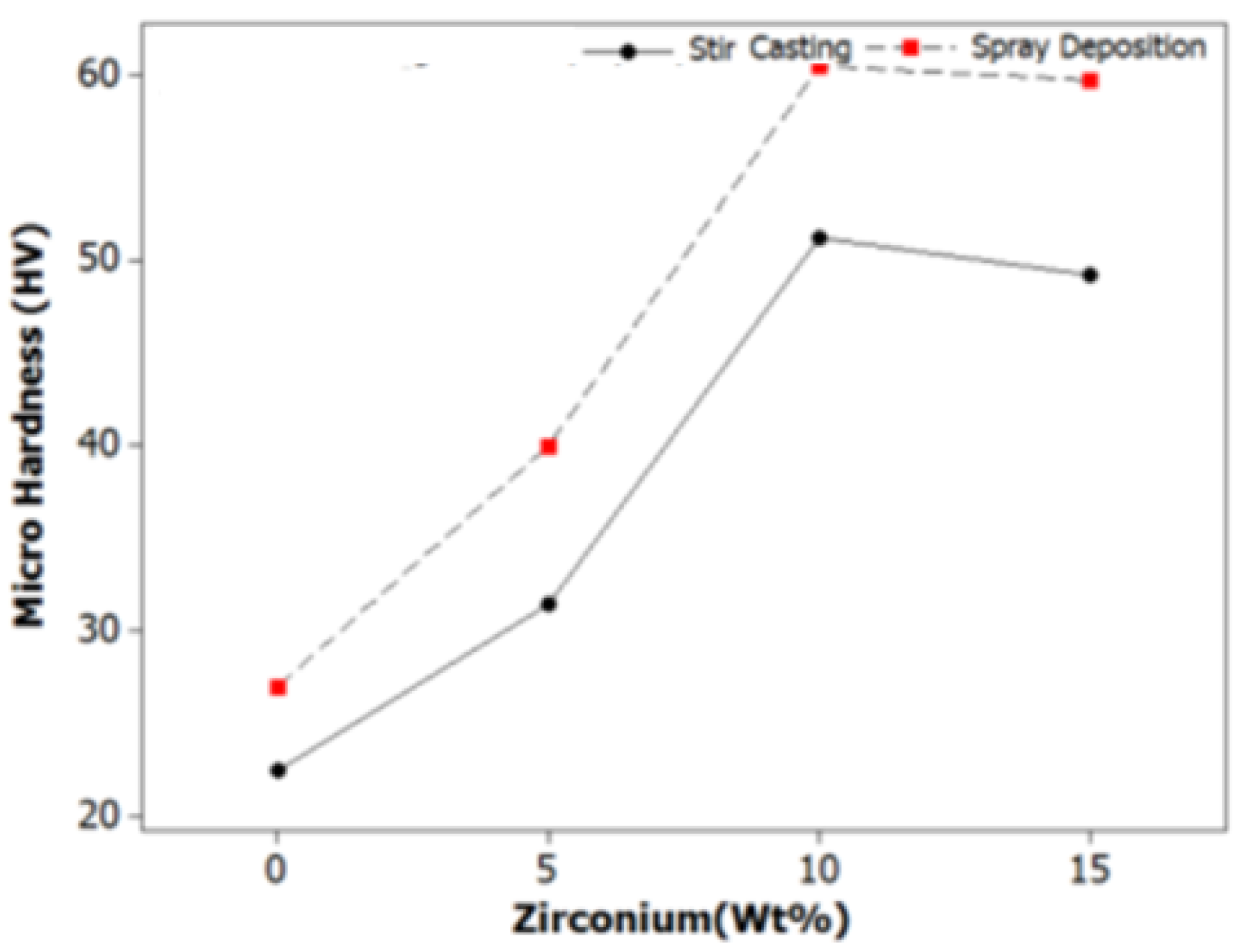
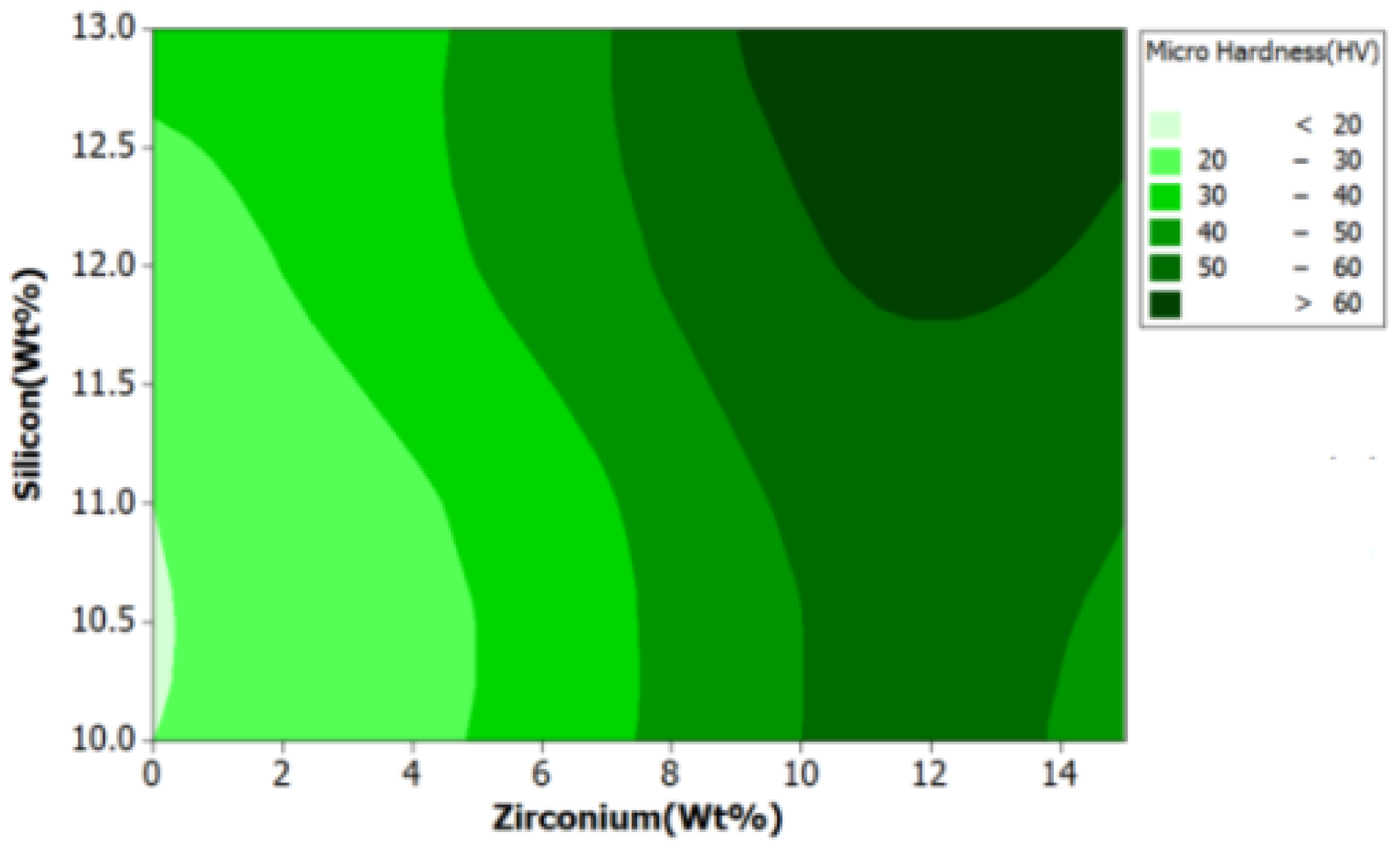
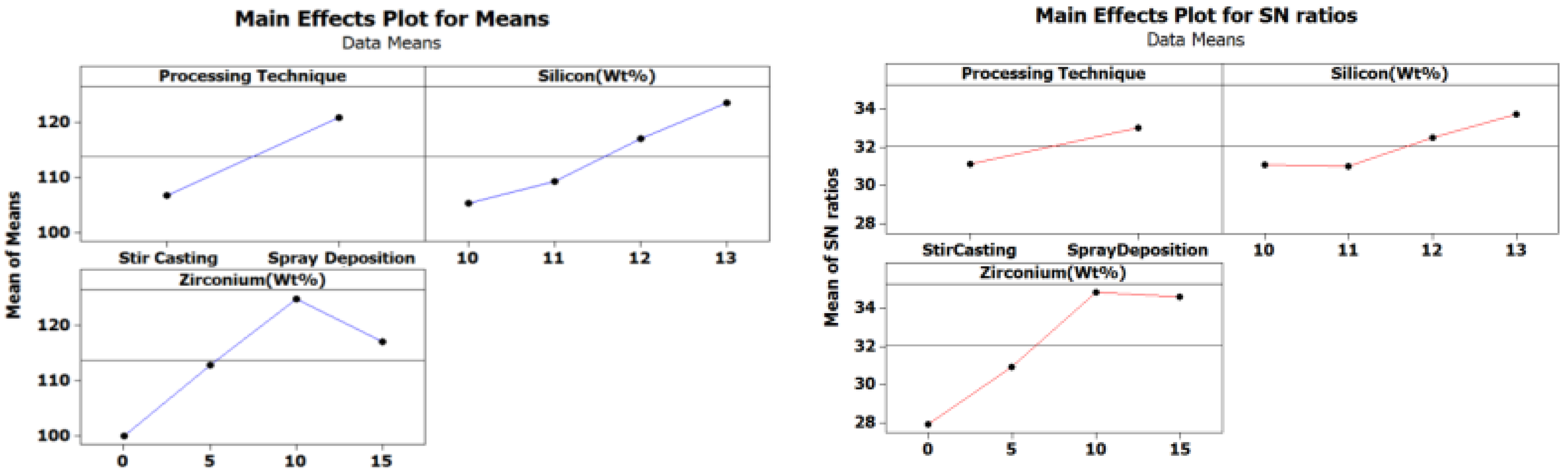
3.1. Micro Hardness
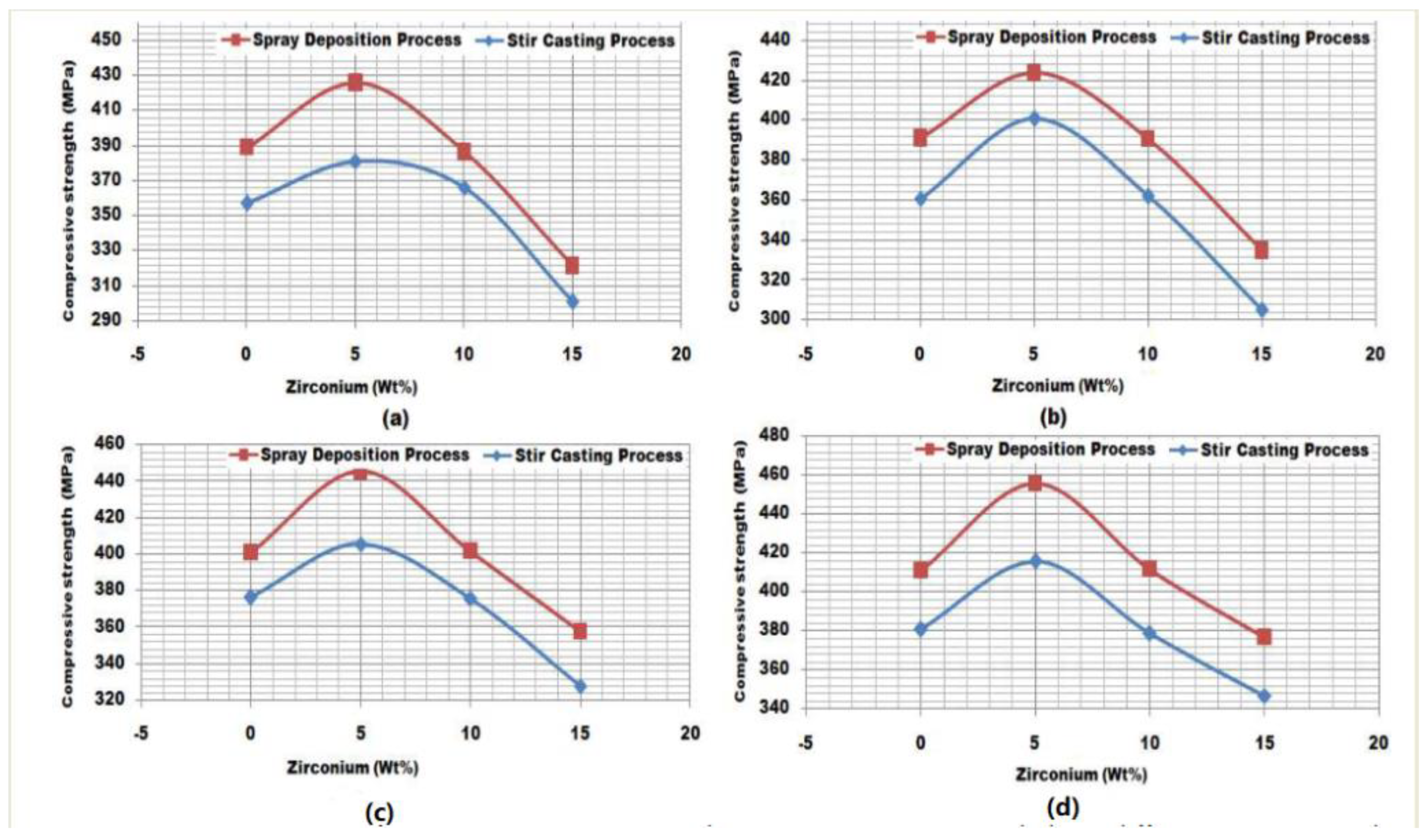
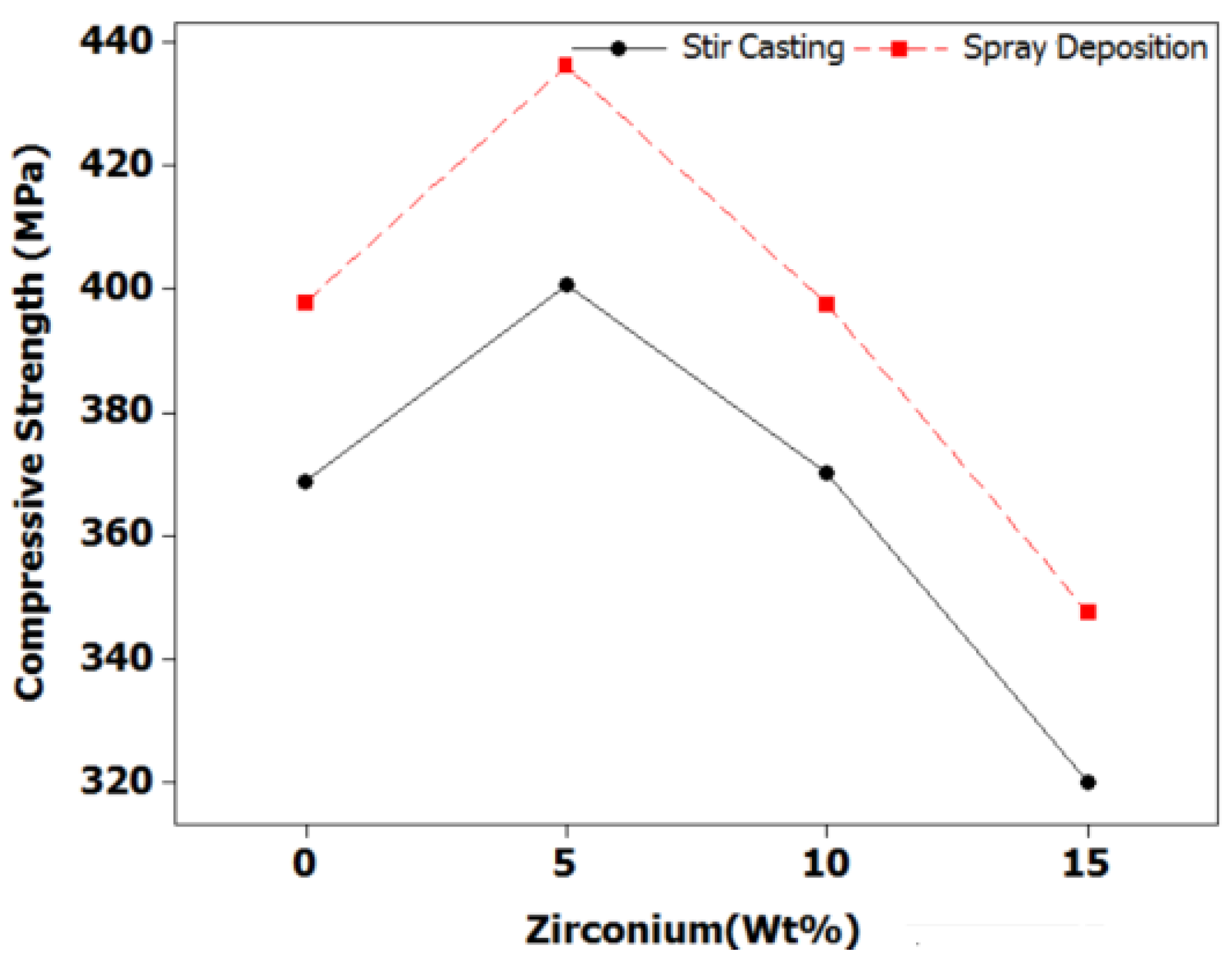
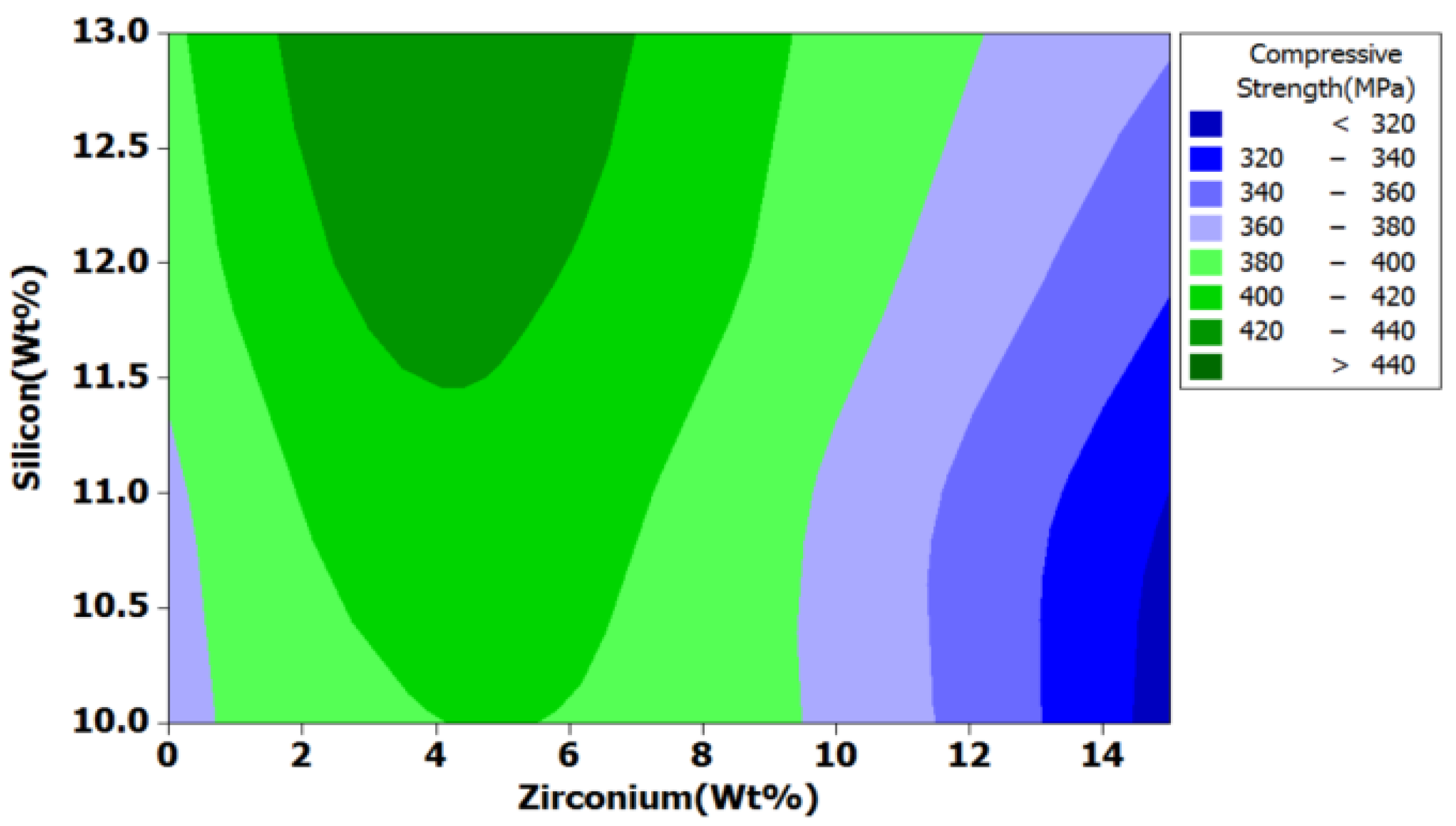
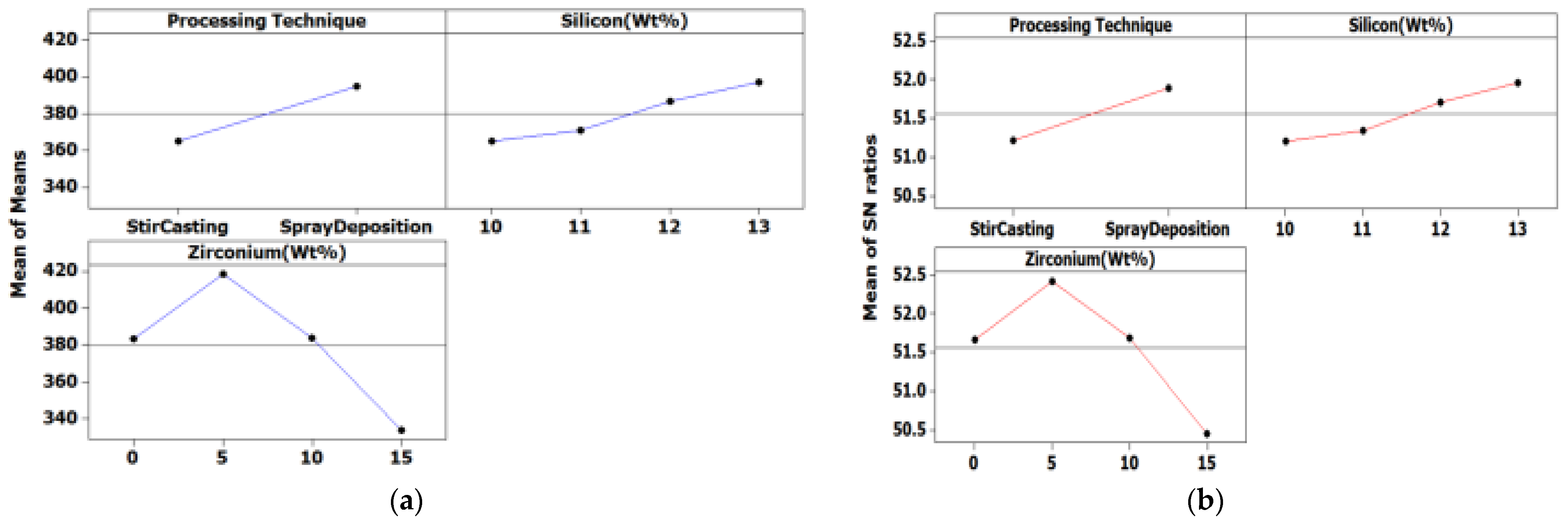
3.2. Compressive Strength
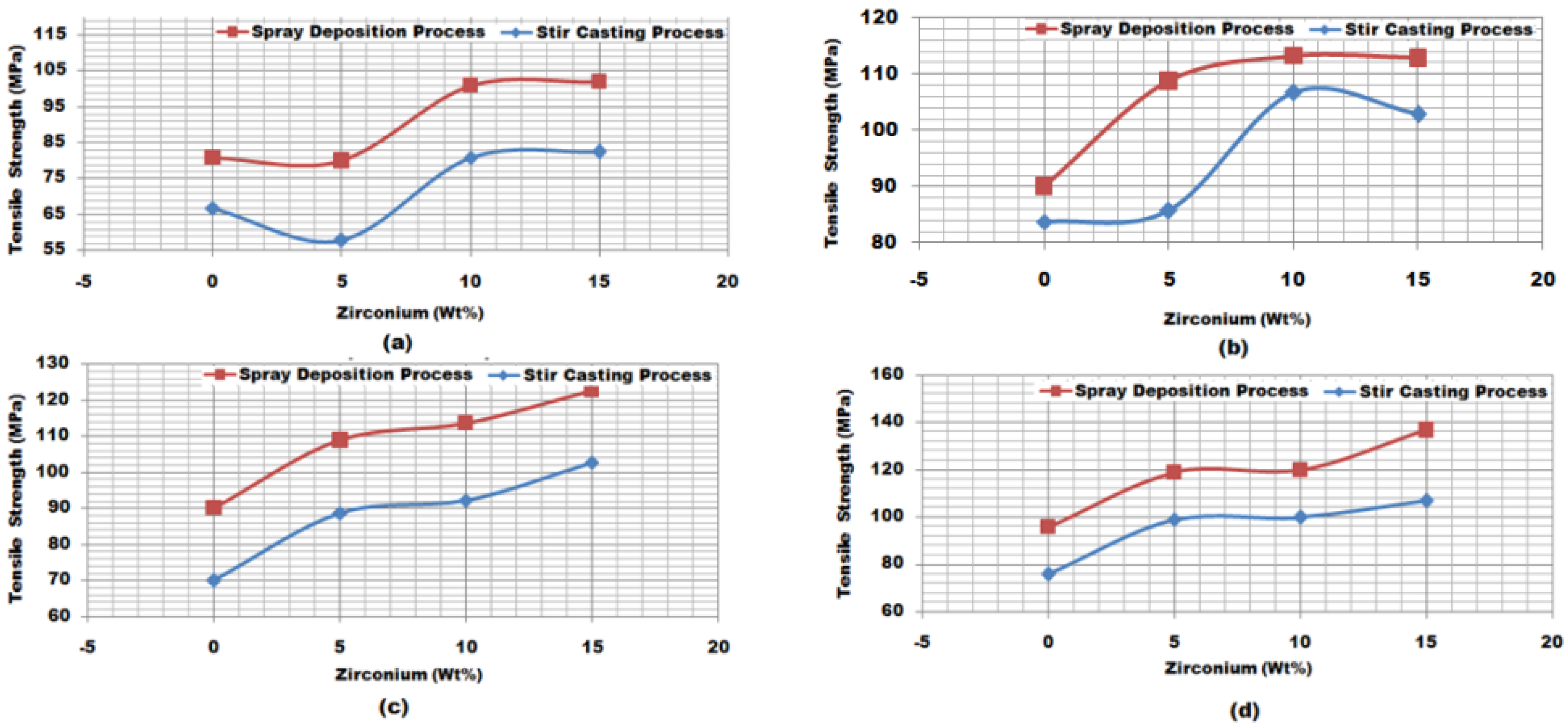
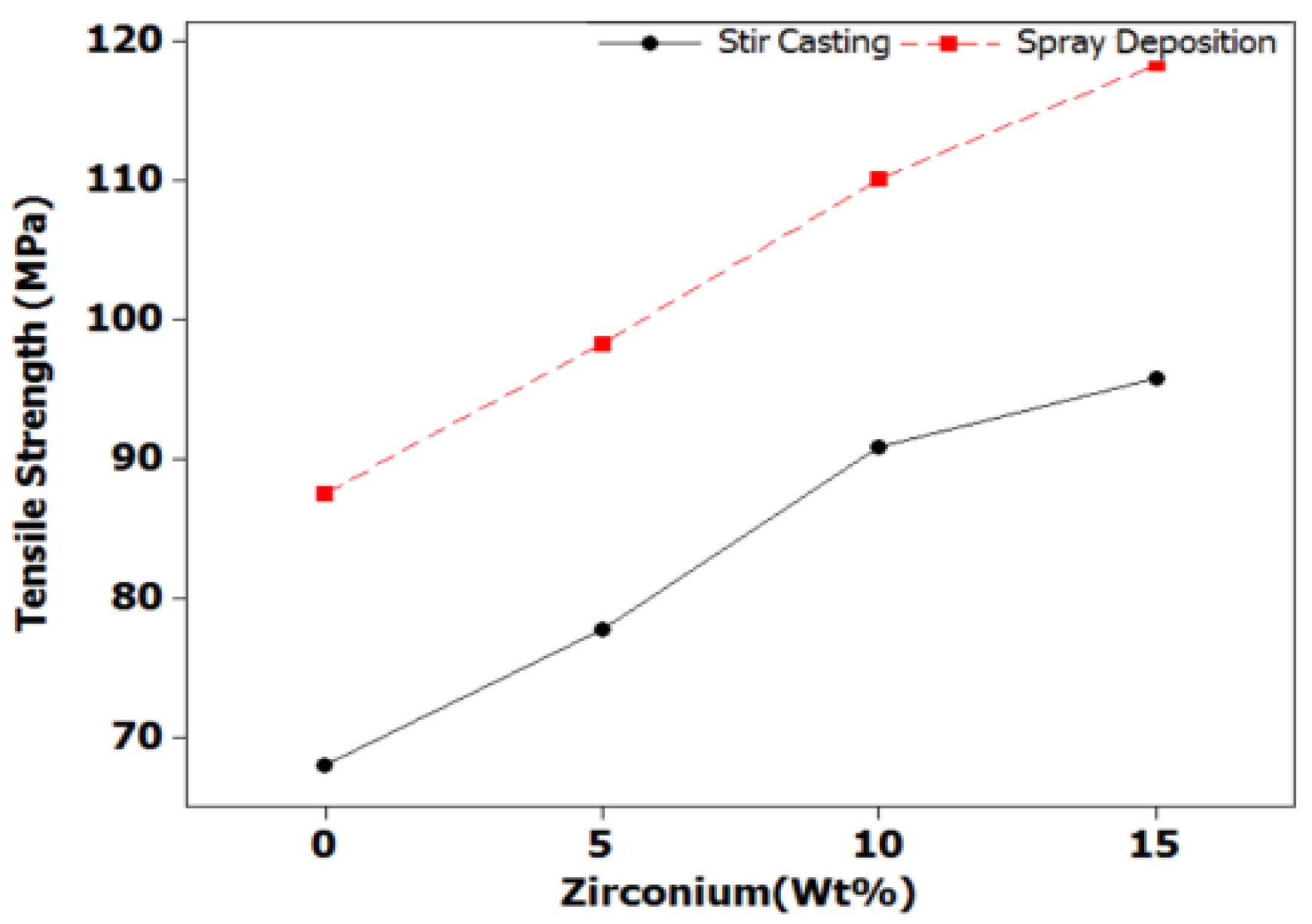
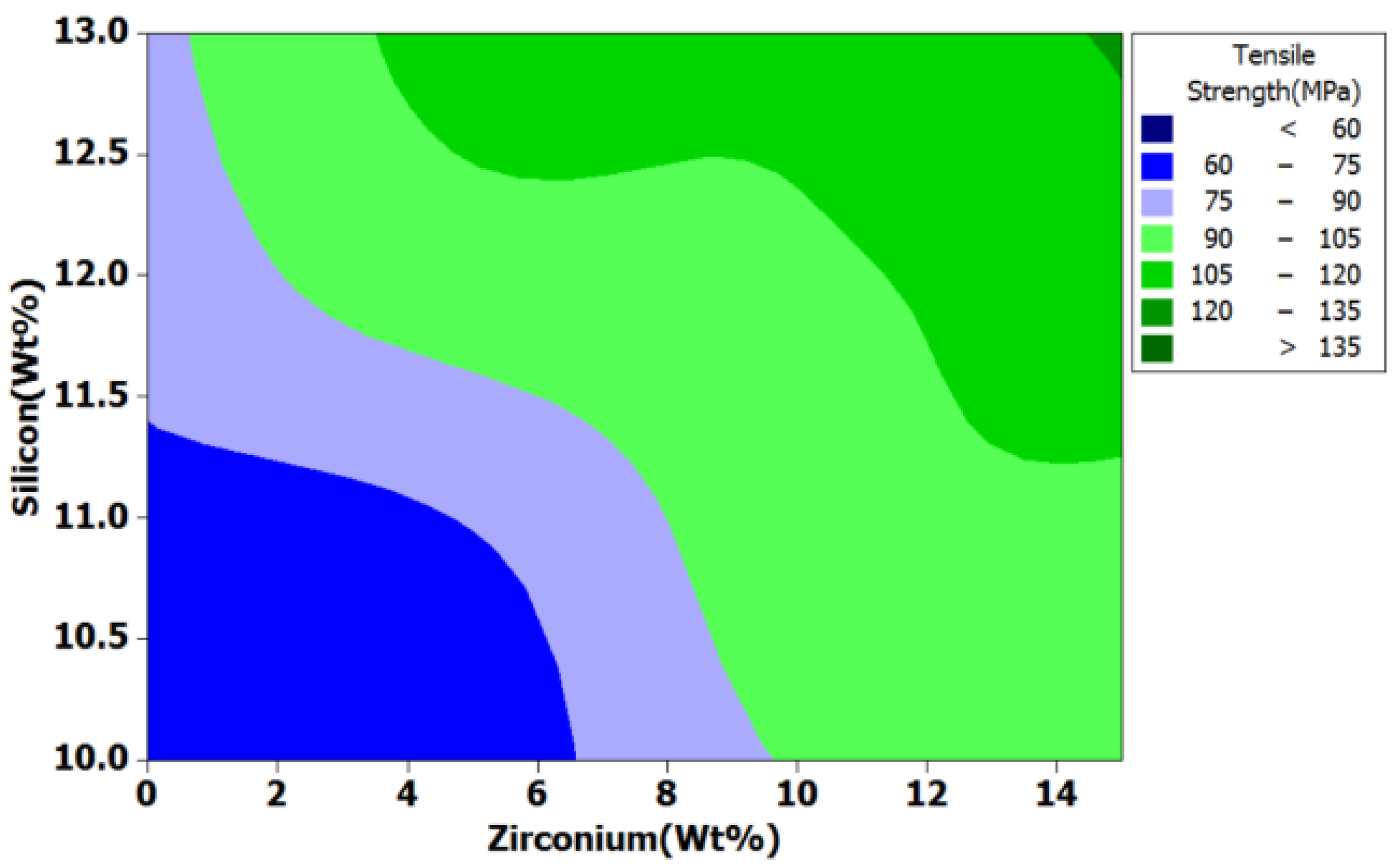
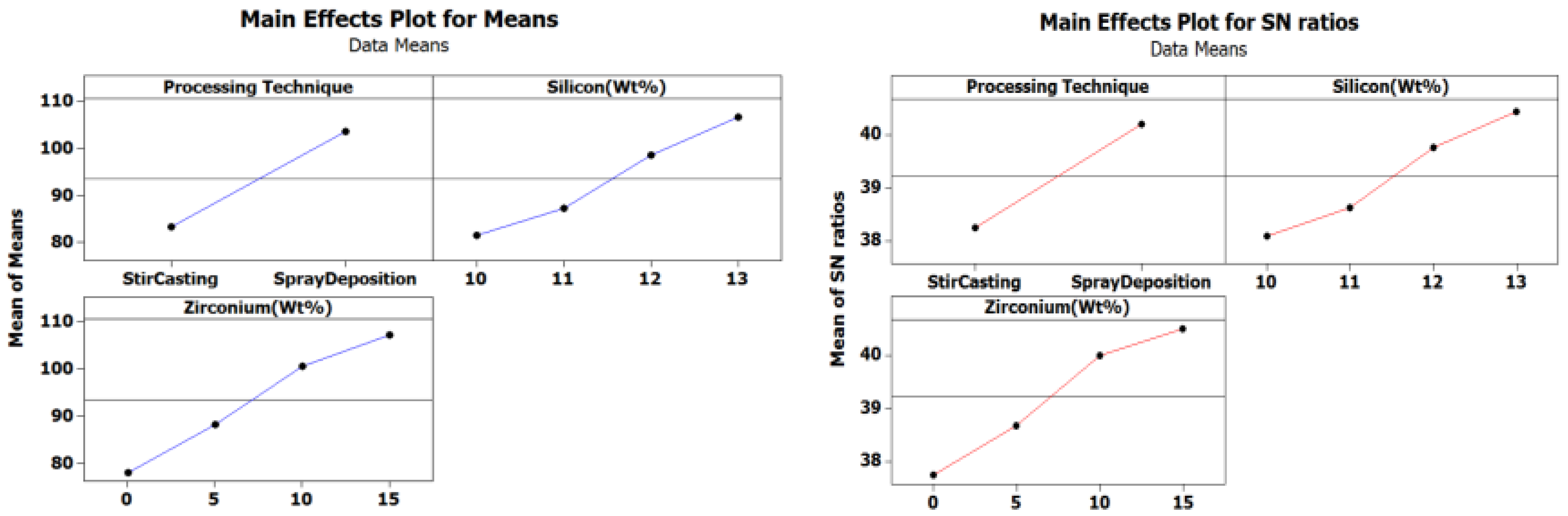
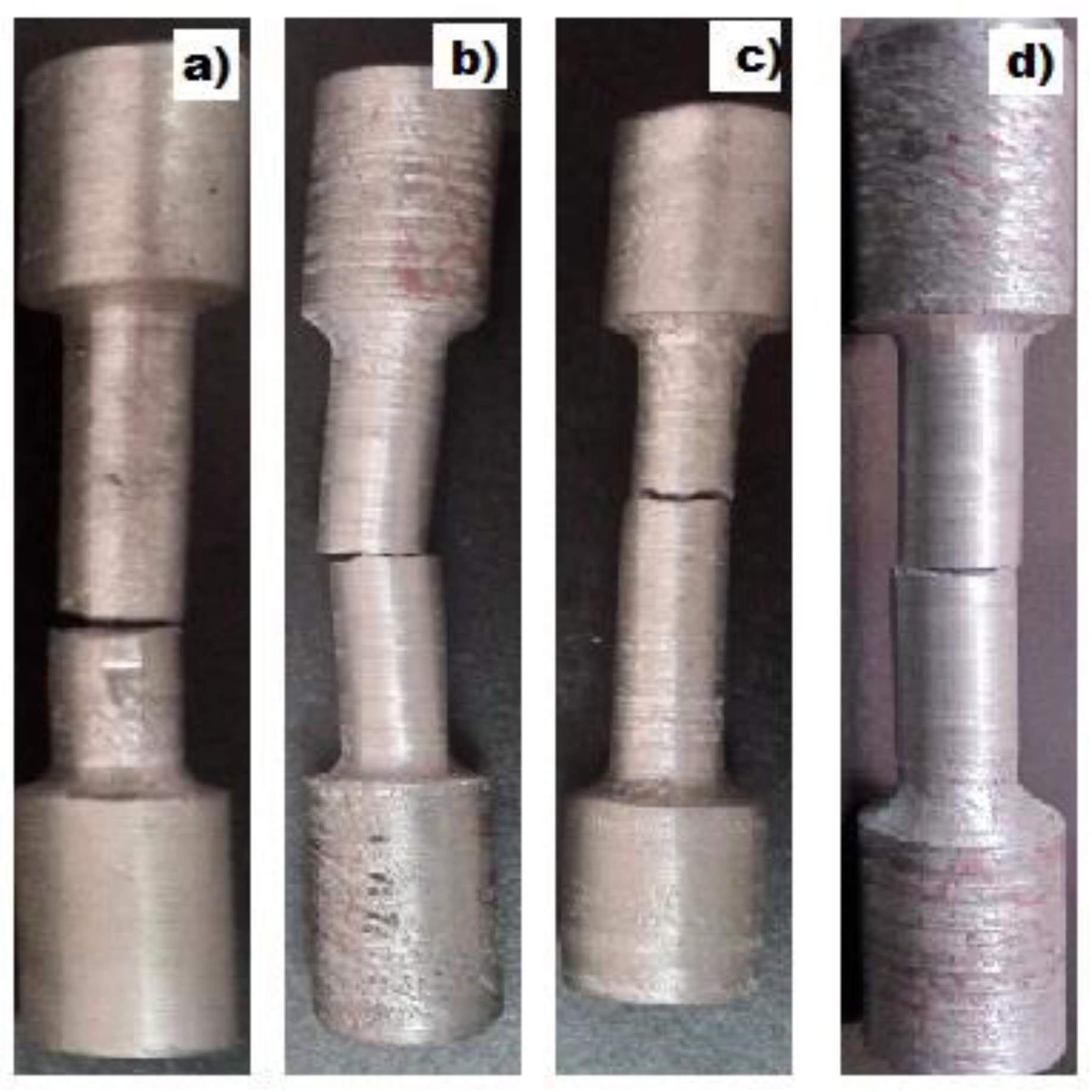
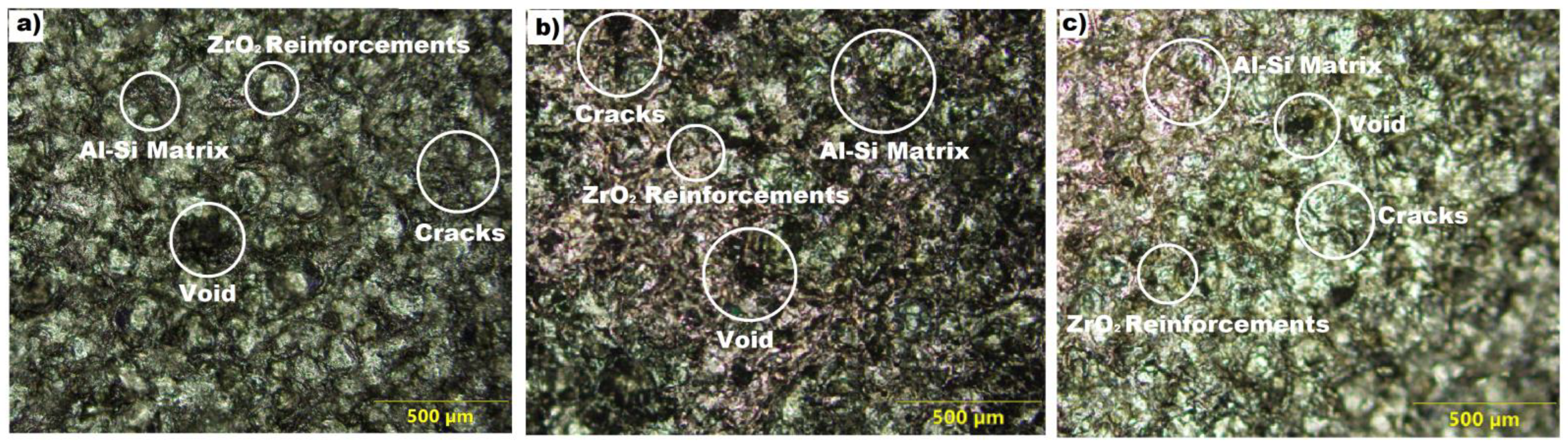
3.3. Tensile Strength
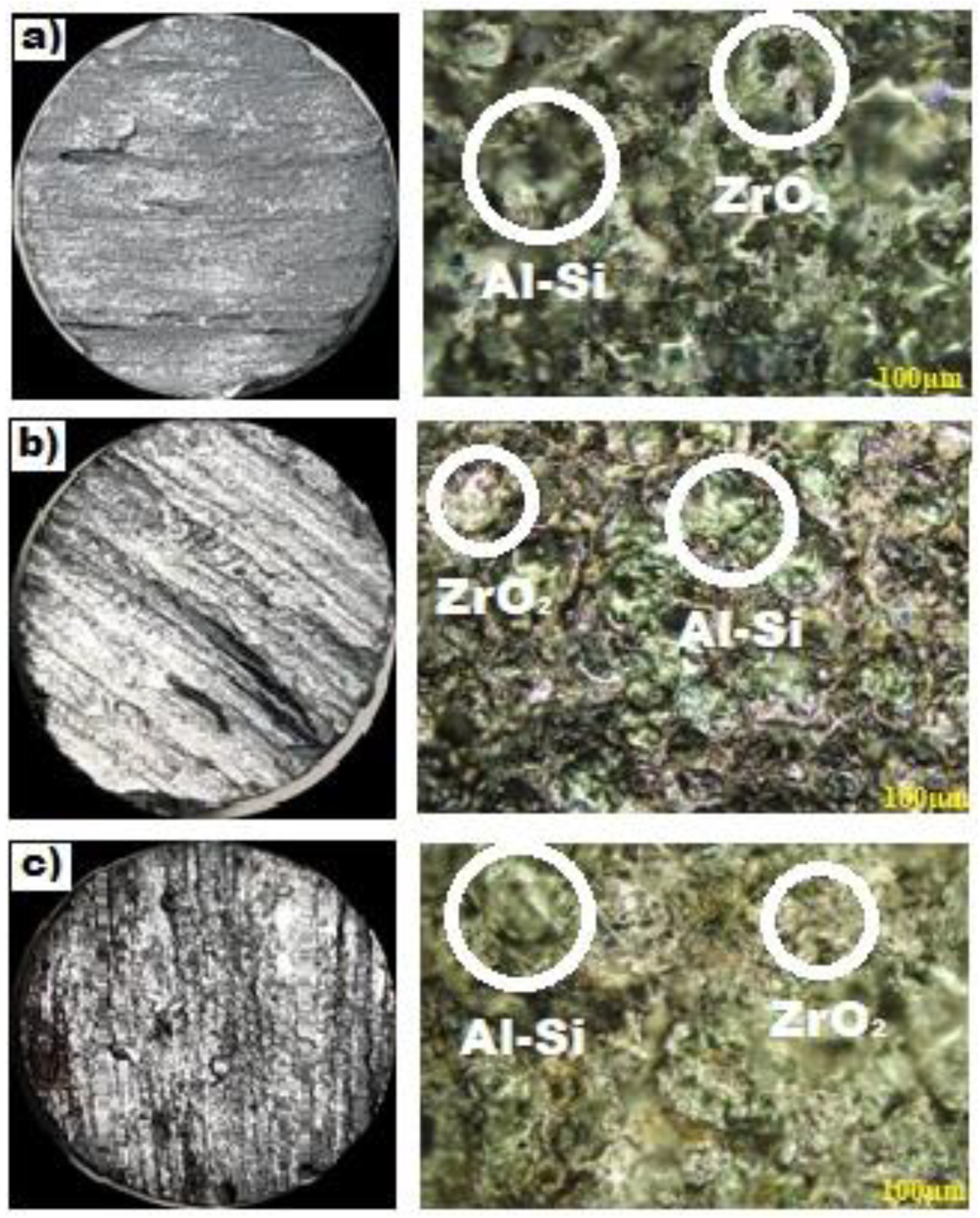
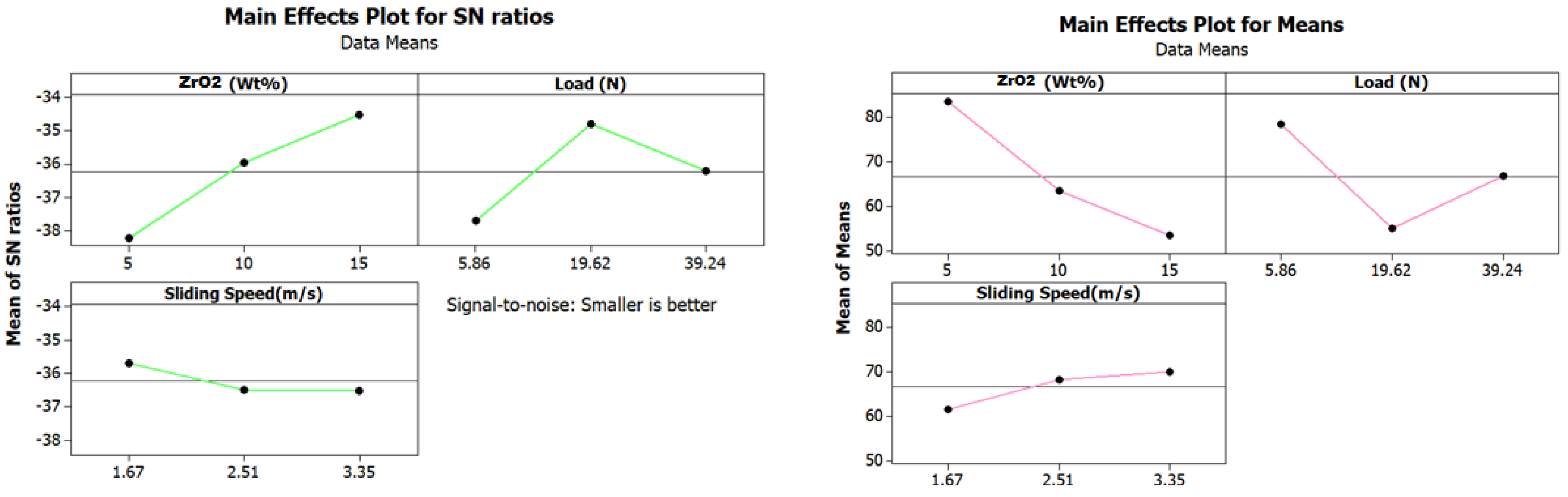
3.4. Wear
3.5. Electrode Wear
4. Conclusions
- From the results, it was observed that the spray forming technique resulted inincreased micro hardness due to increased barriers, dislocation density, and uniform dispersion of ZrO2 particulates. Further increase in ZrO2 particles resulted in decrased compressive strength. Finally, tensile strength of the composite increases with increase in the ZrO2 particle wt.%. However, for 15 wt.% of ZrO2 particulates and 13 wt.% Si, it can be seen that tensile strength value increases to 139.87 MPa. This may be due to larger strain hardening, dislocation tangles, homogenous distribution of particulates, grain refinement, and plastic incongruity.
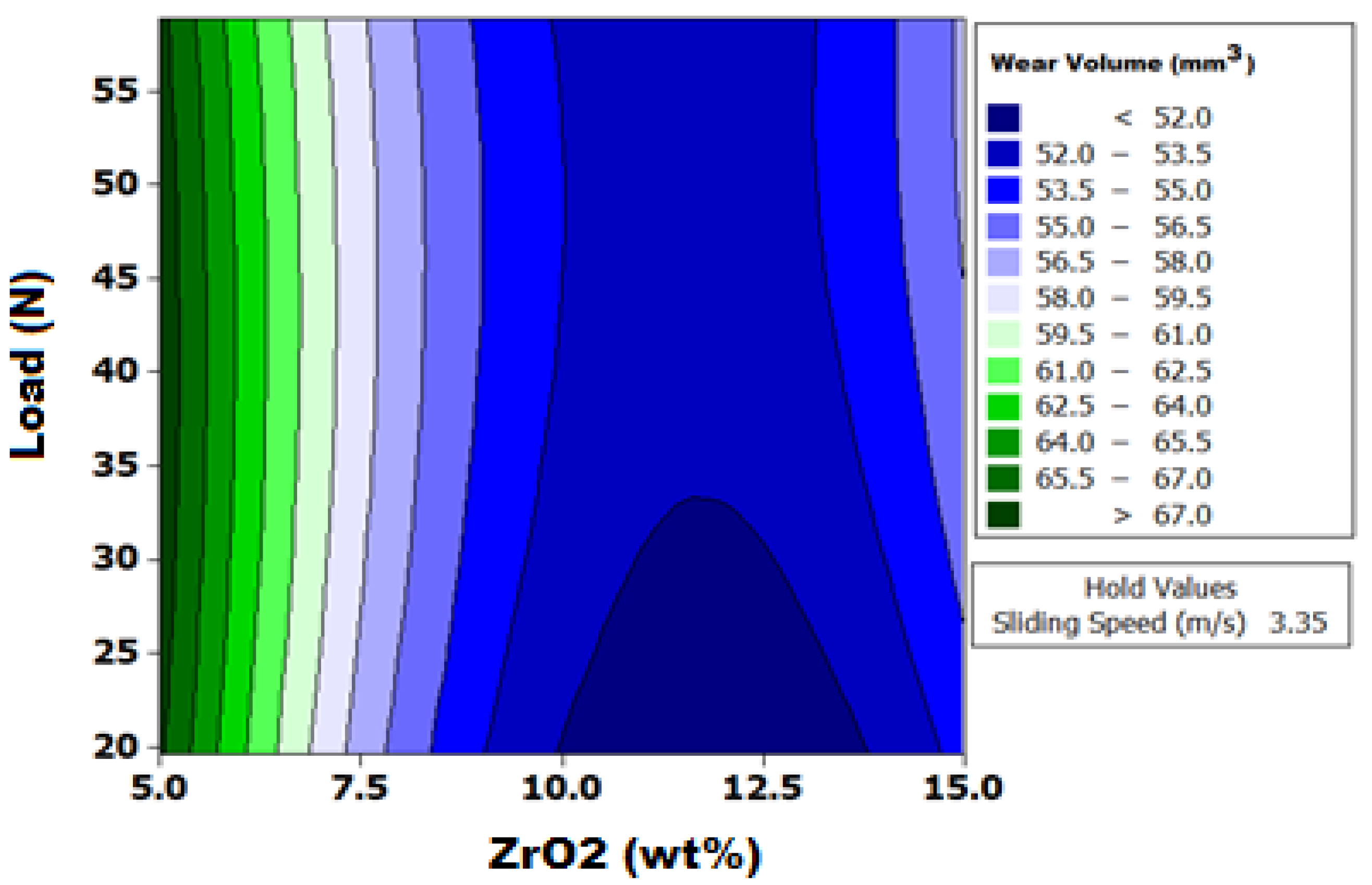
- From the results obtained for wear on 5 wt.%, 10 wt.%, 15 wt.% Si-Al alloy matrix reinforced with ZrO2 particulates composites, it was observed that wear rate increases with increasing sliding speed. This is because at higher sliding speed, the temperature increases, resulting in thermal softening, particle pullout, and fracture. It was also observed that under all test conditions, the wear rate decreased with addition of ZrO2 wt.% with minimum particle pullout. Thus, it can be concluded that addition of the ZrO2 wt.% in Si-Al (13 wt.% Si) alloy matrix improves its wear resistance. Finally, the influence of load, i.e., 19.62 N on the abrasive wear rate of Si-Al alloy matrix reinforced with ZrO2 particulates composites resulted in minimum wear. This may be due to optimum hardness values and particle debonding in Si-Al alloy matrix reinforced with ZrO2 particulates composites.
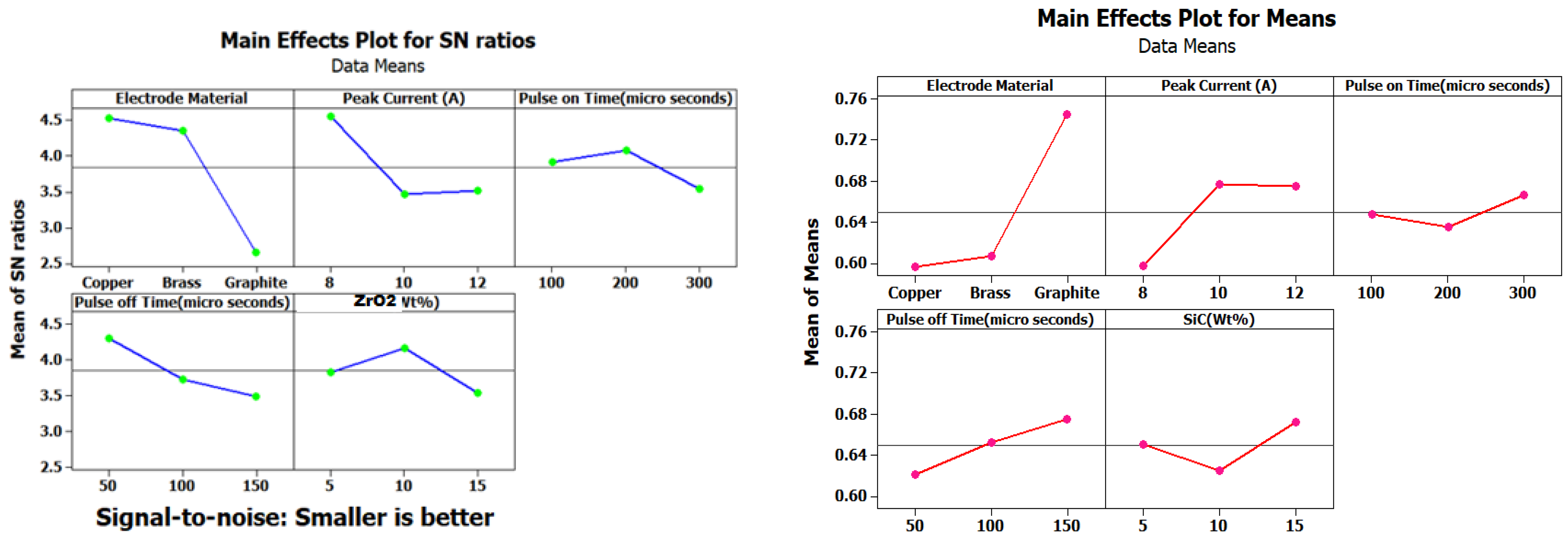
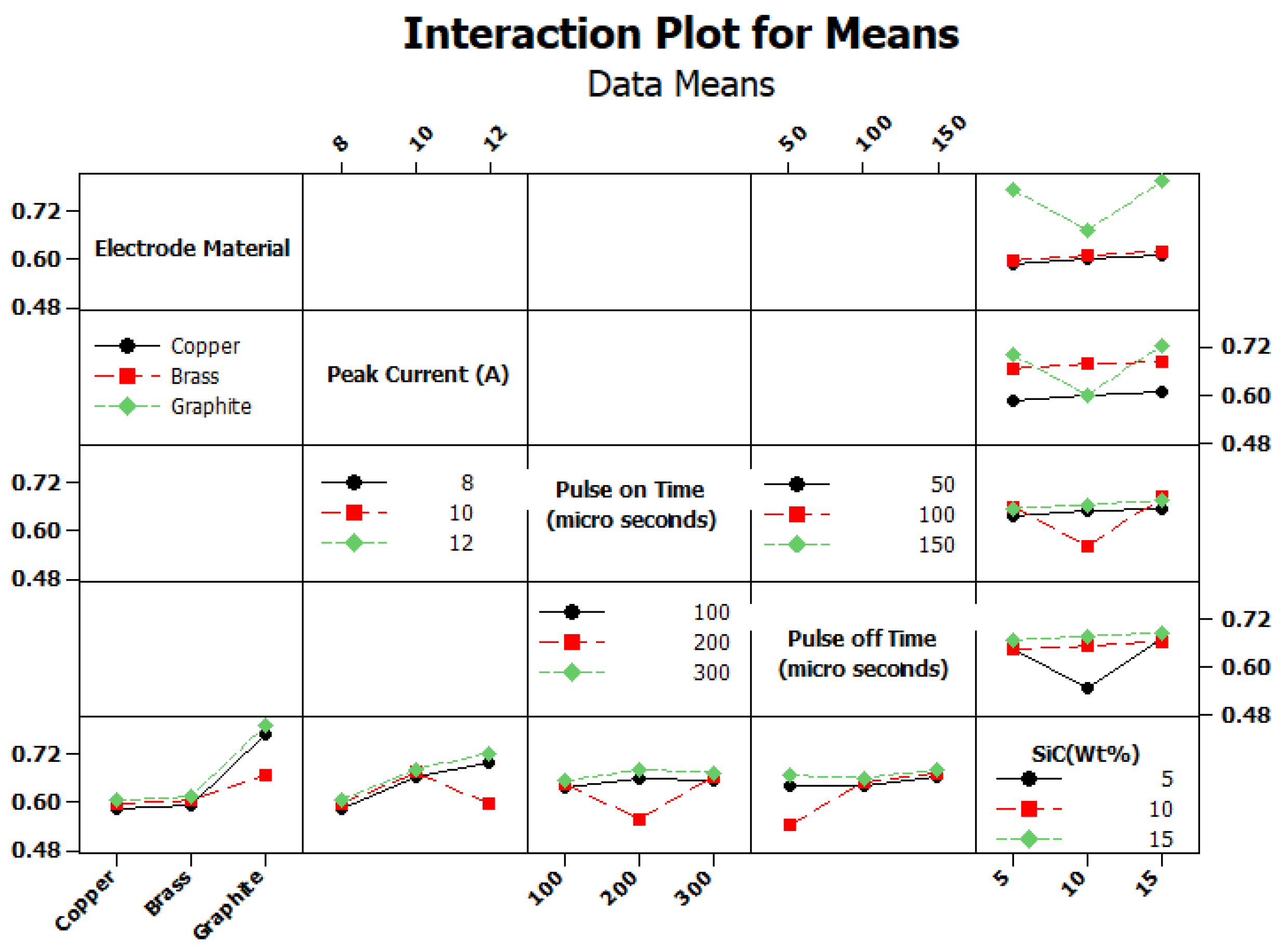
- From the experimental investigation using main effects plot for electrode wear under electric discharge machining of Si-Al (13 wt.% Si) alloy matrix reinforced with ZrO2 particulates composites, clearly indicates that at maximum peak current of 12 Amps, pulse on time of 300 µs, pulse off time 150 µs, 15 wt.% ZrO2 particulates using graphite electrode, the electrode wear gets affected by the carbon sedimentation from the hydrocarbon rich dielectric fluid on the surface of electrode during sparking. However, while copper is used as electrode material, electrode wear decreased.
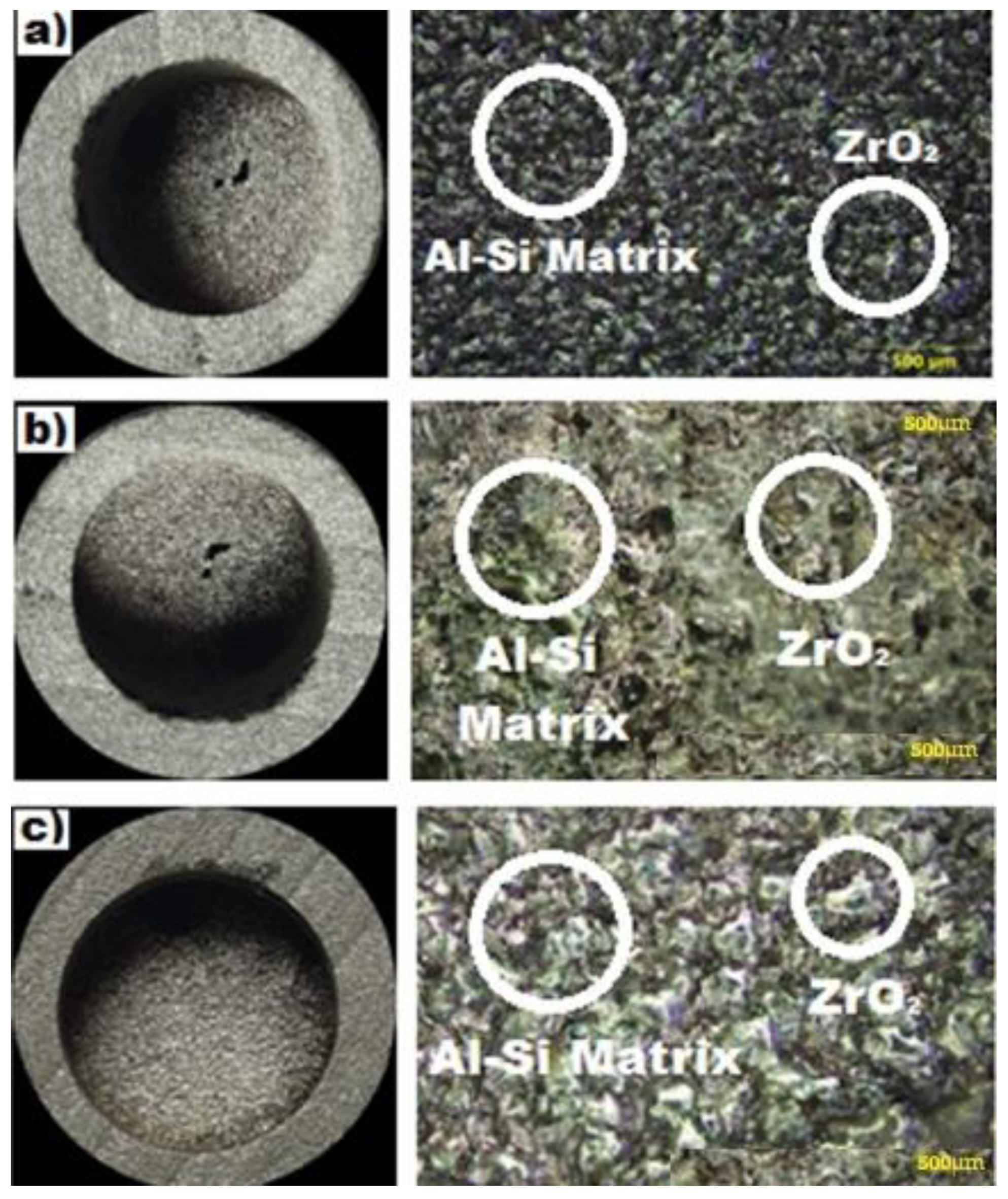
- Change in surface and subsurface properties of the electrode material is found during machining of Si-Al (13 wt.% Si) alloy matrix reinforced with ZrO2 particulates composites due to incraese in temperature exceeding more than 10,000 °C and rapid quenching.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Navuluri, V.K.; Bellamkonda, P.N.; Sudabathula, S. Characterization of Graphite and Zirconium dioxide on Al-7075 Metal Matrix Composites (MMCS) Fabricated by Stir Casting Technique. Int. J. Trend Sci. Res. Dev. 2019, 3, 820–823. [Google Scholar] [CrossRef]
- Ramachandra, M.; Abhishek, A.; Siddeshwar, P.; Bharathi, V. Hardness and Wear Resistance of ZrO2 Nano Particle Reinforced Al Nanocomposites Produced by Powder Metallurgy. Procedia Mater. Sci. 2015, 10, 212–219. [Google Scholar] [CrossRef]
- Anjaneyulu, B.; Rao, G.N.; Rao, K.P. Development, mechanical and tribological characterization of Al2O3 reinforced ZrO2 ceramic composites. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Kumar, V.R.; Pramod, R.; Sekhar, C.G.; Kumar, G.P.; Bhanumurthy, T. Investigation of physical, mechanical and tribological propertiesofAl6061–ZrO2 nano-composites. Heliyon Conf. Ser. 2019, 5, e02858. [Google Scholar] [CrossRef] [PubMed]
- Abd-Elwahed, M.; Ibrahim, A.; Reda, M. Effects of ZrO2 nanoparticle content on microstructure and wear behavior of titanium matrix composite. J. Mater. Res. Technol. 2020, 9, 8528–8534. [Google Scholar] [CrossRef]
- Khalili, V.; Heidarzadeh, A.; Moslemi, S.; Fatheyunes, L. Production of Al6061 matrix composites with ZrO2 ceramic reinforcement using a low-cost stir casting technique: Microstructure, mechanical properties, and electrochemical behavior. J. Mater. Res. Technol. 2020, 9, 15072–15086. [Google Scholar] [CrossRef]
- Pandiyarajan, R.; Maran, P.; Marimuthu, S.; Ganesh, K.C. Mechanical and tribological behavior of the metal matrix composite AA6061/ZrO2/C. J. Mech. Sci. Technol. 2017, 31, 4711–4717. [Google Scholar] [CrossRef]
- Thandalam, S.K.; Ramanathan, S.; Sundarrajan, S. Synthesis, microstructural and mechanical properties of ex situ zircon particles (ZrSiO4) reinforced Metal Matrix Composites (MMCs). J. Mater. Res. Technol. 2015, 4, 333–347. [Google Scholar] [CrossRef]
- Karthikeyan, G.R.; Jinu, G. Experimental investigation on mechanical and wear behaviour of Aluminum LM6/ZrO2 Composite Fabricated by Stir casting method. J. Balk. Tribol. Assoc. 2015, 21, 539–556. [Google Scholar]
- Manjunatha, B.R.; Anil Kumar, A. Mechanical Characterization of Al6061/ZrO2/Zirconium dioxide Sand Hybrid Metal Matrix Composite. Int. J. Eng. Res. Technol. (IJERT) 2016, 4, 1–5. [Google Scholar]
- Udayashankar, S.; Ramamurthy, V.S. Development and Characterization of Al6061-Zirconium dioxide Reinforced Particulate Composites. Int. J. Eng. Technol. 2018, 7, 128. [Google Scholar]
- Rengasamy, N.; Rajkumar, M.; Kumaran, S.S. An analysis of mechanical properties and optimization of EDM process parameters of Al 4032 alloy reinforced with Zrb2 and Tib2 in-situ composites. J. Alloys Compd. 2016, 662, 325–338. [Google Scholar] [CrossRef]
- Srinivasan, R.; Pridhar, T.; Kirubakaran, R.; Ramesh, A. Prediction of wear strength of squeeze cast Aluminum hybrid Metal Matrix Composites using Response Surface Methodology. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Umanath, K.; Palanikumar, K.; Sankaradass, V.; Uma, K. Optimization of wear properties on AA7075/SiC/Mos2 hybrid metal matrix composite by Response Surface Methodology. Mater. Today Proc. 2020, 46, 4019–4024. [Google Scholar] [CrossRef]
- Bachchhav, B.; Naranje, V. Effect of high volume fraction reinforcement on electro-discharge machining of Al-Al2O3 MMC. Mater. Today Proc. 2020, in press. [Google Scholar] [CrossRef]
- Lee, C.-S.; Heo, E.-Y.; Kim, J.-M.; Choi, I.-H.; Kim, D.-W. Electrode Wear Estimation Model for EDM Drilling. In Robotics and Computer-Integrated Manufacturing; Elsevier: Amsterdam, The Netherlands, 2015; Volume 36, pp. 70–75. ISSN 2278-0181. [Google Scholar]
- Hou, S.; Bai, J. Experimental investigation on electrode wear of array holes machining in micro-EDM. CIRP Manuf. Syst. Conf. 2019, 95, 527–532. [Google Scholar] [CrossRef]
- Kathiresan, M.; Sornakumar, T. EDM Studies on Aluminum Alloy-Silicon Carbide Composites Developed by Vortex Technique and Pressure Die Casting. J. Miner. Mater. Charact. Eng. 2010, 9, 79–88. [Google Scholar] [CrossRef]
- Shetty, R.; Pai, R.; Barboza, A.B.; Shetty, Y. Statistical and Surface Metallurgical Study During Electric Discharge Machining of Ti-6Al-4V. ARPN J. Eng. Appl. Sci. 2018, 13, 3594–3600. [Google Scholar]
- Shetty, R.; Pai, R.B.; Rao, S.S.; Kamath, V. Machinability study on discontinuously reinforced Aluminum Composites (DRACs) using Response Surface Methodology and Taguchi’s design of experiments under dry cutting condition. Maejo Int. J. Sci. Technol. 2008, 2, 227–239. [Google Scholar]
- Shetty, R.; Pai, R.B.; Rao, S.S.; Kamath, V. Taguchi’s Technique in Machining of Metal Matrix Composites. J. Braz. Soc. Mech. Sci. Eng. 2009, 31, 12–20. [Google Scholar] [CrossRef]
- Shetty, R.; Hegde, A. Taguchi based fuzzy logic model for optimization and prediction of surface roughness during AWJM of DRCUFP composites. Manuf. Rev. 2022, 9, 2. [Google Scholar]
- Karthik, S.R.; Londe, N.V.; Shetty, R.; Nayak, R.; Hedge, A. Optimization and prediction of hardness, wear and surface roughness on age hardened stellite 6 alloys. Manuf. Rev. 2022, 9, 10. [Google Scholar]
































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Wt.% |
|---|---|
| Si | 10.0 to 13.0 |
| Fe | 0.18 |
| Mn | 0.005 |
| Mg | 0.006 |
| Zn | 0.017 |
| Pb | 0.004 |
| ZrO2 | 0 to 15.0 |
| Al | Balance |
| Levels | (A) Processing Technique | (B) Silicon (wt.%) | (C) Zirconium Dioxide (wt.%) |
|---|---|---|---|
| 1 | Stir cast | 10 | 0 |
| 2 | Spray forming | 11 | 5 |
| 3 | Stir cast | 12 | 10 |
| 4 | Spray forming | 13 | 15 |
| Levels | (A) Zirconium Dioxide (wt.%) | (B) Load (N) | (C) Sliding Speed (m/s) |
|---|---|---|---|
| 1 | 5 | 19.62 | 1.67 |
| 2 | 10 | 39.24 | 2.51 |
| 3 | 15 | 58.86 | 3.35 |
| Levels | (A) Zirconium Dioxide (wt.%) | (B) Load (N) | (C) Sliding Speed (m/s) |
|---|---|---|---|
| 1 | 5 | 19.62 | 1.67 |
| 2 | 15 | 58.86 | 3.35 |
| Levels | (A) Electrode Material | (B) Peak Current (A) | (C) Pulse on Time (µs) | (D) Pulse off Time (µs) | (E) SiC (wt.%) |
|---|---|---|---|---|---|
| 1 | Brass | 8 | 100 | 50 | 5 |
| 2 | Copper | 10 | 200 | 100 | 10 |
| 3 | Graphite | 12 | 300 | 150 | 15 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| (A) Processing technique | 1 | 23.39 | 23.39 | 23.39 | 174.9 | 0.00 | 14.18 |
| (B) Silicon (wt.%) | 3 | 109.1 | 109.1 | 36.38 | 272.0 | 0.00 | 22.06 |
| (C) Zirconium dioxide (wt.%) | 3 | 310.8 | 310.8 | 103.61 | 774.7 | 0.00 | 62.82 |
| AXB | 3 | 0.754 | 0.754 | 0.251 | 1.88 | 0.20 | 0.16 |
| AXC | 3 | 1.704 | 1.704 | 0.568 | 4.25 | 0.04 | 0.35 |
| BXC | 9 | 6.368 | 6.368 | 0.708 | 5.29 | 0.01 | 0.43 |
| Residual error | 9 | 1.204 | 1.204 | 0.134 | |||
| Total | 31 | 453.4 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| (A) Processing technique | 1 | 3.726 | 3.726 | 3.726 | 410.7 | 0.00 | 39.3 |
| (B) Silicon (wt.%) | 3 | 2.827 | 2.827 | 0.9425 | 103.8 | 0.00 | 9.9 |
| (C) Zirconium dioxide (wt.%) | 3 | 16.01 | 16.01 | 5.3395 | 588.5 | 0.00 | 50.0 |
| AXB | 3 | 0.005 | 0.005 | 0.0017 | 0.20 | 0.89 | 0.02 |
| AXC | 3 | 0.017 | 0.017 | 0.0058 | 0.64 | 0.60 | 0.05 |
| BXC | 9 | 0.570 | 0.570 | 0.0633 | 6.98 | 0.00 | 0.61 |
| Residual error | 9 | 0.081 | 0.081 | 0.0090 | |||
| Total | 31 | 23.24 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P (%) |
|---|---|---|---|---|---|---|---|
| (A) Processing technique | 1 | 30.52 | 30.52 | 30.52 | 296.1 | 0.000 | 57.33 |
| (B) Silicon (wt.%) | 3 | 27.26 | 27.26 | 9.088 | 88.1 | 0.000 | 17.07 |
| (C) Zirconium dioxide (wt.%) | 3 | 37.86 | 37.85 | 12.61 | 122.4 | 0.000 | 23.74 |
| AXB | 3 | 0.126 | 0.126 | 0.042 | 0.41 | 0.750 | 0.08 |
| AXC | 3 | 0.367 | 0.366 | 0.122 | 1.19 | 0.369 | 0.29 |
| BXC | 9 | 7.178 | 7.177 | 0.797 | 7.74 | 0.003 | 1.49 |
| Residual error | 9 | 0.928 | 0.927 | 0.103 | |||
| Total | 31 | 104.25 |
| Source | DF | Seq SS | Adj SS | Adj MS | F | P | P% |
|---|---|---|---|---|---|---|---|
| ZrO2 (wt.%) | 2 | 35.2493 | 35.2493 | 17.6247 | 391.29 | 0.003 | 66.9 |
| Load (N) | 2 | 17.2316 | 17.2316 | 8.6158 | 191.28 | 0.005 | 32.7 |
| Sliding Speed (m/s) | 2 | 0.1903 | 0.1903 | 0.0951 | 2.11 | 0.321 | 0.4 |
| Residual Error | 2 | 0.0901 | 0.091 | 0.0450 | |||
| Total | 8 | 52.7613 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shetty, R.; Gurupur, P.R.; Hindi, J.; Hegde, A.; Naik, N.; Ali, M.S.S.; Patil, I.S.; Nayak, M. Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites. J. Compos. Sci. 2022, 6, 323. https://doi.org/10.3390/jcs6110323
Shetty R, Gurupur PR, Hindi J, Hegde A, Naik N, Ali MSS, Patil IS, Nayak M. Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites. Journal of Composites Science. 2022; 6(11):323. https://doi.org/10.3390/jcs6110323
Chicago/Turabian StyleShetty, Raviraj, Prakash Rao Gurupur, Jamaluddin Hindi, Adithya Hegde, Nithesh Naik, Mohammed Sabraz Sabir Ali, Ishwargouda S. Patil, and Madhukar Nayak. 2022. "Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites" Journal of Composites Science 6, no. 11: 323. https://doi.org/10.3390/jcs6110323
APA StyleShetty, R., Gurupur, P. R., Hindi, J., Hegde, A., Naik, N., Ali, M. S. S., Patil, I. S., & Nayak, M. (2022). Processing, Mechanical Characterization, and Electric Discharge Machining of Stir Cast and Spray Forming-Based Al-Si Alloy Reinforced with ZrO2 Particulate Composites. Journal of Composites Science, 6(11), 323. https://doi.org/10.3390/jcs6110323