
Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites



Abstract
:1. Introduction
2. Experimental Section
2.1. Materials and Composites Manufacturing
2.2. Mechanical Characterization
2.3. Morphological Characterization
3. Results and Discussion
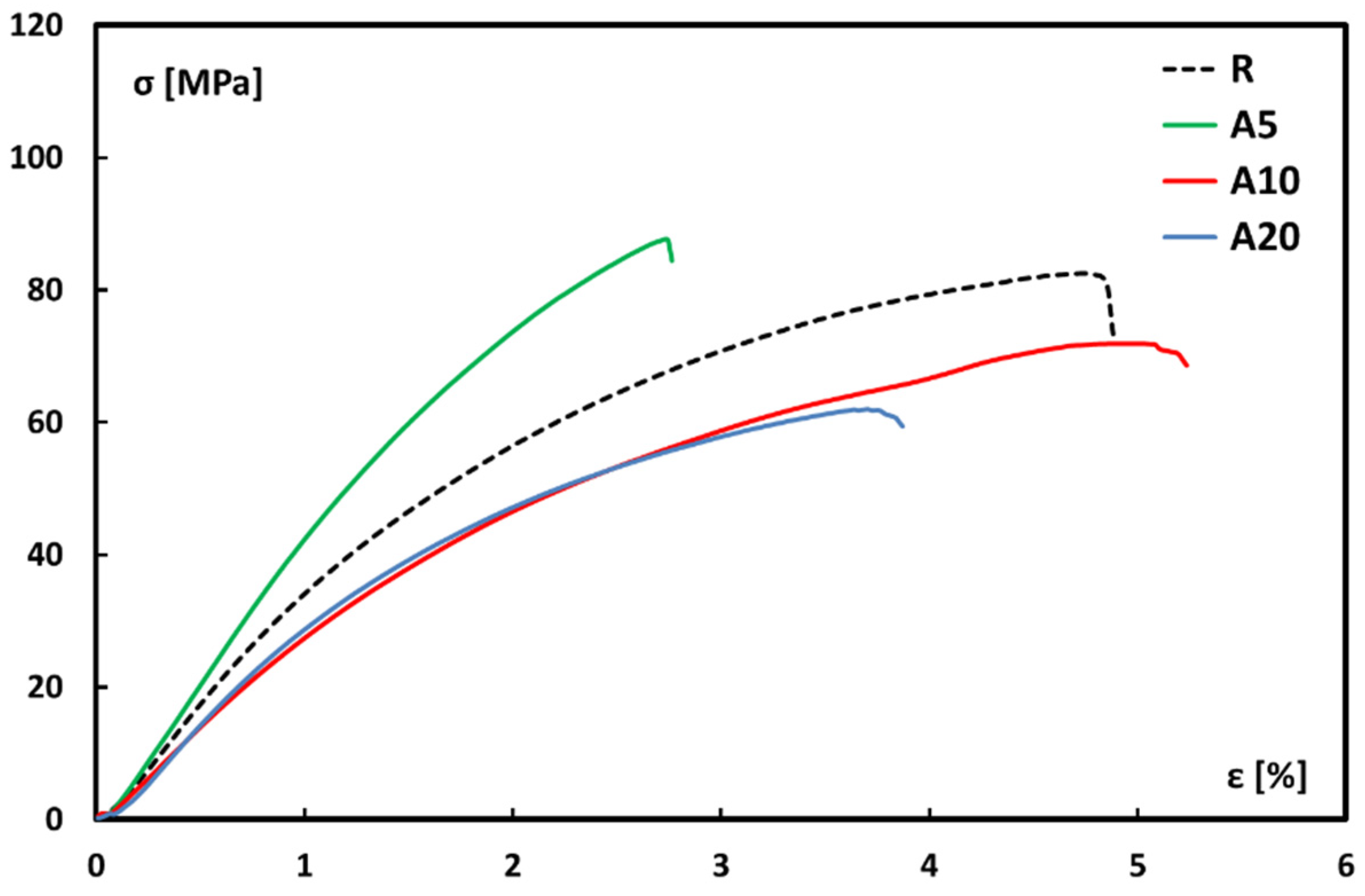
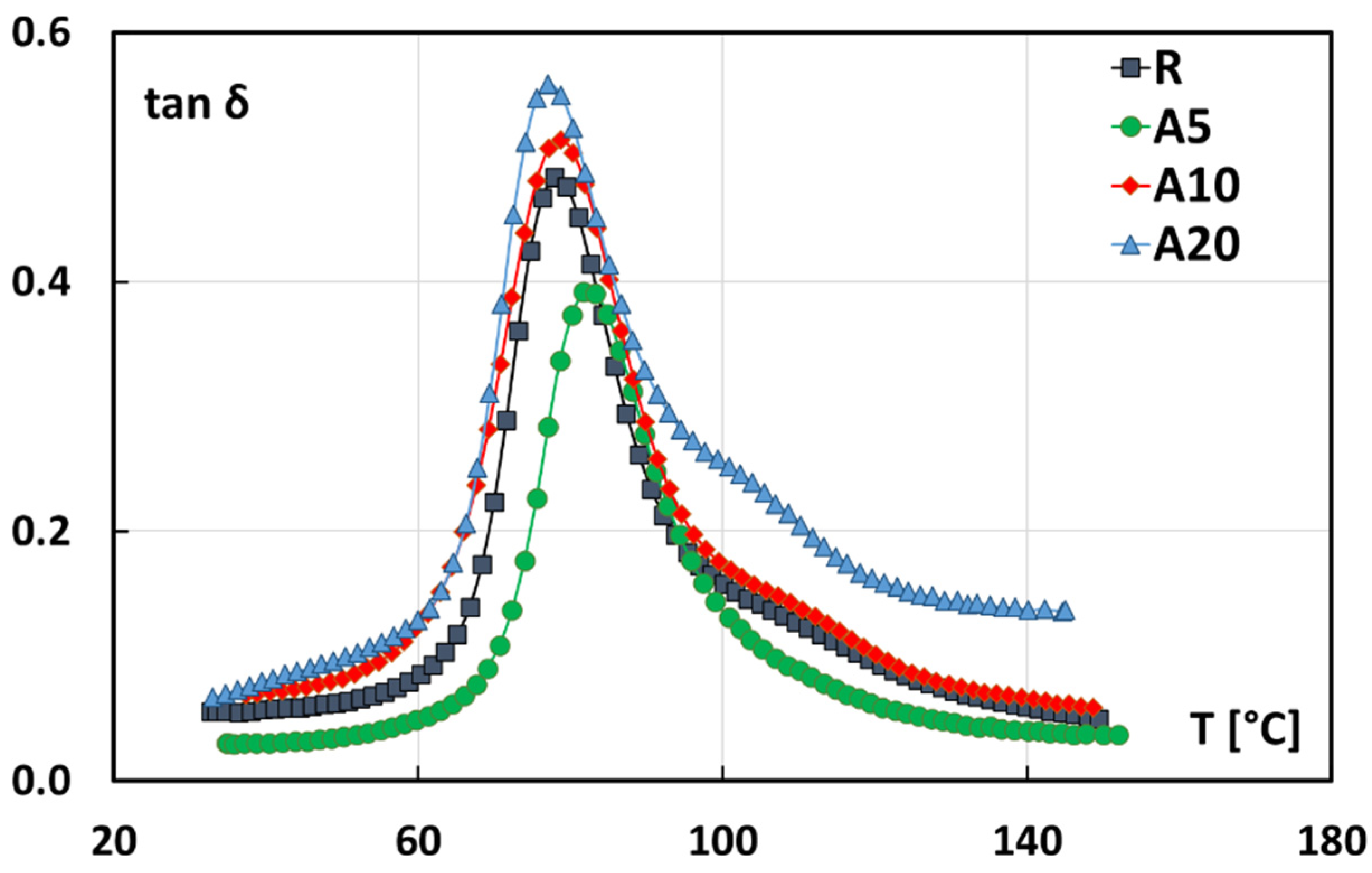
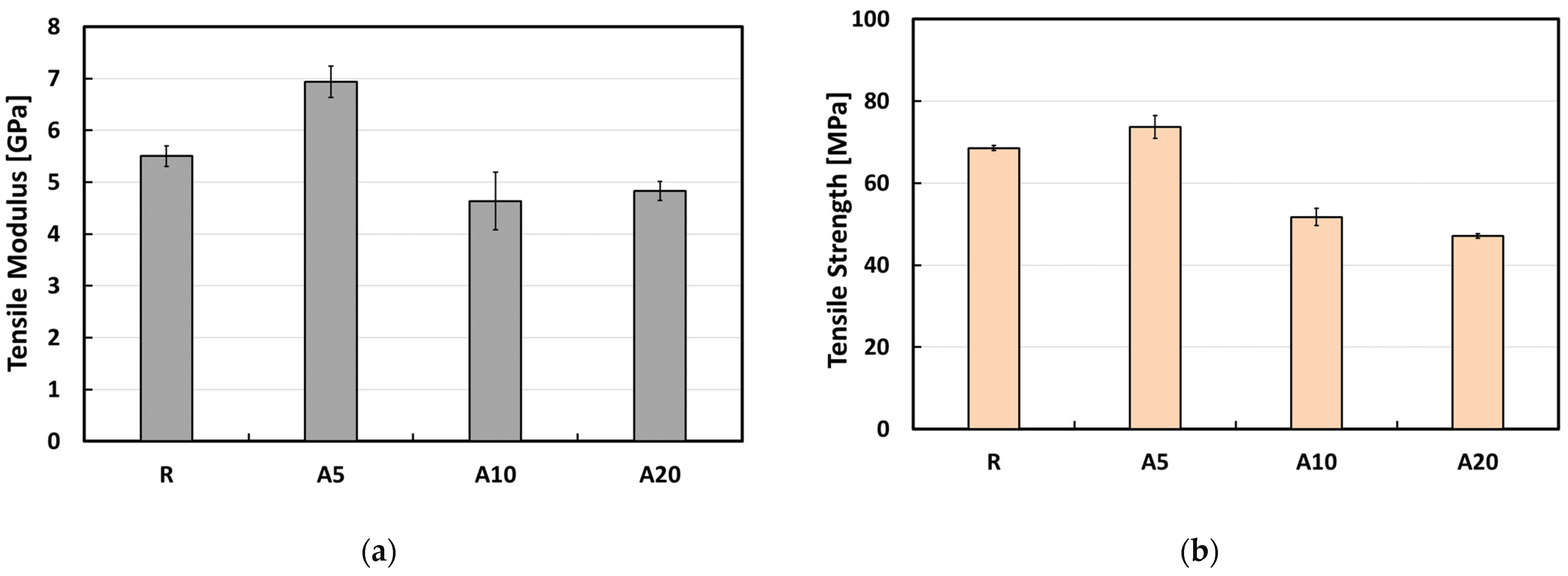
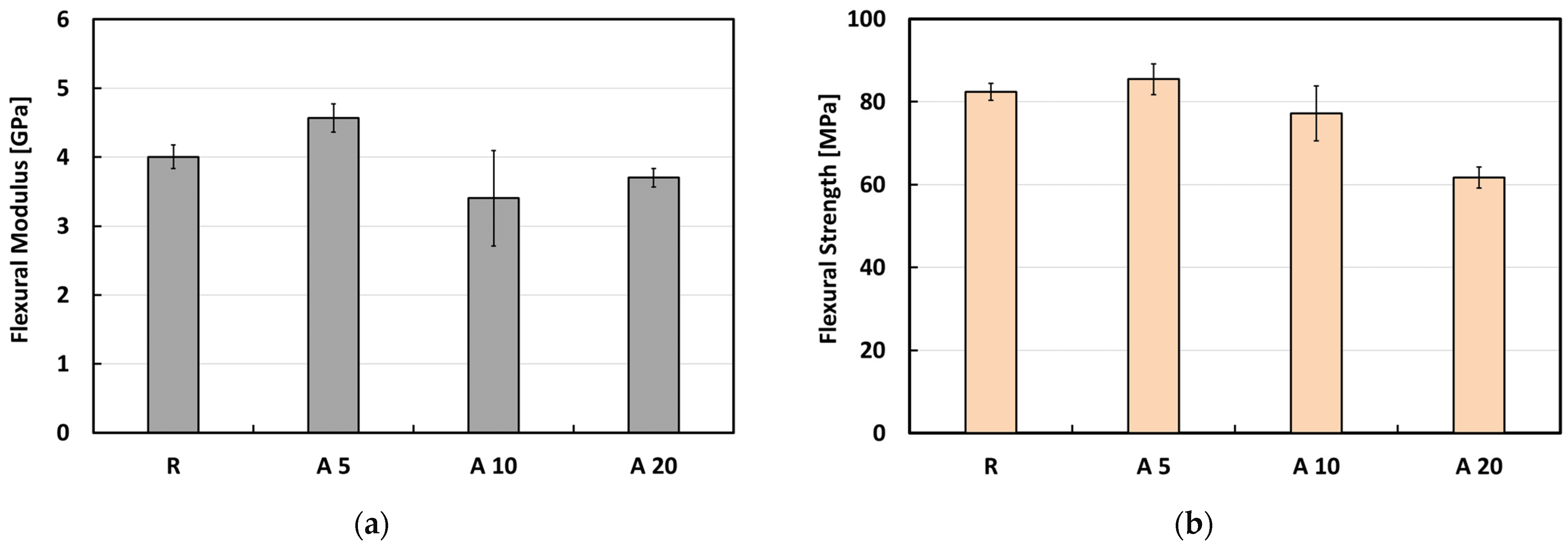
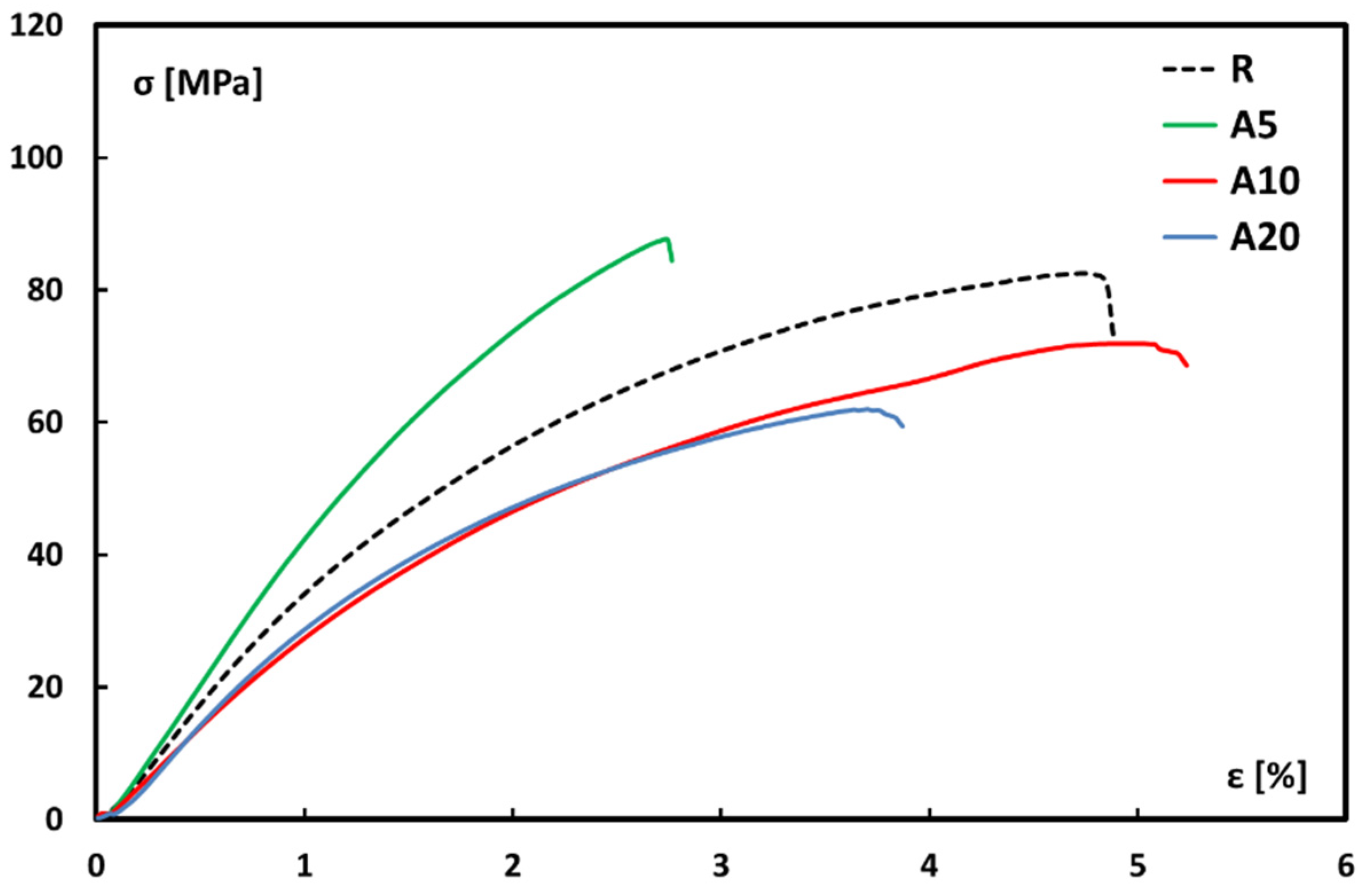
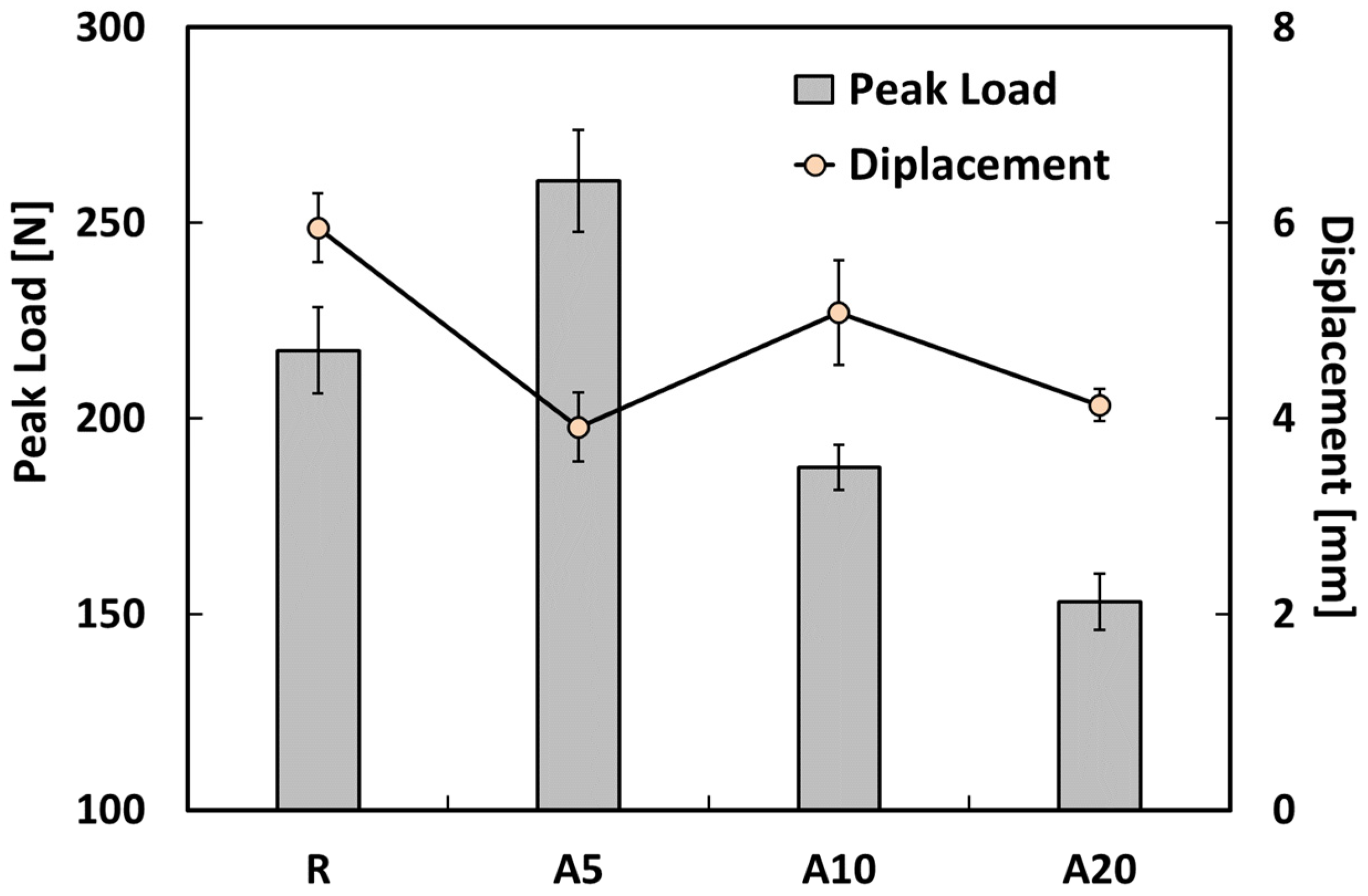
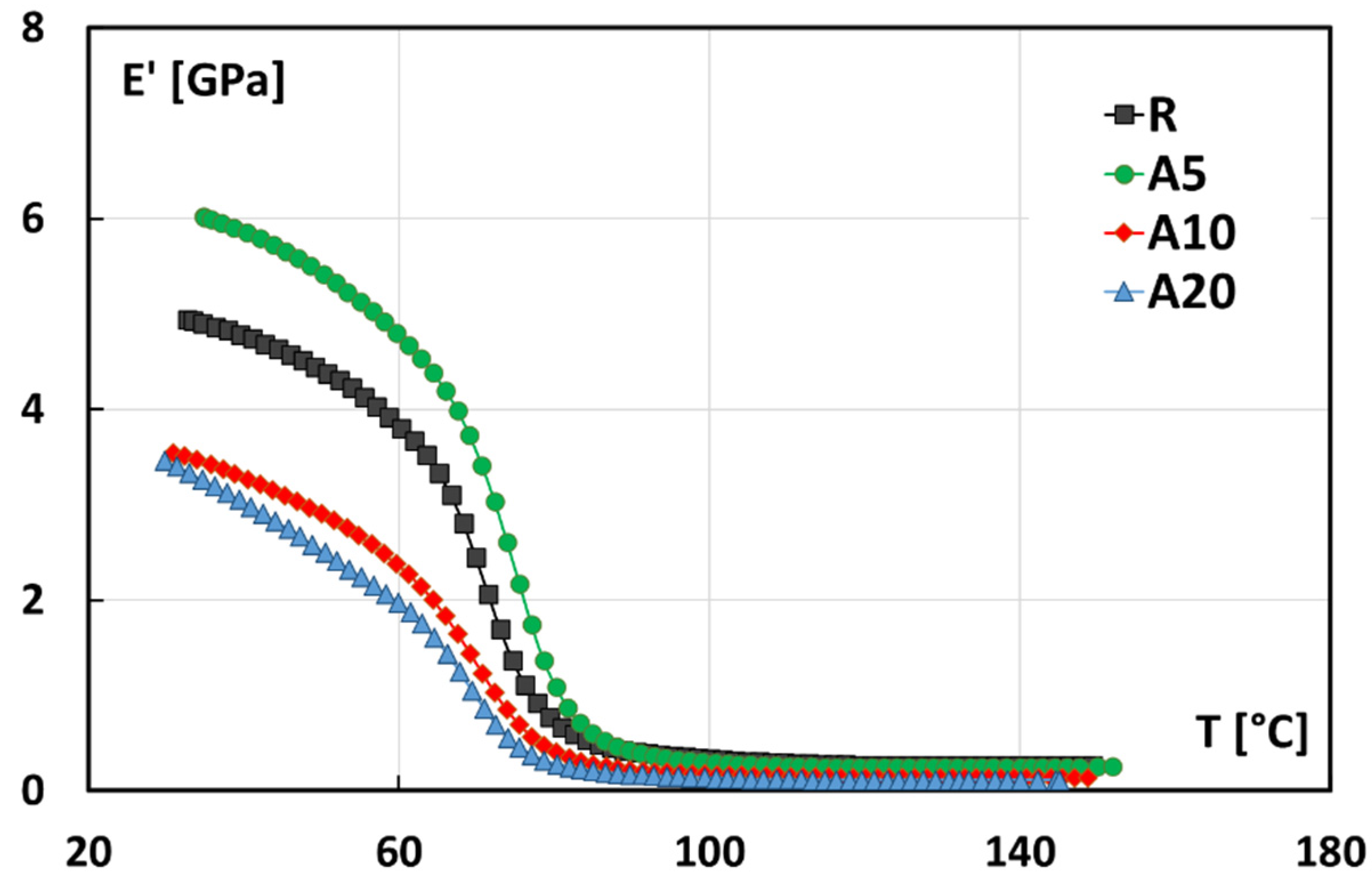
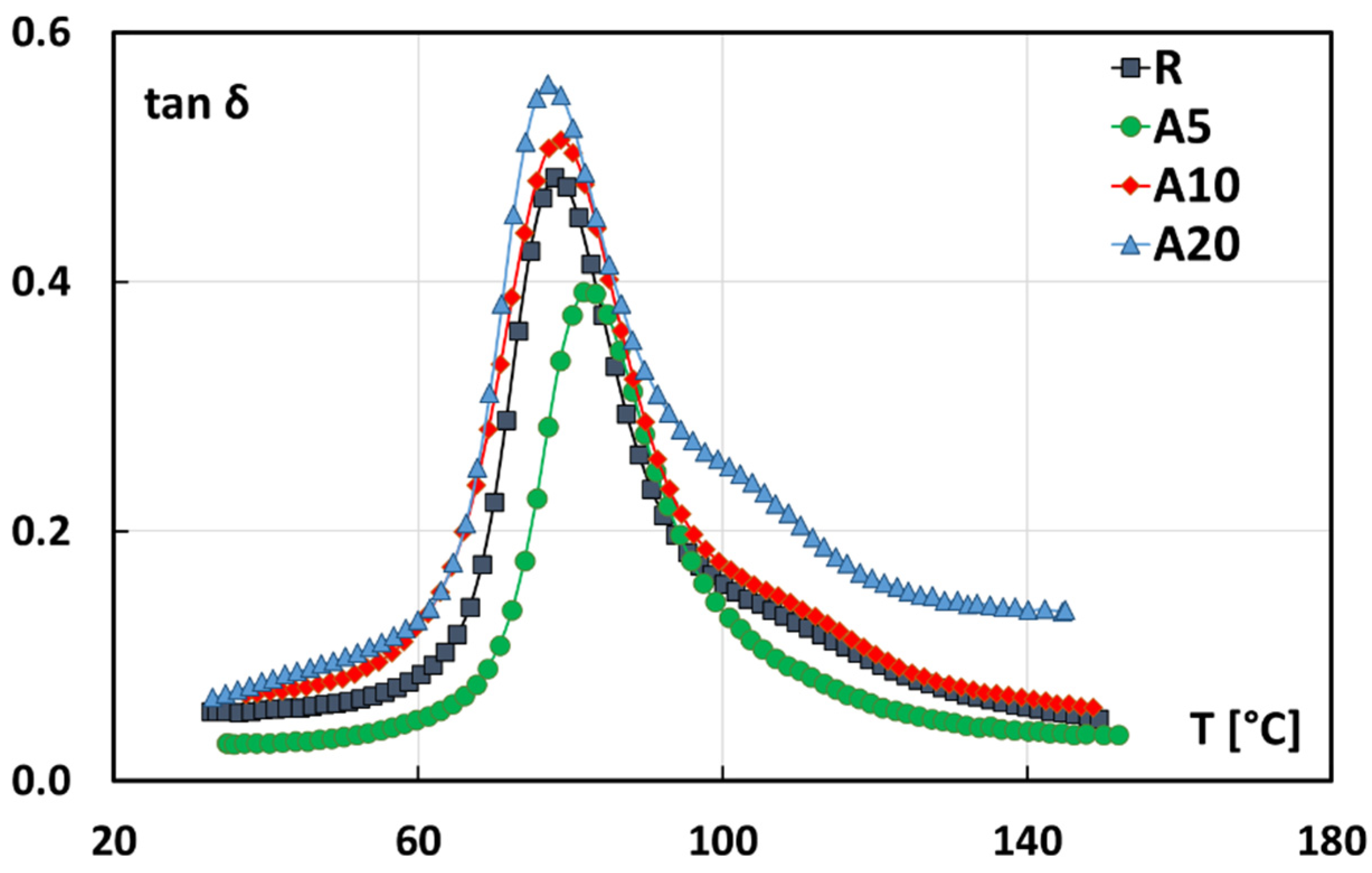
3.1. Mechanical Characterization
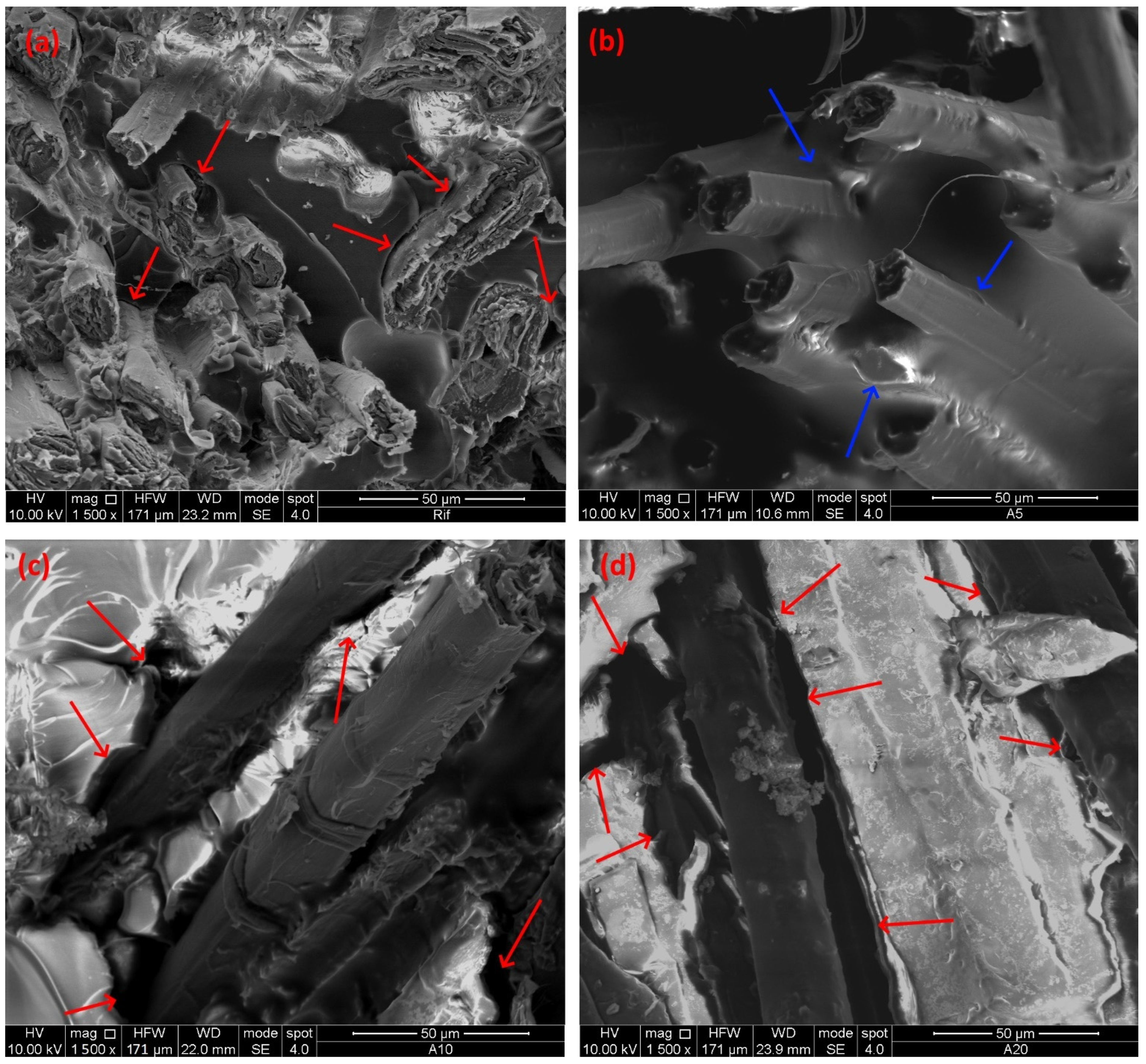
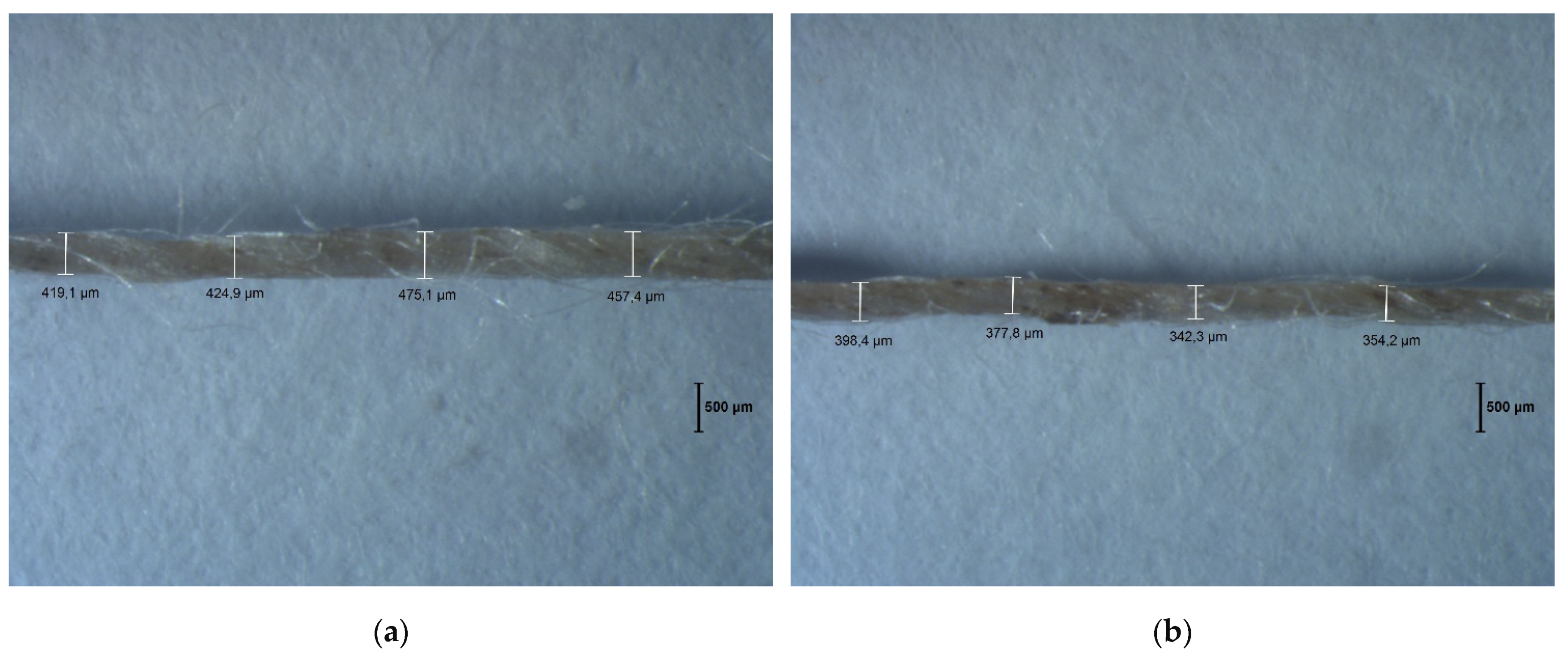
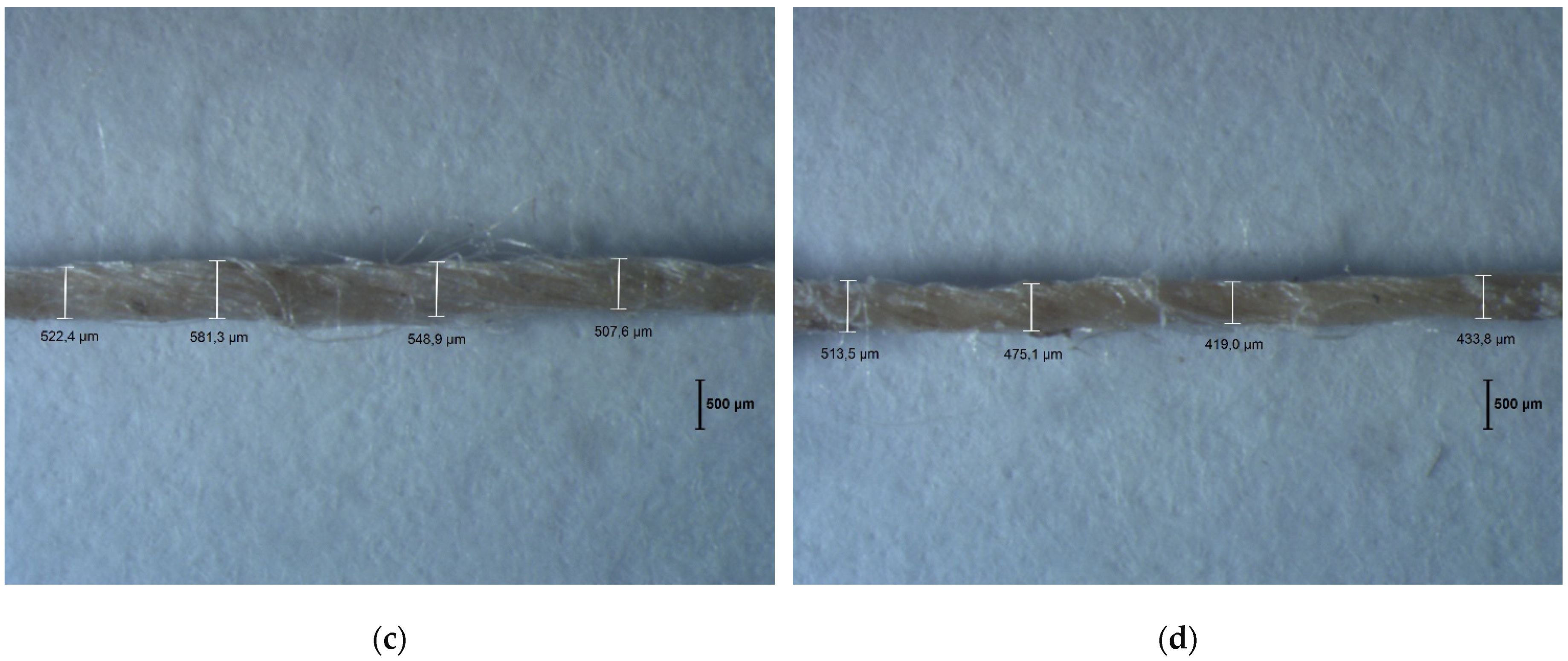
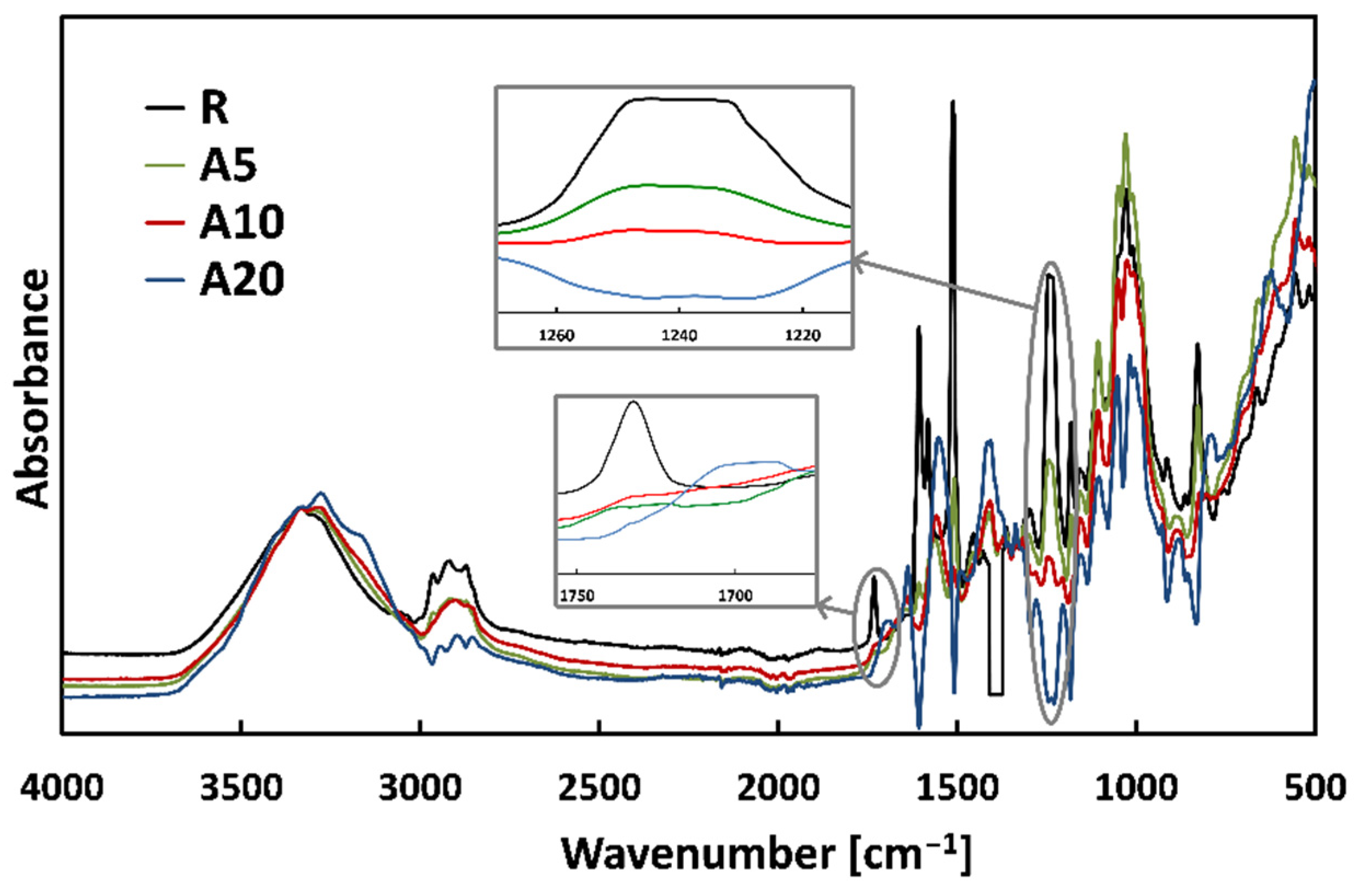
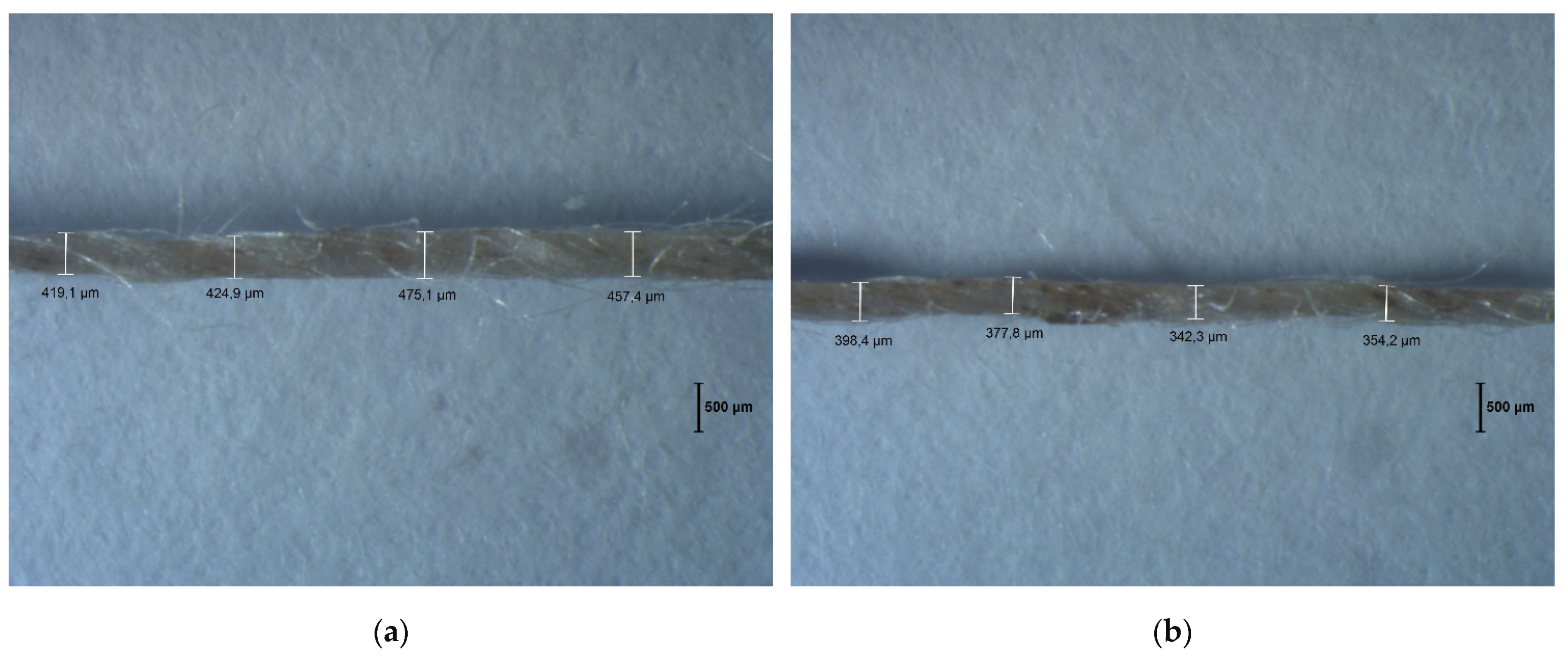
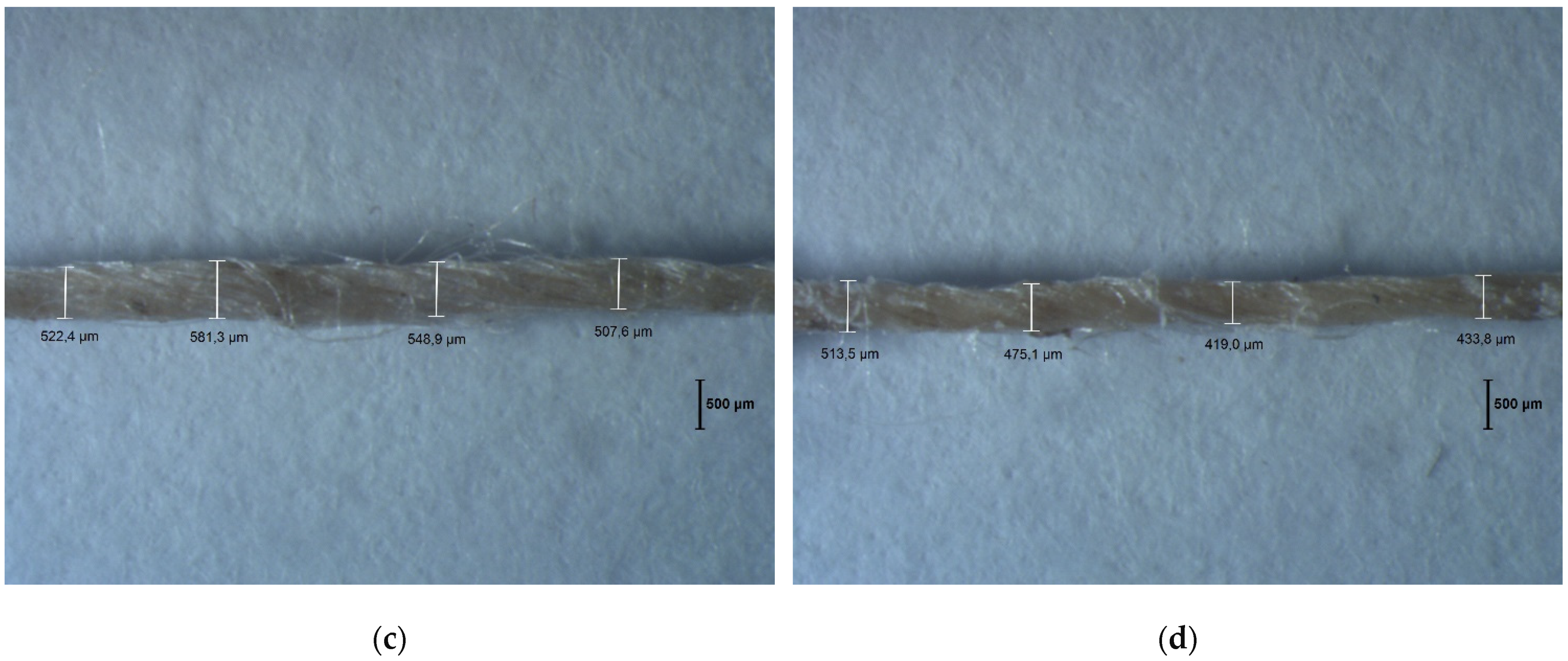
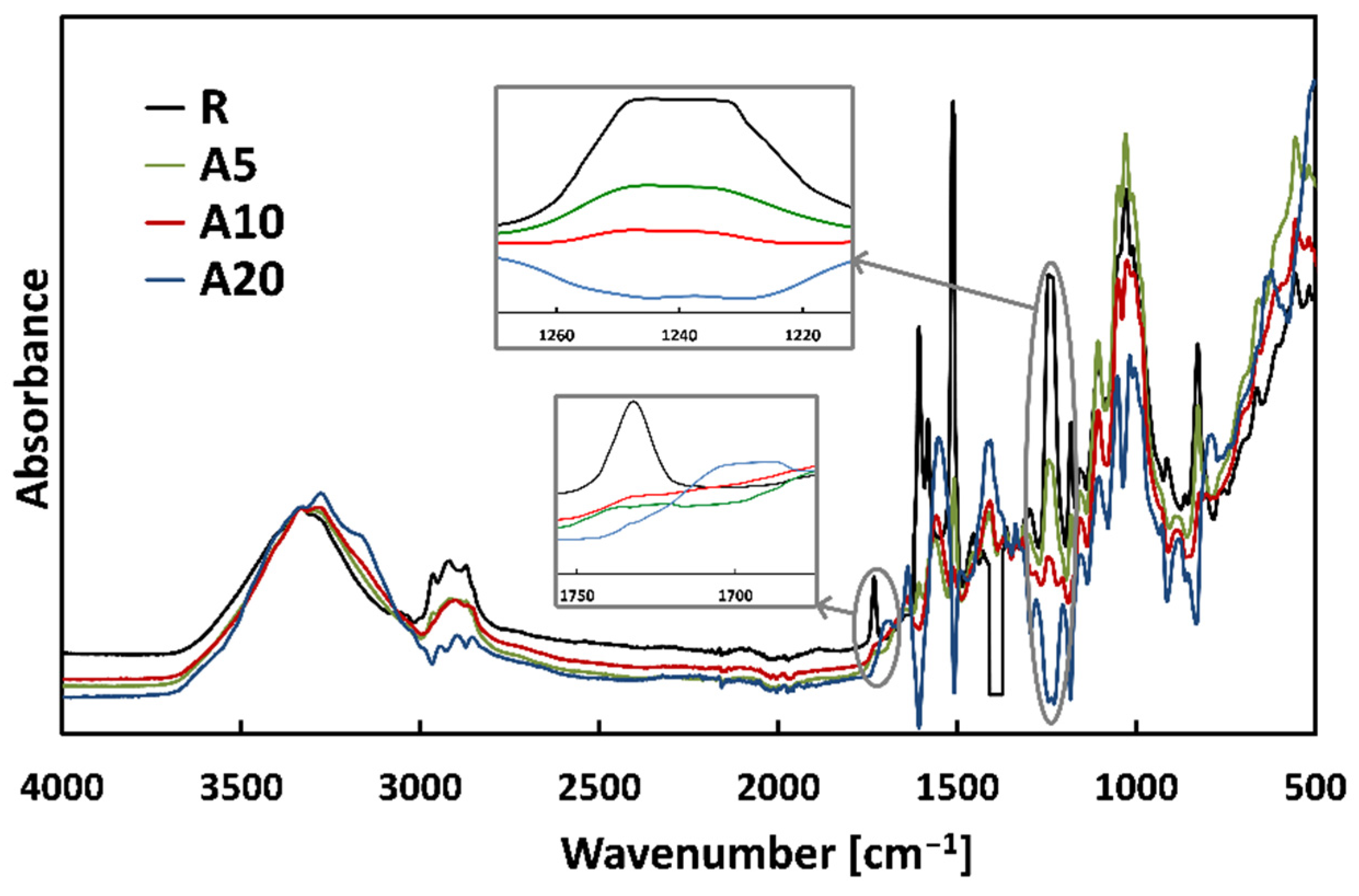
3.2. Morphological Characterization
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites—A review. Compos. Part B Eng. 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Jawaid, M.; Abdul Khalil, H.P.S. Cellulosic/synthetic fibre reinforced polymer hybrid composites: A review. Carbohydr. Polym. 2011, 86, 1–18. [Google Scholar] [CrossRef]
- Oushabi, A. The pull-out behavior of chemically treated lignocellulosic fibers/polymeric matrix interface (LF/PM): A review. Compos. Part B 2019, 174, 107059. [Google Scholar] [CrossRef]
- Scalici, T.; Fiore, V.; Valenza, A. Effect of plasma treatment on the properties of Arundo donax L. leaf fibres and its bio-based epoxy composites: A preliminary study. Compos. Part B Eng. 2016, 94, 167–175. [Google Scholar] [CrossRef]
- Pereira, P.H.F.; Rosa, M.F.; Cioffi, M.O.H.; Benini, K.C.C.C. Vegetal fibres in polymeric composites: A review. Polímeros 2015, 25, 9–25. [Google Scholar] [CrossRef] [Green Version]
- Le Duigou, A.; Bourmaud, A.; Balnois, E.; Davies, P.; Baley, C. Improving the interfacial properties between flax fibres and PLLA by a water fibre treatment and drying cycle. Ind. Crops Prod. 2012, 39, 31–39. [Google Scholar] [CrossRef]
- Fiore, V.; Di Bella, G.; Valenza, A. The effect of alkaline treatment on mechanical properties of kenaf fibers and their epoxy composites. Compos. Part B Eng. 2015, 68, 14–21. [Google Scholar] [CrossRef]
- Yan, L. Effect of alkali treatment on vibration characteristics and mechanical properties of natural fabric reinforced composites. J. Reinf. Plast. Compos. 2012, 31, 887–896. [Google Scholar] [CrossRef]
- Sliseris, J.; Yan, L.; Kasal, B. Numerical modelling of flax short fibre reinforced and flax fibre reinforced polymer composites. Compos. Part B 2016, 89, 143–154. [Google Scholar] [CrossRef]
- Paul, A.; Joseph, K.; Thomas, S. Effect of surface treatments on the electrical properties of low-density polyethylene composites reinforced with short sisal fibres. Compos. Sci. Technol. 1997, 57, 67–79. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Li, Y.; Waterhouse, G.I. Effect of alkali treatment on interfacial bonding in abaca fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 589–597. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N. Effect of water, seawater and alkaline solution ageing on mechanical properties of flax fabric/epoxy composites used for civil engineering application. Constr. Build. Mater. 2015, 99, 118–127. [Google Scholar] [CrossRef]
- Kalia, S.; Kaith, B.S.; Kaur, I. Pretreatments of natural fibers and their application as reinforcing material in polymer composites e a review. Polym. Eng. Sci. 2009, 49, 1253–1272. [Google Scholar] [CrossRef]
- Dos Santos, J.C.; Siqueira, R.L.; Vieira, L.M.G.; Freire, R.T.S.; Mano, V.; Panzera, T.H. Effects of sodium carbonate on the performance of epoxy and polyester coir-reinforced composites. Polym. Test. 2018, 67, 533–544. [Google Scholar] [CrossRef]
- Mylsamy, K.; Rajendran, I. Investigation on physio-chemical and mechanical properties of raw and alkali-treated Agave Americana fibre. J. Reinf. Plast. Compos. 2010, 29, 2925–2935. [Google Scholar] [CrossRef]
- Mahjoub, R.; Yatim, J.M.; Mohd Sam, A.R.; Hashemi, S.H. Tensile properties of kenaf fiber due to various conditions of chemical fiber surface modifications. Constr. Build. Mater. 2014, 55, 103–113. [Google Scholar] [CrossRef]
- Da Silva, L.V.; Junior, J.H.S.A.; Angrizani, C.C.; Amico, S.C. Short beam strength of curaua, sisal, glass and hybrid composites. J. Reinf. Plast. Compos. 2013, 32, 197–206. [Google Scholar] [CrossRef]
- Bartos, A.; Anggono, J.; Farkas, Á.E.; Kun, D.; Soetaredjo, F.E.; Móczó, J.; Antoni; Purwaningsih, H.; Pukánszky, B. Alkali treatment of lignocellulosic fibers extracted from sugarcane bagasse: Composition, structure, properties. Polym. Test. 2020, 88, 106549. [Google Scholar] [CrossRef]
- Mohd Edeerozey, A.M.; Akil, H.M.; Azhar, A.B.; Zainal Ariffin, M.I. Chemical modification of kenaf fibers. Mater. Lett. 2007, 61, 2023–2025. [Google Scholar] [CrossRef]
- Alawar, A.; Hamed, A.M.; Al-Kaabi, K. Characterization of treated date palm tree fiber as composite reinforcement. Compos. Part B 2009, 40, 601–606. [Google Scholar] [CrossRef]
- Chaitanya, S.; Singh, I. Sisal fiber-reinforced green composites: Effect of ecofriendly fiber treatment. Polym. Compos. 2018, 39, 4310–4321. [Google Scholar] [CrossRef]
- Fiore, V.; Scalici, T.; Nicoletti, F.; Vitale, G.; Prestipino, M.; Valenza, A. A new eco-friendly chemical treatment of natural fibres: Effect of sodium bicarbonate on properties of sisal fibre and its epoxy composites. Compos. Part B Eng. 2016, 85, 150–160. [Google Scholar] [CrossRef]
- Fiore, V.; Sanfilippo, C.; Calabrese, L. Influence of sodium bicarbonate treatment on the aging resistance of natural fiber reinforced polymer composites under marine environment. Polym. Test. 2019, 80, 106100. [Google Scholar] [CrossRef]
- Mukhtar, I.; Leman, Z.; Zainudin, E.S.; Ishak, M.R. Effectiveness of alkali and sodium bicarbonate treatments on sugar palm fiber: Mechanical, thermal, and chemical investigations. J. Nat. Fibers 2020, 17, 877–889. [Google Scholar] [CrossRef]
- Fiore, V.; Calabrese, L. Effect of stacking sequence and sodium bicarbonate treatment on quasi-static and dynamic mechanical properties of flax/jute epoxy-based composites. Materials 2019, 12, 1363. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Fiore, V.; Scalici, T.; Valenza, A. Effect of sodium bicarbonate treatment on mechanical properties of flax-reinforced epoxy composite materials. J. Compos. Mater. 2017, 52, 1061–1072. [Google Scholar] [CrossRef]
- Fiore, V.; Badagliacco, D.; Sanfilippo, C.; Miranda, R.; Valenza, A. An Innovative Treatment Based on Sodium Citrate for Improving the Mechanical Performances of Flax Fiber Reinforced Composites. Polymers 2021, 13, 559. [Google Scholar] [CrossRef] [PubMed]
- Ishak, M.R.; Leman, Z.; Sapuan, S.M.; Salleh, M.Y.; Misri, S. The effect of sea water treatment on the impact and flexural strength of sugar palm fibre reinforced epoxy composites. Int. J. Mech. Syst. Sci. Eng. 2009, 4, 316–320. [Google Scholar]
- Yamamoto, T.; Taylor, J.N.; Koseki, S.; Koyama, K. Classification of food spoilage bacterial species and their sodium chloride, sodium acetate and glycine tolerance using chemometrics analysis and Raman spectroscopy. J. Microbiol. Methods 2021, 190, 106326. [Google Scholar] [CrossRef] [PubMed]
- Ulfa, G.M.; Putri, W.D.R.; Widjanarko, S.B. The influence of sodium acetate anhydrous in swelling power, solubility, and water binding capacity of acetylated sweet potato starch. Int. Conf. Biol. Appl. Sci. (ICOBAS) 2019, 2120, 050021. [Google Scholar]
- Saeid Asr, E.; Naghibi, S.; Mojaddar Langroodi, A.; Moghaddas Kia, E.; Meshkini, S.; Ehsani, A. Impact of Carboxymethyl Cellulose Coating Incorporated with Rosemary Essential Oil and sodium Acetate on the Quality and Shelf Life of Rainbow Trout Fillet. J. Aquat. Food Prod. Technol. 2021, 30, 16–30. [Google Scholar] [CrossRef]
- Chilek, T.Z.T.; Amin, A.M.; Jusoh, N.; Hanidun, S.M.; Suhaimin, N.; Shariff, Z.M.; Ibrahim, S. Effect of sodium acetate, chilli and turmeric on the shelf life of refrigerated tilapia fillet. Malays. Appl. Biol. 2017, 46, 51–58. [Google Scholar]
- Ehsani, A.; Jasour, M.S.; Hashemi, M.; Mehryar, L.; Khodayari, M. Zataria multiflora Boiss essential oil and sodium acetate: How they affect shelf life of vacuum-packaged trout burgers. Int. J. Food Sci. Technol. 2014, 49, 1055–1062. [Google Scholar] [CrossRef]
- Yu, H.; Huang, G.H. Effects of sodium acetate as a pH control amendment on the composting of food waste. Bioresour. Technol. 2009, 100, 2005–2011. [Google Scholar] [CrossRef]
- Mohammadzadeh-Aghdash, H.; Sohrabi, Y.; Mohammadi, A.; Shanehbandi, D.; Dehghan, P.; Ezzati Nazhad Dolatabadi, J. Safety assessment of sodium acetate, sodium diacetate and potassium sorbate food additives. Food Chem. 2018, 257, 211–215. [Google Scholar] [CrossRef]
- Al-Kheetan, M.J.; Ghaffar, S.H.; Awad, S.; Chougan, M.; Byzyka, J.; Rahman, M.M. Microstructural, mechanical and physical assessment of portland cement concrete pavement modified by sodium acetate under various curing conditions. Infrastructures 2021, 6, 113. [Google Scholar] [CrossRef]
- Al-Kheetan, M.J.; Rahman, M.M.; Ghaffar, S.H.; Al-Tarawneh, M.; Jweihan, Y.S. Comprehensive investigation of the long-term performance of internally integrated concrete pavement with sodium acetate. Results Eng. 2020, 6, 100110. [Google Scholar] [CrossRef]
- Chandrasekar, M.; Ishak, M.R.; Sapuan, S.M.; Leman, Z.; Jawaid, M. A review on the characterisation of natural fibres and their composites after alkali treatment and water absorption. Plast. Rubber Compos. 2017, 46, 119–136. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Yuan, X. Improving the mechanical properties of natural fibre fabric reinforced epoxy composites by alkali treatment. J. Reinf. Plast. Compos. 2012, 31, 425–437. [Google Scholar] [CrossRef]
- Sahu, P.; Gupta, M. A review on the properties of natural fibres and its bio-composites: Effect of alkali treatment. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2019, 234, 198–217. [Google Scholar] [CrossRef]
- Ridzuan, M.J.M.; Majid, M.S.A.; Hafis, S.M.; Azduwin, K. The effects of alkali treatment on the mechanical and morphological properties of Pennisetum purpureum/glass-reinforced epoxy hybrid composites. Plast. Rubber Compos. 2017, 46, 421–430. [Google Scholar] [CrossRef]
- Wang, H.; Memon, H.; Hassan, E.A.M.; Miah, S.; Ali, A. Effect of jute fiber modification on mechanical properties of jute fiber composite. Materials 2019, 12, 1226. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Li, Z.J.; Wang, L.J.; Wang, X.G. Cement composites reinforced with surface modified coir fibres. J. Compos. Mater. 2007, 41, 1445–1457. [Google Scholar] [CrossRef] [Green Version]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fibre for use in natural fibre-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Reddy, K.O.; Maheswari, C.U.; Shukla, M.; Song, J.I.; Rajulu, A.V. Tensile and structural characterization of alkali treated Borassus fruit fine fibers. Compos. Part B Eng. 2013, 44, 433–438. [Google Scholar] [CrossRef]
- Charlet, K.; Baley, C.; Morvan, C.; Jernot, J.P.; Gomina, M.; Breard, J. Characteristics of Herm_es flax fibres as a function of their location in the stem and properties of the derived unidirectional composites. Compos. Part A 2007, 38, 1912–1921. [Google Scholar] [CrossRef]
- Mohanty, A.K.; Khan, M.A.; Hinrichsen, G. Surface modification of jute and its influence on performance of biodegradable jute-fabric/biopol composites. Compos. Sci. Technol. 2000, 60, 1115–1124. [Google Scholar] [CrossRef]
- Achukwu, E.O.; Dauda, B.M.; Ishiaku, U.S. Mechanical properties of plied cotton fabric-coated polyester composites: Effects of alkali treatment. Inter. J. Compos. Mater. 2015, 5, 71–78. [Google Scholar]
- Wu, C.; Yang, K.; Gu, Y.; Xu, J.; Ritchie, R.O.; Guan, J. Mechanical properties and impact performance of silk-epoxy resin composites modulated by flax fibres. Compos. Part A Appl. Sci. Manuf. 2019, 117, 357–368. [Google Scholar] [CrossRef]
- Fiore, V.; Sanfilippo, C.; Calabrese, L. Dynamic mechanical behavior analysis of flax/jute fiber-reinforced composites under salt-fog spray environment. Polymers 2020, 12, 716. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Deeraj, B.D.S.; Joseph, K.; Jayan, J.S.; Saritha, A. Dynamic mechanical performance of natural fiber reinforced composites: A brief review. Appl. Sci. Eng. Prog. 2021, 14, 614–623. [Google Scholar]
- Saba, N.; Jawaid, M.; Alothman, O.Y.; Paridah, M.T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Chen, C.Z.; Li, Y.; Xu, J. Creep and dynamic mechanical behavior of natural fiber/functionalized carbon nanotubes modified epoxy composites. In Proceedings of the ICCM International Conferences on Composite Materials, Jeju Island, Korea, 21–26 August 2011. [Google Scholar]
- Tajvidi, M.; Falk, R.H.; Hermanson, J.C. Effect of natural fibers on thermal and mechanical properties of natural fiber polypropylene composites studied by dynamic mechanical analysis. J. Appl. Polym. Sci. 2006, 101, 4341–4349. [Google Scholar] [CrossRef] [Green Version]
- Almeida Junior, J.H.S.; Ornaghi Junior, H.L.; Amico, S.C.; Amado, F.D.R. Study of hybrid intralaminate curaua/glass composites. Mater. Des. 2012, 42, 111–117. [Google Scholar] [CrossRef]
- Shanmugam, D.; Thiruchitrambalam, M. Static and dynamic mechanical properties of alkali treated unidirectional continuous Palmyra Palm Leaf Stalk Fiber/jute fiber reinforced hybrid polyester composites. Mater. Des. 2013, 50, 533–542. [Google Scholar] [CrossRef]
- Huber, T.; Mussig, J. Fibre matrix adhesion of natural fibres cotton, flax and hemp in polymeric matrices analyzed with the single fibre fragmentation test. Compos. Interfaces 2008, 15, 335–349. [Google Scholar] [CrossRef]
- Simonassi, N.T.; Pereira, A.C.; Monteiro, S.N.; Margem, F.M.; Rodríguez, R.J.S.; De Deus, J.F.; Vieira, C.M.F.; Drelich, J. Reinforcement of polyester with renewable ramie fibers. Mater. Res. 2017, 20, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Mehdikhani, M.; Gorbatikh, L.; Verpoest, I.; Lomov, S.V. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mater. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Agarwal, B.D.; Broutman, L.J.; Bert, C.W. Analysis and performance of fiber composites. J. Appl. Mech. 1981, 48, 213. [Google Scholar] [CrossRef]
- Seki, Y.; Sarikanat, M.; Sever, K.; Durmuşkahya, C. Extraction and properties of Ferula communis (chakshir) fibers as novel reinforcement for composites materials. Compos. Part B Eng. 2013, 44, 517–523. [Google Scholar] [CrossRef]
- Jayamani, E.; Loong, T.G.; Bakri, M.K.B. Comparative study of Fourier transform infrared spectroscopy (FTIR) analysis of natural fibres treated with chemical, physical and biological methods. Polym. Bull. 2020, 77, 1605–1629. [Google Scholar] [CrossRef]
- He, J.; Tang, Y.; Wang, S.Y. Differences in morphological characteristics of bamboo fibres and other natural cellulose fibres: Studies on X-ray diffraction, solid state 13C-CP/MAS NMR, and second derivative FTIR spectroscopy data. Iran. Polym. J. 2007, 16, 807–818. [Google Scholar]
- Dos Santos, J.C.; de Oliveira, L.Á.; Vieira, L.M.G.; Mano, V.; Freire, R.T.; Panzera, T.H. Eco-friendly sodium bicarbonate treatment and its effect on epoxy and polyester coir fibre composites. Constr. Build. Mater. 2019, 211, 427–436. [Google Scholar] [CrossRef]
- Sgriccia, N.; Hawley, M.; Misra, M. Characterization of natural fiber surfaces and natural fiber composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 1632–1637. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, J.M.; Olayo, R.; Herrera-Franco, P.J. Effect of fibre surface treatment on the fibre-matrix bond strength of natural fibre reinforced composites. Compos. Part B 1999, 30, 309–320. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | R | A5 | A10 | A20 |
|---|---|---|---|---|
| Thickness [mm] | 4.07 ± 0.02 | 4.45 ± 0.05 | 4.64 ± 0.03 | 5.21 ± 0.07 |
| Theoretical density [g/cm3] | 1.318 ± 0.001 | 1.297 ± 0.002 | 1.314 ± 0.002 | 1.336 ± 0.002 |
| Experimental density [g/cm3] | 1.229 ± 0.001 | 1.281 ± 0.004 | 1.268 ± 0.003 | 1.261 ± 0.003 |
| Fiber volume content [%] | 36.8 ± 0.2 | 34.3 ± 0.4 | 36.8 ± 0.2 | 38.0 ± 0.5 |
| Void content [%] | 6.8 ± 0.1 | 1.2 ± 0.2 | 3.5 ± 0.1 | 5.7 ± 0.1 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Badagliacco, D.; Fiore, V.; Sanfilippo, C.; Valenza, A. Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites. J. Compos. Sci. 2022, 6, 5. https://doi.org/10.3390/jcs6010005
Badagliacco D, Fiore V, Sanfilippo C, Valenza A. Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites. Journal of Composites Science. 2022; 6(1):5. https://doi.org/10.3390/jcs6010005
Chicago/Turabian StyleBadagliacco, Dionisio, Vincenzo Fiore, Carmelo Sanfilippo, and Antonino Valenza. 2022. "Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites" Journal of Composites Science 6, no. 1: 5. https://doi.org/10.3390/jcs6010005
APA StyleBadagliacco, D., Fiore, V., Sanfilippo, C., & Valenza, A. (2022). Effectiveness of Sodium Acetate Treatment on the Mechanical Properties and Morphology of Natural Fiber-Reinforced Composites. Journal of Composites Science, 6(1), 5. https://doi.org/10.3390/jcs6010005