
Aerosol Jet Printing and Interconnection Technologies on Additive Manufactured Substrates

 , and
, and
Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
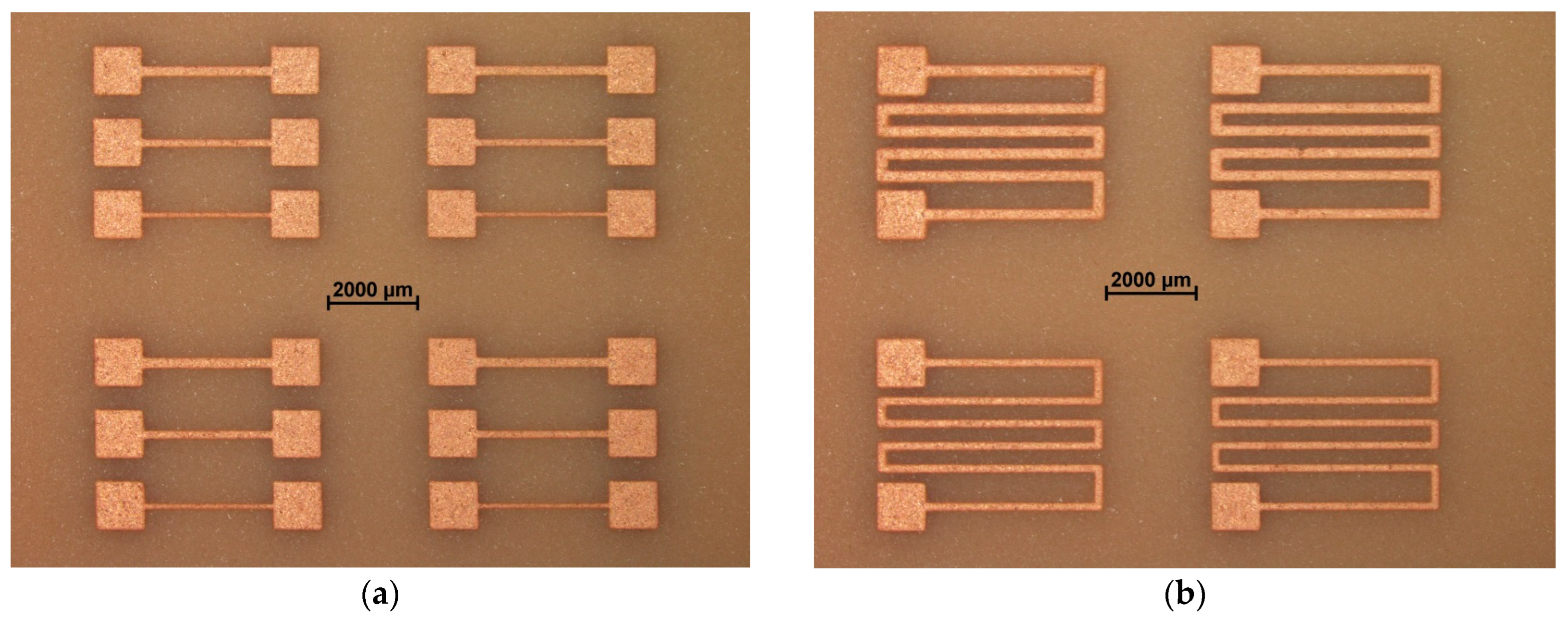
3.1. Printing on 2D Test Substrates
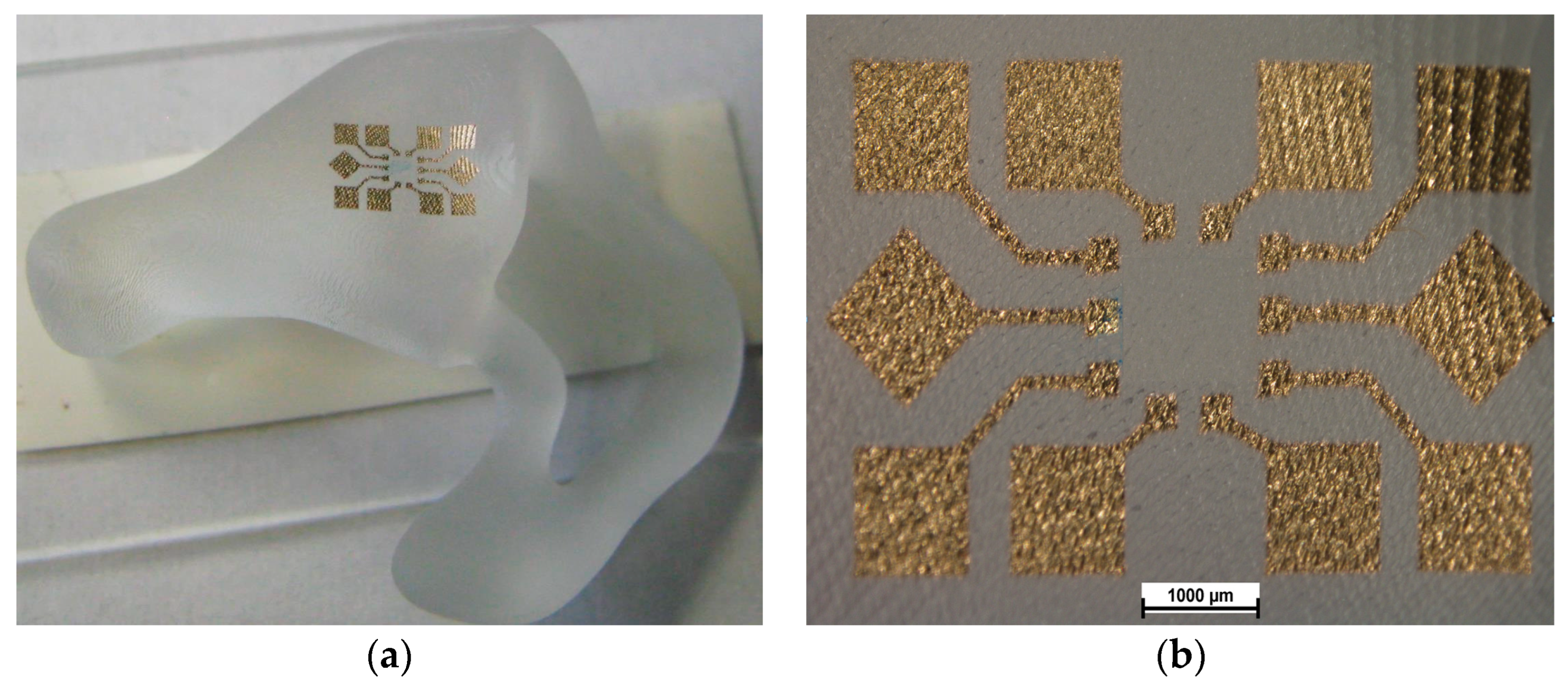
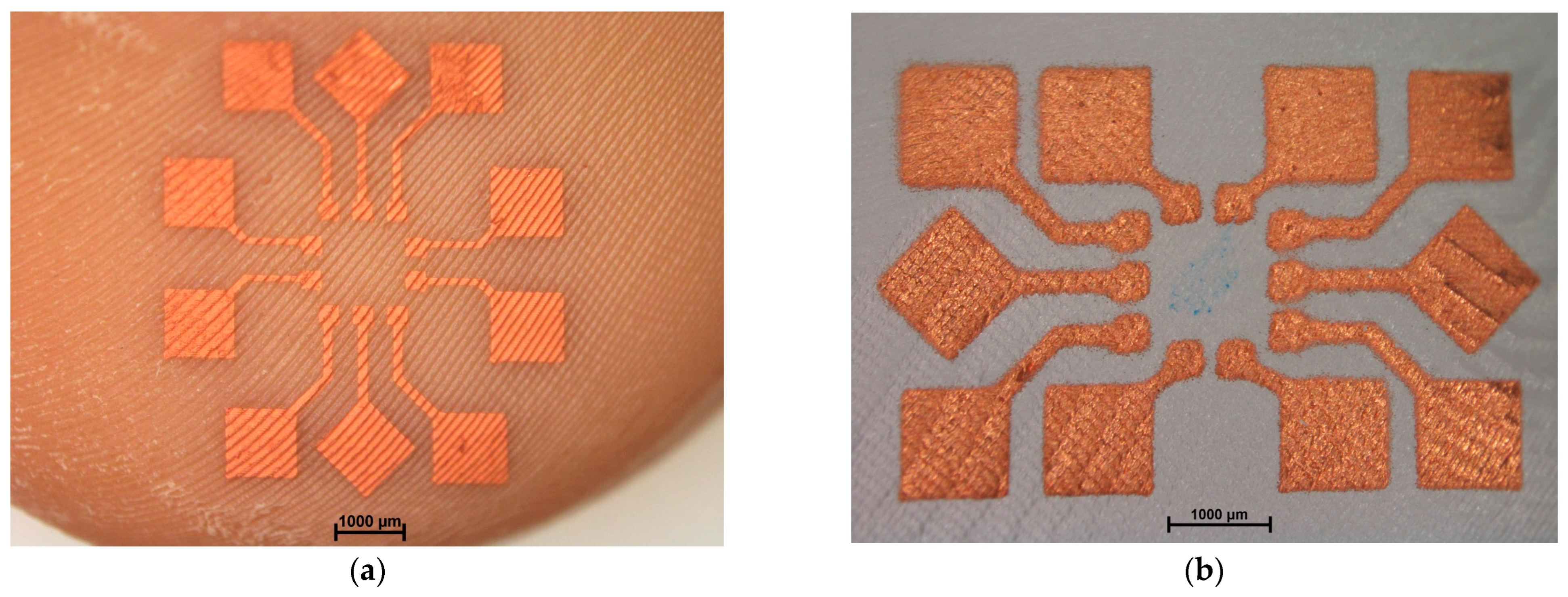
3.2. Printing on 3D Ear Mold Substrates
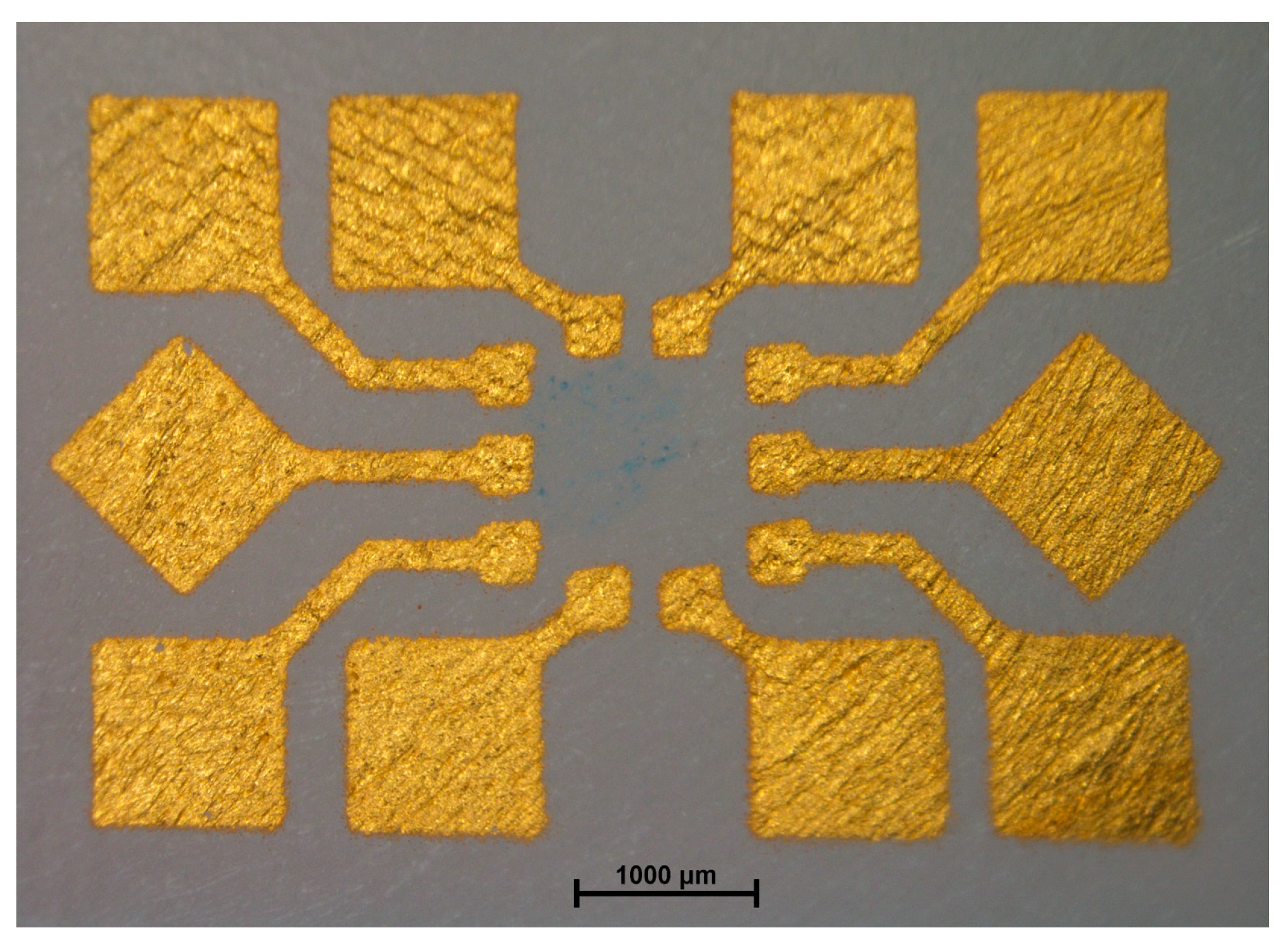
3.3. Electroless Plating on Printed Silver Structures
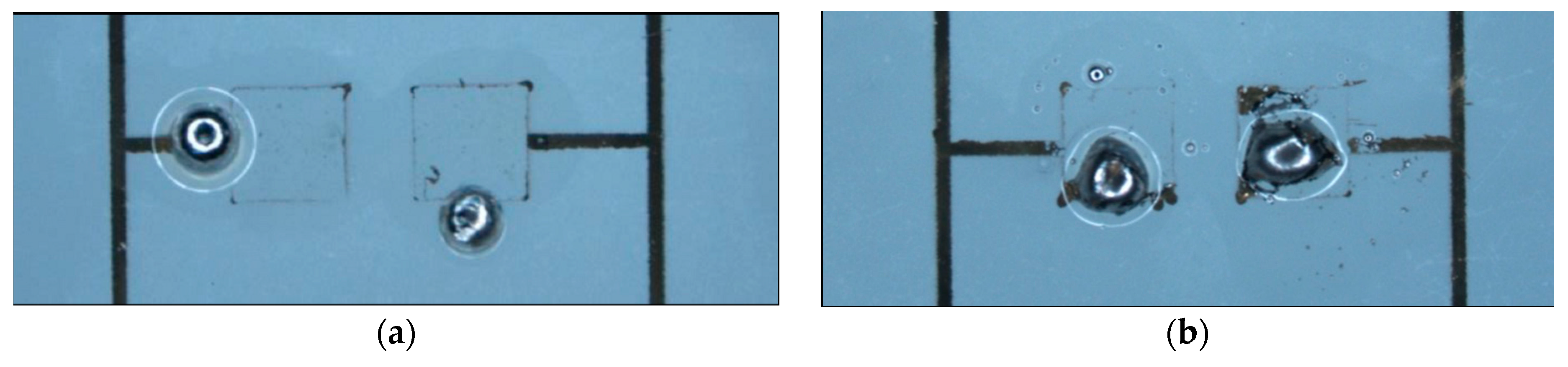
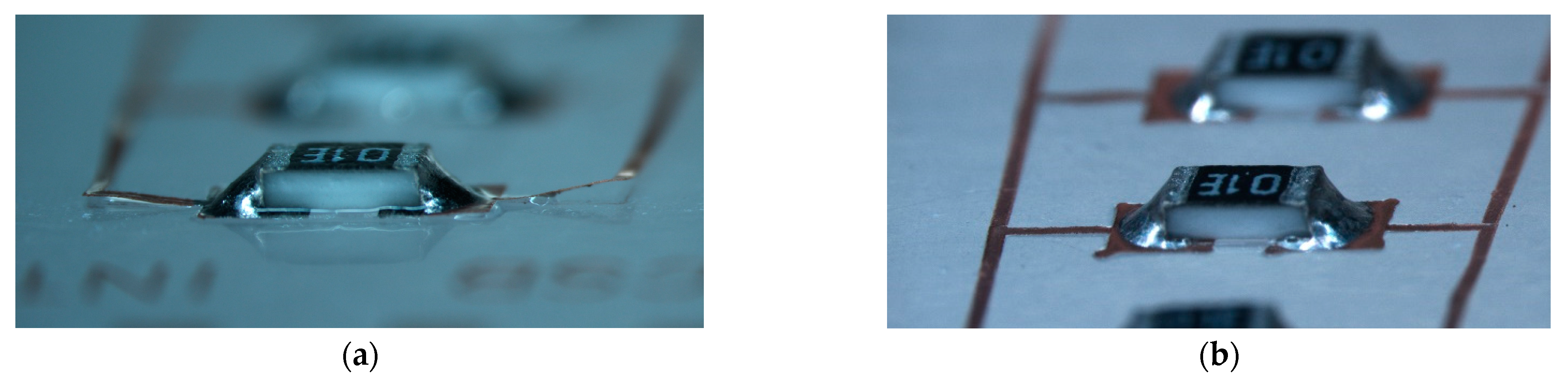
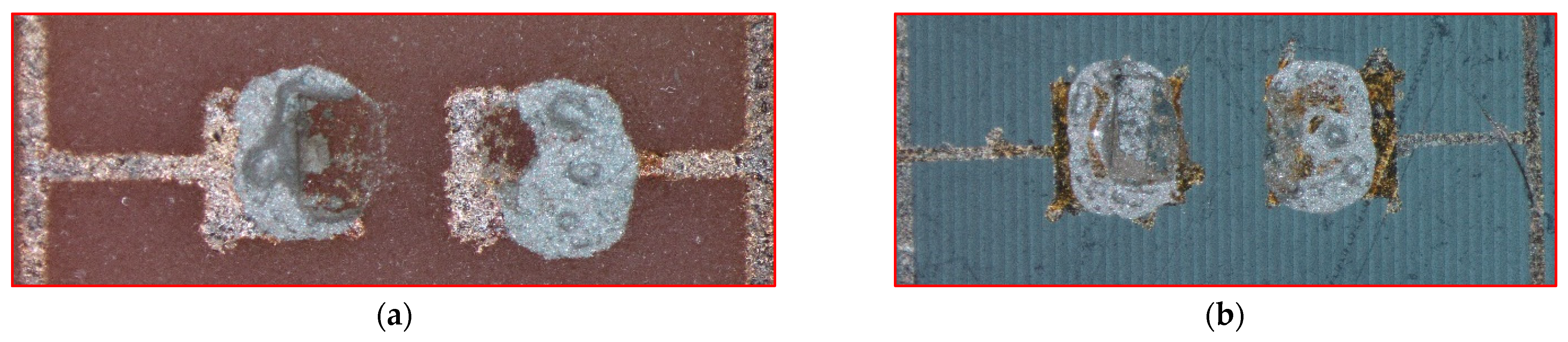
3.4. SMD Assembly on Printed Silver Structures by Soldering
- Reduction of the peak temperature during soldering. A lower temperature leads to a slower diffusion rate. This is also the reason why low melting solders are promising.
- Increased heating speed and faster cooling for a shorter solder profile and shorter time over liquidus temperature.
- Using solder with silver content using saturation effects.
- Electroless copper plating of printed silver layers.
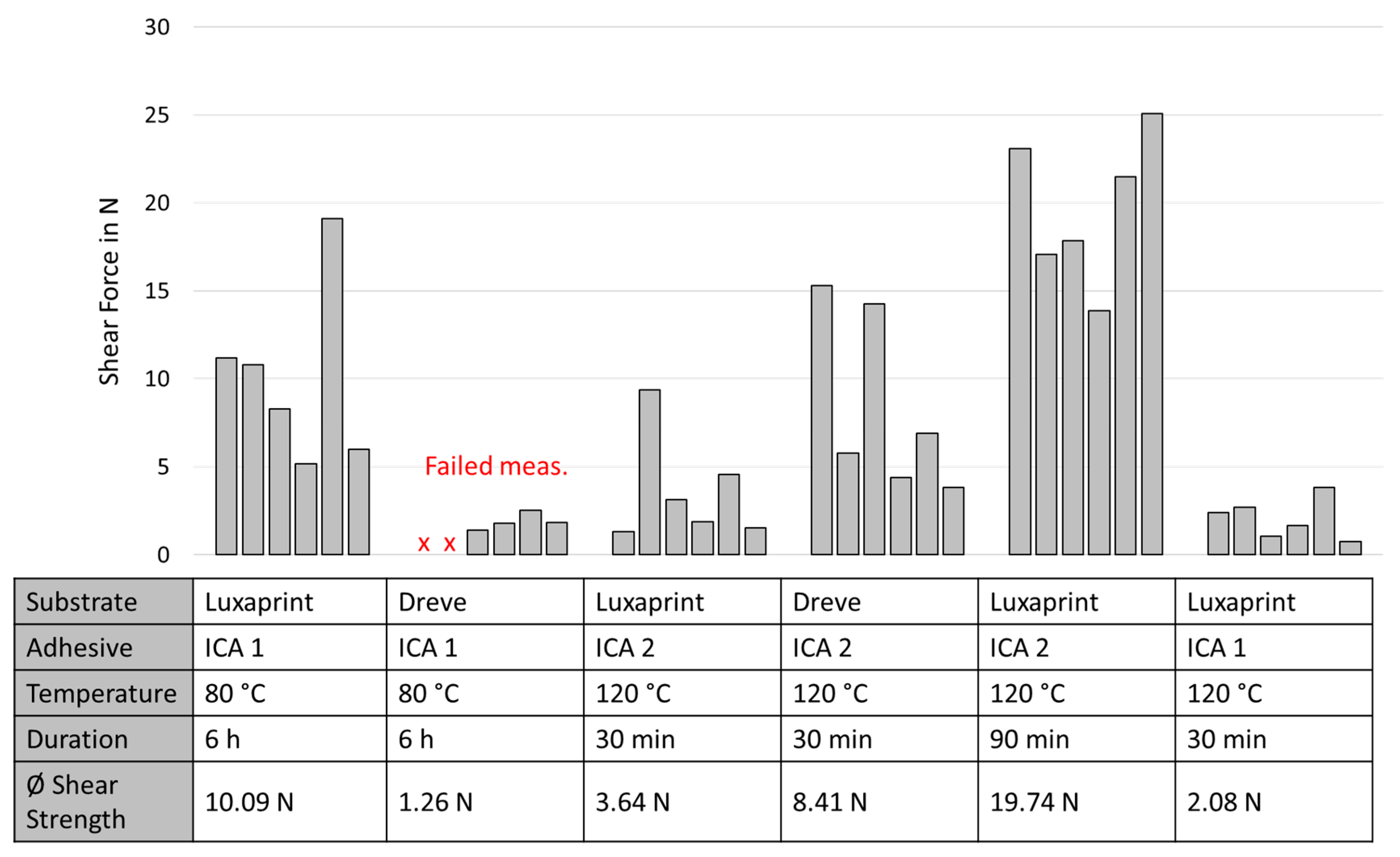
3.5. SMD Assembly on Printed Silver Structures by Means of ICA
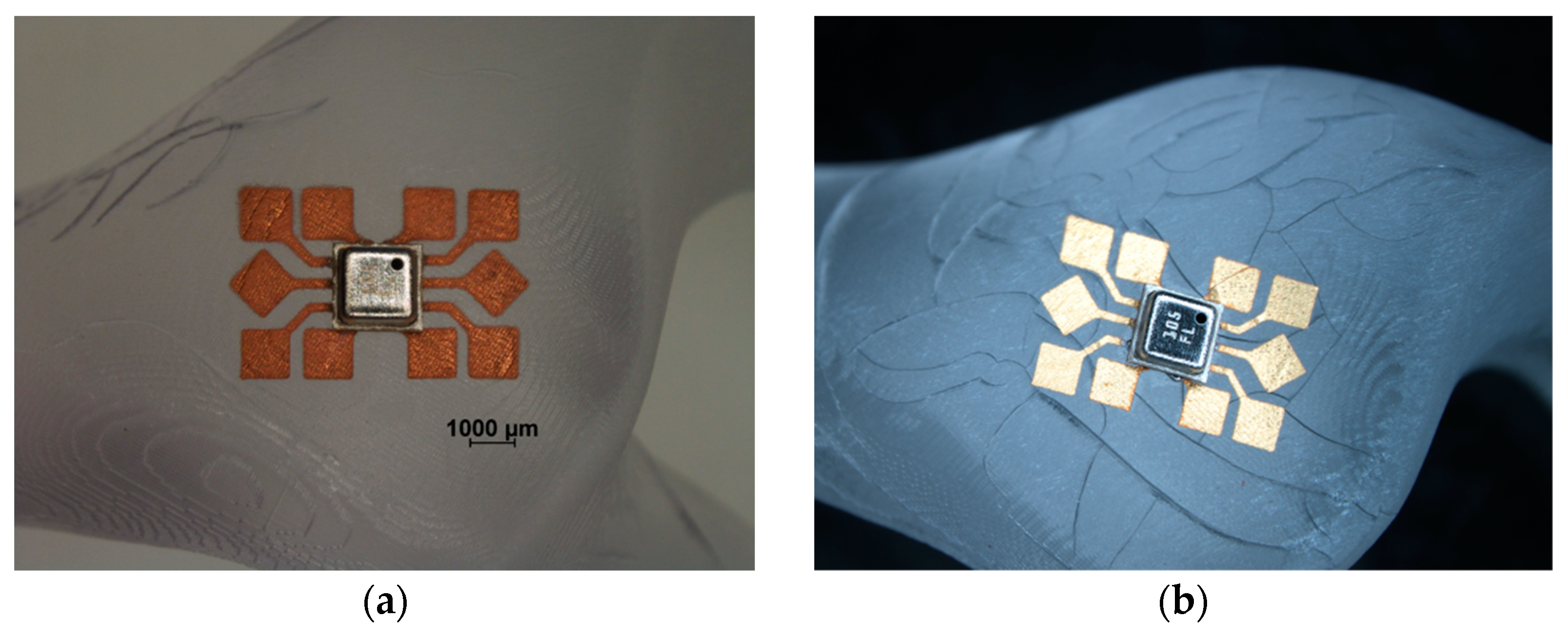
3.6. Functionalized Ear Mold as Technology Demonstrator
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Polzinger, B.; Matic, V.; Liedtke, L.; Keck, J.; Hera, D.; Günther, T.; Eberhardt, W.; Kück, H. Printing of Functional Structures on Molded 3D Devices. Adv. Mater. Res. 2014, 1038, 37–42. [Google Scholar] [CrossRef]
- Polzinger, B.; Eberhardt, W.; Ilchmann, A.; Keck, J.; Matic, V.; Kück, H. Drucken von leitfähigen Strukturen Auf spritzgegossenen Thermoplastischen Bauteilen. Prod. Von Leit. Syst. 2012, 14, 1401. [Google Scholar]
- Trotter, M.; Juric, D.; Bagherian, Z.; Borst, N.; Gläser, K.; Meissner, T.; von Stetten, F.; Zimmermann, A. Inkjet-Printing of Nanoparticle Gold and Silver Ink on Cyclic Olefin Copolymer for DNA-Sensing Applications. Sensors 2020, 20, 1333. [Google Scholar] [CrossRef] [PubMed]
- Matic, V.; Keck, J.; Ilchmann, A.; Polzinger, B.; Eberhardt, W.; Kück, H. Printing of Functional Silver Structures on Polymer Based 3D-Packages. In Proceedings of the 10th International Conference on Multi-Material Micro Manufacture, Vienna, Austria, 9–11 October 2012. [Google Scholar]
- Polzinger, B.; Jürgen, K.; Eberhardt, W.; Gläser, K. Inkjet-Printed Metal Lines and Sensors on 2D and 3D Plastic Substrates. In Handbook of Industrial Inkjet Printing: A Full System Approachinkjet-Printed Metal Lines and Sensors on 2D and 3D Plastic Substrates; Vol. Handbook of industrial inkjet printing: A full system approach; Wiley-VCH: Weinheim, Germany, 2018; pp. 617–632. [Google Scholar]
- Amend, P.; Goth, C.; Franke, J.; Frick, T.; Schmidt, M. ADDIMID Technology and Aerosol Jet Printing for Functional MID Prototypes by the Use of Stereolithography. In Proceedings of the 10th International Congress Molded Interconnect Devices (MID), Fuerth, Germany, 19–20 September 2012. [Google Scholar]
- Hedges, M. 3D Aerosol Jet® Printing-Adding Electronics Functionality to RP/RM. In Proceedings of the DDMC 2012 Conference, Berlin, Germany, 14–15 March 2012; pp. 1–5. [Google Scholar]
- Hedges, M. 3D Printed Electronics via Aerosol Jet®-Applications & Manufacturing Technology. In Proceedings of the Presented at the 3D Printing Electronics Conference, Eindhoven, The Netherlands, 26 March 2014. [Google Scholar]
- Cummins, G.; Desmulliez, M.P.Y. Inkjet Printing of Conductive Materials: A Review. Circuit World 2012, 38, 193–213. [Google Scholar] [CrossRef]
- Yan, K.; Li, J.; Pan, L.; Shi, Y. Inkjet Printing for Flexible and Wearable Electronics. APL Mater. 2020, 8, 120705. [Google Scholar] [CrossRef]
- Keck, J. Benefits and Challenges of Digital Printing for Printed Electronics. In Proceedings of the Inkjet Conference 2019, Neuss, Germany, 29–30 October 2019. [Google Scholar]
- Nayak, L.; Mohanty, S.; Nayak, S.K.; Ramadoss, A. A Review on Inkjet Printing of Nanoparticle Inks for Flexible Electronics. J. Mater. Chem. C 2019, 7, 8771–8795. [Google Scholar] [CrossRef]
- Niittynen, J.; Kiilunen, J.; Putaala, J.; Pekkanen, V.; Mäntysalo, M.; Jantunen, H.; Lupo, D. Reliability of ICA Attachment of SMDs on Inkjet-Printed Substrates. Microelectron. Reliab. 2012, 52, 2709–2715. [Google Scholar] [CrossRef]
- Miettinen, J.; Pekkanen, V.; Kaija, K.; Mansikkamäki, P.; Mäntysalo, J.; Mäntysalo, M.; Niittynen, J.; Pekkanen, J.; Saviauk, T.; Rönkkä, R. Inkjet Printed System-in-Package Design and Manufacturing. Microelectron. J. 2008, 39, 1740–1750. [Google Scholar] [CrossRef]
- Pekkanen, V.; Mäntysalo, M.; Kaija, K.; Mansikkamäki, P.; Kunnari, E.; Laine, K.; Niittynen, J.; Koskinen, S.; Halonen, E.; Caglar, U. Utilizing Inkjet Printing to Fabricate Electrical Interconnections in a System-in-Package. Microelectron. Eng. 2010, 87, 2382–2390. [Google Scholar] [CrossRef]
- Lupo, D.; Kirchmeyer, S.; Hecker, K.; Krausmann, J. OE-A Roadmap for Organic and Printed Electronics, 8th ed.; OE-A (Organic and Printed Electronics Association): Frankfurt, Germany, 2020; ISBN 978-3-8163-0736-5. [Google Scholar]
- Jäger, J.; Buschkamp, S.; Werum, K.; Gläser, K.; Grözinger, T.; Eberhardt, W.; Zimmermann, A. Contacting Inkjet-Printed Silver Structures and SMD by ICA and Solder. IEEE Trans. Compon. Packag. Manuf. Technol. 2022, 12, 1232–1240. [Google Scholar] [CrossRef]
- Andersson, H.A.; Manuilskiy, A.; Haller, S.; Hummelgård, M.; Sidén, J.; Hummelgård, C.; Olin, H.; Nilsson, H.-E. Assembling Surface Mounted Components on Ink-Jet Printed Double Sided Paper Circuit Board. Nanotechnology 2014, 25, 94002. [Google Scholar] [CrossRef]
- Andersson, H.; Siden, J.; Skerved, V.; Li, X.; Gyllner, L. Soldering Surface Mount Components Onto Inkjet Printed Conductors on Paper Substrate Using Industrial Processes. IEEE Trans. Compon. Packag. Manuf. Technol. 2016, 6, 478–485. [Google Scholar] [CrossRef]
- Krzeminski, J.; Kanthamneni, A.; Wagner, D.; Detert, M.; Schmidt, B.; Jakubowska, M. Microscale Hybrid Flexible Circuit Printed with Aerosol Jet Technique. IEEE Trans. Nanotechnol. 2018, 17, 979–984. [Google Scholar] [CrossRef]
- Espalin, D.; Muse, D.W.; MacDonald, E.; Wicker, R.B. 3D Printing Multifunctionality: Structures with Electronics. Int. J. Adv. Manuf. Technol. 2014, 72, 963–978. [Google Scholar] [CrossRef]
- Gausemeier, J.; Echterhoff, N.; Kokoschka, M.; Wall, M. Thinking Ahead the Future of Additive Manufacturing-Innovation Roadmapping of Required Advancements; Heinz Nixdorf Institute, University of Paderborn: Paderborn, Germany, 2011; p. 103. [Google Scholar]
- Goth, C.; Putzo, S.; Franke, J. Aerosol Jet Printing on Rapid Prototyping Materials for Fine Pitch Electronic Applications. In Proceedings of the 2011 IEEE 61st Electronic Components and Technology Conference (ECTC), Lake Buena Vista, FL, USA, 31 May 2011–3 June 2011; pp. 1211–1216. [Google Scholar]
- Macdonald, E.; Salas, R.; Espalin, D.; Perez, M.; Aguilera, E.; Muse, D.; Wicker, R.B. 3D Printing for the Rapid Prototyping of Structural Electronics. IEEE Access 2014, 2, 234–242. [Google Scholar] [CrossRef]
- Werum, K.; Keck, J. Permanent Non-Invasive in-Ear Blood Pressure Measurement. Magazin Inno 2020, 25, 16. [Google Scholar]
- Werum, K. Funktionalisierte Otoplastiken Volladditiv Herstellen; Mikroproduktion: Mainburg, Germany, 2021; ISSN 1614-4538. [Google Scholar]
- Jiang, Q.; Tu, N.; Lo, J.C.C.; Ricky Lee, S.W. Solderability Analysis of Inkjet-Printed Silver Pads with SAC Solder Joints. In Proceedings of the 2022 International Conference on Electronics Packaging (ICEP), Sapporo, Japan, 11–14 May 2022; pp. 65–66. [Google Scholar]
- Juric, D.; Hämmerle, S.; Gläser, K.; Eberhardt, W.; Zimmermann, A. Assembly of Components on Inkjet-Printed Silver Structures by Soldering. IEEE Trans. Compon. Packag. Manuf. Technol. 2019, 9, 156–162. [Google Scholar] [CrossRef]
- Hillman, D.; Wilcoxon, R.; Pearson, T.; McKenna, P.; Collins, R. Dissolution Rate of Specific Elements in Sac305 Solder. Proceedings of SMTA International, Rosemont, IL, USA, 14–18 October 2018. [Google Scholar]
- Berg, H.; Hall, E.L. Dissolution Rates and Reliability Effects of Au, Ag, Ni and Cu in Lead Base Solders. In Proceedings of the 11th Reliability Physics Symposium, Las Vegas, NV, USA, 3–5 April 1973; pp. 10–20. [Google Scholar]
- IGF-Vorhaben-Nr. 20337. N: Kontaktierung Gedruckter Leitfähiger Strukturen (KonsDruckt); Stuttgart, Germany, 2021.
- Datasheet EPO-TEK H20E; Epoxy Technology, Inc.: Billerica, MA, USA, 2021.
- Deutsche Fassung EN 62137-1-2:2007; Oberflächenmontage-Technik –Verfahren zur Prüfung auf Umgebungseinflüsse und zur Prüfung der Haltbarkeit von Ober-Flächen-Lötverbindungen –Teil 1-2: Scherfestigkeitsprüfung (IEC 62137-1-2:2007). International Standards: Genava, Switzerland, 2007.
- Keck, J. Printed Ferrite-Based Toroidal Core Coils as Magnetic Field Sensors. In Proceedings of the Presented at the MST-Kongress 2013, Aachen, Germany, 4–5 June 2013. [Google Scholar]
- Snugovsky, L.; Ruggiero, M.A.; Perovic, D.D.; Rutter, J.W. Experiments on Interaction of Liquid Tin with Solid Copper. Mater. Sci. Technol. 2003, 19, 866–874. [Google Scholar] [CrossRef]
- Izuta, G.; Tanabe, T.; Suganuma, K. Dissolution of Copper on Sn-Ag-Cu System Lead Free Solder. Solder. Surf. Mt. Technol. 2007, 19, 4–11. [Google Scholar] [CrossRef]
- Bulwith, R.A.; Mackay, A. Silver Scavenging Inhibition of Some Silver Loaded Solders. Weld. J. 1985, 7, 86s–90s. [Google Scholar]



















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Solder Type | Abbreviation | Composition | Melting Point |
|---|---|---|---|
| Nordson S42D500A5-A | SnBi | Sn42Bi58 | 138 °C |
| Interflux DP5600 | SnBiAg | Sn42Bi57Ag1 | 139 °C |
| Adhesive | Abbreviation | Epoxy System | Mainly Used Curing Profile |
|---|---|---|---|
| EPO-TEK H20E | ICA 1 | Two component system | 30 min/120 °C |
| IQ-BOND 5409-CE-X2 | ICA 2 | One component system | 30 min/120 °C |
| Ink | Printability | Photonic Curing | Adhesion | ||
|---|---|---|---|---|---|
| Fototec DLP A | Luxaprint 3D Mold | Fototec DLP A | Luxaprint 3D Mold | ||
| Ag Sicrys I30 EG-1 | + | O/+ | + | ++ | ++ |
| Cu Sicrys IC25 EG-1 | + | -- | -- | -- | -- |
| Ag Lab 2271 | O | - | + | + | - |
| Ag S-CS01130 | O/- | + | + | - | ++ |
| Fototec DLP A | Luxaprint 3D Mold | |||
|---|---|---|---|---|
| Before Plating | After Plating | Before Plating | After Plating | |
| La (n = 8) | - | 0.64 ± 0.34 | 34.73 ± 13.52 | 1.06 ± 0.38 |
| Lb (n = 8) | 158.26 ± 132.47 | 0.41 ± 0.06 | 10.08 ± 2.94 | 0.63 ± 0.07 |
| Lc (n = 8) | 34.06 ± 4.17 | 0.38 ± 0.07 | 5.43 ± 2.84 | 0.51 ± 0.19 |
| Ma (n = 4) | 455.10 ± 227.55 | 3.10 ± 1.58 | 84.47 ± 44.53 | 4.13 ± 2.07 |
| Mb (n = 4) | 179.75 ± 107.44 | 2.20 ± 0.42 | 49.53 ± 25.56 | 3.13 ± 1.57 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Werum, K.; Mueller, E.; Keck, J.; Jaeger, J.; Horter, T.; Glaeser, K.; Buschkamp, S.; Barth, M.; Eberhardt, W.; Zimmermann, A. Aerosol Jet Printing and Interconnection Technologies on Additive Manufactured Substrates. J. Manuf. Mater. Process. 2022, 6, 119. https://doi.org/10.3390/jmmp6050119
Werum K, Mueller E, Keck J, Jaeger J, Horter T, Glaeser K, Buschkamp S, Barth M, Eberhardt W, Zimmermann A. Aerosol Jet Printing and Interconnection Technologies on Additive Manufactured Substrates. Journal of Manufacturing and Materials Processing. 2022; 6(5):119. https://doi.org/10.3390/jmmp6050119
Chicago/Turabian StyleWerum, Kai, Ernst Mueller, Juergen Keck, Jonas Jaeger, Tim Horter, Kerstin Glaeser, Sascha Buschkamp, Maximilian Barth, Wolfgang Eberhardt, and André Zimmermann. 2022. "Aerosol Jet Printing and Interconnection Technologies on Additive Manufactured Substrates" Journal of Manufacturing and Materials Processing 6, no. 5: 119. https://doi.org/10.3390/jmmp6050119
APA StyleWerum, K., Mueller, E., Keck, J., Jaeger, J., Horter, T., Glaeser, K., Buschkamp, S., Barth, M., Eberhardt, W., & Zimmermann, A. (2022). Aerosol Jet Printing and Interconnection Technologies on Additive Manufactured Substrates. Journal of Manufacturing and Materials Processing, 6(5), 119. https://doi.org/10.3390/jmmp6050119