


Development and Production of Artificial Test Swarf to Examine Wear Behavior of Running Engine Components—Geometrically Derived Designs
 , , ,
, , ,
Abstract
:1. Introduction
2. Design Development
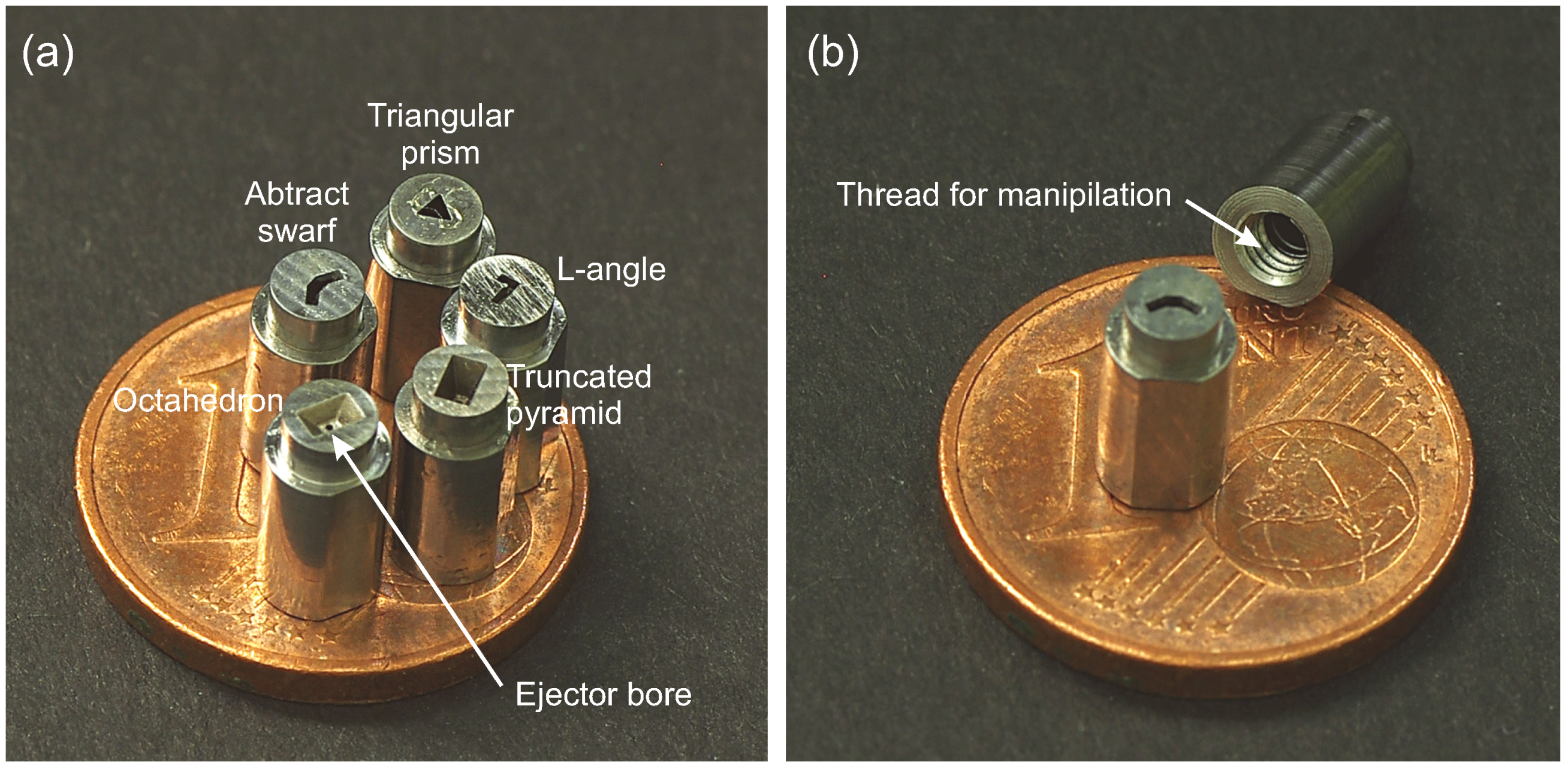
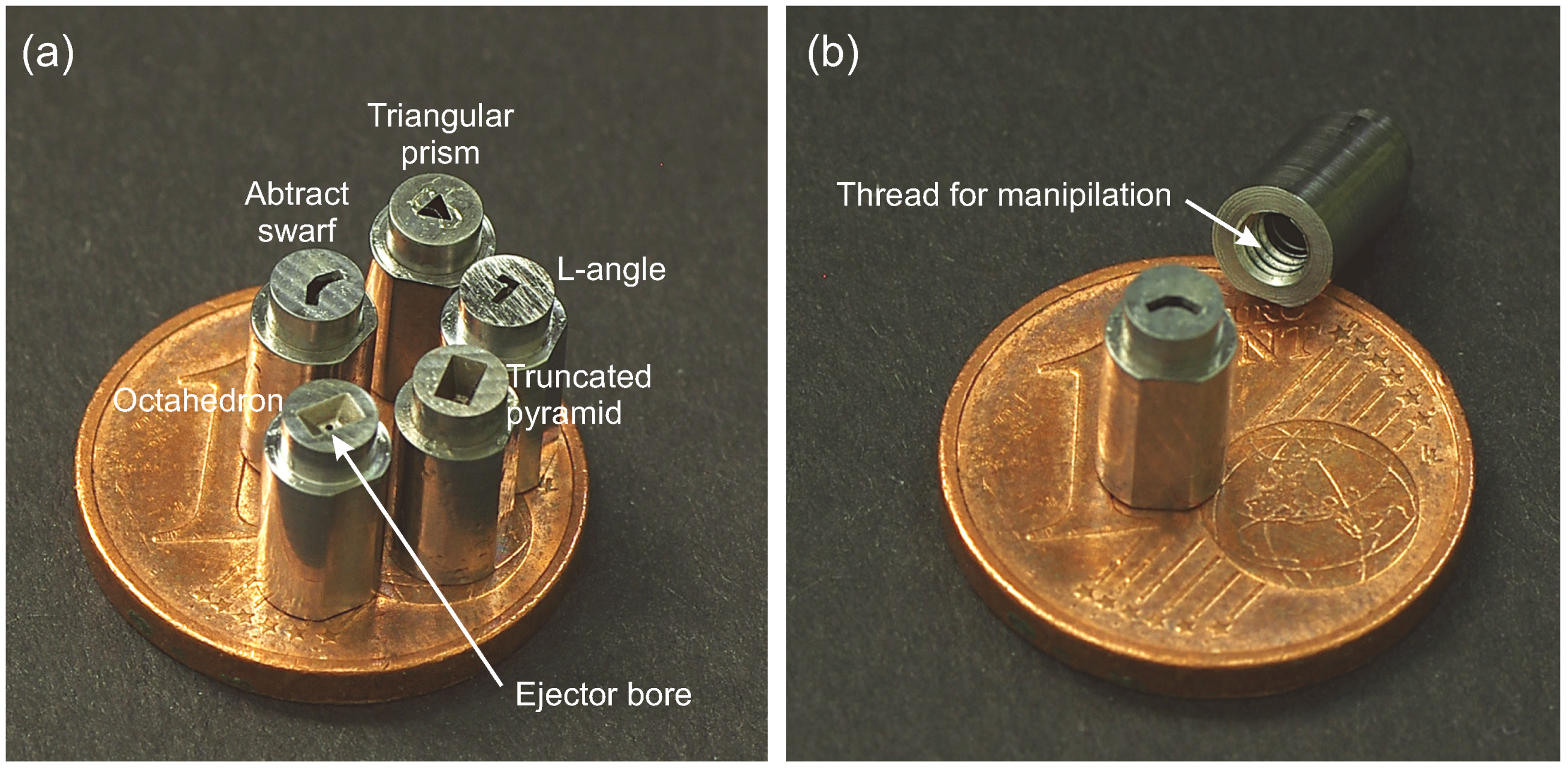
- Designs derived from geometrically consistent bodies, hereinafter called abstracted particles;
- Designs derived from an accidentally chosen real swarf, hereinafter called native test swarf/particles.
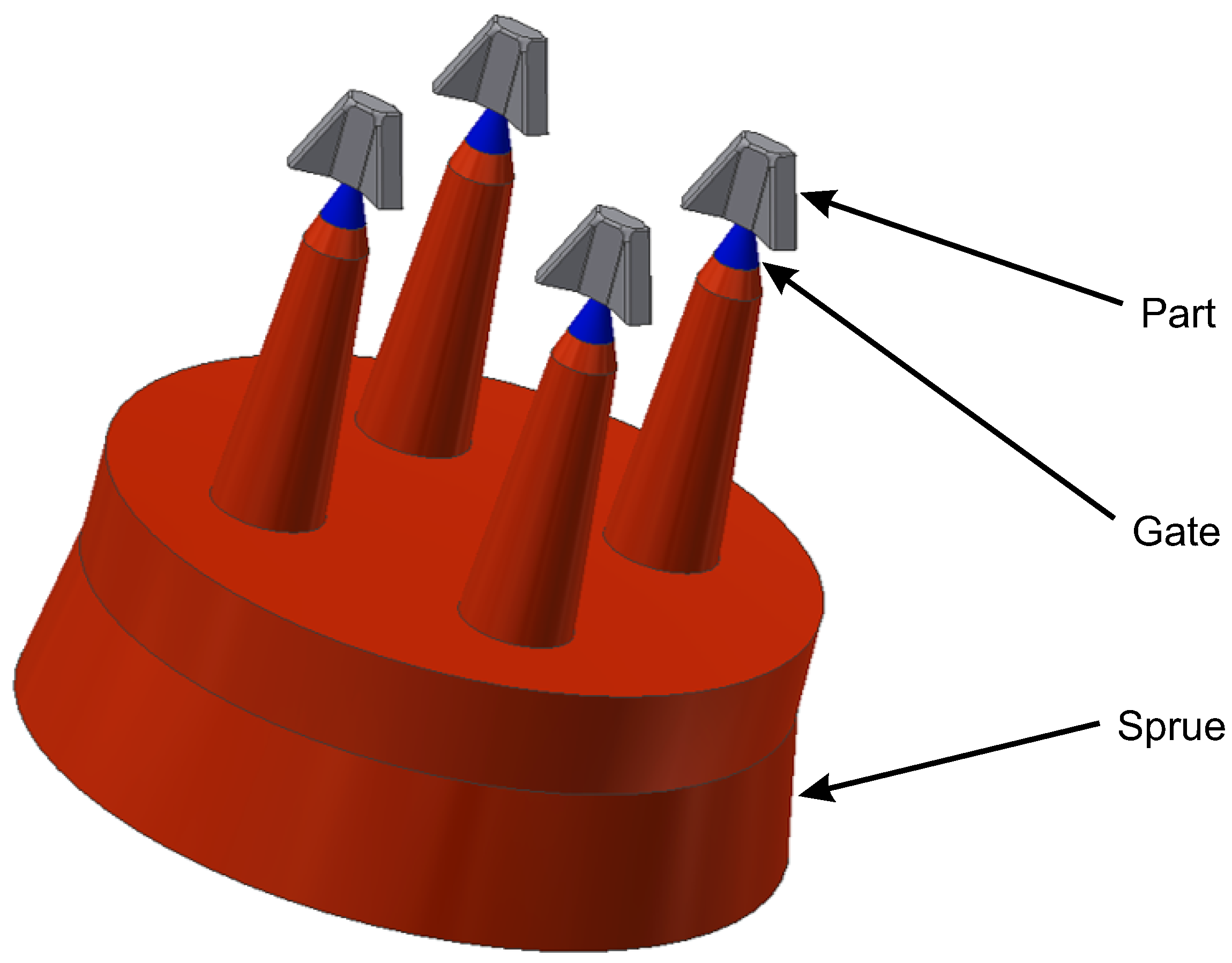
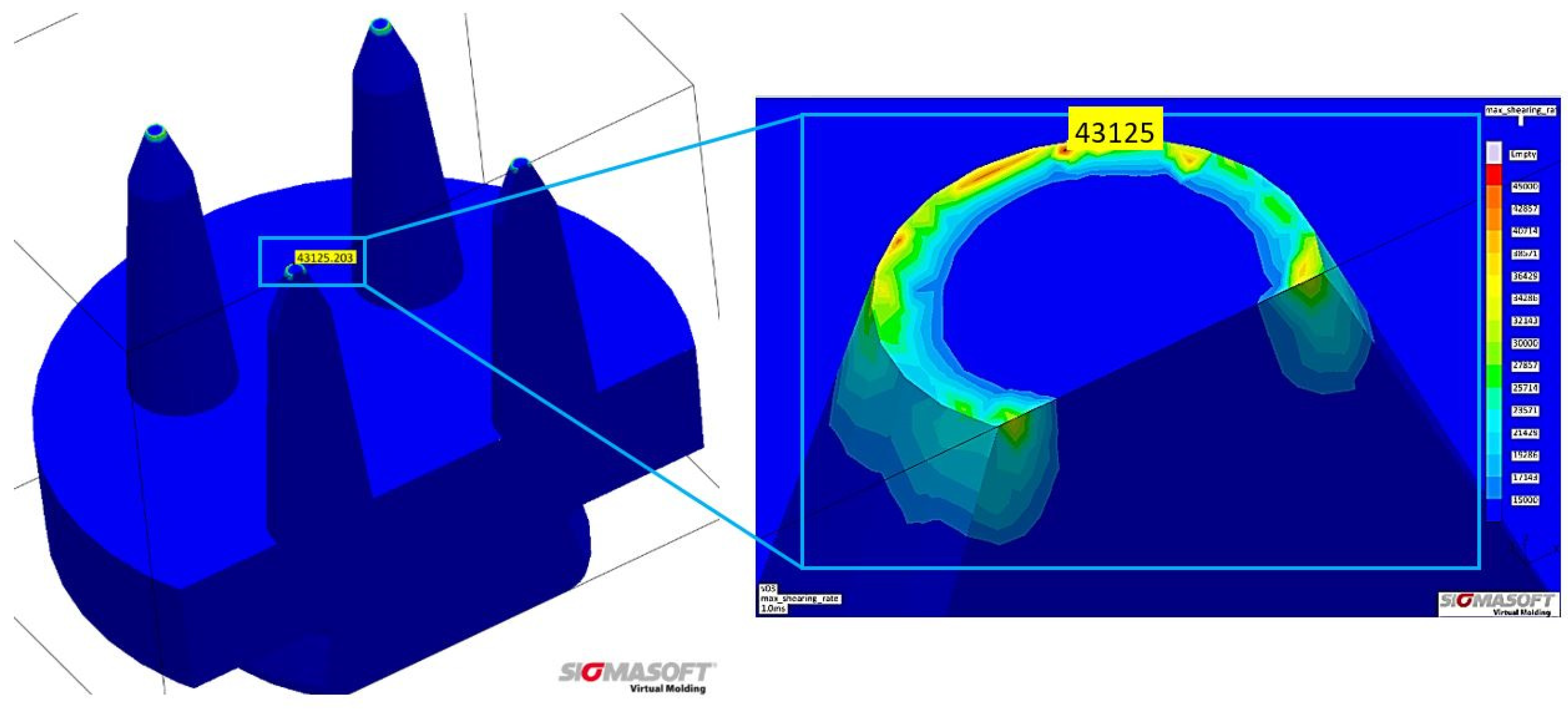
3. Modification of the Micro Powder Injection Molding Process
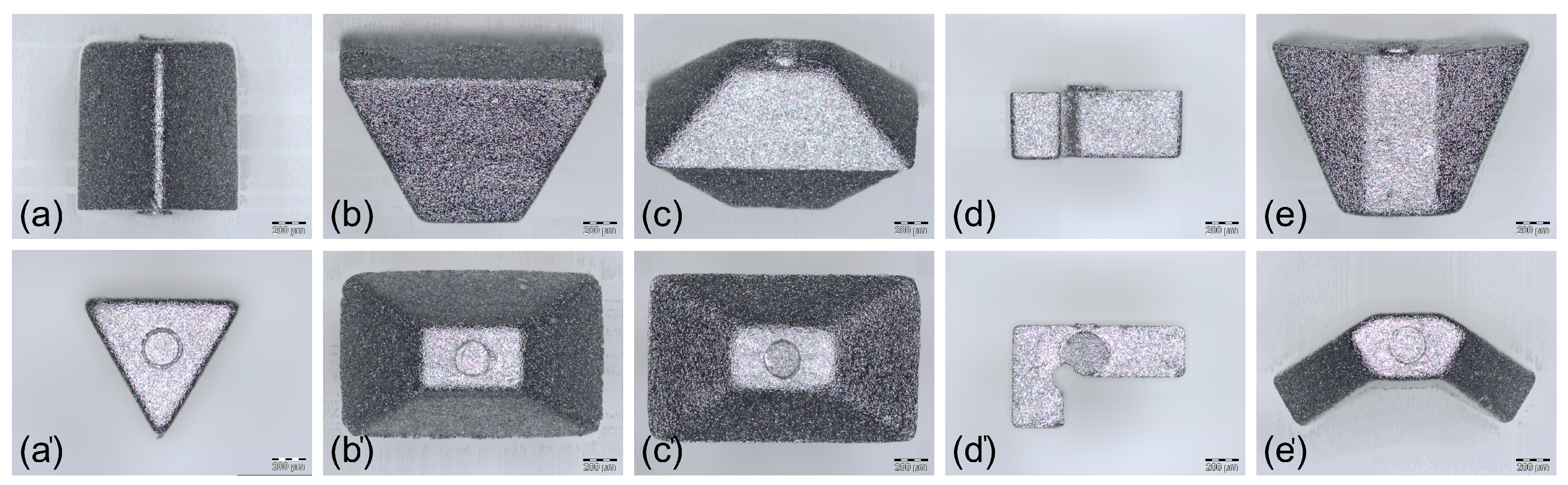
4. Results
5. Investigation of the Artificial Swarf
6. Conclusions and Outlook
- Utilization of a much harder material, such as hardened steel or even ceramics;
- Development of sharper designs derived from real swarf, as Section 2.
- Slightly higher content of binder in the feedstocks, which increases sintering shrinkage and thus results in smaller PIM parts;
- Modified tool designs, i.e., altered dimensions of the micro-sized cavities.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BET | Brunauer, Emmet, Teller |
| CAD | Computer Aided Design |
| CFD | Computational Fluid Dynamics |
| DEM | Discrete Element Method |
| Micro-CT | Micro Computer Tomography |
| MicroMIM | Micro Metal Injection Molding |
| MicroPIM | Micro Powder Injection Molding |
| MST | Micro System Technology |
| PE | Polyethylene |
| PIM | Powder Injection Molding |
| RT | Room temperature |
References
- National Highway Traffic Safety Administration (NHTSA). Part 573 Safety Recall Report 21V-596-2808. 1 July 2021. Available online: https://static.nhtsa.gov/odi/rcl/2021/RCLRPT-21V496-2808.PDF (accessed on 26 May 2022).
- National Highway Traffic Safety Administration (NHTSA). Part 573 Safety Recall Report 16V-173-6249. 24 March 2016. Available online: https://static.nhtsa.gov/odi/rcl/2016/RCLRPT-16V173-6249.PDF (accessed on 26 May 2022).
- National Highway Traffic Safety Administration (NHTSA). Part 573 Safety Recall Report 19V-812-6902. 14 November 2019. Available online: https://static.nhtsa.gov/odi/rcl/2019/RCLRPT-19V812-6902.PDF (accessed on 26 May 2022).
- Wilkinson, L. Ford Kuga Recall: Ford Finds Fix for Faulty PHEV Battery Pack. Auto Express. 30 October 2020. Available online: https://www.autoexpress.co.uk/news/353611/ford-kuga-recall-ford-finds-fix-faulty-phev-battery-pack (accessed on 26 May 2022).
- Eleftherakis, J.; Khalil, A. Development of a Laboratory Test Contaminant for Transmissions. SAE Trans. 1990, 99, 788–791. [Google Scholar] [CrossRef]
- ISO 12103-1:2016; Road Vehicles—Test Contaminants for Filter Evaluation—Part 1: Arizona Test Dust. ISO: Geneve, Switzerland, 2016.
- ISO 12103-2:1997; Road Vehicles—Test Contaminants for Filter Evaluation—Part 2: Aluminum Oxide Test Dust. ISO: Geneve, Switzerland, 1997.
- Sangani, A.S.; Acrivos, A.; Peyla, P. Roles of particle-wall and particle-particle interactions in highly confined suspensions of spherical particles being sheared at low Reynolds numbers. Phys. Fluids 2011, 23, 083302. [Google Scholar] [CrossRef]
- Zhong, W.; Yu, A.; Liu, X.; Tong, Z.; Zhang, H. DEM/CFD-DEM Modelling of Non-Spherical Particulate Systems: Theoretical Developments and Applications. Powder Technol. 2016, 302, 108–152. [Google Scholar] [CrossRef]
- Vecchio, I.; Schladitz, K.; Godehardt, M.; Heneka, J.M. 3D geometric characterization of particles applied to technical cleanliness. Image Anal. Stereol. 2012, 31, 163–174. [Google Scholar] [CrossRef]
- Bagheri, G.H.; Bonadonna, C.; Manzella, I.; Vonlanthen, P. On the characterization of size and shape of irregular particles. Powder Technol. 2015, 270, 141–153. [Google Scholar] [CrossRef]
- Furat, O.; Prifling, B.; Westhoff, D.; Weber, M.; Schmidt, V. Statistical 3D Analysis and Modeling of Complex Particle Systems Based on Tomographic Image Data. Pract. Metallogr. 2019, 56, 787–796. [Google Scholar] [CrossRef]
- Eder, S.J.; Gruetzmacher, P.G.; Rodriguez Ripoll, M.; Belak, J.F. Elucidating the Onset of Plasticity in Sliding Contacts Using Differential Computational Orientation Tomography. Tribol. Lett. 2021, 69, 69–79. [Google Scholar] [CrossRef]
- German, R.M.; Bose, A. Injection Molding of Metals and Ceramics, 1st ed.; Metal Powder Industry: Princeton, NJ, USA, 1997. [Google Scholar]
- Heaney, D.F. (Ed.) Handbook of Metal Injection Molding, 1st ed.; Woodhead Publishing: Duxford, UK, 2019. [Google Scholar]
- Attia, U.M.; Alcoc, J.R. A review of micro-powder injection moulding as a microfabrication technique. J. Micromech. Microeng. 2011, 21, 043001. [Google Scholar] [CrossRef]
- Piotter, V.; Moritz, T. Micro Powder Injection Moulding: Processes, materials, and applications. Powder Inject. Mould. Int. 2015, 9, 63–70. [Google Scholar]
- Islam, A.; Giannekas, M.; Marhöfer, M.; Tosello, G.; Hansen, H.N. A Comparative Study of Metal and Ceramic Injection Moulding for Precision Applications. In Proceedings of the 4M/ICOMM2015 Conference, Milan, Italy, 31 March–2 April 2015; pp. 567–570. [Google Scholar]
- Piotter, V.; Klein, A.; Mueller, T.; Plewa, K. Manufacturing of integrative membrane carriers by novel powder injection moulding. Microsyst. Technol. 2016, 22, 2417–2423. [Google Scholar] [CrossRef]
- Thornagel, M.; Schwittay, V.; Hartmann, G. Powder-Binder Segregation: PIM-Simulation at Breakthrough. In Proceedings of the Euro PM 2014 International Conference and Exhibition, Salzburg, Austria, 21–24 September 2014; Volume 8, pp. 67–69. [Google Scholar]
- BASF. Processing Instructions for Catamold 42CrMo4; BASF: Ludwigshafen, Germany, 2008. [Google Scholar]
- Product Data Sheet Construction Steel. Available online: https://www.dew-stahl.com/fileadmin/files/dew-stahl.com/documents/Publikationen/Werkstoffdatenblaetter/Baustahl/1.7225_1.7227_de.pdf (accessed on 10 June 2022).
- Brag, P.; Piotter, V.; Plewa, K.; Umbach, S.; Herzfeldt, M. Determining the required cleanliness level using synthetic test contamination. In Proceedings of the 9th Manufacturing Engineering Society International Conference (MESIC 2021), Gijon, Spain, 23–25 June 2021; Volume 1193, pp. 1–8. [Google Scholar]
- Umbach, S.; Knoll, G.; Gauck, R.; Brag, P. Particle resistance-tests of engine bearings. In Proceedings of the Antriebstechnisches Kolloquium ATK (2017), Aachen, Germany, 3–7 March 2017. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Injection unit temperatures | 160/165/160 °C |
| Tool temperature, nozzle side, injection | 95 °C |
| Tool temperature, nozzle side, demolding | 25 °C |
| Tool temperatures, ejector side, injection | 60 °C |
| Tool temperature, ejector side, demolding | 20 °C |
| Injection velocity | 125 mm/s |
| Injection pressure | 1350 bar |
| Holding pressure | 620 bar |
| Process Steps | Start Temperature [°C] | Heating Rate [K/min] | End Temperature [°C] | Holding Time [min] | Atmosphere |
|---|---|---|---|---|---|
| Debinding | RT | 1.5 | 600 | 30 | N2 |
| Sintering | 600 | 15 | 1290 | 5 | N2 |
| Cooling I | 1290 | −15 | 700 | - | N2 |
| Cooling II | 700 | <−15 | RT | - | N2 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Brag, P.; Piotter, V.; Plewa, K.; Klein, A.; Herzfeldt, M.; Umbach, S. Development and Production of Artificial Test Swarf to Examine Wear Behavior of Running Engine Components—Geometrically Derived Designs. J. Manuf. Mater. Process. 2022, 6, 100. https://doi.org/10.3390/jmmp6050100
Brag P, Piotter V, Plewa K, Klein A, Herzfeldt M, Umbach S. Development and Production of Artificial Test Swarf to Examine Wear Behavior of Running Engine Components—Geometrically Derived Designs. Journal of Manufacturing and Materials Processing. 2022; 6(5):100. https://doi.org/10.3390/jmmp6050100
Chicago/Turabian StyleBrag, Patrick, Volker Piotter, Klaus Plewa, Alexander Klein, Mirko Herzfeldt, and Sascha Umbach. 2022. "Development and Production of Artificial Test Swarf to Examine Wear Behavior of Running Engine Components—Geometrically Derived Designs" Journal of Manufacturing and Materials Processing 6, no. 5: 100. https://doi.org/10.3390/jmmp6050100
APA StyleBrag, P., Piotter, V., Plewa, K., Klein, A., Herzfeldt, M., & Umbach, S. (2022). Development and Production of Artificial Test Swarf to Examine Wear Behavior of Running Engine Components—Geometrically Derived Designs. Journal of Manufacturing and Materials Processing, 6(5), 100. https://doi.org/10.3390/jmmp6050100