Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
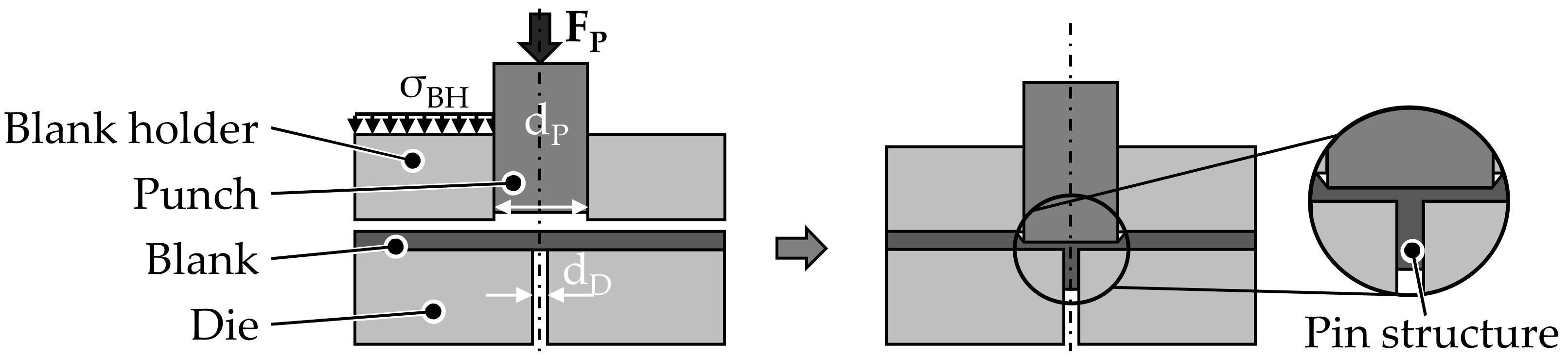
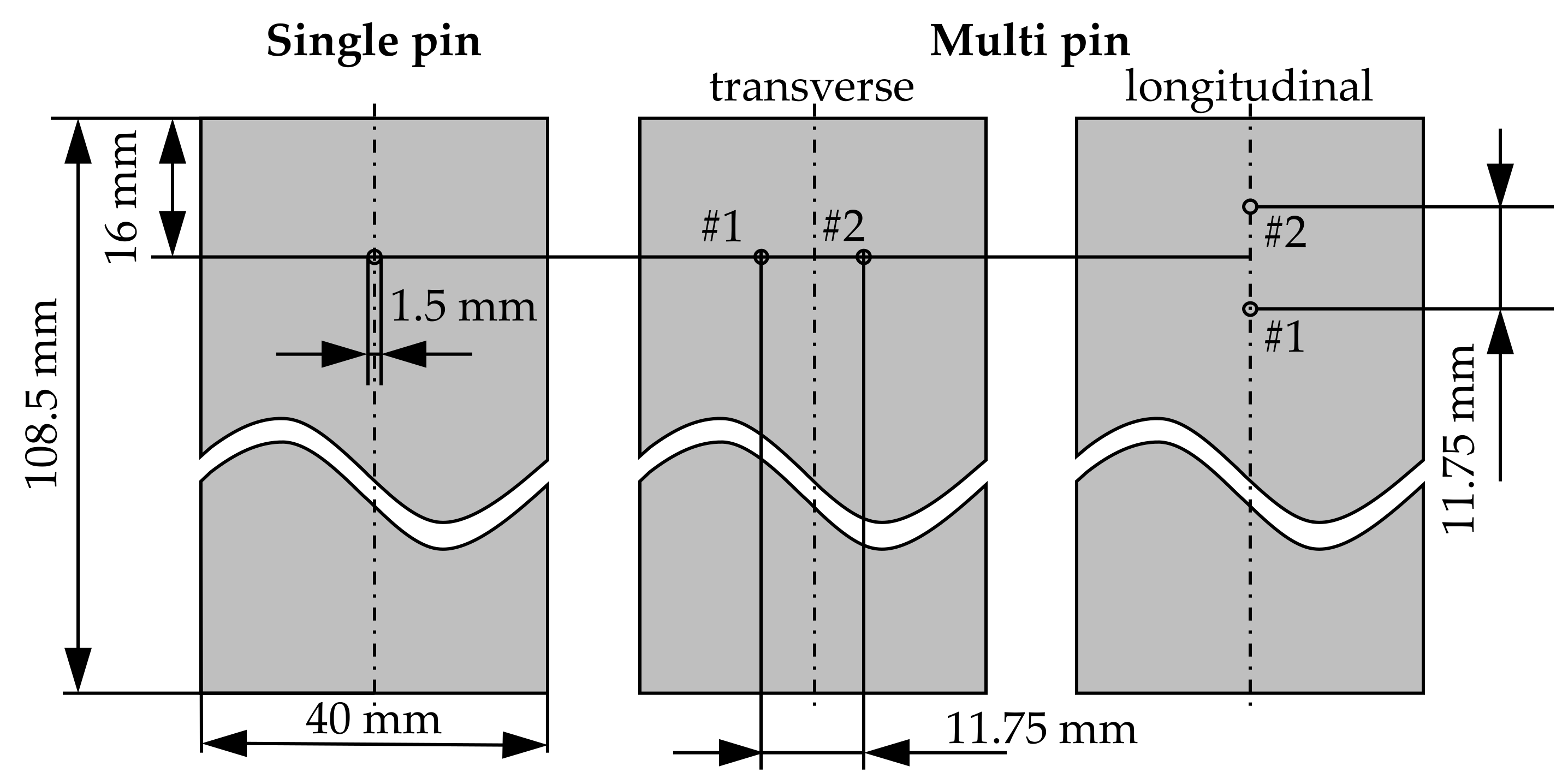
2.2. Cold-Forming of Pin Structures
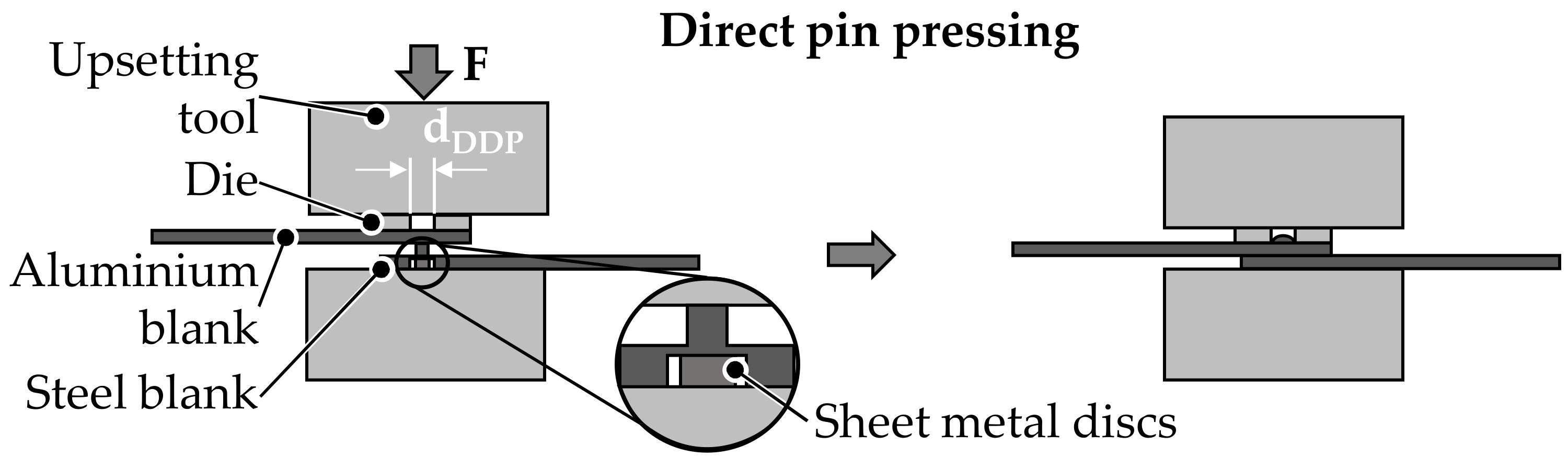
2.3. Joining by Forming—Direct Pin Pressing
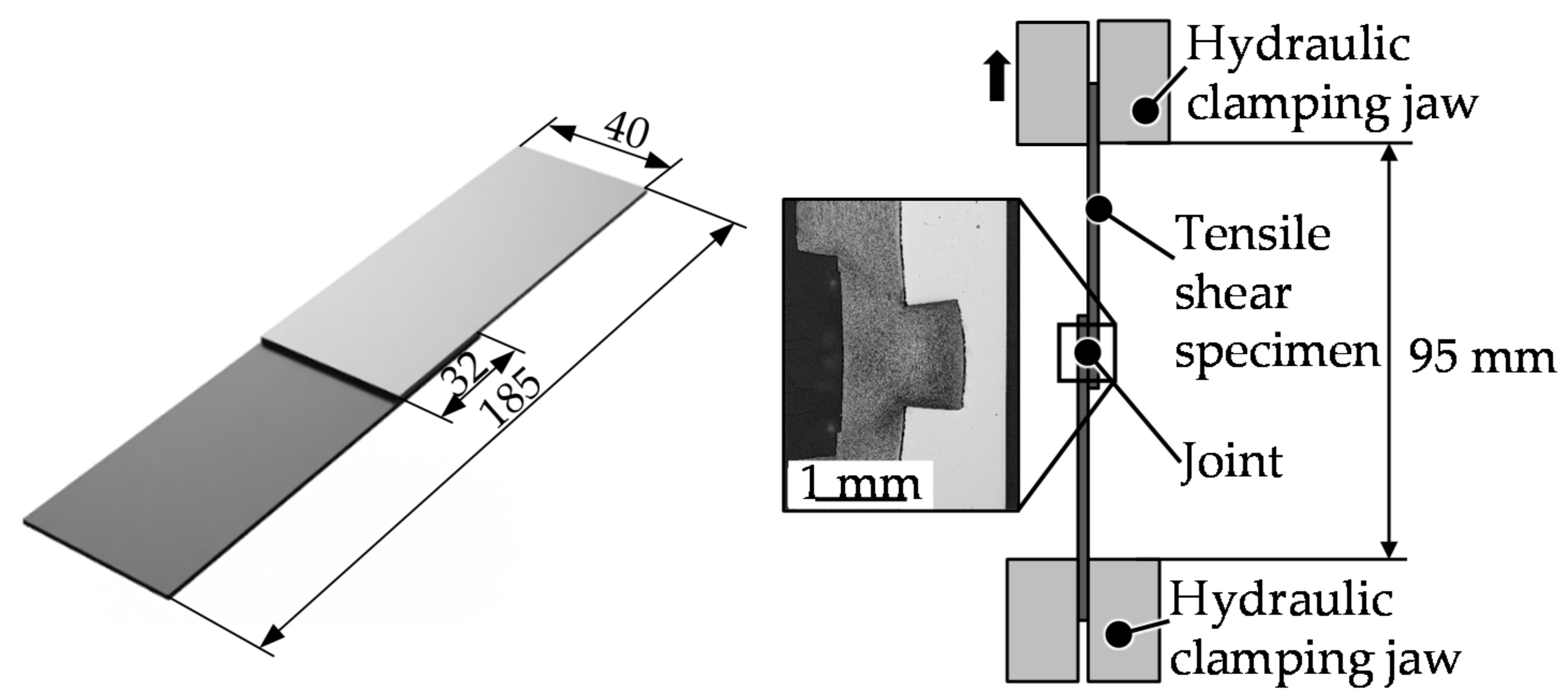
2.4. Mechanical Testing—Tensile Shear Test
3. Results and Discussion
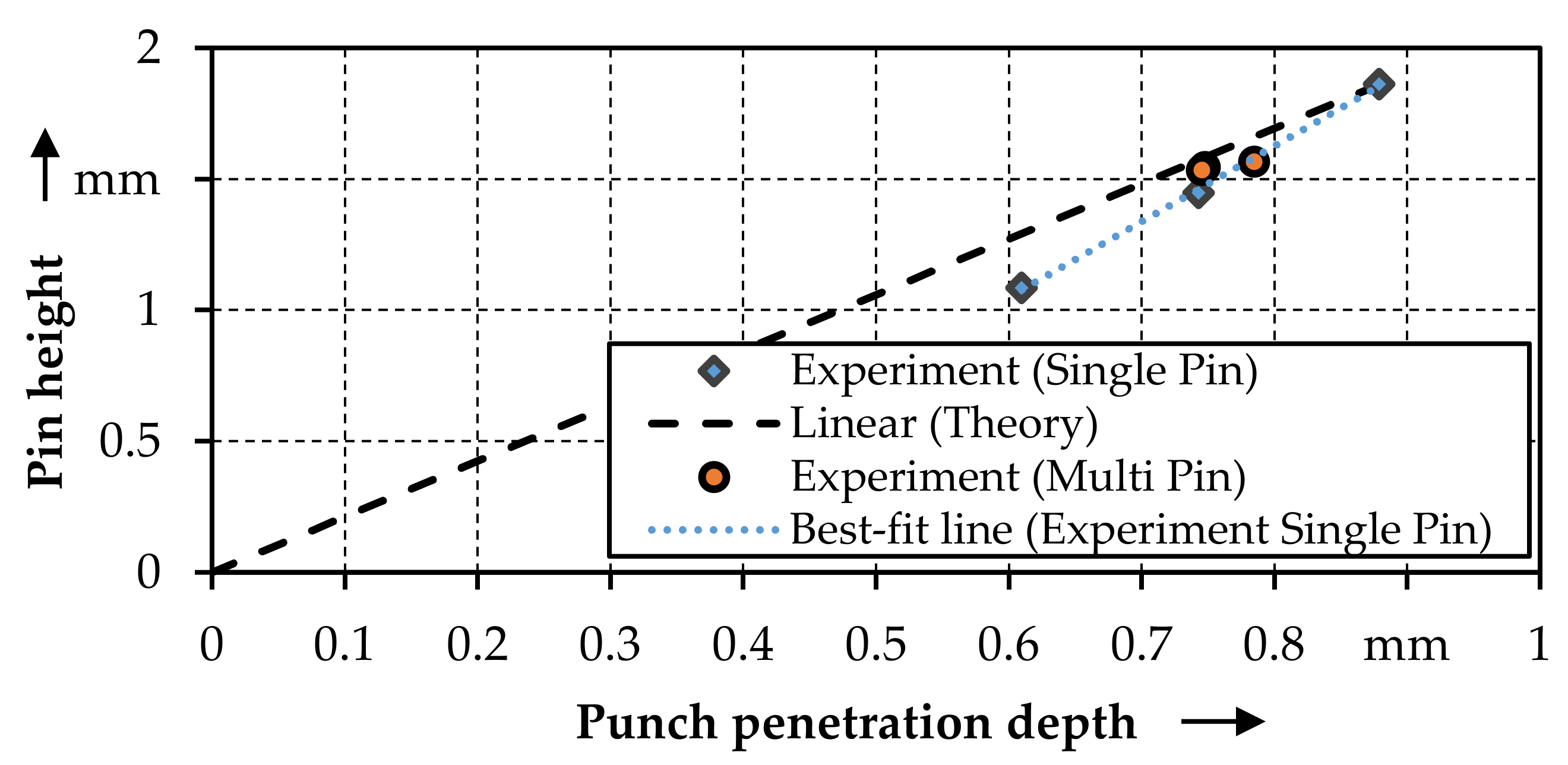
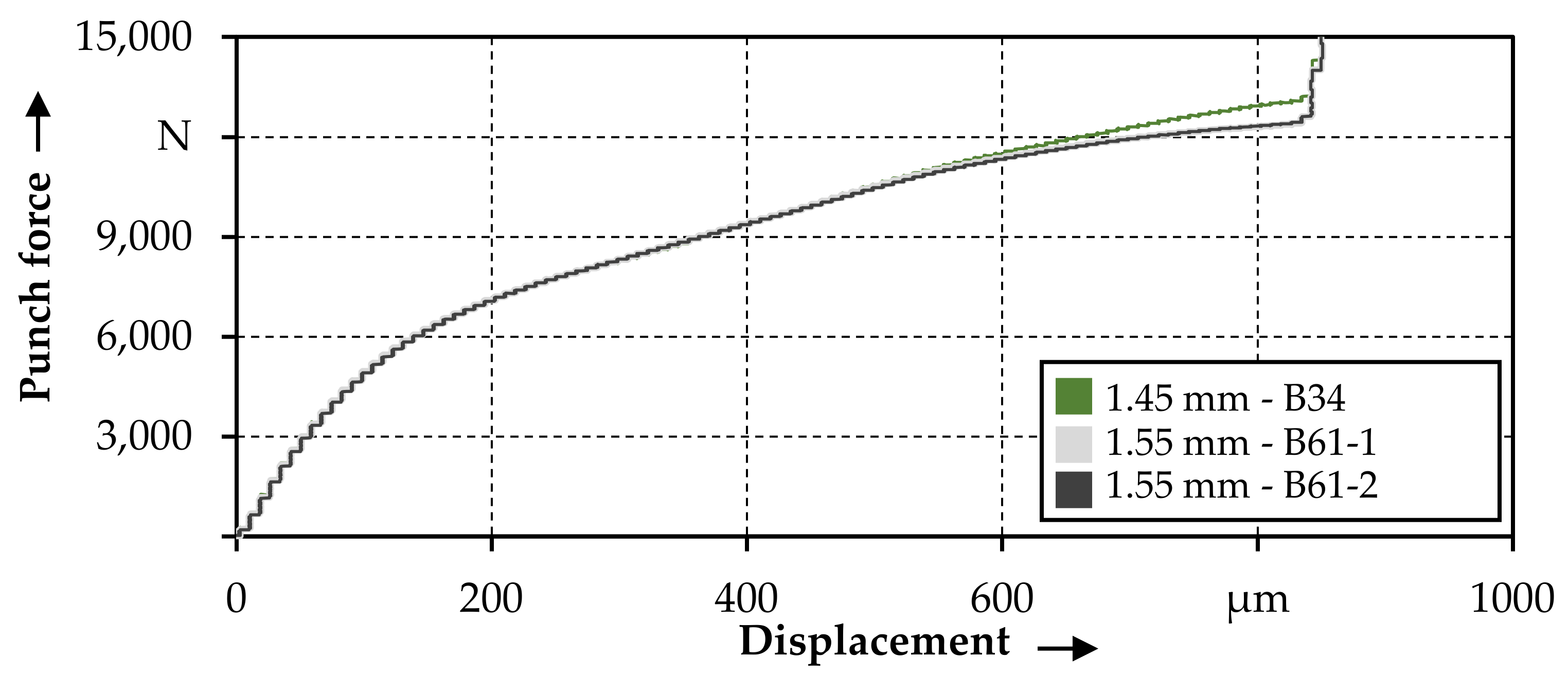
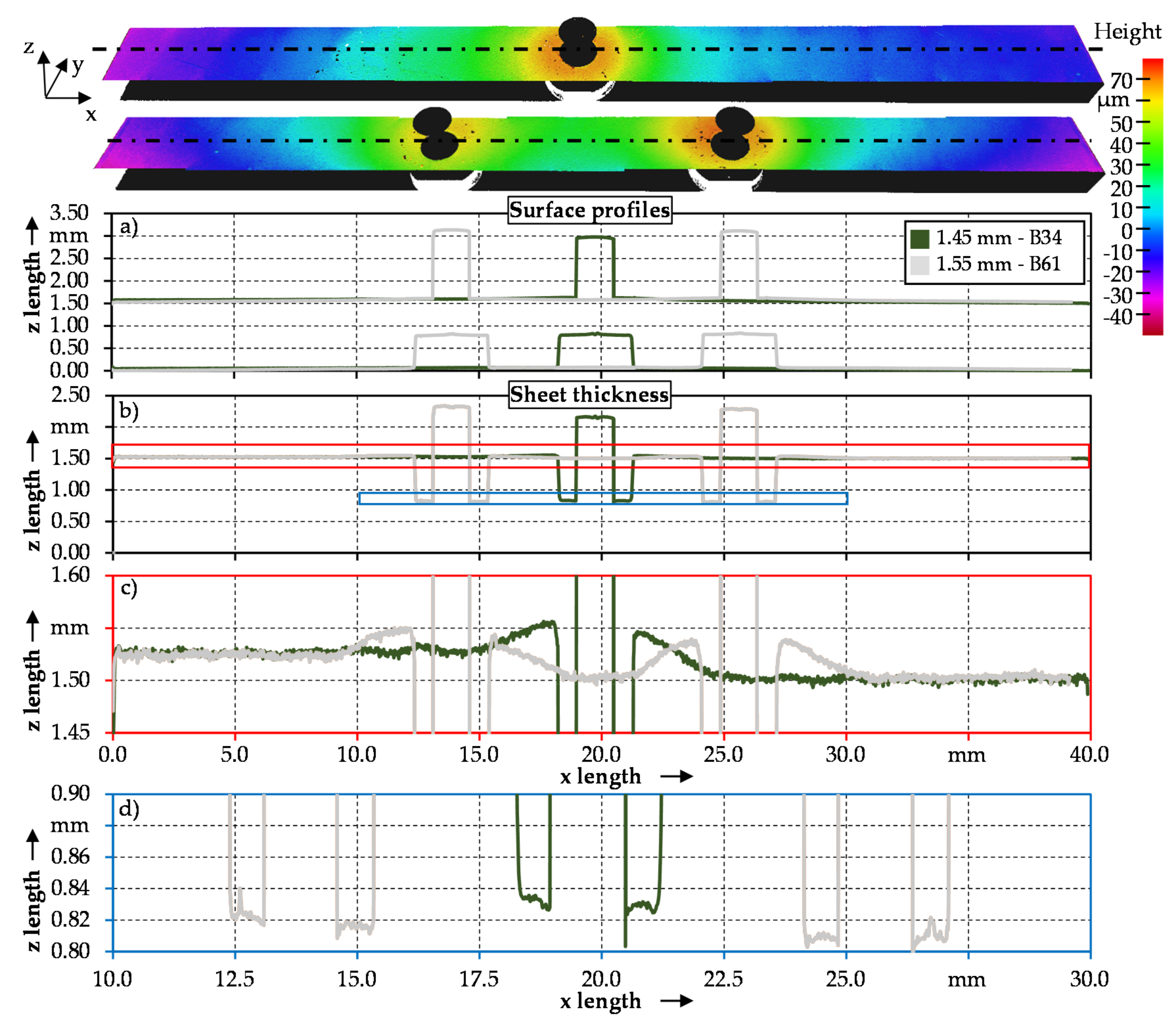
3.1. Cold Forming of Pin Structures
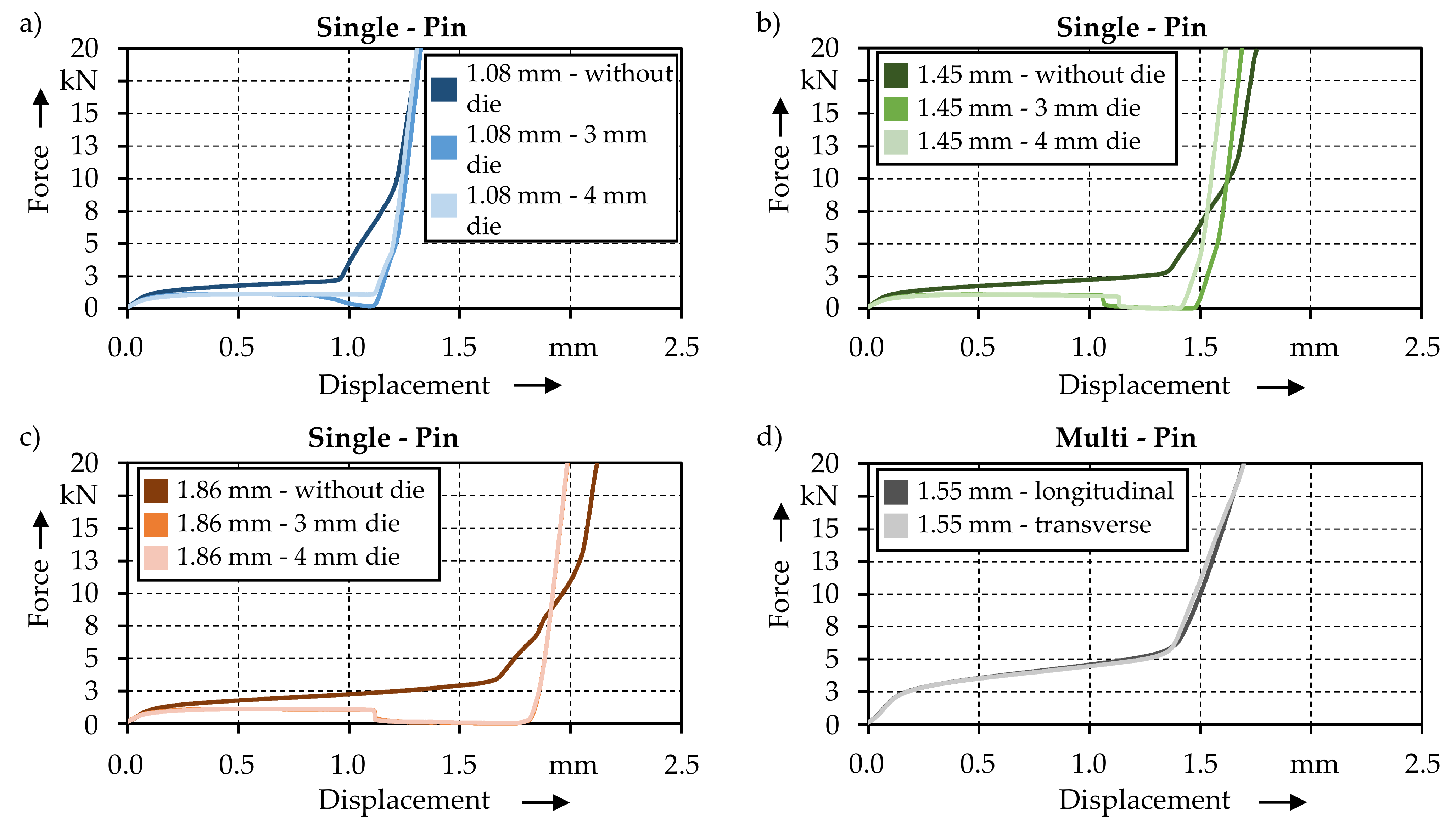
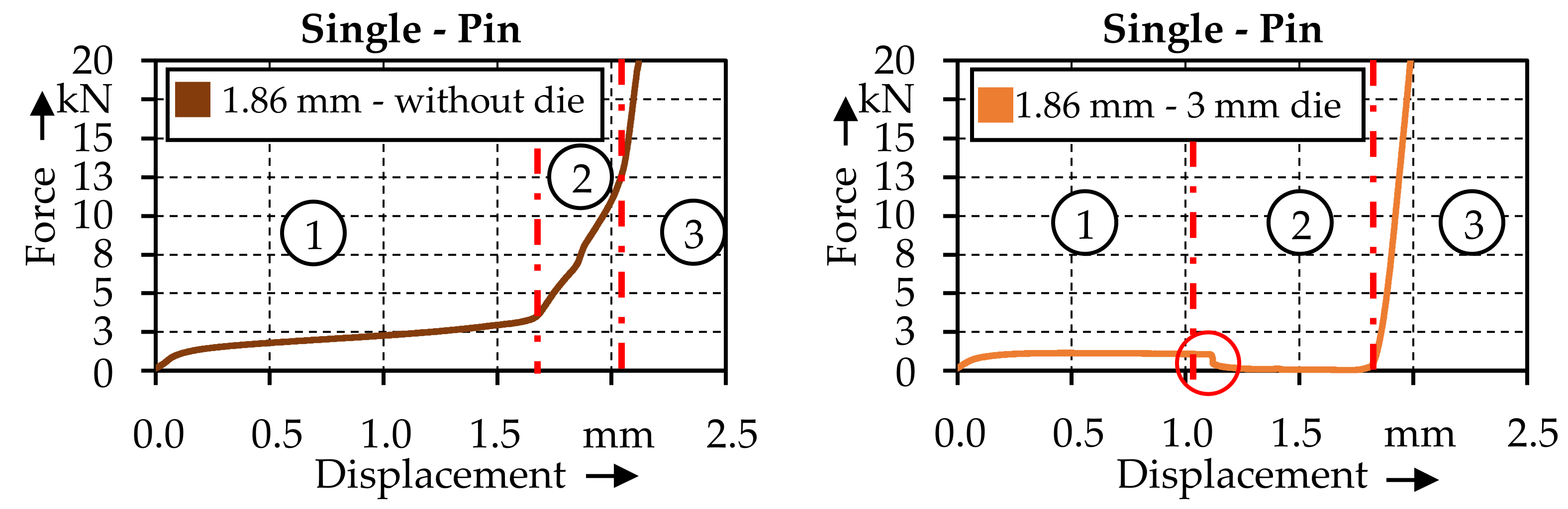
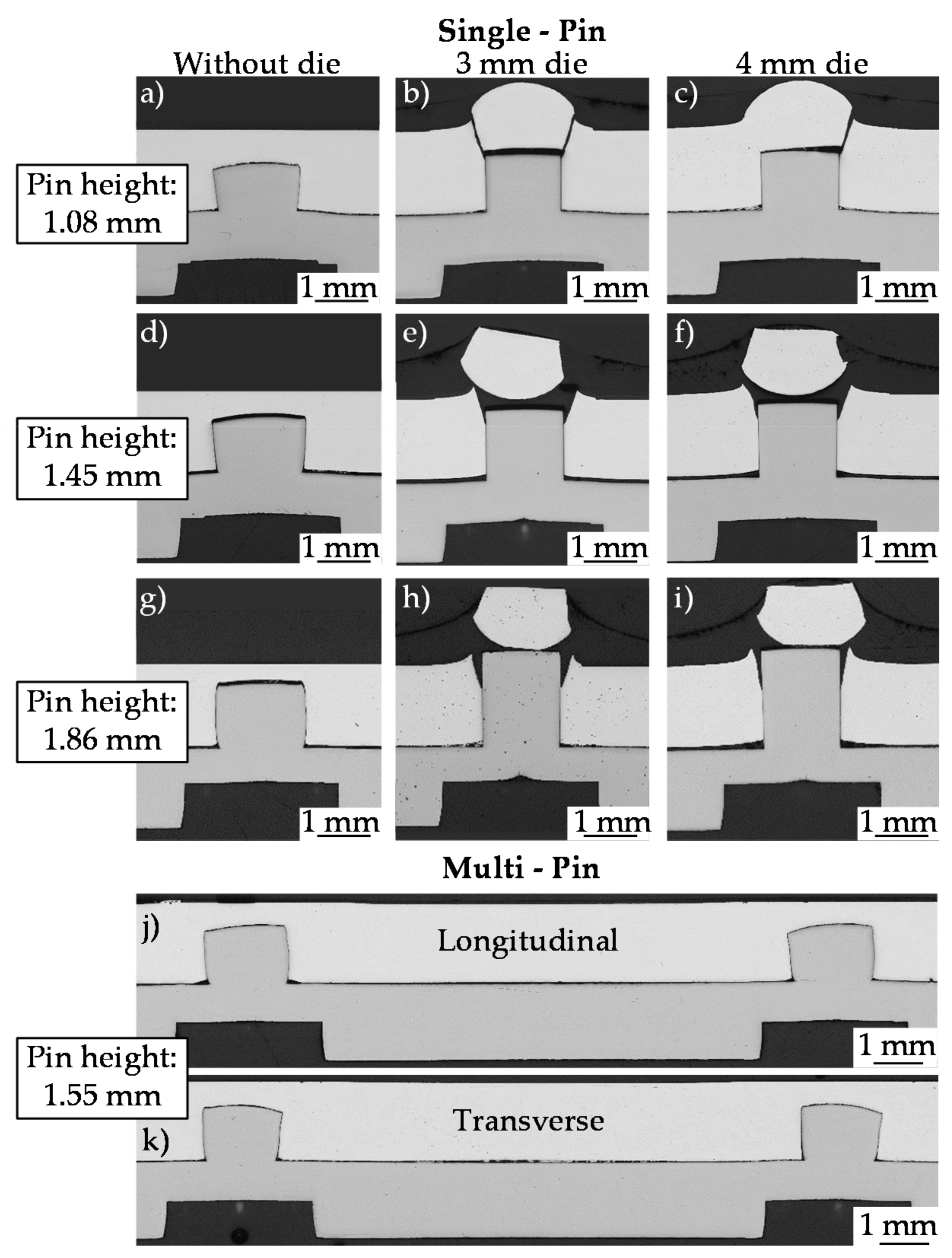
3.2. Direct Pin Pressing
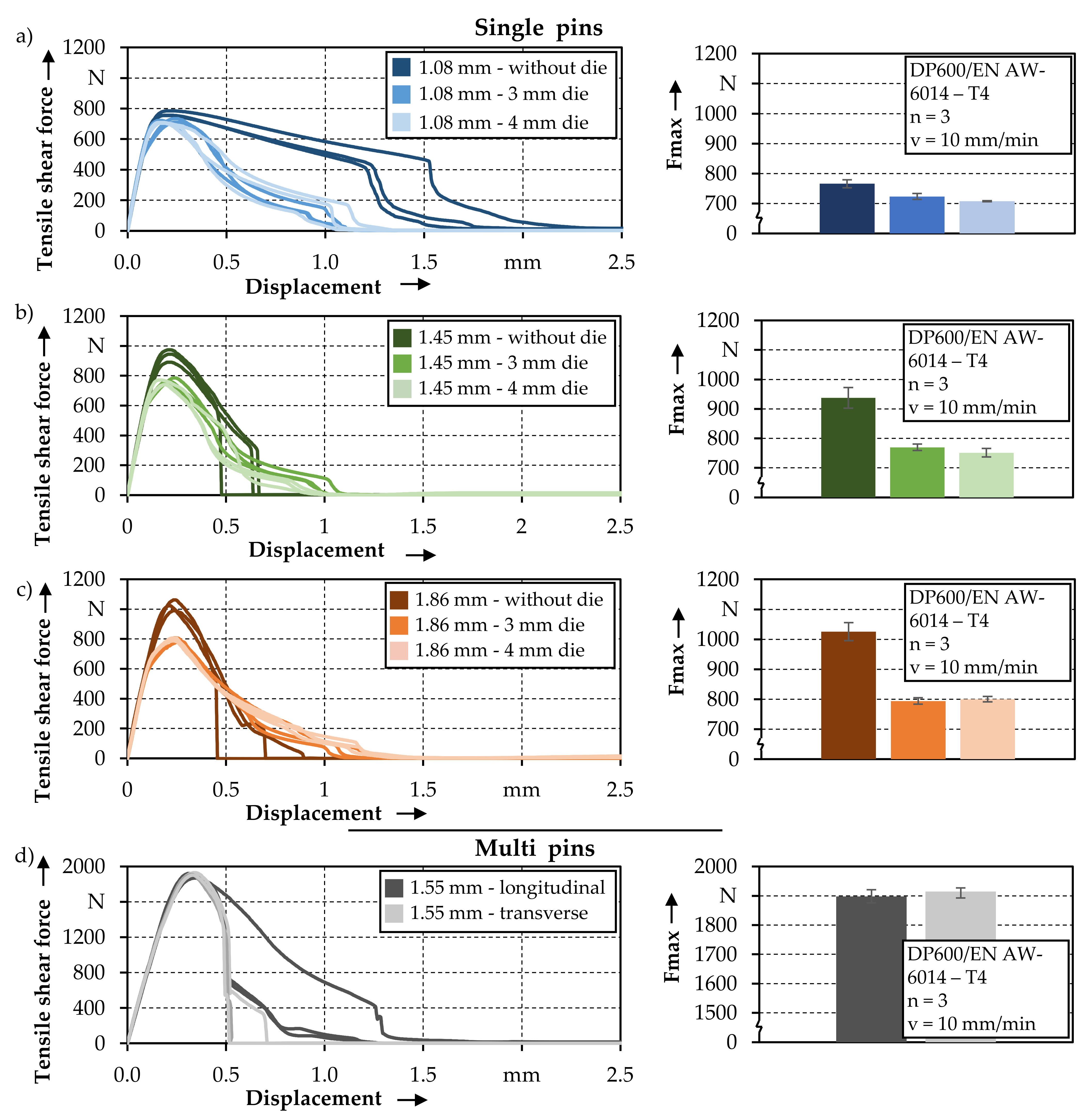
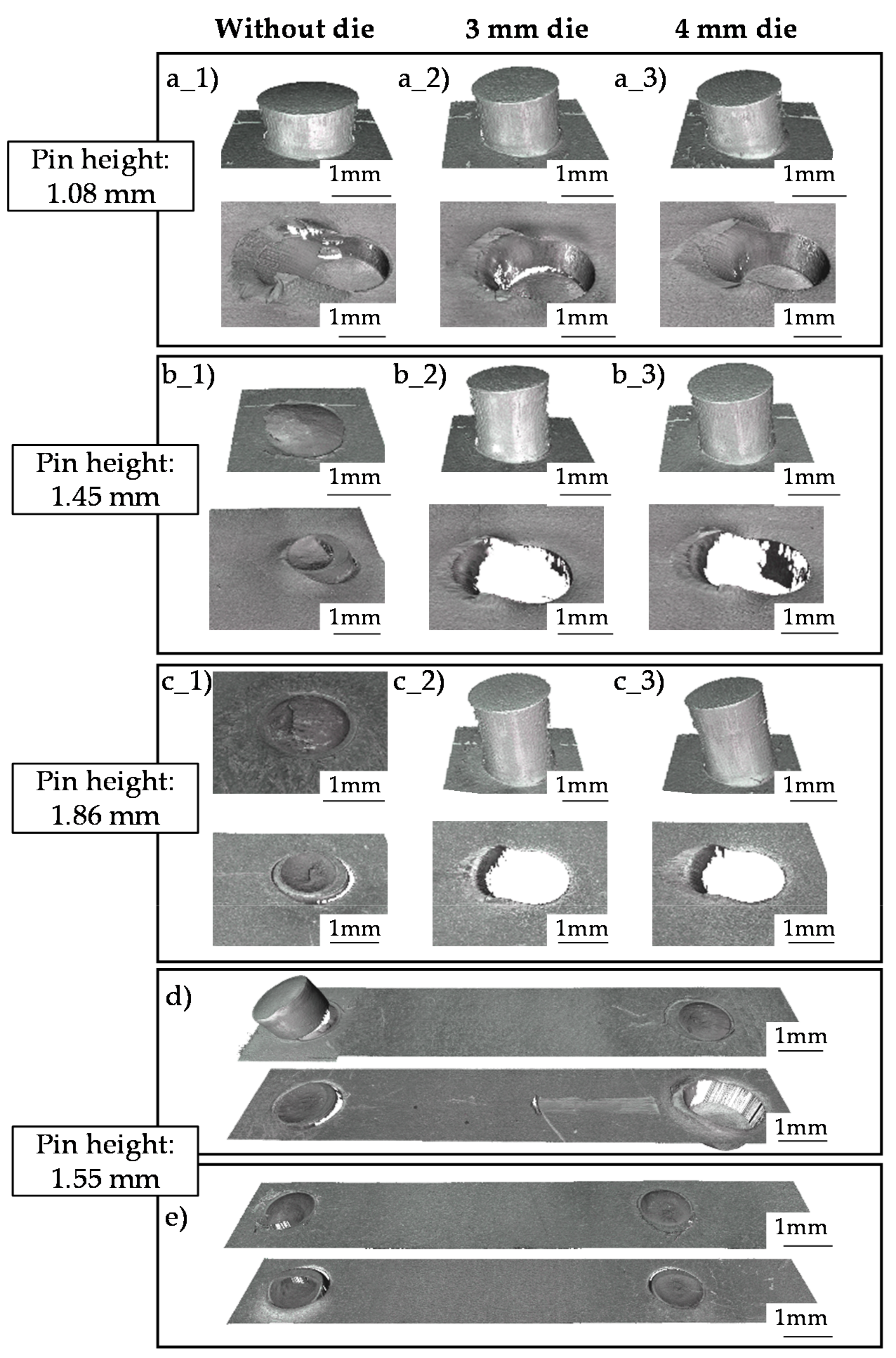
3.3. Tensile Shear Test—Characterization of the Pin Joint
4. Conclusions and Outlook
- Cold extrusion as a manufacturing process is suitable for the production of metallic pin structures from a higher strength DP600 steel.
- Metallic pin structures are very suitable for joining dissimilar metals.
- For the production of load-bearing joints, the control of the material flow during joining is essential, as a good form fit during direct pin pressing is decisive for the subsequent tensile shear strength. The form fit should withstand enough load to prevent the pin structure from being pulled out of the joining partner prematurely and that the pin itself fails instead.
- The use of a die when joining with metallic pin structures has the potential to influence the material flow and thus the formation of the form fit. However, consideration must be given to the differences in strength of the joining partners in order to avoid the pin structure piercing the joining partner, which would lead to inferior joint quality.
- In addition to the joining strategy, the pin structure height has a significant influence on the joint strength. With increasing pin height, the joint strength can also be increased, because the form-fit improves to such an extent that it is sufficient enough that a shearing of the pin structure is the cause of failure and thus determines the maximum joint strength. Due to the shearing of the pins, the form fit achieved by direct pin pressing without a die can be rated as very good. A further increase in the pin height only leads to a slight increase in strength.
- By increasing the number of pins, the connection strength is increased linearly.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- IEA. Global EV Outlook 2020: Entering the Decade of Electric Drive? 2020. Available online: https://www.iea.org/reports/global-ev-outlook-2020 (accessed on 10 February 2021).
- IEA. Electricity Information: Overview. 2020. Available online: https://www.iea.org/reports/electricity-information-overview (accessed on 10 February 2021).
- Smith, F. Comeld™: An Innovation in Composite to Metal Joining. Mater. Technol. 2005, 20, 91–96. [Google Scholar] [CrossRef]
- Parkes, P.; Butler, R.; Meyer, J.; de Oliveira, A. Static strength of metal-composite joints with penetrative reinforcement. Compos. Struct. 2014, 118, 250–256. [Google Scholar] [CrossRef]
- Thakkar, R.; Ucsnik, S. Cost efficient metal to fibre reinforced composite joining. In Proceedings of the 16th European Conference on Composite Materials, Seville, Spain, 22–26 June 2014. [Google Scholar]
- Plettke, R.; Schaub, A.; Gröschel, C.; Scheitler, C.; Vetter, M.; Hentschel, O.; Ranft, F.; Merklein, M.; Schmidt, M.; Drummer, D. A New Process Chain for Joining Sheet Metal to Fibre Composite Sheets. Key Eng. Mater. 2014, 611–612, 1468–1475. [Google Scholar] [CrossRef]
- Parkes, P.N.; Butler, R.; Almond, D.P. Growth of damage in additively manufactured metal-composite joints. In Proceedings of the ECCM15—15th European Conference on Composite Materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Ucsnik, S.; Scheerer, M.; Zaremba, S.; Pahr, D. Experimental investigation of a novel hybrid metal–composite joining technology. Compos. Part A Appl. Sci. Manuf. 2010, 41, 369–374. [Google Scholar] [CrossRef]
- Kraus, M.; Frey, P.; Kleffel, T.; Drummer, D.; Merklein, M. Mechanical joining without auxiliary element by cold formed pins for multi-material-systems. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019; Volume 2113, p. 050006. [Google Scholar] [CrossRef]
- Kraus, M.; Merklein, M. Potential of Joining Dissimilar Materials by Cold Formed Pin-Structures. J. Mater. Process. Technol. 2020, 283, 116697. [Google Scholar] [CrossRef]
- Meinhardt, M.; Endres, M.; Graf, M.; Lechner, M.; Merklein, M. Analysing resistance element welding with upset auxiliary joining steel-elements under shear load. Procedia Manuf. 2019, 29, 329–336. [Google Scholar] [CrossRef]
- Feistauer, E.E.; Dos Santos, J.F.; Amancio-Filho, S.T. A review on direct assembly of through-the-thickness reinforced metal–polymer composite hybrid structures. Polym. Eng. Sci. 2019, 59, 661–674. [Google Scholar] [CrossRef]
- Dance, B.G.I.; Kellar, E.J.C. Workpiece Structure Modification. U.S. Patent 7,667,158, 23 February 2010. [Google Scholar]
- Ferri, O.M.; Ebel, T.; de Traglia Amancio Filho, S.; Fernandez dos Santos, J. Verfahren zur Herstellung von Metallformkörpern mit Strukturierter Oberfläche; Helmholtz-Zentrum Geesthacht Zentrum für Material- und Küstenforschung GmbH: Geesthacht, Germany, 2012. [Google Scholar]
- Feistauer, E.; Guimarães, R.; Ebel, T.; Dos Santos, J.; Amancio-Filho, S. Ultrasonic joining: A novel direct-assembly technique for metal-composite hybrid structures. Mater. Lett. 2016, 170, 1–4. [Google Scholar] [CrossRef]
- Pickin, C.G.; Young, K. Evaluation of cold metal transfer (CMT) process for welding aluminium alloy. Sci. Technol. Weld. Join. 2006, 11, 583–585. [Google Scholar] [CrossRef]
- Selvi, S.; Vishvaksenan, A.; Rajasekar, E. Cold metal transfer (CMT) technology—An overview. Def. Technol. 2018, 14, 28–44. [Google Scholar] [CrossRef]
- Ucsnik, S.A.; Kirov, G. New Possibility for the Connection of Metal Sheets and Fiber Reinforced Plastics. Mater. Sci. Forum 2011, 690, 465–468. [Google Scholar] [CrossRef]
- Hopmann, C.; Klein, J.; Schönfuß, B.I.; Reisgen, U.; Schönberger, J.; Schiebahn, A. Analysis and specification of the crash behaviour of plastics/metal-hybrid composites by experimental and numerical methods. Prod. Eng. 2017, 11, 183–193. [Google Scholar] [CrossRef]
- Oluleke, R.J.; Strong, D.; Ciuca, O.P.; Meyer, J.; De Oliveira, A.; Prangnell, P.B. Mechanical and Microstructural Characterization of Percussive Arc Welded Hyper-Pins for Titanium to Composite Metal Joining. Mater. Sci. Forum 2013, 765, 771–775. [Google Scholar] [CrossRef]
- Papke, T.; Merklein, M. Processing of 316L hybrid parts consisting of sheet metal and additively manufactured element by Powder Bed Fusion using a laser beam. Procedia CIRP 2020, 94, 35–40. [Google Scholar] [CrossRef]
- Graham, D.; Rezai, A.; Baker, D.; Smith, P.; Watts, J.F. The development and scalability of a high strength, damage tolerant, hybrid joining scheme for composite–metal structures. Compos. Part A Appl. Sci. Manuf. 2014, 64, 11–24. [Google Scholar] [CrossRef]
- Byrne, G.; Dornfeld, D.; Denkena, B. Advancing Cutting Technology. CIRP Ann. 2003, 52, 483–507. [Google Scholar] [CrossRef]
- Di Giandomenico, V. Surface Structured Bonded Composite-METAL Joint. 2014. Available online: http://dspace.lib.cranfield.ac.uk/handle/1826/9308 (accessed on 12 February 2021).
- Kellar, E.; Smith, F. Energy absorbing joints between fibre reinforced plastics and metals. Join. Plast. 2006, 2006, 25–26. [Google Scholar]
- Beuth. DIN EN ISO 12996:2013-10. In Mechanisches Fügen—Zerstörende Prüfung von Verbindungen—Probenmaße und Prüfverfahren für die Scherzugprüfung von Einpunktproben (ISO_12996:2013); Deutsche Fassung EN_ISO_12996:2013; Beuth Verlag GmbH: Berlin, Germany, 2019. [Google Scholar] [CrossRef]
- Beuth. DIN EN ISO 6892-1:2014-06. In Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature (ISO 6892-1:2014), German version EN ISO 6892-1:2014 German version EN ISO 6892-1:2014; Beuth Verlag GmbH: Berlin, Germany, 2014. [Google Scholar]
- Römisch, D.; Kraus, M.; Merklein, M. Investigation of different joining by forming strategies when connecting different metals without auxiliary elements. Key Eng. Mater. 2021, 883, 19–26. [Google Scholar]
- Ghassemali, E.; Tan, M.-J.; Jarfors, A.E.W.; Lim, S.C.V. Progressive microforming process: Towards the mass production of micro-parts using sheet metal. Int. J. Adv. Manuf. Technol. 2012, 66, 611–621. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Si | Mn | P | S | Altotal | Cr+Mo | Nb+Ti | |||
|---|---|---|---|---|---|---|---|---|---|---|---|
| HCT590X + Z | max. 0.15 | max. 0.75 | max. 2.5 | max. 0.04 | max. 0.015 | 0.015–1.5 | max. 1.4 | max. 0.15 | |||
| Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti | V | Others Each | Others Total | |
| EN AW-6014 | 0.3–0.6 | max. 0.35 | max. 0.25 | 0.05–0.2 | 0.4–0.8 | max. 0.2 | max. 0.1 | max. 0.1 | max. 0.1 | max. 0.05 | max. 0.15 |
| HCT590X + Z | EN AW-6014–T4 | |
|---|---|---|
| Yield Strength ys [MPa] | 397.3 ± 1.7 | 137.8 ± 0.8 |
| Tensile Strength ts [MPa] | 610.8 ± 1.5 | 245.7 ± 0.6 |
| Sheet thickness t0 [mm] | 1.5 | 1.5 |
| Cold Forming and Joining of Pin Structures | ||||
|---|---|---|---|---|
| (a) Constant Process Parameters | ||||
| Punch diameter dP (mm) | 3 | |||
| Punch speed vP (mm/min) | 5 | |||
| Blank holder pressure σBH (MPa) | 250 | |||
| Die diameter for forming dD (mm) | 1.5 | |||
| (b) Varied Process Parameter | ||||
| Classification (see Figure 2) | Label | Pin arrangement (see Figure 2) | Punch penetration depth s (mm) | Die diameter dDPP for (joining) (mm) |
| Single pins | 1.08 mm | - | 0.610 ± 0.003 | 0, 3, 4 |
| 1.45 mm | - | 0.743 ± 0.005 | 0, 3, 4 | |
| 1.86 mm | - | 0.879 ± 0.009 | 0, 3, 4 | |
| Multi pins | 1.55 mm | Longitudinal | 0.748 ± 0.003 | 0 |
| 0.785 ± 0.008 | 0 | |||
| Transverse | 0.746 ± 0.005 | 0 | ||
| Classification | Label | Pin Arrangement (see Figure 2) | Pin Position (see Figure 2) | Punch Penetration Depth [mm] | Pin Height [mm] | Number of Tests n |
|---|---|---|---|---|---|---|
| Single pin | 1.08 mm | - | #1 | 0.61 ± 0.00 | 1.08 ± 0.01 | 9 |
| Single pin | 1.45 mm | - | #1 | 0.74 ± 0.01 | 1.45 ± 0.05 | 9 |
| Single pin | 1.86 mm | - | #1 | 0.88 ± 0.01 | 1.86 ± 0.04 | 9 |
| Multi pin | 1.55 mm | Longitudinal | #1 | 0.75 ± 0.00 | 1.54 ± 0.01 | 3 |
| Multi pin | 1.55 mm | Longitudinal | #2 | 0.79 ± 0.01 | 1.56 ± 0.01 | 3 |
| Multi pin | 1.55 mm | Transversal | #1 + #2 | 0.75 ± 0.01 | 1.53 ± 0.02 | 6 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Römisch, D.; Kraus, M.; Merklein, M. Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures. J. Manuf. Mater. Process. 2021, 5, 25. https://doi.org/10.3390/jmmp5010025
Römisch D, Kraus M, Merklein M. Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures. Journal of Manufacturing and Materials Processing. 2021; 5(1):25. https://doi.org/10.3390/jmmp5010025
Chicago/Turabian StyleRömisch, David, Martin Kraus, and Marion Merklein. 2021. "Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures" Journal of Manufacturing and Materials Processing 5, no. 1: 25. https://doi.org/10.3390/jmmp5010025
APA StyleRömisch, D., Kraus, M., & Merklein, M. (2021). Experimental Study on Joining by Forming of HCT590X + Z and EN-AW 6014 Sheets Using Cold Extruded Pin Structures. Journal of Manufacturing and Materials Processing, 5(1), 25. https://doi.org/10.3390/jmmp5010025