
Structure Formation and Curing Stage of Arbolite–Concrete Composites Based on Iron-Sulfur Binders


Abstract
1. Introduction
- Development of the composition and study of the properties of iron-sulfur-containing binders by the method of mechanochemical treatment for their use in the composition of arbolite–concrete composites.
- Study the growth rate of creep strains and strength of lightweight iron-sulfur-containing concrete of dense, porous, and large-porous structures.
- Study the curing phase of final strength and fracture of iron-sulfur-containing arbolite concrete composites.
2. Materials and Methods Used in Experimental Work
2.1. Materials Used in Experimental Work
2.2. Methods
2.2.1. Methods of Mutual Neutralization of Toxic Components of Industrial Wastes
2.2.2. Mechanochemical Activation of Iron-Sulfur-Containing Additives on the Basis of Pyrite Cinders and Technical Sulfur Together with Cement
- -
- Preparation and dosing of iron-sulfur-containing additives based on pyrite cinders and technical sulfur by fractional composition and specific surface area;
- -
- Preparation and dosing of Portland cement;
- -
- Preparation and mixing of a certain amount of water from the total mass of binder;
- -
- Loading into the mill iron-sulfur-containing additives on the basis of pyrite cinders and technical sulfur in the ratios 100:200, 100:250, and 150:250 by weight, grinding to a fineness characterized by 8–10% of the residue on the sieve No 008 and mixing for 20 min;
- -
- Subsequent addition of 67–70% of cement to the iron-sulfur-containing dry mix and not enough water up to W/C = 0.6;
- -
- Joint grinding of iron-sulfur-containing additives together with cement for 10 min;
- -
- Stopping the mill and discharging the sulfur containing the binder.
2.2.3. Methods of Preparation of Iron-Sulfur Binders
2.2.4. Methods of Evaluating Sulfur Additive Effect on the Strength Characteristics of Iron-Sulfur-Containing Binders by Phase and Mineral Composition
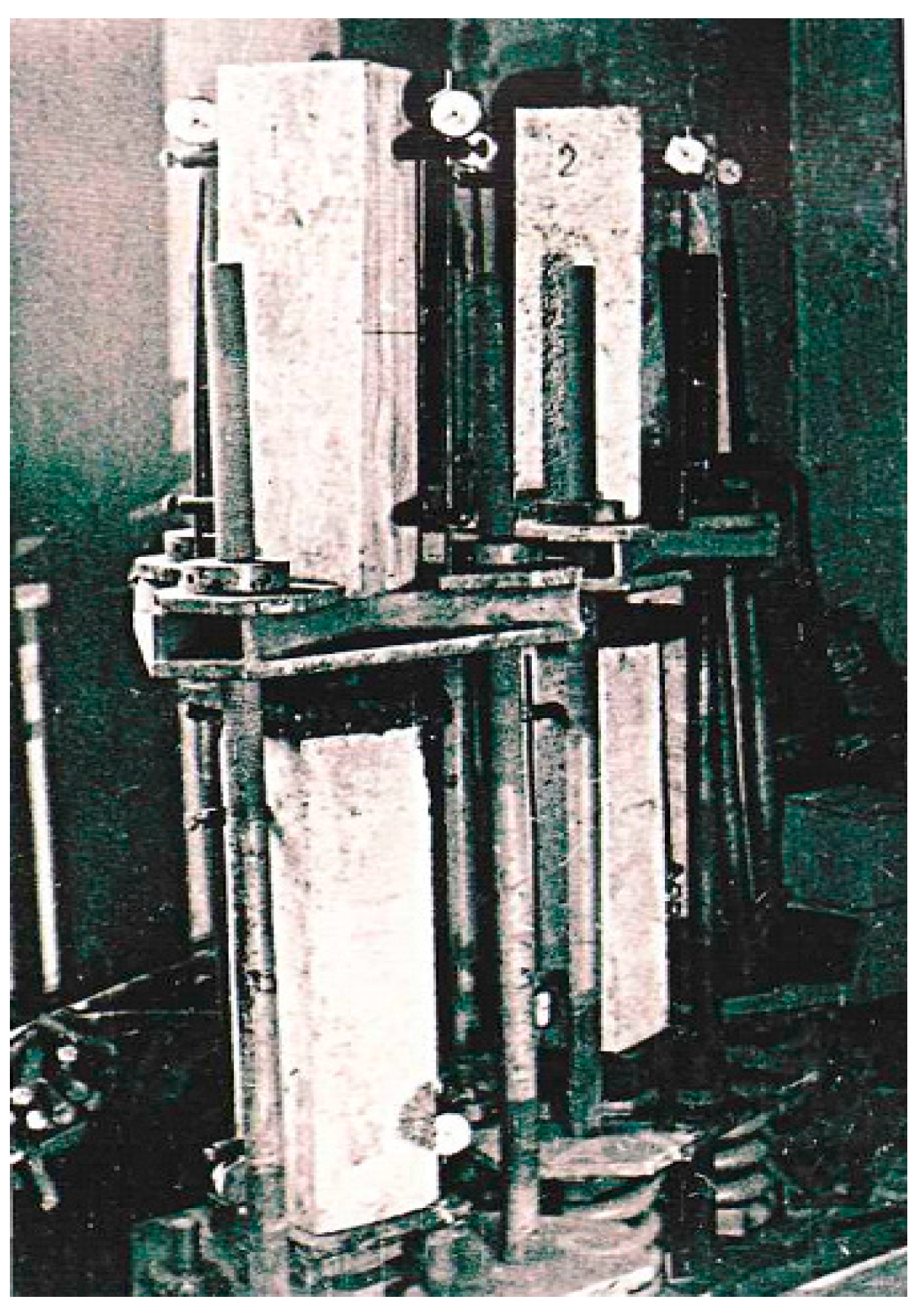
2.2.5. Experimental Methods for Investigating the Rate of Creep Strain Growth of Iron-Sulfur-Containing Lightweight Arbolite Concretes at Different Compressive Stresses
2.2.6. Methods for Determining the Curing and Fracture Phase of Iron-Sulfur-Containing Arbolite–Concrete Composites
3. Results and Discussion in Accordance with the Set Research Objectives
3.1. Development of Composition and Study of Properties of Iron-Sulfur-Containing Binders by the Method of Mechanochemical Treatment for Their Use in the Composition of Arbolite Concrete Composites
3.1.1. Results of Mutual Neutralization of Toxic Components of Industrial Waste
3.1.2. Developed Compositions and Properties of Iron-Sulfur Binders
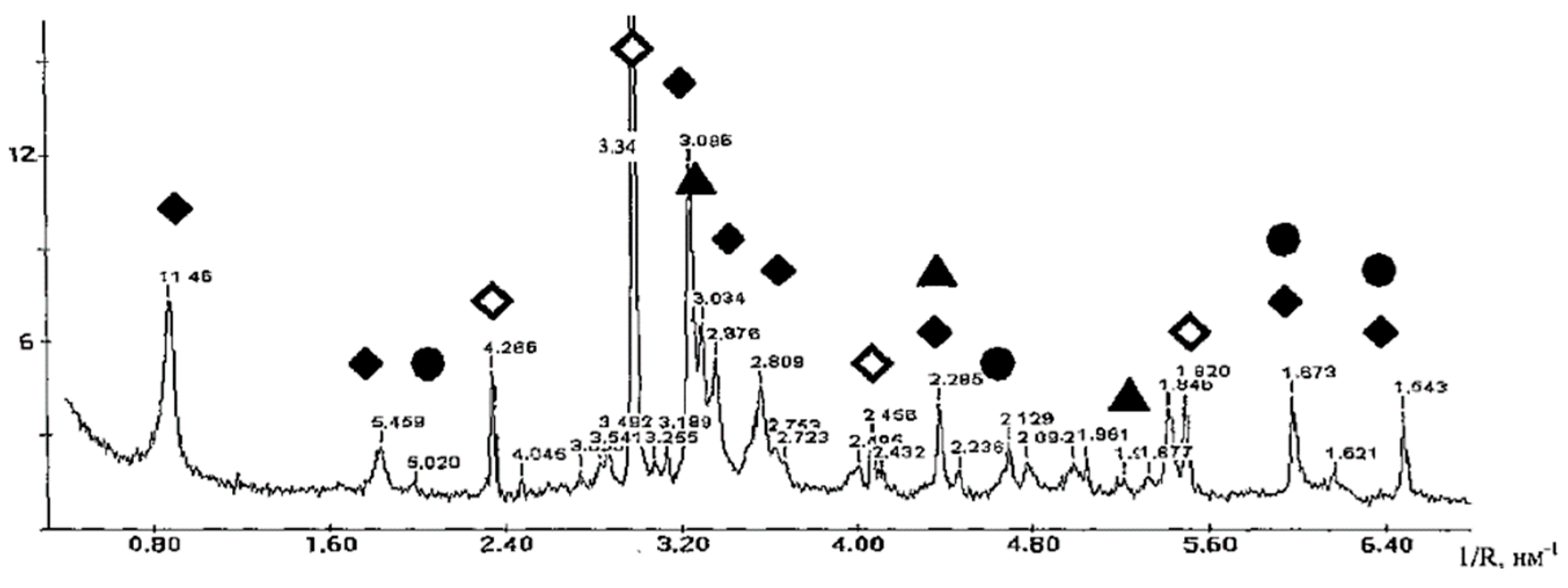
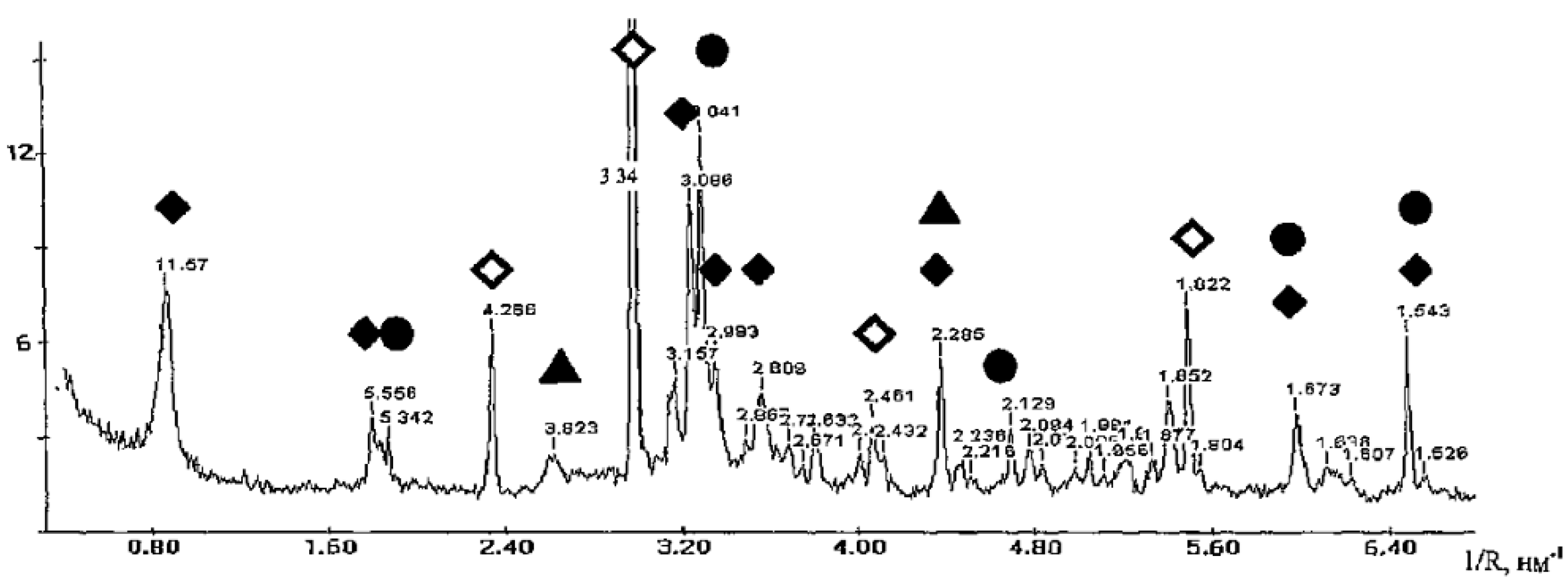
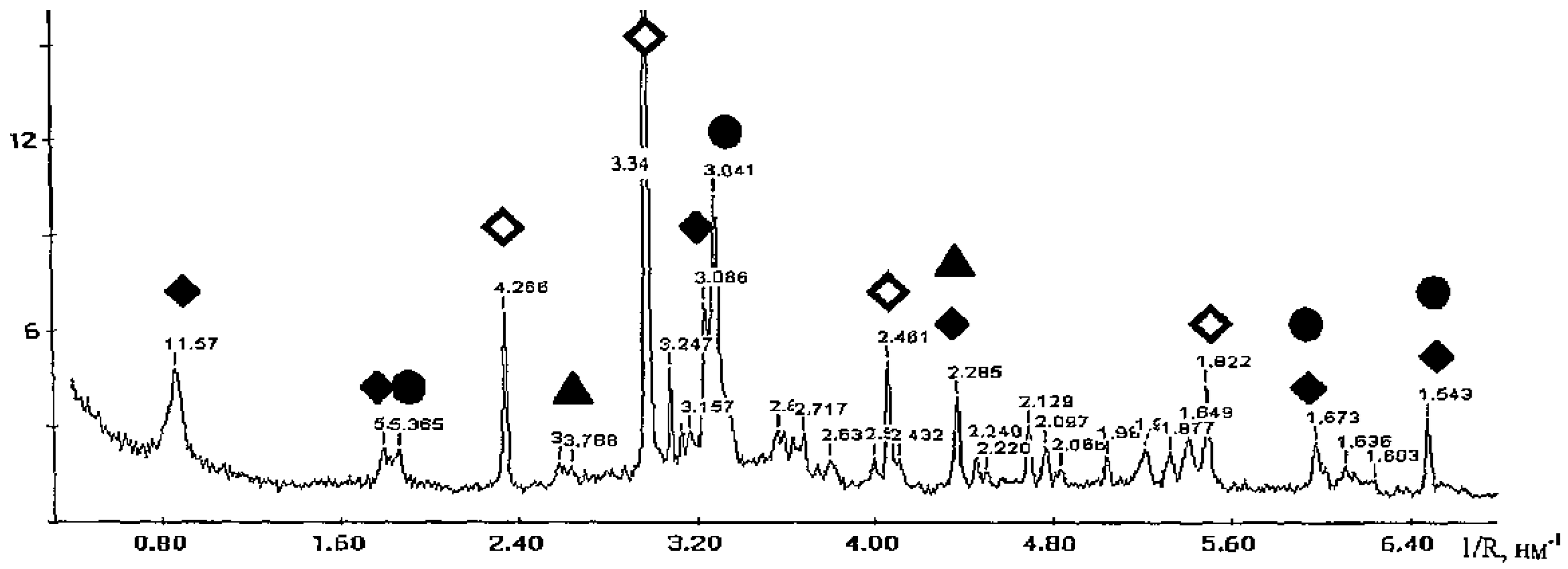
3.1.3. Phase and Mineral Compositions and Properties of Iron-Sulfur Binders
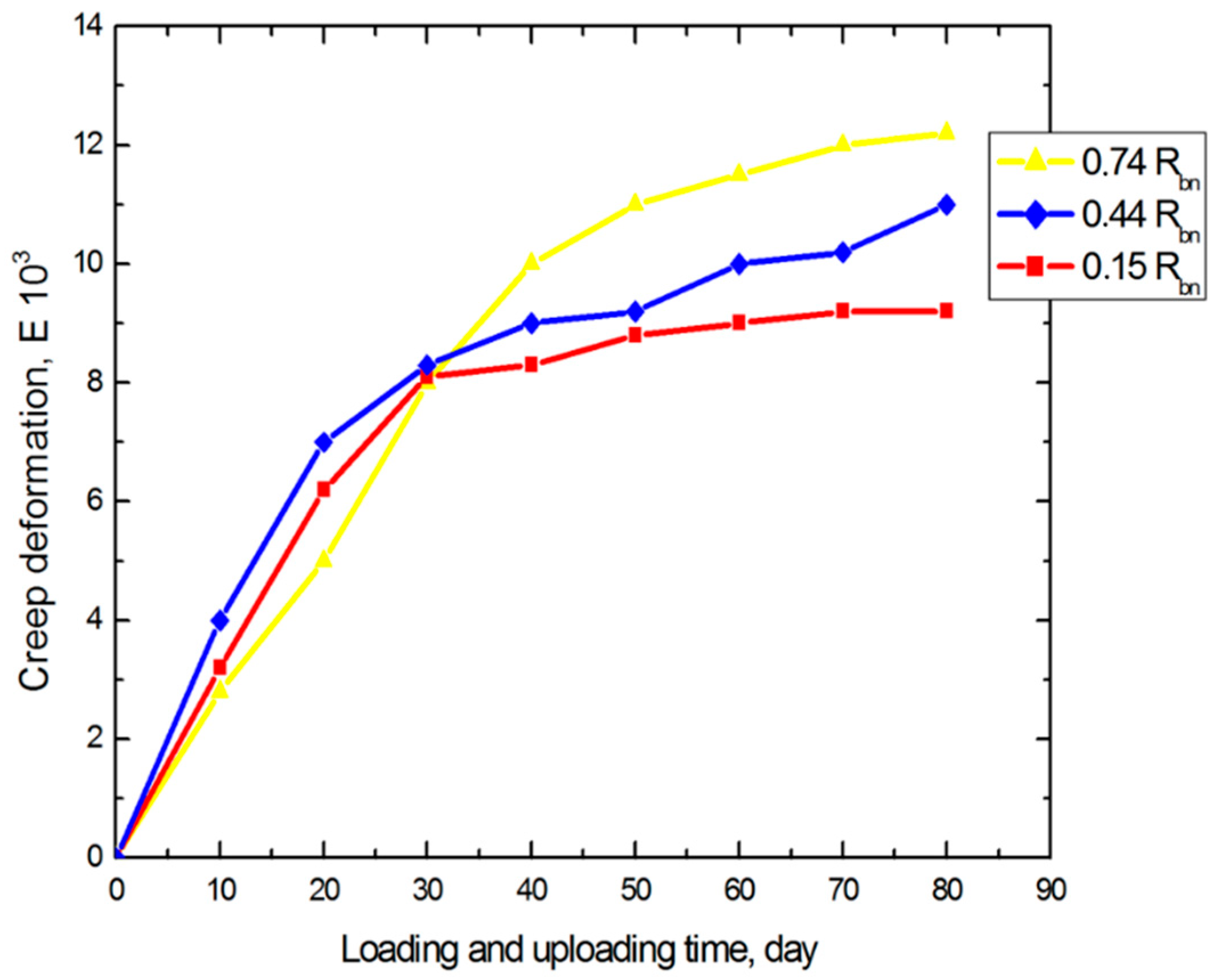
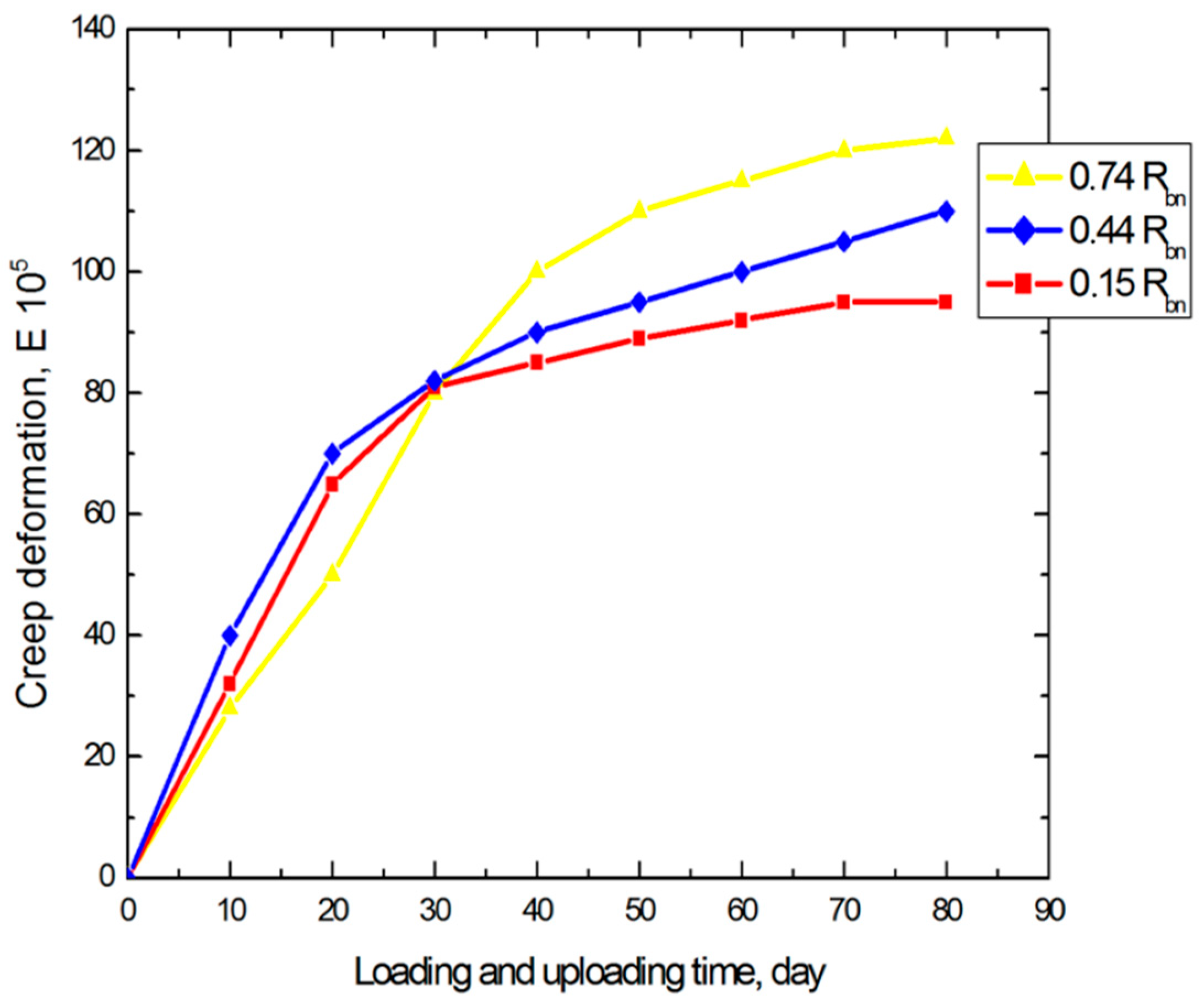
3.2. Results of Creep Strain Growth and Strength of Iron-Sulfur Lightweight Concretes
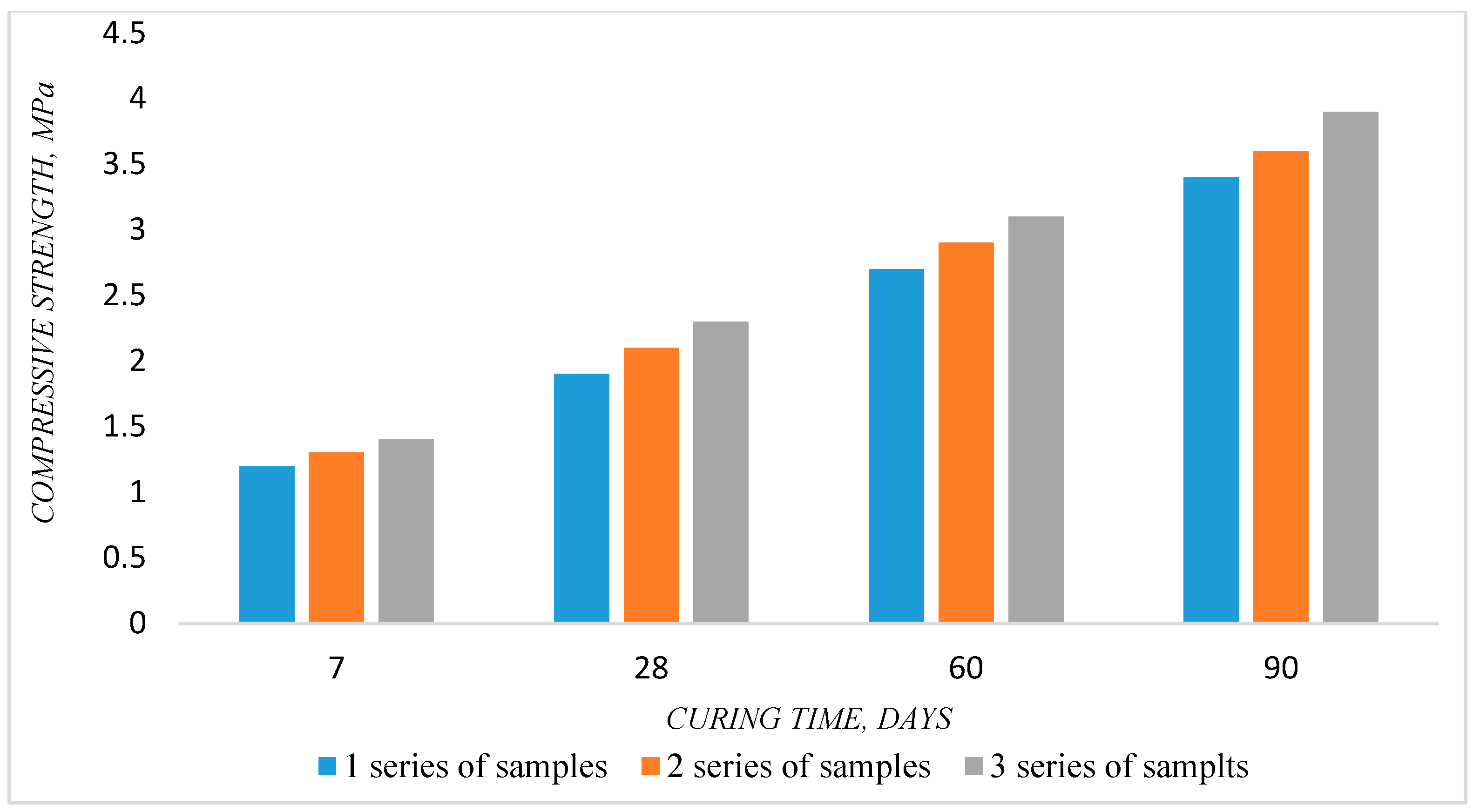
3.3. Strength and Fracture Results of Iron-Sulfur-Containing Arbolite Concrete Composites
- Strain gauges located in the mortar component of the material record the moment of its destruction and the achievement of the ultimate tensile strength of iron-sulfur arbolite in the prisms perpendicular to the acting load of the press. In this case, the arrow of the press pressure gauge falls; that is, the initial destruction of the material can always be observed.
- Strain gauges fixed on 4–5 mm shredded reed fibers oriented along and across the acting load continue to show strain growth, and the press pressure gauge arrow continues to show stress growth.
- The described effect is not observed in iron-sulfur arbolite of porous (500 kg/m3) or coarse-porous structure (450 kg/m3) of low volumetric mass.
- In the tests of iron-sulfur-containing arbolite of dense structure (650 kg/m3), the simultaneous destruction of the iron-sulfur-containing mortar component and organic aggregate did not occur. Usually, there was sequential destruction associated with organic filler based on shredded reed fibers, then with the iron-sulfur-containing mortar component, but only in the second phase of curing. The failure of the material by the iron-sulfur-containing mortar component occurred only in the first curing phase.
- -
- When Rmortar < Raggregate, one-phase solidification and one-stage fracture occurs due to the mortar;
- -
- When Rsolution > Raggregate, two-phase solidification and two-stage failure occur.
- Adopted methods of mutual neutralization and detoxification by their mechanochemical treatment allowed us to reduce the consumption of expensive cement by replacing it partly with cheap industrial waste.
- The growth of the strength of iron-sulfur-containing material depending on the curing period and changes in the modulus of deformation, and especially the great extensibility of organic aggregate based on shredded cane in the composition of iron-sulfur-containing arbolite under loading with different stress levels.
- The nature of fracture and strength formation of iron-sulfur arbolite samples at different ages depend on the fraction and size of the crushed reed fiber.
4. Conclusions According to the Results of the Study
- Mutual neutralization of toxic iron-sulfur-containing waste and using the method of mechanochemical processing developed compositions of iron-sulfur-containing binders with compressive strength up to 73.5 MPa for their further use in the composition of arbolite-concrete composites. Moreover, the adopted methods reduce the consumption of expensive cement by replacing part of it with cheap industrial waste.
- The growth of the strength of iron-sulfur-containing material in the second phase of curing is explained by the change in the deformation modulus of the constituent components of sulfur-containing arbolite under loading with different stress levels. It was found that the deformation modulus of the iron-sulfur-containing mortar component and the material decreases with increasing stress from σ = 0.15 Rbn to σ = 0.74 Rbn, while it increases for the organic aggregate in a certain range of relative stress. In the stressed state, the organic aggregate based on shredded reed with 4–5 mm size is strengthened and can be more loaded than in the unstressed state.
- The nature of fracture and strength formation of samples from iron-sulfur-containing arbolite at different ages depends on the fraction and size of crushed reed fiber and the average density of lightweight concrete. The strength of iron-sulfur-containing arbolite of porous structure (400–500 kg/m3) is formed in one phase, with the one-stage destruction due to clogging by organic aggregate. For the material of dense structure (650–700 kg/m3), there is sequential destruction associated with the organic aggregate based on shredded reed fibers and then with iron-sulfur-containing mortar component, but only in the second phase of hardening.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Slizneva, T.E.; Akulova, M.V.; Razgovorov, P.B. Influence of mechanomagnetic activation of solutions Cacl2 and Na2S2O3 on phase structure of cement stone. Izv. Vyss. Uchebnykh Zaved. Seriya Khimiya Khimicheskaya Tekhnol. 2019, 62, 101–107. [Google Scholar] [CrossRef]
- Vyshar, O.; Stolboushkin, A.; Rakhimova, G.; Stanevich, V.; Rakhimov, M. Study of the properties of overburdened rocks from coal mining: Overburden—As a raw material in the production of ceramic bricks. Int. J. GEOMATE 2023, 25, 86–94. [Google Scholar] [CrossRef]
- Sokolova, Y.A.; Akulova, M.; Isakulov, B.; Sokolova, A.G.; Isakulov, A. The Study of the Impact of Iron and Sulfur Containing Additives on the Strength Properties of Sulfur Containing Binders. Solid State Phenom. 2022, 334, 195–201. [Google Scholar] [CrossRef]
- Sokolova, Y.A.; Akulova, M.V.; Isakulov, B.R.; Kul’sharov, B.B.; Isakulov, A.B. The Study of Creep and Deformation Properties of Sulfur-Containing Arbolit Exposed to Various Compression Stresses. Key Eng. Mater. 2021, 899, 137–143. [Google Scholar] [CrossRef]
- Sokolova, Y.; Akulova, M.; Isakulov, B.; Sokolova, A.; Tukashev, Z.; Konysbaeva, Z. Improvement of Strength Properties of Arbolite Concrete Composites by Impregnation with Sulfur—By-Products of Oil and Gas Industry. Lect. Notes Civ. Eng. 2023, 282, 1–8. [Google Scholar] [CrossRef]
- Stanevich, V.T.; Bulyga, L.L.; Vyshar, O.V.; Girnis, S.R.; Rakhimova, G.M. Analysis of energy efficiency of building envelopes of JSC “station EGRES-2”. AIP Conf. Proc. 2022, 2559, 050006. [Google Scholar] [CrossRef]
- Isakulov, B.; Abdullaev, H.; Mukasheva, A.; Akishev, U.; Ordabayeva, G. Investigation of the formation of microstructure and strength characteristics of slag-alkaline arbolite. EUREKA Phys. Eng. 2023, 2, 209–221. [Google Scholar] [CrossRef]
- Isakulov, B.R.; Dzhumabaev, M.D.; Abdullaev, K.T.; Konysbaeva, Z.O.; Shalabaeva, S.I. Detoxication and neutralization of toxic industrial waste components for production of sulfur-containing binding construction materials. Int. J. Eng. Res. Technol. 2020, 13, 4880–4884. [Google Scholar]
- Rakhimova, G.; Stolboushkin, A.; Vyshar, O.; Stanevich, V.; Rakhimov, M.; Kozlov, P. Strong Structure Formation of Ceramic Composites Based on Coal Mining Overburden Rocks. J. Compos. Sci. 2023, 7, 209. [Google Scholar] [CrossRef]
- Tazhentayeva, E.; Vighio, A.A.; Saha, K.M.; Rakhimov, M.; Zakaria, R.; Wen, T.J.; Rakhimov, A.; Rakhimova, Z.; Imanov, Y.; Maikotova, K.A. Renovation Framework for Energy Efficient Dilapidated Building Retrofitting in Kazakhstan. Chem. Eng. Trans. 2024, 113, 613–618. [Google Scholar] [CrossRef]
- Isakulov, B.R.; Akulova, M.V.; Kulsharov, B.B.; Sartova, A.M.; Isakulov, A.B. Formation of strength and phases of sequence of destruction of arbolite composites at various long loads. Ser. Geol. Tech. Sci. 2020, 4, 28–34. [Google Scholar] [CrossRef]
- Kairakbaev, A.K.; Abdrakhimova, E.S.; Abdrakhimov, V.Z.; Tukashev, Z. Rheological characteristics of the ceramic mixture and physical mechanical properties of acid-resistant materials based on man-made waste and pyrophyllite. AIP Conf. Proc. 2023, 2999, 020011. [Google Scholar] [CrossRef]
- Omarov, A.; Sarsembayeva, A.; Zhussupbekov, A.; Nurgozhina, M.; Tleulenova, G.; Yeleussinova, A.; Isakulov, B. Bearing Capacity of Precast Concrete Joint Micropile Foundations in Embedded Layers: Predictions from Dynamic and Static Load Tests according to ASTM Standards. Infrastructures 2024, 9, 104. [Google Scholar] [CrossRef]
- Beysenbayev, O.K.; Umirzakov, S.I.; Tleuov, A.S.; Smaylov, B.M.; Issa, A.B.; Dzhamantikov, K.; Zakirov, B.S. Obtaining and research of physical and chemical properties of chelated polymer-containing microfertilizers on the basis of technogenic waste for rice seed biofortification. Ser. Geol. Tech. Sci. 2019, 1, 80–89. [Google Scholar] [CrossRef]
- Sokolova, Y.; Akulova, M.; Isakulov, B.; Sokolova, A.; Kul’Sharov, B.; Isakulov, A. Detoxication of by-products of oil and gas industry accompaniied by obtaining iron and sulfur-containing binders for structural building materials. Ser. Chem. Technol. 2020, 6, 65–72. [Google Scholar] [CrossRef]
- Sadieva, K.R.; Massalimova, B.K.; Abisheva, R.D.; Tsoy, I.G.; Nurlybayeva, A.N.; Darmenbayeva, A.S.; Ybraimzhanova, L.K.; Bakibaev, A.A.; Sapi, A.K. Preparation of carbon nanocomposites on the basis of silicon-tin containing substances. Ser. Geol. Tech. Sci. 2019, 4, 158–166. [Google Scholar] [CrossRef]
- Isakulov, B.R.; Jumabayev, M.D.; Abdullaev, H.T.; Akishev, U.K.; Aymaganbetov, M.N. Properties of slag-alkali binders based on industrial waste. Period. Tche Quim. 2019, 16, 375–387. [Google Scholar] [CrossRef]
- Zhiv, A.S.; Isakulov, B.R. Resource-saving technologies for the production and research of the properties of wood concrete based on a sulfur-containing binder. Scientific Herald of the Voronezh State University of Architecture and Civil Engineering. Constr. Archit. 2014, V, 61–74. [Google Scholar]
- Abdykalykov, A.; Bolotov, T.; Kurbanbaev, A.; Matyeva, A.; Zhumabaev, R. Optimisation of composition and strength properties of slag-alkali binders based on fuel slags. Arch. Stud. 2024, 10, 125–135. [Google Scholar] [CrossRef]
- Abdul, F.; Adachi, K.; Ho, H.-J.; Iizuka, A.; Shibata, E. Magnesium recovery from ferronickel slag by reaction with sodium hydroxide. J. Environ. Chem. Eng. 2024, 12, 112516. [Google Scholar] [CrossRef]
- Athira, V.; Charitha, V.; Athira, G.; Bahurudeen, A. Agro-waste ash based alkali-activated binder: Cleaner production of zero cement concrete for construction. J. Clean. Prod. 2021, 286, 125429. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Alotaibi, A.; Shbeeb, N.I. River Sand Replacement with Sustainable Sand in Design Mix Concrete for the Construction Industry. Civ. Eng. J. 2025, 11, 201–214. [Google Scholar] [CrossRef]
- Shults, R.; Seitkazina, G.; Annenkov, A.; Demianenko, R.; Soltabayeva, S.; Kozhayev, Z.; Orazbekova, G. Complex Geodetic Monitoring of the Massive Sports Structures by Terrestrial Laser Scanning. Civ. Eng. J. 2025, 11, 884–909. [Google Scholar] [CrossRef]
- Chen, J.; Xing, Y.; Wang, Y.; Zhang, W.; Guo, Z.; Su, W. Application of iron and steel slags in mitigating greenhouse gas emissions: A review. Sci. Total Environ. 2022, 844, 157041. [Google Scholar] [CrossRef]
- Cheng, Y.; Awan, U.; Ahmad, S.; Tan, Z. How do technological innovation and fiscal decentralization affect the environment? A story of the fourth industrial revolution and sustainable growth. Technol. Forecast. Soc. Chang. 2021, 162, 120398. [Google Scholar] [CrossRef]
- Cristelo, N.; Castro, F.; Miranda, T.; Abdollahnejad, Z.; Fernández-Jiménez, A. Iron and Aluminium Production Wastes as Exclusive Components of Alkali Activated Binders—Towards a Sustainable Alternative. Sustainability 2021, 13, 9938. [Google Scholar] [CrossRef]
- Dai, X.; Ren, L.; Gu, X.; Yilmaz, E.; Fang, K.; Jiang, H. Strength Analysis and Optimization of Alkali Activated Slag Backfills Through Response Surface Methodology. Front. Mater. 2022, 9, 844608. [Google Scholar] [CrossRef]
- Deepak, M.; Reddy, Y.R.; Nagendra, R. Investigating the mechanical strength, durability and micro-structural properties of slag-based concrete. Innov. Infrastruct. Solut. 2023, 8, 272. [Google Scholar] [CrossRef]
- Kombayev, K.; Muzdybayev, M.; Muzdybayeva, A.; Myrzabekova, D.; Wieleba, W.; Leśniewski, T. Functional Surface Layer Strengthening and Wear Resistance Increasing of a Low Carbon Steel by Electrolytic-Plasma Processing. Stroj.-Vestnik-J. Mech. Eng. 2022, 68, 542–551. [Google Scholar] [CrossRef]
- Gao, Y.; Zhao, W.; Zhou, A.-N.; Han, R.; Li, Z.; Zhang, N.-N.; Wang, J.-Z.; Ma, C. Study on the composition and structure characteristics and dry decarbonization separation of coal water slurry gasification fine slag. J. Fuel Chem. Technol. 2022, 50, 954–965. [Google Scholar] [CrossRef]
- Krivenko, P.; Helevera, O.; Rudenko, I.; Rohozina, N. Structure formation and optimization of compositions of decorative alkali-activated slag cements. AIP Conf. Proc. 2023, 2684, 040012. [Google Scholar] [CrossRef]
- Manjunatha, M.; Preethi, S.; Malingaraya; Mounika, H.; Niveditha, K. Ravi Life cycle assessment (LCA) of concrete prepared with sustainable cement-based materials. Mater. Today Proc. 2021, 47, 3637–3644. [Google Scholar] [CrossRef]
- Zhukov, A.; Stepina, I.; Sodomon, M.; Bazhenova, S. Preliminary optimization of composite compositions based on modified Sosnowsky’s Heracleum. BioResources 2024, 19, 5731–5740. [Google Scholar] [CrossRef]
- Stepina, I.; Sodomon, M.; Semenov, V.; Kononov, G.; Petukhov, V. Compatibility of modified heracleum sosnovskyi cellulose-based material with some polymers. Cellul. Chem. Technol. 2022, 56, 815–826. [Google Scholar] [CrossRef]
- Turkoglu, M.; Bayraktar, O.Y.; Benli, A.; Kaplan, G. Effect of cement clinker type, curing regime and activator dosage on the performance of one-part alkali-activated hybrid slag/clinker composites. J. Build. Eng. 2023, 68, 106164. [Google Scholar] [CrossRef]
- Wang, Y.; Cao, Y.; Ma, Y.; Xiao, S.; Hu, J.; Wang, H. Fresh and hardened properties of alkali-activated fly ash/slag binders: Effect of fly ash source, surface area, and additives. J. Sustain. Cem. Mater. 2021, 11, 239–262. [Google Scholar] [CrossRef]
- Yakovkin, I.; Katrich, G.; Loburets, A.; Vedula, Y.; Naumovets, A. Alkaline-earth overlayers on furrowed transition metal surfaces: An example of tailoring the surface properties. Prog. Surf. Sci. 1998, 59, 355–365. [Google Scholar] [CrossRef]
- Mehta, V. Sustainable approaches in concrete production: An in-depth review of waste foundry sand utilization and environmental considerations. Environ. Sci. Pollut. Res. 2024, 31, 23435–23461. [Google Scholar] [CrossRef]
- Akhtar, J.N.; Akhtar, M.N. Enhancement in properties of concrete with demolished waste aggregate. GE-Int. J. Eng. Res. 2014, 2, 73–83. [Google Scholar]
- Singh, G.B.; Prasad, V.D. Environmental impact of concrete containing high volume fly ash and ground granulated blast furnace slag. J. Clean. Prod. 2024, 448, 141729. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Jameel, M.; Ibrahim, Z.; Bunnori, N.M. Assessment of structural concrete made by sustainable sand at high temperatures: An experimental research. Ain Shams Eng. J. 2024, 15, 103108. [Google Scholar] [CrossRef]
- Stepina, I.; Sodomon, M.; Semenov, V.; Dorzhieva, E.; Titova, I. Modifying heracleum sosnowskyi stems with monoethanolamine (N→B)-trihydroxyborate for manufacturing biopositive building materials. Lect. Notes Civ. Eng. 2022, 170, 45–52. [Google Scholar] [CrossRef]
- Turan, C.; Javadi, A.A.; Vinai, R.; Russo, G. Effects of Fly Ash Inclusion and Alkali Activation on Physical, Mechanical, and Chemical Properties of Clay. Materials 2022, 15, 4628. [Google Scholar] [CrossRef] [PubMed]
- Vázquez-Rodríguez, F.; Elizondo, N.; Montes-González, M.; Gómez-Rodríguez, C.; González-Carranza, Y.; Guzmán, A.M.; Rodríguez, E.A. Microstructural and Mechanical Characteristics of Alkali-Activated Binders Composed of Milled Fly Ash and Granulated Blast Furnace Slag with µ-Limestone Addition. Materials 2023, 16, 3818. [Google Scholar] [CrossRef]
- Zhumadilova, A.; Zhigitova, S.; Turalina, M. The impact of greenhouse gases on climate change. Sci. Horiz. 2023, 26, 97–109. [Google Scholar] [CrossRef]
- Zhang, T.; Zhu, Q.; Liu, H.; Gao, S. Utilization of coal gangue sand in structural concrete as fine aggregate towards sustainable production. Constr. Build. Mater. 2024, 417, 135264. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Bani-Hani, K.A.; Malkawi, D.A.; Albatayneh, O. Suitability of sustainable sand for concrete manufacturing—A complete review of recycled and desert sand substitution. Results Eng. 2024, 23, 102478. [Google Scholar] [CrossRef]
- Saini, A.; Soni, H.; Yadav, J.S. Utilization of recycled construction and demolition waste to improve the bearing capacity of loose sand: An integrated experimental and numerical study. Géoméch. Geoengin. 2024, 19, 444–461. [Google Scholar] [CrossRef]
- Mistri, A.; Bhattacharyya, S.K.; Dhami, N.; Mukherjee, A.; Barai, S.V. A review on different treatment methods for enhancing the properties of recycled aggregates for sustainable construction materials. Constr. Build. Mater. 2020, 233, 117894. [Google Scholar] [CrossRef]
- Panghal, H.; Kumar, A. Recycled Coarse Aggregates in Concrete: A Comprehensive Study of Mechanical and Microstructural Properties. Iran. J. Sci. Technol. Trans. Civ. Eng. 2024, 49, 115–1131. [Google Scholar] [CrossRef]
- Luo, H.; Aguiar, J.; Wan, X.; Wang, Y.; Cunha, S.; Jia, Z. Application of Aggregates from Construction and Demolition Wastes in Concrete: Review. Sustainability 2024, 16, 4277. [Google Scholar] [CrossRef]
- Monish, M.; Srivastava, V.; Agarwal, V.C.; Kumar, R. Utilization of demolished waste as fine aggregate in Concrete. J. Acad. Ind. Res. 2012, 1, 398–400. [Google Scholar]
- Ju, M.; Jeong, J.-G.; Palou, M.; Park, K. Mechanical Behavior of Fine Recycled Concrete Aggregate Concrete with the Mineral Admixtures. Materials 2020, 13, 2264. [Google Scholar] [CrossRef] [PubMed]
- Akhtar, M.N.; Jameel, M.; Ibrahim, Z.; Bunnori, N.M.; Bani-Hani, K.A. Development of sustainable modified sand concrete: An experimental study. Ain Shams Eng. J. 2024, 15, 102331. [Google Scholar] [CrossRef]
- Wang, C.-Q.; Cheng, L.-X.; Ying, Y.; Yang, F.-H. Utilization of all components of waste concrete: Recycled aggregate strengthening, recycled fine powder activity, composite recycled concrete and life cycle assessment. J. Build. Eng. 2024, 82, 108255. [Google Scholar] [CrossRef]
- Akhtar, M.N.; Ibrahim, Z.; Bunnori, N.M.; Jameel, M.; Tarannum, N.; Akhtar, J. Performance of sustainable sand concrete at ambient and elevated temperature. Constr. Build. Mater. 2021, 280, 122404. [Google Scholar] [CrossRef]
- Kazmi, S.M.S.; Munir, M.J.; Wu, Y.-F. Development of sustainable high-performance desert sand concrete: Engineering and environmental impacts of compression casting. Resour. Conserv. Recycl. 2025, 212, 108002. [Google Scholar] [CrossRef]
- Issakulov, B.R.; Zhiv, A.S.; Zhiv, Y.A.; Strelnikova, A.S. Light concrete on the base of industrial and agricultural waste. In Proceedings of the 2nd International Conference on Sustainable Construction Materials and Technologies, Ancona, Italy, 28–30 June 2010; Available online: http://www.scopus.com/inward/record.url?eid=2-s2.0-84861395964&partnerID=MN8TOARS (accessed on 8 April 2018).
- Sokolova, Y.; Akulova, M.; Isakulov, B.; Sokolova, A.; Kul’sHarov, B.; Isakulov, A. The study of the properties and structure of cement binding composition on electrolyte acqueous solutions activated by mechanomagnetic method. Ser. Chem. Technol. 2021, 2, 86–91. [Google Scholar] [CrossRef]
- Samchenko, S.; Ushkov, M.; Erofeev, V.; Ushkov, V.; Stepina, I. The Flammability and Thermal Stability of Filling Epoxy Foam Plastics for Construction Purposes. Materials 2024, 17, 5268. [Google Scholar] [CrossRef]
- GOST 31108-2020; General Construction Cements. Specification. Standardinform: Moscow, Russia, 2020. (In Russian)
- GOST 127.1-93; Technical Sulfur for Industrial Use. Specification. IPK Publishing House of Standards: Minsk, Belarus, 1996. (In Russian)
- GOST 30515-97; Cements. General Specifications. Standardinform: Moscow, Russia, 1998. (In Russian)
- GOST 7473-2010; Concrete Mixtures. General Specifications. Standardinform: Moscow, Russia, 2018. (In Russian)
- GOST 19222-84; Arbolit and Its Products. General Specifications. Publishing House of Standards: Moscow, Russia, 1984. (In Russian)
- GOST 25820-2000; Lightweight Concretes. General Specifications. Standardinform: Moscow, Russia, 2008. (In Russian)




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sulfur Additive, % | Pyrite Cinders, m2/kg | Cement, m2/kg | Sulfur m2/kg |
|---|---|---|---|
| 18 | 298 | 400 | 583 |
| 12 | 297 | 420 | 577 |
| 13 | 265 | 450 | 602 |
| Technical Sulfur, % | Pyrite Cinders, % | Cement, % | Water, % | Density, kg/m3 |
|---|---|---|---|---|
| 10 | 18 | 72 | 30 | 1580 |
| 12 | 18 | 70 | 30 | 1585 |
| 13 | 20 | 67 | 30 | 1590 |
| No Series Prism Samples | W/C | Cement, kg | Sulfur Waste, kg | Pyritic Cinder, kg | Shredded Fibers Reeds, kg | Water, kg |
|---|---|---|---|---|---|---|
| 1 | 0.82 | 240 | 19.5 | 58.5 | 137 | 195 |
| 2 | 0.79 | 247 | 26 | 52 | 143 | 195 |
| 3 | 0.77 | 254 | 32.5 | 45.5 | 149 | 195 |
| No Series Prism Samples | W/C | Cement, kg | Sulfur Waste, kg | Pyritic Cinder, kg | Expanded Clay, kg | Water, kg |
|---|---|---|---|---|---|---|
| 1 | 0.81 | 444 | 36 | 108 | 252 | 360 |
| 2 | 0.79 | 456 | 48 | 96 | 264 | 360 |
| 3 | 0.77 | 468 | 60 | 84 | 276 | 360 |
| Lightweight Concrete | Cellular Concrete | Iron-Sulfur-Containing Arbolite | |||
|---|---|---|---|---|---|
| Concrete Class R/Rbn | Concrete Class R/Rbn | Concrete Class R/Rbn | |||
| B 2.5 | 0.691 | B1 | 0.86 | B0.75 | 0.933 |
| B 3.5 | 0.685 | B1.5 | 0.83 | B0.75 | 0.917 |
| B 5 | 0.626 | B 2 | 0.85 | B 1.5 | 0.957 |
| B 7.5 | 0.653 | B 2.5 | 0.856 | B 2.0 | 0.986 |
| B 10 | 0.668 | B 3.5 | 0.843 | B 3.5 | 0.979 |
| B 12.5 | 0.677 | B 5 | 0.823 | B 5.0 | 0.989 |
| B 15 | 0.654 | B 7.5 | 0.822 | ||
| B 20 | 0.668 | B 10 | 0.805 | ||
| B 25 | 0.662 | B 12.5 | 0.809 | ||
| B 30 | 0.654 | B 15 | 0.882 | ||
| B 35 | 0.651 | ||||
| B 40 | 0.649 | ||||
| No Series | Cement, kg | Sulfur Waste, kg | Pyritic Cinder, kg | Water, kg | Strength in Compression, MPa | Strength in Bending, MPa |
|---|---|---|---|---|---|---|
| 1 | 64 | 10 | 18 | 30 | 64.7 | 8.53 |
| 2 | 70 | 12 | 18 | 30 | 65.9 | 9.14 |
| 3 | 67 | 13 | 20 | 32 | 73.5 | 10.9 |
| Elastic-Momentary Deformations, ν1(τ) | Deformations Creep, ν2(t, τ) | Average Values | ||||
|---|---|---|---|---|---|---|
| Loading Unloading Their Attitude Under Load Unloading Their Attitude | ||||||
| 0.24 | 0.30 | 0.8 | 0.19 | 0.23 | 0.82 | 0.23 |
| Density of Iron-Sulfur-Containing Samples, kg/m3 | Mortar Bond Strength, Rmortar adhesion, MPa | Bond Strength of Shredded Reed, Rfiller, MPa | Dimensions of Organic Aggregate, mm |
|---|---|---|---|
| 450 | 1.9 | 0.9 | 4–5 |
| 500 | 2.1 | 4–5 | 4–5 |
| 650 | 3.7 | 3.9 | 4–5 |
| Density of Iron-Sulfur-Containing Samples, kg/m3 | Mortar Bond Strength, Rmortar adhesion, MPa | Bonding Strength of Shredded Cane, Rfiller, MPa | Dimensions of Organic Aggregate, mm |
|---|---|---|---|
| 650 | Rmortar adhesion 7.2 > Rfiller 2.9 | 4–5 | Two-phase solidification and two-stage fracture |
| 650 | Rmortar adhesion 3.9 < Rfiller 4.1 | 4–5 | Single-phase solidification and single-stage fracture |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Isakulov, B.; Issakulov, A.; Dąbska, A. Structure Formation and Curing Stage of Arbolite–Concrete Composites Based on Iron-Sulfur Binders. Infrastructures 2025, 10, 179. https://doi.org/10.3390/infrastructures10070179
Isakulov B, Issakulov A, Dąbska A. Structure Formation and Curing Stage of Arbolite–Concrete Composites Based on Iron-Sulfur Binders. Infrastructures. 2025; 10(7):179. https://doi.org/10.3390/infrastructures10070179
Chicago/Turabian StyleIsakulov, Baizak, Abilkhair Issakulov, and Agnieszka Dąbska. 2025. "Structure Formation and Curing Stage of Arbolite–Concrete Composites Based on Iron-Sulfur Binders" Infrastructures 10, no. 7: 179. https://doi.org/10.3390/infrastructures10070179
APA StyleIsakulov, B., Issakulov, A., & Dąbska, A. (2025). Structure Formation and Curing Stage of Arbolite–Concrete Composites Based on Iron-Sulfur Binders. Infrastructures, 10(7), 179. https://doi.org/10.3390/infrastructures10070179