
Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control


Abstract
1. Introduction
2. Materials and Methods
2.1. The Complete Mathematical Model
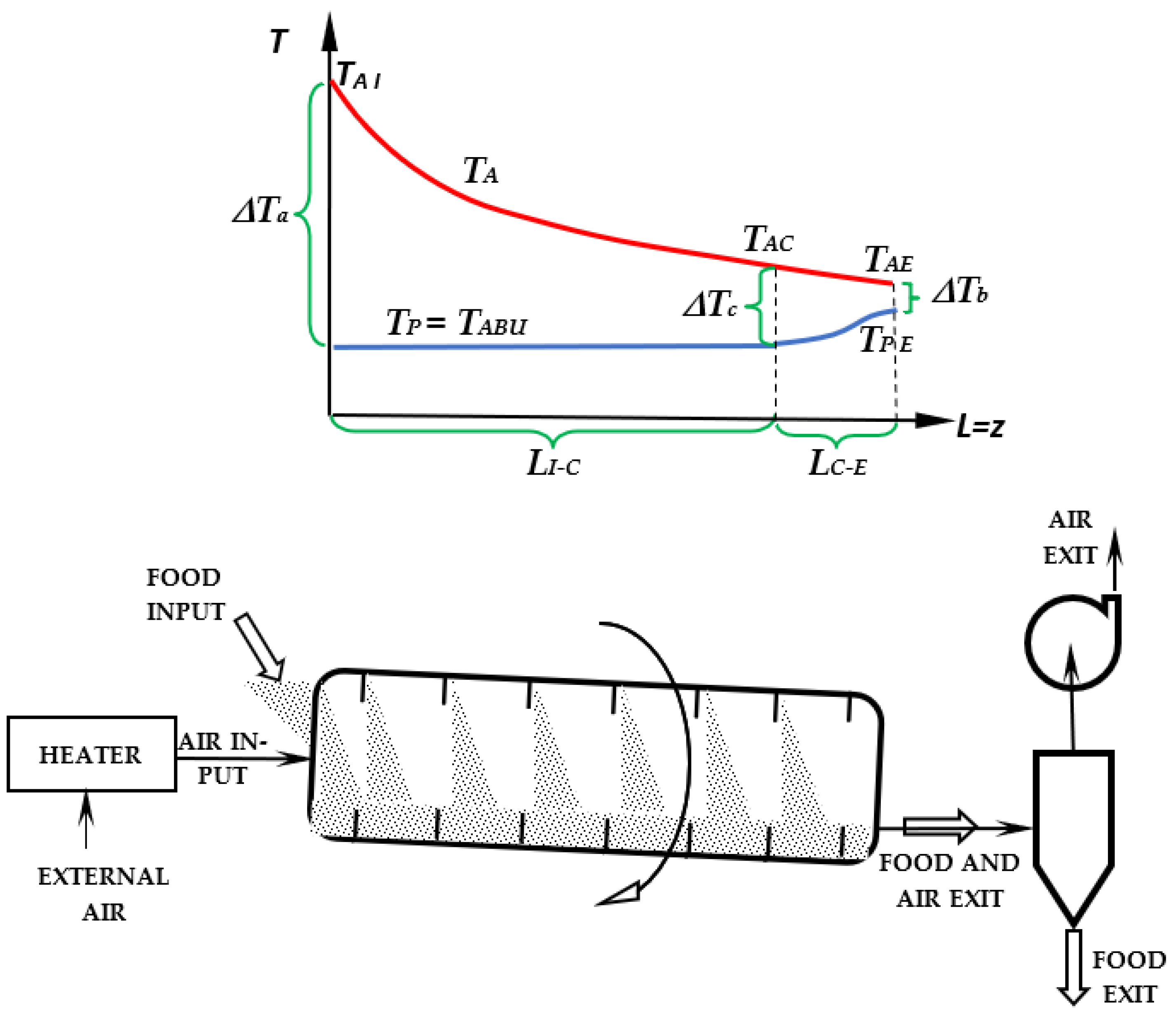
2.1.1. First Zone of the Dryer (LI−C)
2.1.2. Second Zone of the Dryer (LC−E)
2.2. The Simplified Mathematical Model
2.3. The Rotary Drum Dryer and the Product
2.4. The Mass Flow Rate of the Product GPI
2.5. The Mass Flow Rate of the Dry Air GDAI
2.6. Experimental Assessment of the Thermal Energy rI−C and of the Convective Heat Transfer Coefficient α·f
2.7. Experimental Assessment of the Thermal Energy rC−E and Evaluation of the Accuracy of Mathematical Modelling
3. Results
3.1. Product Mass Flow Rate GPI
3.2. Thermal Energy rI−C and Convective Heat Transfer Coefficient α·f
3.3. Thermal Energy rC−E and Evaluation of the Accuracy of the Mathematical Model
- -
- -
- The air exit temperatures TAE, which were measured and shown in Table 3;
- -
- The product exit moisture contents XE, which were measured and shown in Table 3;
- -
- The wet-bulb temperatures TWB, calculated using Equations (11)–(13);
- -
- The air temperatures TAC at point C, where the alfalfa was at critical moisture content, calculated by means of Equation (5);
- -
- The air inlet mass flow rates GDAI, measured as indicated in Section 2.5;
- -
- The vapor mass flow rates of the first zone I − C (Figure 1) GEV(I−C), calculated by means of Equation (10);
- -
- The vapor mass flow rates of the second zone C − E (Figure 1) GEV(C−E), calculated by means of Equation (17).
3.4. Drying Control Using Complete Mathematical Modelling
- -
- Equation (10), to obtain the mass flow rate of evaporated water GEV(I−C) from the first zone I − C (Figure 1), knowing the product moisture content XI and XC;
- -
- Equation (17), to obtain the mass flow rate of evaporated water GEV(C−E) from the second zone C − E (Figure 1), knowing the product moisture content XI, XC, and XE (as it is forced to be equal to 0.111);
- -
- Equations (5), (8), (14), and (15), to obtain the four unknowns (i.e., the three temperatures TAI, TAE, and TAC, as well as the length of the first zone of the drum LI−C). The wet-bulb temperature TWB and the air mass flow rate GDAI also appear in the system of equations. However, TWB can be determined through Equations (11)–(13), in which the unknown TWB is a function of the temperature TAI. The air mass flow rate GDAI is a function of TAI through Equation (31). The system of Equations (5), (8), (14), (15), (11), (12), (13), and (31) must be solved with a recursive procedure, which is easily conducted in spreadsheets, as the equations implicitly contain the unknowns.
3.5. Drying Control Using Simplified Mathematical Model
4. Discussion and Conclusions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rezaei, H.; Lim, C.J.; Sokhansanj, S. A computational approach to determine the residence time distribution of biomass particles in rotary drum dryers. Chem. Eng. Sci. 2022, 247, 116931. [Google Scholar] [CrossRef]
- Perazzini, H.; Freire, F.B.; Freire, J.T. Prediction of Residence Time Distribution of Solid Wastes in a Rotary Dryer. Dry. Technol. 2014, 32, 428–436. [Google Scholar] [CrossRef]
- Thibault, J.; Alvarez, P.I.; Blasco, R.; Vega, R. Modeling the Mean Residence Time in a Rotary Dryer for Various Types of Solids. Dry. Technol. 2010, 28, 1136–1141. [Google Scholar] [CrossRef]
- Hamawand, I.; Yusaf, T. Particles motion in a cascading rotary drum dryer. Can. J. Chem. Eng. 2014, 92, 648–662. [Google Scholar] [CrossRef]
- Huang, Z.-G.; Weng, Y.-X.; Fu, N.; Fu, Z.-Q.; Li, D.; Chen, X.D. Modeling the Total Residence Time in a Rotary Dryer. Int. J. Food Eng. 2015, 11, 405–410. [Google Scholar] [CrossRef]
- Lee, A.; Sheehan, M.E. Development of a geometric flight unloading model for flighted rotary dryers. Powder Technol. 2010, 198, 395–403. [Google Scholar] [CrossRef]
- Song, Y.; Thibault, J.; Kudra, T. Dynamic Characteristics of Solids Transportation in Rotary Dryers. Dry. Technol. 2003, 21, 755–773. [Google Scholar] [CrossRef]
- Sokhansanj, S.; Rezaei, H. Dual objectives of forage drying and insect disinfestation. Dry. Technol. 2022, 40, 2510–2518. [Google Scholar] [CrossRef]
- Fernandes, N.J.; Ataíde, C.H.; Barrozo, M.A.S. Modeling and experimental study of hydrodynamic and drying characteristics of an industrial rotary dryer. Braz. J. Chem. Eng. 2009, 26, 331–341. [Google Scholar] [CrossRef]
- Rezaei, H.; Yazdanpanah, F.; Lim, C.J.; Lau, A.; Sokhansanj, S. How to Lower the Chance of Rotary Drum Dryer Fires. Canadian Biomass Magazine. Available online: https://www.canadianbiomassmagazine.ca/how-to-lower-the-chance-of-rotary-drum-dryer-fires/ (accessed on 11 March 2020).
- Mafart, P. Genie Industriel Alimentaire, 2nd ed.; Lavoisier Tec & Doc: Paris, France, 1996; p. 253. [Google Scholar]
- Friso, D. Energy saving with total energy system for cold storage in Italy: Mathematical modeling and simulation, exergetic and economic analysis. Appl. Math. Sci. 2014, 8, 6529–6546. [Google Scholar] [CrossRef]
- Perry, R.H. Chemical Engineers Handbook, 9th ed.; McGraw-Hill International: Singapore, 2019; pp. 12–53. [Google Scholar]
- Xie, L.; Yang, L.; Su, L.; Xu, S.; Zhang, W. A Novel Rotary Dryer Filled with Alumina Ceramic Beads for the Treatment of Industrial Wastewaters: Numerical Simulation and Experimental Study. Processes 2021, 9, 862. [Google Scholar] [CrossRef]
- Scherer, V.; Mönnigmann, M.; Berner, M.O.; Sudbrock, F. Coupled DEM–CFD simulation of drying wood chips in a rotary drum—Baffle design and model reduction. Fuel 2016, 184, 896–904. [Google Scholar] [CrossRef]
- Havlík, J.; Dlouhý, T. Indirect Dryers for Biomass Drying—Comparison of Experimental Characteristics for Drum and Rotary Configurations. ChemEngineering 2020, 4, 18. [Google Scholar] [CrossRef]
- Friso, D. Conveyor-belt dryers with tangential flow for food drying: Mathematical modeling and design guidelines for final moisture content higher than the critical value. Inventions 2020, 5, 22. [Google Scholar] [CrossRef]
- Friso, D. Conveyor-Belt Dryers with Tangential Flow for Food Drying: Development of Drying ODEs Useful to Design and Process Adjustment. Inventions 2021, 6, 6. [Google Scholar] [CrossRef]
- Friso, D. A New Mathematical Model for Food Thermal Process Prediction. Model. Simul. Eng. 2013, 2013, 569473. [Google Scholar] [CrossRef]
- Friso, D. Mathematical modelling of conveyor-belt dryers with tangential flow for food drying up to final moisture content below the critical value. Inventions 2021, 6, 43. [Google Scholar] [CrossRef]
- Geankopolis, C.J. Transport Process Unit Operations, 3rd ed.; Prentice-Hall International: Englewood Cliffs, NJ, USA, 1993; pp. 528–562. [Google Scholar]
- Cerruto, E.; Balsari, P.; Oggero, G.; Friso, D.; Guarella, A.; Raffaelli, M. Operator safety during pesticide application in greenhouses: A survey on Italian situation. Acta Hortic. 2008, 801, 1507–1514. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
| Quantity | Symbol | Value |
|---|---|---|
| Drum diameter | D (m) | 2.1 |
| Total drum length | LT (m) | 12.2 |
| Drum rotation | N (R.P.M.) | 6 |
| Specific heat of dry air | cA (J K−1 kg−1) | 1005 |
| Specific heat of vapor | cV (J K−1 kg−1) | 1926 |
| Quantity | Symbol | Test n. 1 | Test n. 2 | Test n. 3 | Test n. 4 | Test n. 5 |
|---|---|---|---|---|---|---|
| Inlet moisture content | XI | 0.410 ± 0.029 | 0.580 ± 0.027 | 0.761 ± 0.034 | 1.237 ± 0.031 | 2.030 ± 0.049 |
| Exit moisture content | XE | 0.305 ± 0.013 | 0.353 ± 0.009 | 0.368 ± 0.012 | 0.362 ± 0.011 | 0.387 ± 0.016 |
| Critical moisture content [20] | XC | 0.290 | 0.290 | 0.290 | 0.290 | 0.290 |
| Air inlet temperature | TAI (°C) | 70.3 ± 0.6 | 120.5± 0.9 | 179.2 ± 0.8 | 300.4 ± 1.0 | 400.6 ± 0.8 |
| Air exit temperature | TAE (°C) | 36.2 ± 0.7 | 51.1 ± 1.0 | 68.4 ± 0.6 | 99.2 ± 0.8 | 117.6 ± 0.9 |
| Wet-bulb temperature | TWB (°C) | 29.4 | 37.8 | 44.7 | 53.9 | 58.9 |
| Product exit temperature | TPE (°C) | 28.9 ± 0.5 | 37.2 ± 0.4 | 44.0 ± 0.6 | 53.0 ± 0.6 | 58.2 ± 0.7 |
| Product inlet mass flow rate | GPI (kg s−1) | 1.061 ± 0.032 | 1.028 ± 0.031 | 0.996 ± 0.033 | 0.928 ± 0.029 | 0.851 ± 0.031 |
| Air inlet mass flow rate | GDAext = GDAI (kg s−1) | 8.982 | 8.646 | 8.236 | 7.413 | 6.687 |
| Vapor mass flow rate | GEV (kg s−1) | 0.0792 | 0.1475 | 0.2221 | 0.3627 | 0.4614 |
| Thermal energy (X > XC) | rI−C (kJ kg−1) | 3536 | 4124 | 4246 | 4313 | 4380 |
| Convect. heat transf. coef. x transverse dimension | α·f (W m−1K−1) | 1334 | 1322 | 1218 | 1092 | 1047 |
| Quantity | Symbol | Test n. 1 | Test n. 2 | Test n. 3 | Test n. 4 | Test n. 5 |
|---|---|---|---|---|---|---|
| Inlet moisture content | XI (d.b.) | 0.410 ± 0.029 | 0.580 ± 0.027 | 0.761± 0.034 | 1.237 ± 0.031 | 2.030 ± 0.049 |
| Exit moisture content | XE (d.b.) | 0.136 ± 0.012 | 0.145 ± 0.010 | 0.147 ± 0.009 | 0.126 ± 0.011 | 0.086 ± 0.009 |
| Critical moisture content | XC (d.b.) | 0.290 | 0.290 | 0.290 | 0.290 | 0.290 |
| Air inlet temperature | TAI (°C) | 240.2 ± 1.0 | 290.4 ± 0.9 | 350.1 ± 0.9 | 469.3 ± 0.8 | 570.7 ± 1.1 |
| Air temperature at point C | TAC (°C) | 200.0 | 188.8 | 193.2 | 209.9 | 215.4 |
| Air exit temperature | TAE (°C) | 84.4 ± 0.7 | 91.1 ± 0.8 | 101.2 ± 0.8 | 122.8 ± 1.2 | 134.6 ± 0.9 |
| Wet-bulb temperature | TWB (°C) | 49.9 | 53.3 | 56.7 | 62.0 | 65.4 |
| Product inlet mass flow rate | GPI (kg s−1) | 1.061 ± 0.032 | 1.028 ± 0.031 | 0.996 ± 0.033 | 0.928 ± 0.029 | 0.851 ± 0.031 |
| Air inlet mass flow rate | GDAI (kg s−1) | 7.968 | 7.462 | 6.941 | 6.110 | 5.549 |
| Vapor mass flow rate (first zone I − C) | GEV(I−C) (kg s−1) | 0.0904 | 0.1884 | 0.2662 | 0.3928 | 0.4885 |
| Vapor mass flow rate (second zone C − E) | GEV(C−E) (kg s−1) | 0.1158 | 0.0943 | 0.0812 | 0.0681 | 0.0574 |
| Convect. heat transf. coef. x transverse dimension | α·f (W m−1K−1) | 1334 | 1322 | 1218 | 1092 | 1047 |
| Thermal energy (X < XC) | rC−E (kJ kg−1) | 8102 | 7863 | 7980 | 7930 | 7922 |
| Product exit temperature measured | TPE (°C) | 54.3 ± 0.6 | 60.7 ± 0.7 | 64.1 ± 0.8 | 68.0 ± 0.6 | 72.9 ± 0.7 |
| Product exit temperature calculated | TPE (°C) | 55.1 | 59.6 | 62.6 | 68.8 | 74.3 |
| Quantity | Symbol | Test n. 1 | Test n. 2 | Test n. 3 | Test n. 4 | Test n. 5 |
|---|---|---|---|---|---|---|
| Inlet moisture content | XI (d.b.) | 0.410 | 0.580 | 0.761 | 1.237 | 2.030 |
| Imposed exit moisture content | XE (d.b.) | 0.111 | 0.111 | 0.111 | 0.111 | 0.111 |
| Critical moisture content | XC (d.b.) | 0.290 | 0.290 | 0.290 | 0.290 | 0.290 |
| Air inlet temperature | TAI (°C) | 270.0 | 322.0 | 383.0 | 479.0 | 558.0 |
| Air temperature at point C | TAC (°C) | 228.5 | 218.0 | 223.8 | 219.0 | 203.1 |
| Air exit temperature | TAE (°C) | 88.4 | 94.0 | 107.2 | 124.2 | 132.1 |
| Wet-bulb temperature | TWB (°C) | 52.0 | 55.2 | 58.1 | 62.3 | 65.0 |
| Product inlet mass flow rate | GPI (kg s−1) | 1.061 | 1.028 | 0.996 | 0.928 | 0.851 |
| Air inlet mass flow rate | GDAI (kg s−1) | 7.631 | 7.254 | 6.811 | 6.115 | 5.543 |
| Vapor mass flow rate (first zone I − C) | GEV(I−C) (kg s−1) | 0.0904 | 0.1884 | 0.2662 | 0.3928 | 0.4885 |
| Vapor mass flow rate (second zone C − E) | GEV(C−E) (kg s−1) | 0.1348 | 0.1167 | 0.1014 | 0.0743 | 0.0503 |
| Convect. heat transf. coef. x transverse dimension | α·f (W m−1K−1) | 1334 | 1322 | 1218 | 1092 | 1047 |
| Thermal energy (X < XC) | rC−E (kJ kg−1) | 8102 | 7863 | 7980 | 7930 | 7922 |
| Product exit temperature measured | TPE (°C) | 57.0 | 60.4 | 64.8 | 69.6 | 73.7 |
| Product exit temperature calculated | TPE (°C) | 55.1 | 59.6 | 62.6 | 68.8 | 74.3 |
| Quantity | Symbol | Test n. 1 | Test n. 2 | Test n. 3 | Test n. 4 | Test n. 5 |
|---|---|---|---|---|---|---|
| Inlet moisture content | XI (d.b.) | 0.410 | 0.580 | 0.761 | 1.237 | 2.030 |
| Imposed exit moisture content | XE (d.b.) | 0.111 | 0.111 | 0.111 | 0.111 | 0.111 |
| Air inlet temperature from complete model | TAI-compl (°C) | 270.0 | 322.0 | 383.0 | 479.0 | 558.0 |
| Air inlet temperature from simplified model | TAI-simpl (°C) | 278.0 | 334.0 | 401.0 | 511.0 | 604.0 |
| Air exit temperature from complete model | TAE-compl (°C) | 88.4 | 94.0 | 107.2 | 124.2 | 132.1 |
| Air exit temperature from simplified model | TAE-simpl (°C) | 90.1 | 96.1 | 109.0 | 125.8 | 138.4 |
| Product exit temperature from complete model | TPE-compl (°C) | 57.0 | 60.4 | 64.8 | 69.6 | 73.7 |
| Product exit temperature from simplified model | TPE-simpl (°C) | 57.5 | 61.1 | 65.3 | 70.7 | 81.9 |
| Exit moisture content from complete model and TAI-simpl | XE (d.b.) | 0.105 | 0.100 | 0.094 | 0.080 | 0.076 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Friso, D. Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control. Inventions 2023, 8, 11. https://doi.org/10.3390/inventions8010011
Friso D. Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control. Inventions. 2023; 8(1):11. https://doi.org/10.3390/inventions8010011
Chicago/Turabian StyleFriso, Dario. 2023. "Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control" Inventions 8, no. 1: 11. https://doi.org/10.3390/inventions8010011
APA StyleFriso, D. (2023). Mathematical Modelling of Rotary Drum Dryers for Alfalfa Drying Process Control. Inventions, 8(1), 11. https://doi.org/10.3390/inventions8010011