
Recovery and Use of Recycled Carbon Fibers from Composites Based on Phenol-Formaldehyde Resins

 ,
, 
 ,
, 
Abstract
:1. Introduction
2. Materials and Methods
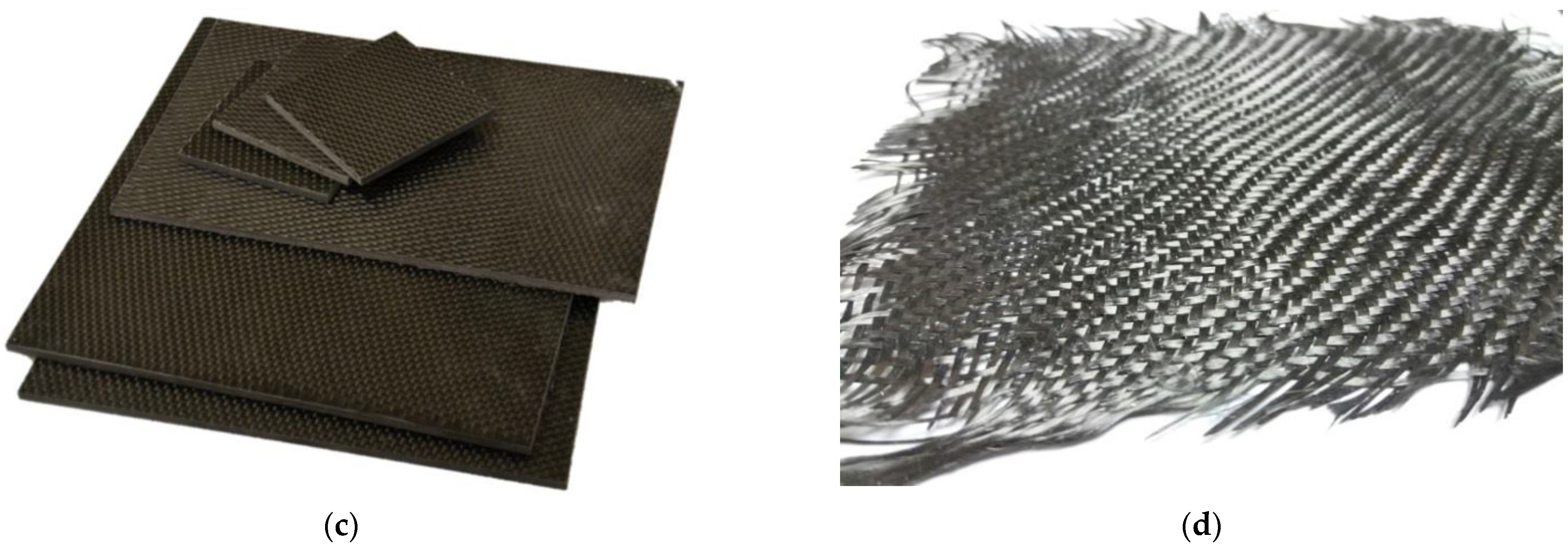
2.1. Materials
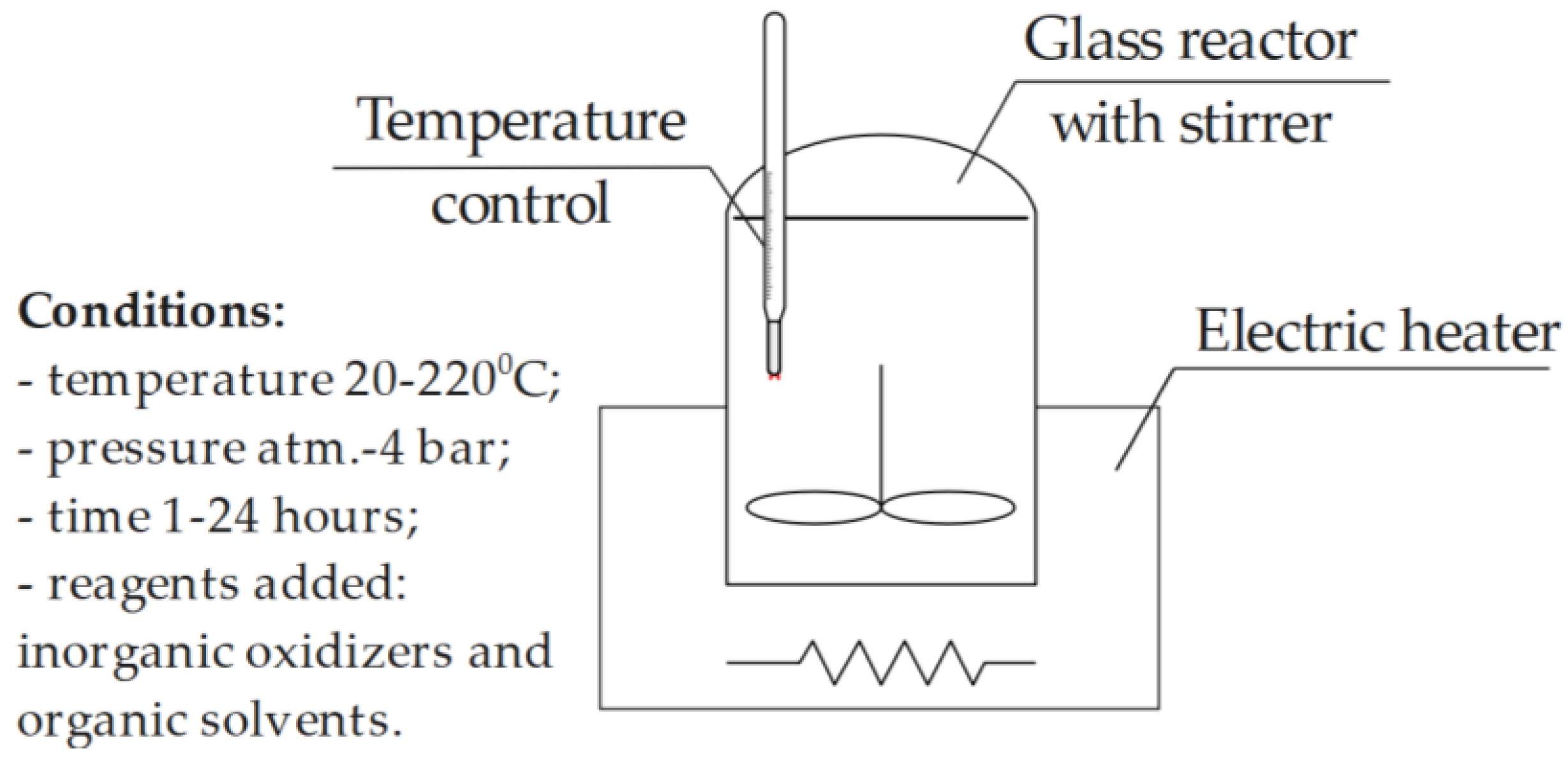
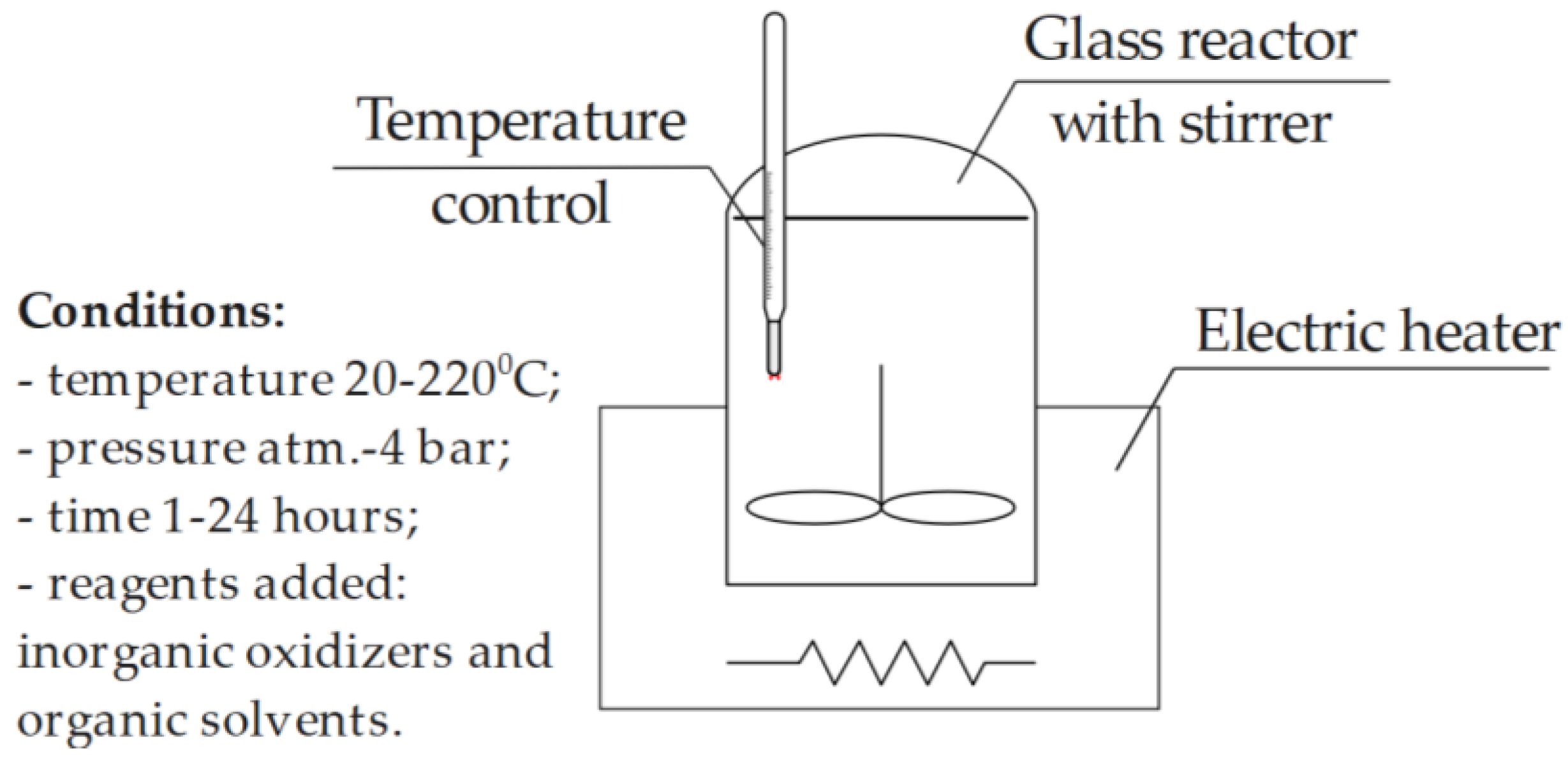
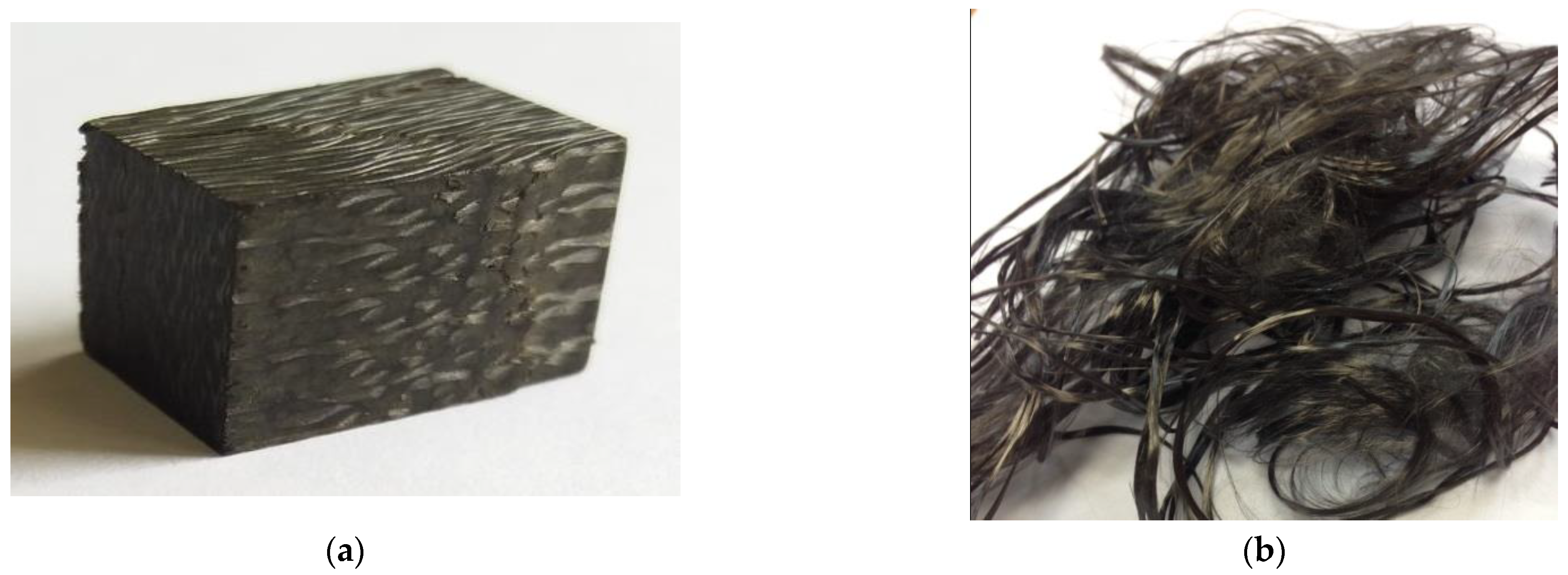
2.2. Extraction of Fiber
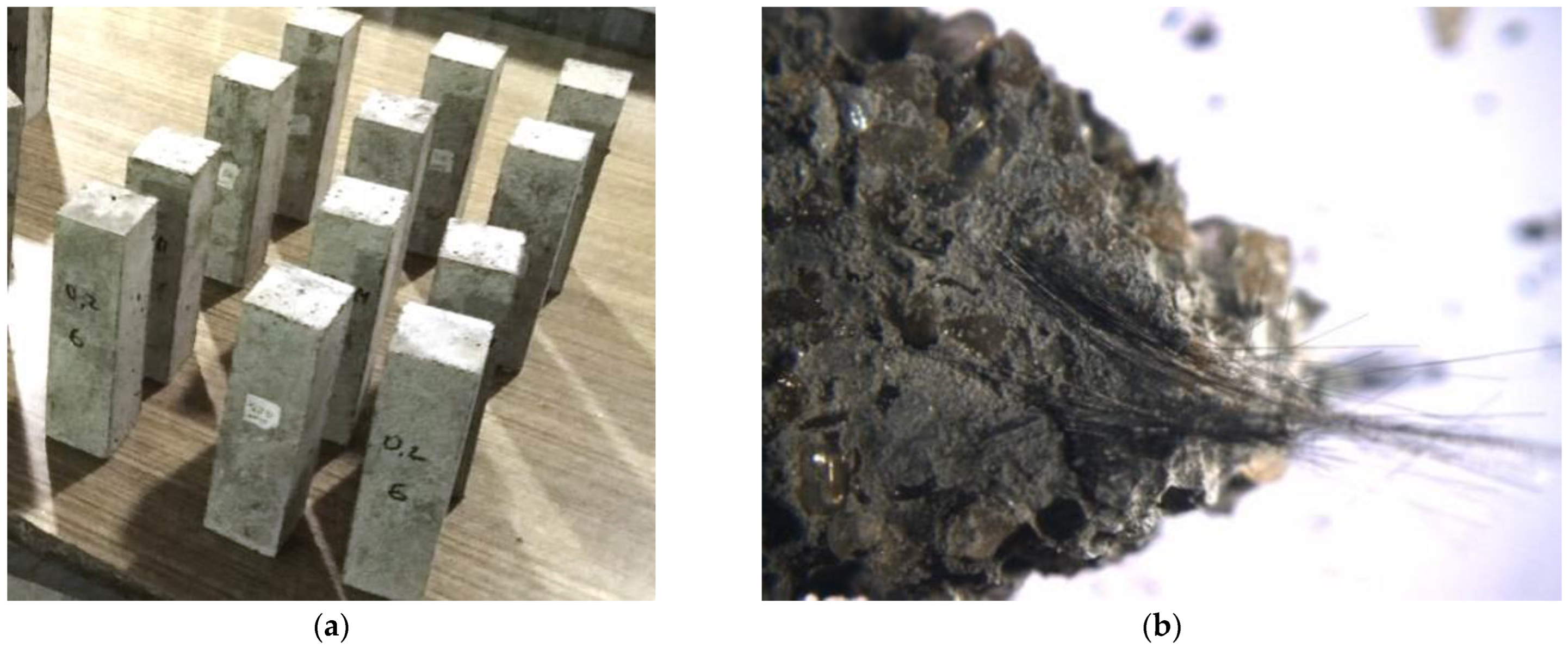
- Samples with Ural fabric were cut into 40 × 20 × 20 mm rectangular blocks;
- Samples with Porsher fabric were cut into 3 × 60 × 60 mm square plates.
2.3. The Use of Secondary Fiber for Reinforcing Concrete
2.4. Production of Composites Reinforced with Secondary Carbon Fiber
3. Results and Discussion
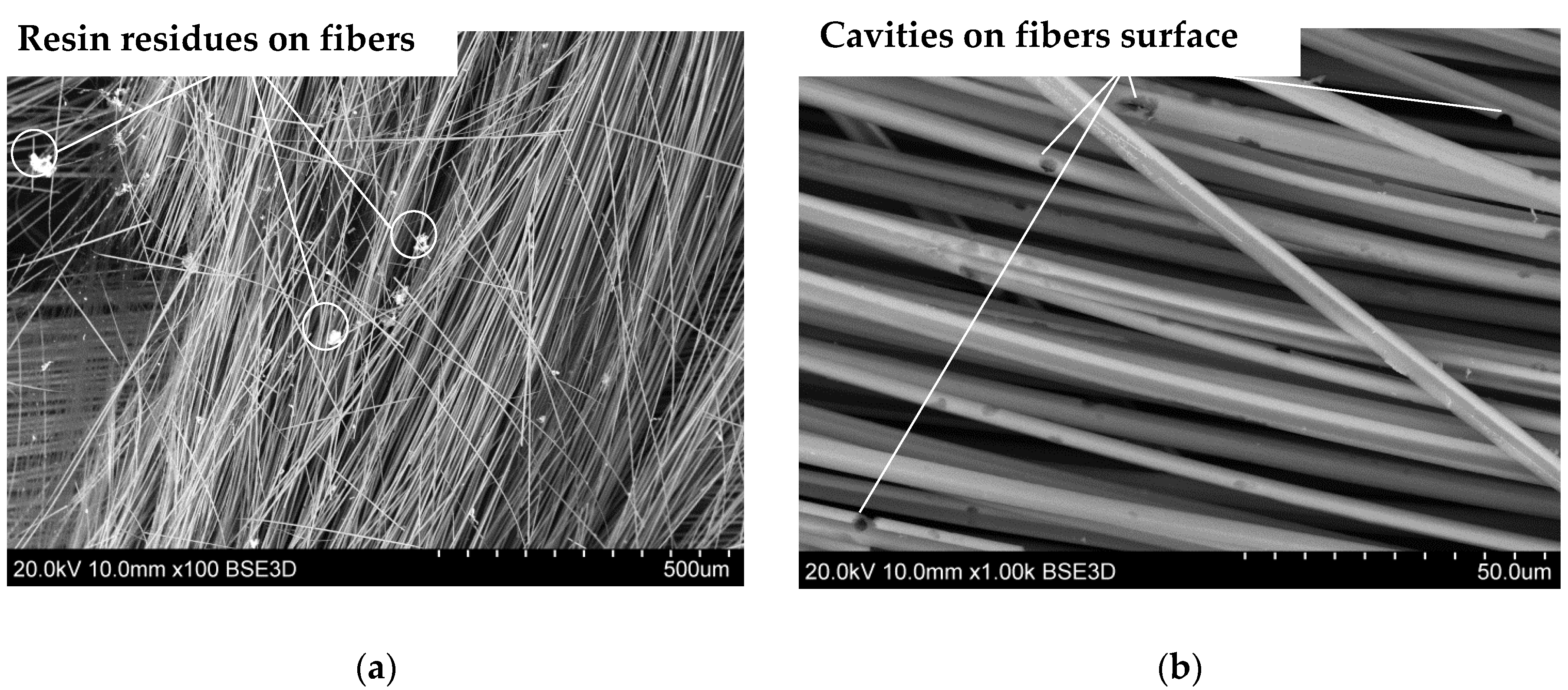
3.1. Fiber Extraction by Solvolysis
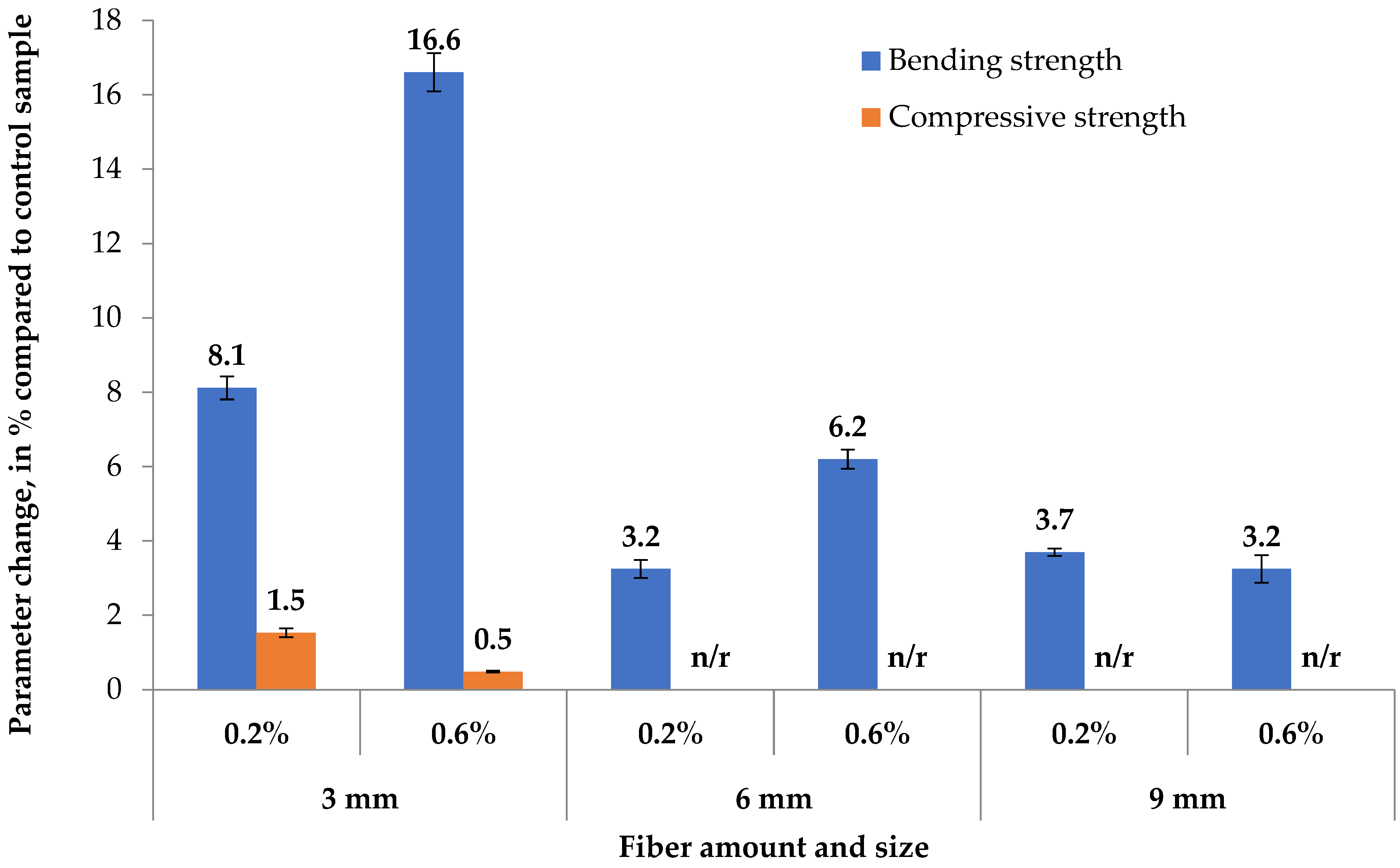
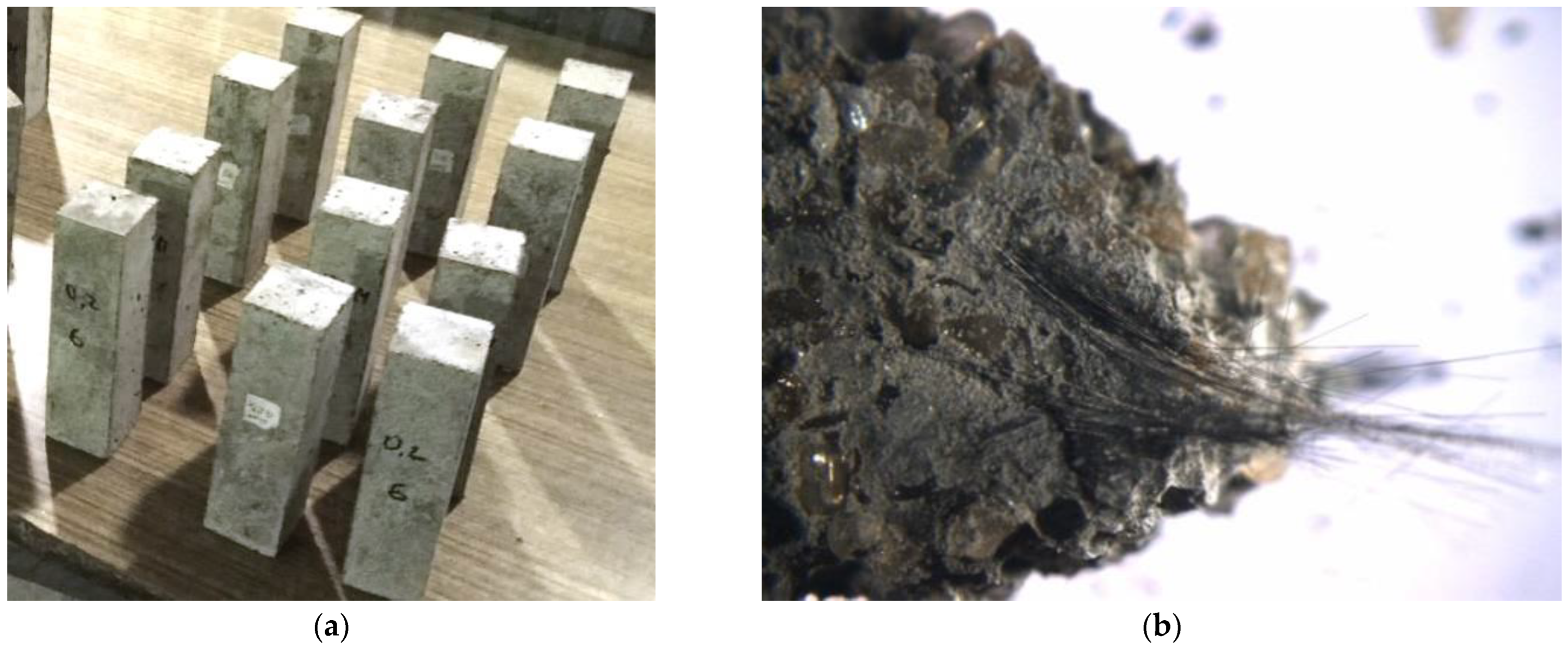
3.2. Using Secondary Fibers for Reinforcing Fine-Grained Concrete
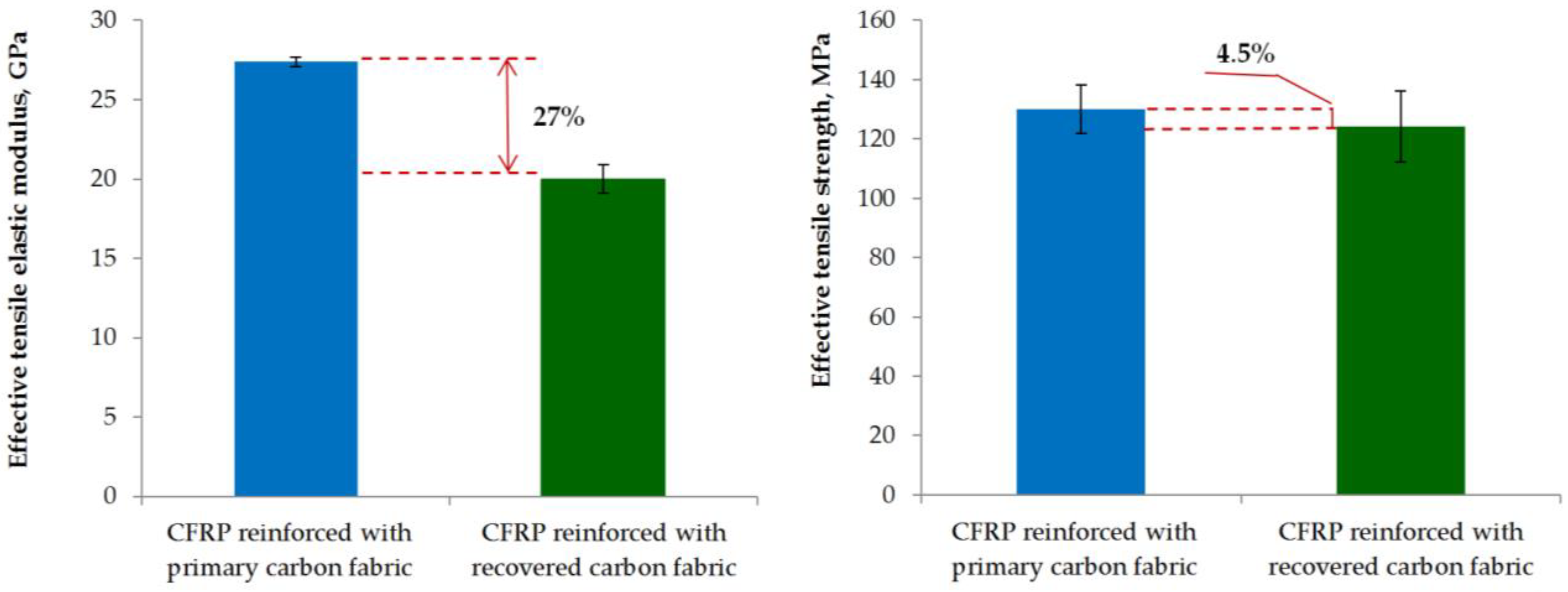
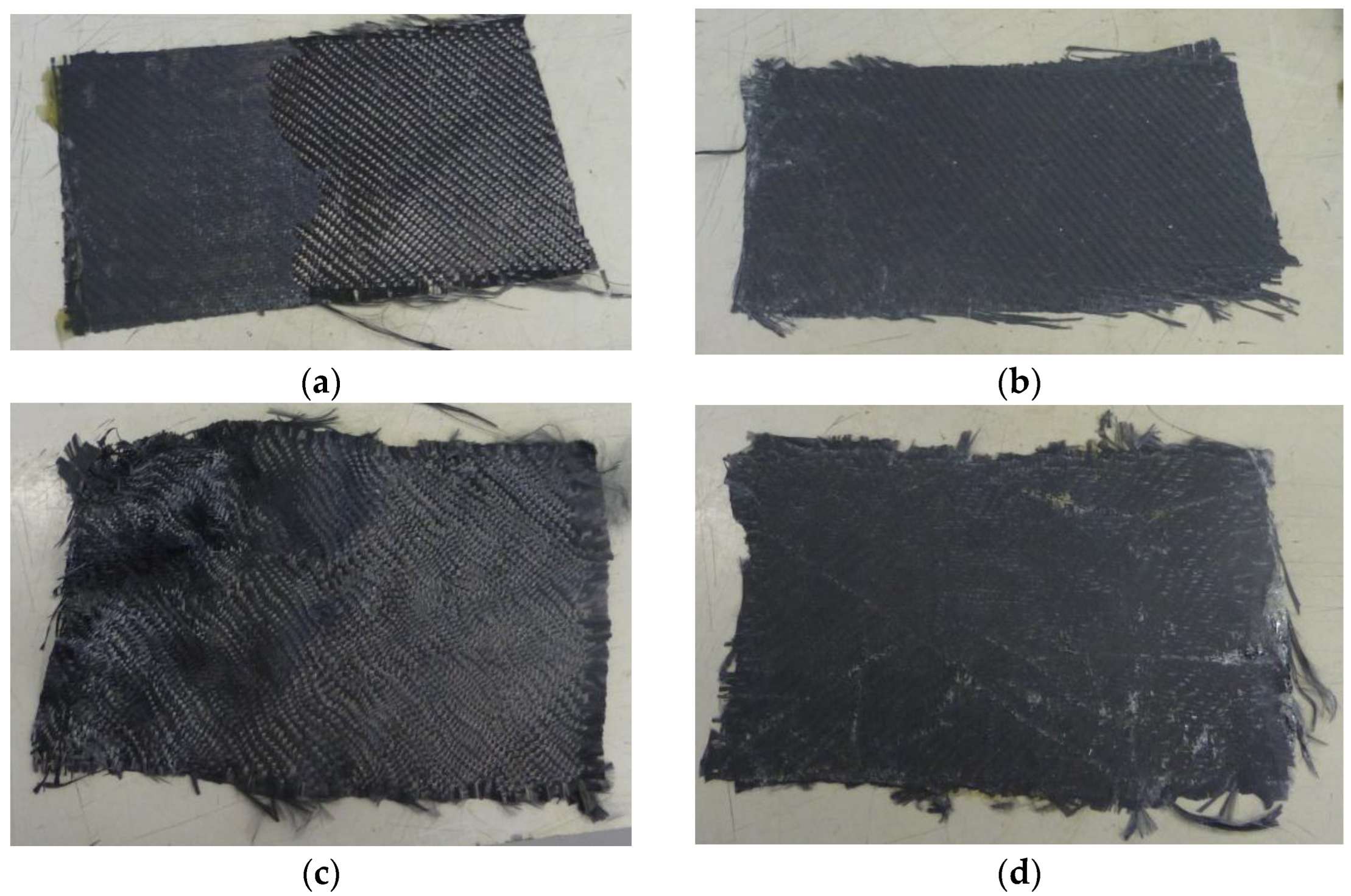
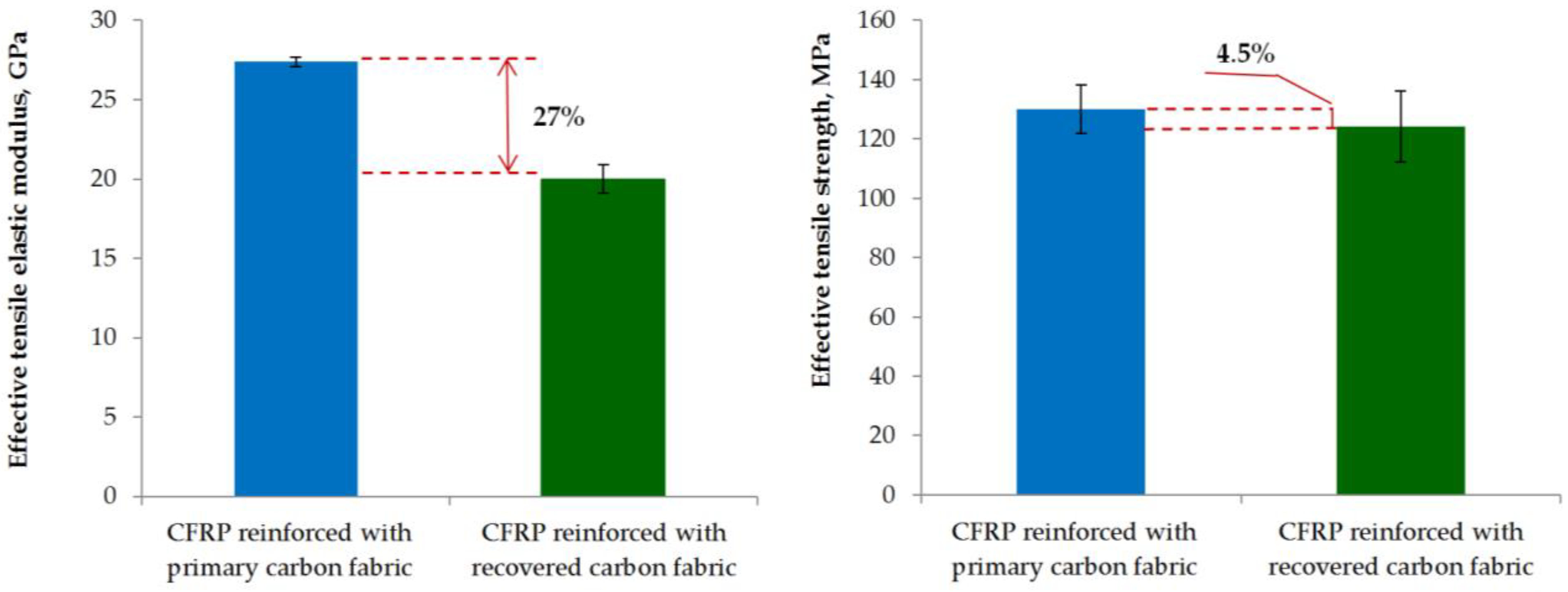
3.3. Use of Secondary Fibers for Producing Composite Materials
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Holmes, M. Global carbon fibre market remains on upward trend. Reinf. Plast. 2014, 58, 38–45. [Google Scholar] [CrossRef]
- Petrov, A.V.; Doriomedov, M.S.; Skripachev, S.J. Tehnologii utilizacii polimernyh kompozicionnyh materialov (OBZOR). Tr. VIAM 2015, 8, 9. (In Russian) [Google Scholar] [CrossRef]
- Oliveux, G.; Luke, O.D.; Gary, A.L. Current status of fiber reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef] [Green Version]
- Bank, L.; Arias, F.; Yazdanbakhsh, A.; Gentry, T.; Al-Haddad, T.; Chen, J.-F.; Morrow, R. Concepts for Reusing Composite Materials from Decommissioned Wind Turbine Blades in Affordable Housing. Recycling 2018, 3, 3. [Google Scholar] [CrossRef] [Green Version]
- Ribeiro, M.; Fiúza, A.; Ferreira, A.; Dinis, M.; Meira Castro, A.; Meixedo, J.; Alvim, M. Recycling Approach towards Sustainability Advance of Composite Materials’ Industry. Recycling 2016, 1, 178. [Google Scholar] [CrossRef] [Green Version]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef]
- Oudheusden, A.V. Recycling of Composite Materials; Student Report; Delft University of Technology: Delft, The Netherlands, 2019; Available online: http://resolver.tudelft.nl/uuid:0749ed5c-7aeb-4275-abee-0f904a08ea4d (accessed on 22 December 2021).
- Composites Recycling Where Are We Now? Available online: https://compositesuk.co.uk/system/files/documents/Recycling%20Report%202016.pdf (accessed on 24 November 2021).
- Rybicka, J.; Tiwari, A.; Leeke, G.A. Technology readiness level assessment of composites recycling technologies. J. Clean. Prod. 2016, 112, 1001–1012. [Google Scholar] [CrossRef] [Green Version]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling glass fiber thermoplastic composites from wind turbine blades. J. Clean. Prod. 2018, 209, 1252–1263. [Google Scholar] [CrossRef]
- Polymer Composites Circularity. Suschem. Available online: https://baxcompany.com/wp-content/uploads/2018/11/Suschem_composites_circularity_pages.pdf (accessed on 18 October 2021).
- Duan, C.L.; Diao, Z.J.; Zhao, Y.M.; Huang, W. Liberation of valuable materials in waste printed circuit boards by high-voltage electrical pulses. Miner. Eng. 2015, 70, 170–177. [Google Scholar] [CrossRef]
- Hacıalioğlu, İ.H. A Review of the Global Composites Market and Turkish Composites Market. Available online: https://medium.com/reinforcers-of-kordsa/a-review-of-the-global-composites-market-and-turkish-composites-market-4e8ca980632d (accessed on 22 November 2021).
- Kim, K.W.; Lee, H.M.; An, J.H.; Chung, D.C.; An, K.H.; Kim, B.J. Recycling and characterization of carbon fibers from carbon fiber reinforced epoxy matrix composites by a novel super-heated-steam method. J. Environ. Manag. 2017, 203, 872–879. [Google Scholar] [CrossRef]
- Liddell, H.; Dollinger, C.; Fisher, A.B.; Brueske, S.; Carpenter, A.; Cresko, J. Bandwidth Study on Energy Use and Potential Energy Saving Opportunities in U.S. Glass Fiber Reinforced Polymer Manufacturing. Available online: http://www.energy.gov/sites/prod/files/2015/08/f26/pulp_and_paper_bandwidth_report.pdf (accessed on 15 October 2021).
- Effing, M. Expert insights in Europe’s booming composites market. Reinf. Plast. 2018, 62, 219–223. [Google Scholar] [CrossRef]
- Limburg, M.; Quicker, P. Disposal of Carbon Fiber Reinforced Polymers—Problems During Recycling and Impacts on Waste Incineration. Waste Manag. 2016, 6, 221–235. [Google Scholar]
- Mativenga, P.T.; Shuaib, N.A.; Howarth, J.; Pestalozzi, F.; Woidasky, J. High voltage fragmentation and mechanical recycling of glass fibre thermoset composite. CIRP Ann. Manuf. Technol. 2016, 65, 45–48. [Google Scholar] [CrossRef]
- McCarthy, J. Wind Farm Decommissioning: A Detailed Approach to Estimate Further Costs in Sweden. Available online: https://doi.org/10.1017/CBO9781107415324.004 (accessed on 20 October 2021).
- Wanhill, R.J.H. Carbon Fibre Polymer Matrix Structural Composites. In Aerospace Materials and Material Technologies; Prasad, N., Wanhill, R., Eds.; Springer: Singapore, 2017; Volume 1, pp. 309–341. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.-L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2017, 139, 99–108. [Google Scholar] [CrossRef] [Green Version]
- Genna, S.; Papa, I.; Lopresto, V.; Tagliaferri, V. Mechanical characterisation of CFRP laminates with recycled carbon fiber obtained by resin infusion under Flexible Tooling (RIFT) technology. Compos. Sci. Technol. 2020, 199, 108328. [Google Scholar] [CrossRef]
- Aravindan, P.; Becagli, F.; Longana, M.L.; Blok, L.G.; Pozegic, T.R.; Huntley, S.J.; Rendall, T.; Hamerton, I. Remanufacturing of Woven Carbon Fibre Fabric Production Waste into High Performance Aligned Discontinuous Fibre Composites. J. Compos. Sci. 2020, 4, 68. [Google Scholar] [CrossRef]
- Bledzki, A.K.; Seidlitz, H.; Krenz, J.; Goracy, K.; Urbaniak, M.; Rösch, J.J. Recycling of Carbon Fiber Reinforced Composite Polymers—Review—Part 2: Recovery and Application of Recycled Carbon Fibers. Polymers 2020, 12, 3003. [Google Scholar] [CrossRef]
- Prashant, M.; Shrikant, V.; Rahul, R. Chopped Carbon Fibers Innovative Material for Enhancement of Concrete Performances. Int. J. Sci. Eng. Appl. Sci. 2015, 1, 2395–3470. [Google Scholar]
- Suzuki, A.; Lage, F.; Oliveira, L.; Franca, A. Biological Materials as Precursors for the Production of Resins. In Advances in Environmental Research; Daniels, J.A., Ed.; Nova Science Publishers: New York, NY, USA, 2016; Chapter 1; pp. 1–38. [Google Scholar]
- Chaabani, C.; Weiss-Hortala, E.; Soudais, Y. Impact of Solvolysis Process on Both Depolymerization Kinetics of Nylon 6 and Recycling Carbon Fibers from Waste Composite. Waste Biomass Valor. 2017, 8, 2853–2865. [Google Scholar] [CrossRef] [Green Version]
- Meng, F.; McKechnie, J.; Pickering, S.J. An assessment of financial viability of recycled carbon fibre in automotive applications. Compos. Part A Appl. Sci. Manuf. 2018, 109, 207–220. [Google Scholar] [CrossRef] [Green Version]
- Longana, M.L.; Ong, N.; Yu, H.N.; Potter, K.D. Multiple closed loop recycling of carbon fiber composites with the HiPerDiF (High Performance Discontinuous Fiber) method. Compos. Struct. 2016, 153, 271–277. [Google Scholar] [CrossRef] [Green Version]
- GOST 10180-2012; Concretes. Methods for Strength Determination Using Reference Specimens. Standartinform: Moscow, Russia, 2018; pp. 1–36. (In Russian)
- ASTM International—ASTM D3039/D3039M-00; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2000; pp. 1–13. [CrossRef]
- Anoshkin, A.N.; Zuiko, V.Y.; Tchugaynova, A.V.; Shustova, E.N. Experimental-Theoretical Research of Mechanical Properties of Perforated Composite Sandwich Panels Solid State Phenomena. In Solid State Phenomena; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2016; Volume 243, pp. 1–10. [Google Scholar] [CrossRef]
- Yang, G.; Chen, H.; Qin, H.; Zhang, X.; Feng, Y. Effect of nitrogen doping on the catalytic activity of activated carbon and distribution of oxidation products in catalytic wet oxidation of phenol. Can. J. Chem. Eng. 2017, 95, 1518–1525. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A critical review on recycling of end-of-life carbon fibre/glass fibre reinforced composites waste using pyrolysis towards a circular economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef] [Green Version]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Ural Fabric | Porsher Fabric |
|---|---|---|
| Carbon content | 90–99.9% | 95–99.9% |
| Density | 1.4 g/cm3 | Surface density 300 g/m2 |
| Heat resistance | Inert env. up to 3000 °C | n/a |
| In oxidizing env. up to 400–450 °C | n/a | |
| Chemical resistance | Resistance to acids, alkalis, solvents at any temperature | Resistance to acids, alkalis, solvents at any temperature |
| Mechanical properties | Thread strength 1.2–1.5 GPa Modulus of elasticity 60 GPa | Fiber tensile strength 4.3 ± 0.2 GPa Fiber tensile modulus 245 ± 6 GPa |
| Characteristics of fabric weaving | Knitted weaving | Twill weave type 2/2, fiber orientation 0°/90°, filament 6 K (6000 fibers per filament) |
| Reagent | Experem. Cod | Boiling Time, min | Temperature, Degrees C | Pressure, Bar | Results | Change in Mass, % |
|---|---|---|---|---|---|---|
| Solvolysis using strong oxidants (all results were obtained in experiments using CFRP with the textile Ural-Tr) | ||||||
| H2SO4 (50%) | A1 | 120 | 120–130 | 2 | Almost absent | −2 ± 0.5 |
| HNO3 (50%) | A2 | 60 | 90 | 2 | None | −0.3 ± 0.1 |
| K2Cr2O7 (pure) | A3 | 120 | 110 | 4 | Negligible fiber release | −6 ± 0.7 |
| CrO3 + H2SO4 (50%) | A4 | 480 | 120–130 | 4 | Fibers are completely released | −21 ± 2.6 |
| CrO3 + HNO3 (50%) | A5 | 480 | 90–95 | 4 | Fibers are completely released | −20 ± 1.3 |
| HNO3 (50%) + H3PO4 (50%) + K2CrO4 | A6 | 480 | 90–100 | 4 | Fibers are completely released | −22 ± 2.4 |
| H2SO4 (30%) + H2O2 (30%) | A7 | 60 | 110 | Atm. | Fibers are completely released | −23 ± 1.1 |
| Solvolysis using organic solvent (all results were obtained in experiments using CFRP with the textile Ural-Tr) | ||||||
| (C2H4)3N (pure) | A8 | 120 | 90 | Atm. | None | - |
| C2H5OH (92%) | A9 | 120 | 80–85 | 2 | Swelling | +2 ± 0.3 |
| C₃H₇NO (pure) | A10 | 120 | 213–220 | 2 | None | - |
| C6H5CH3 (pure) | A11 | 120 | 110–112 | Atm. | None | +0.8 ± 0.1 |
| CH3—C(O)—CH3 (pure) | A12 | 1440 | 20–24 | Atm. | None | +1.2 ± 0.1 |
| Reagent | Experem. Cod | Material | Boiling Time, min | Results | Change in Mass, % of Initial Sample Mass | Degree of Resin Degradation, % from Initial Content in CFRP |
|---|---|---|---|---|---|---|
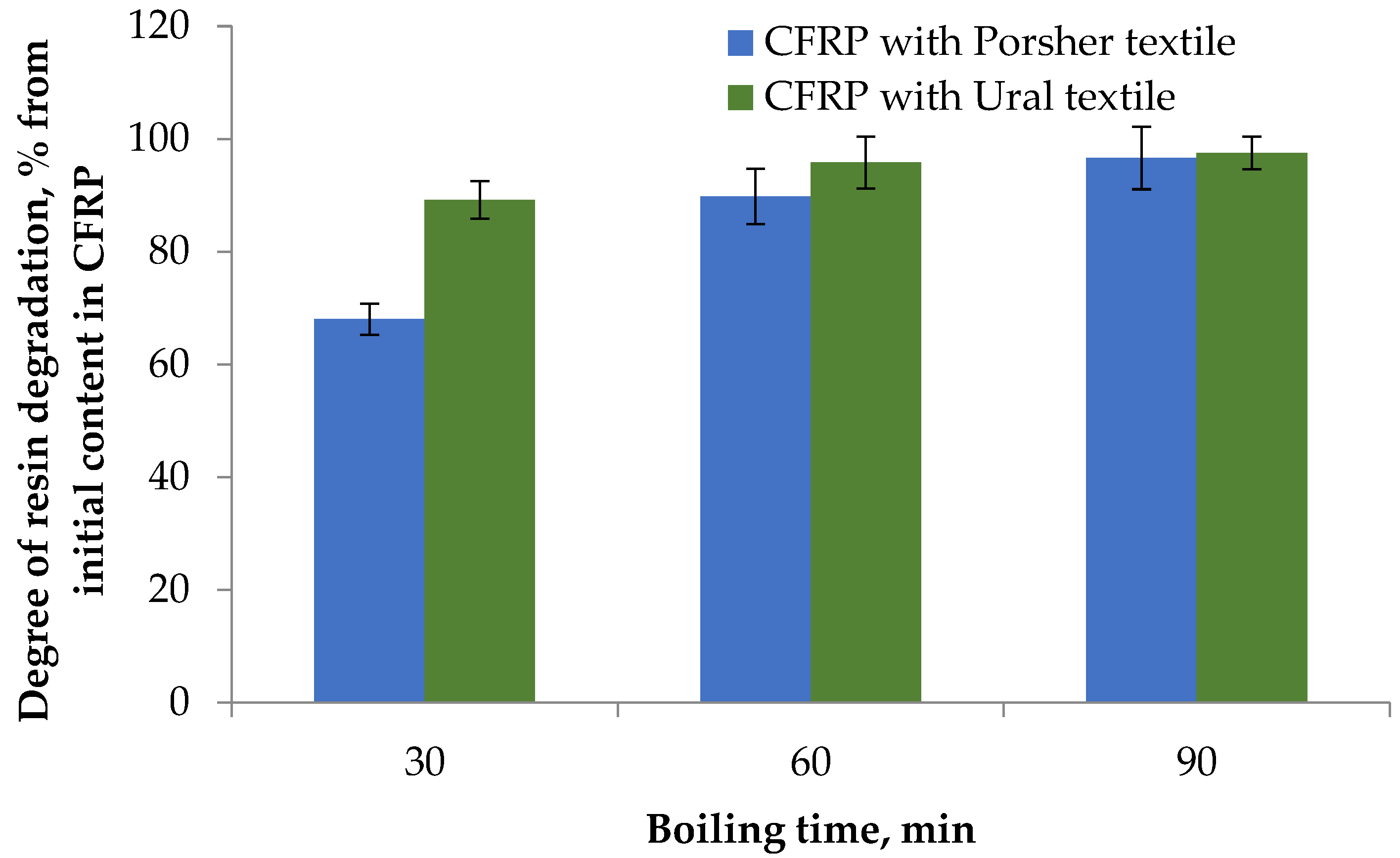
| H2SO4 (30%) + H2O2 (30%) | B1 | CFRP with Porsher textile | 30 | The fibers contained polymer resin residues | −22.1 ± 0.9 | 68.0 ± 2.8 |
| H2SO4 (30%) + H2O2 (30%) | B2 | CFRP with Porsher textile | 60 | Fibers were released, but there were foci containing resin residues | −29.2 ± 1.6 | 89.8 ± 4.9 |
| H2SO4 (30%) + H2O2 (30%) | B3 | CFRP with Porsher textile | 90 | Fibers were completely released | −31.4 ± 1.8 | 96.6 ± 5.5 |
| H2SO4 (30%) + H2O2 (30%) | C1 | CFRP with Ural textile | 30 | Fibers were released, but there were foci containing resin | 21.4 ± 0.8 | 89.2 ± 3.3 |
| H2SO4 (30%) + H2O2 (30%) | C2(=A7) | CFRP with Ural textile | 60 | Fibers were completely released | 23.0 ± 1.1 | 95.8 ± 4.6 |
| H2SO4 (30%) + H2O2 (30%) | C3 | CFRP with Ural textile | 90 | Fibers were completely released | 23.4 ± 0.7 | 97.5 ± 2.9 |
| Fiber Size | Fiber Amount, % Mass | Bending Strength, MPa | Compressive Strength, MPa |
|---|---|---|---|
| Control (no fiber) | - | 5.113 ± 0.276 | 36.206 ± 2.865 |
| 3 mm | 0.2 | 5.528 ± 0.211 | 36.760 ± 2.793 |
| 0.6 | 5.962 ± 0.185 | 36.382 ± 1.963 | |
| 6 mm | 0.2 | 5.279 ± 0.395 | 35.480 ± 1.145 |
| 0.6 | 5.430 ± 0.224 | 35.380 ± 0.475 | |
| 9 mm | 0.2 | 5.302 ± 0.138 | 32.400 ± 1.450 |
| 0.6 | 5.279 ± 0.604 | 33.820 ± 2.442 |
| Sample Type | Ec, GPa | Fmax, kN | σMc, MPa |
|---|---|---|---|
| Carbon plastic reinforced with carbon fabric | 27.4 ± 0.3 a | 1.15 ± 0.09 a | 130.02 ± 8.13 a |
| Carbon plastic reinforced with recovered carbon fabric | 20.0 ± 0.9 | 0.75 ± 0.067 a | 124.18 ± 12.01 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kulikova, Y.; Sliusar, N.; Korotaev, V.; Babich, O.; Larina, V.; Ivanova, S. Recovery and Use of Recycled Carbon Fibers from Composites Based on Phenol-Formaldehyde Resins. Recycling 2022, 7, 22. https://doi.org/10.3390/recycling7020022
Kulikova Y, Sliusar N, Korotaev V, Babich O, Larina V, Ivanova S. Recovery and Use of Recycled Carbon Fibers from Composites Based on Phenol-Formaldehyde Resins. Recycling. 2022; 7(2):22. https://doi.org/10.3390/recycling7020022
Chicago/Turabian StyleKulikova, Yuliya, Natalia Sliusar, Vladimir Korotaev, Olga Babich, Viktoria Larina, and Svetlana Ivanova. 2022. "Recovery and Use of Recycled Carbon Fibers from Composites Based on Phenol-Formaldehyde Resins" Recycling 7, no. 2: 22. https://doi.org/10.3390/recycling7020022
APA StyleKulikova, Y., Sliusar, N., Korotaev, V., Babich, O., Larina, V., & Ivanova, S. (2022). Recovery and Use of Recycled Carbon Fibers from Composites Based on Phenol-Formaldehyde Resins. Recycling, 7(2), 22. https://doi.org/10.3390/recycling7020022