Valorization of Municipal Waterworks Sludge to Produce Ceramic Floor Tiles


Abstract
:1. Introduction
2. Materials and Methods
3. Results and Discussion
4. Conclusions
- It was found that the municipal waterworks sludge used in this investigation is a renewable raw material that could partially replace natural kaolin in ceramic floor tile formulations.
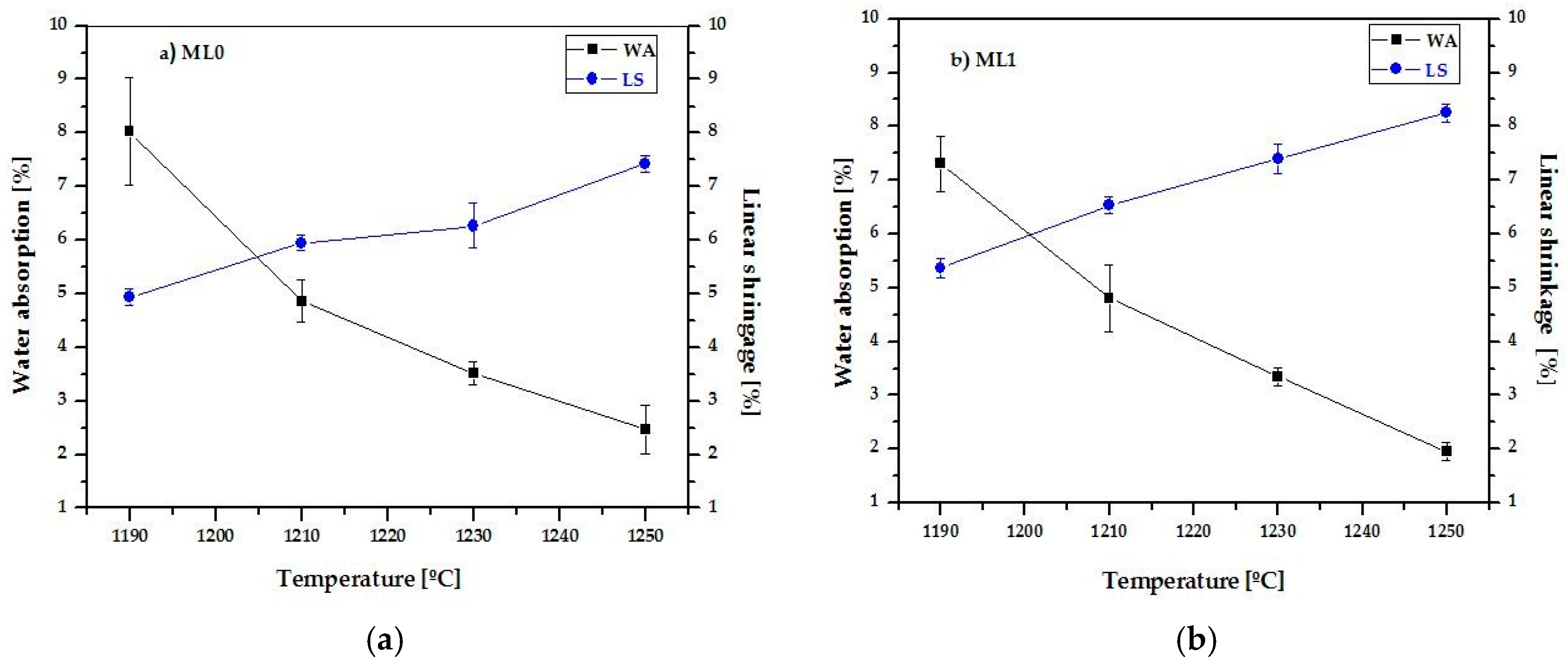
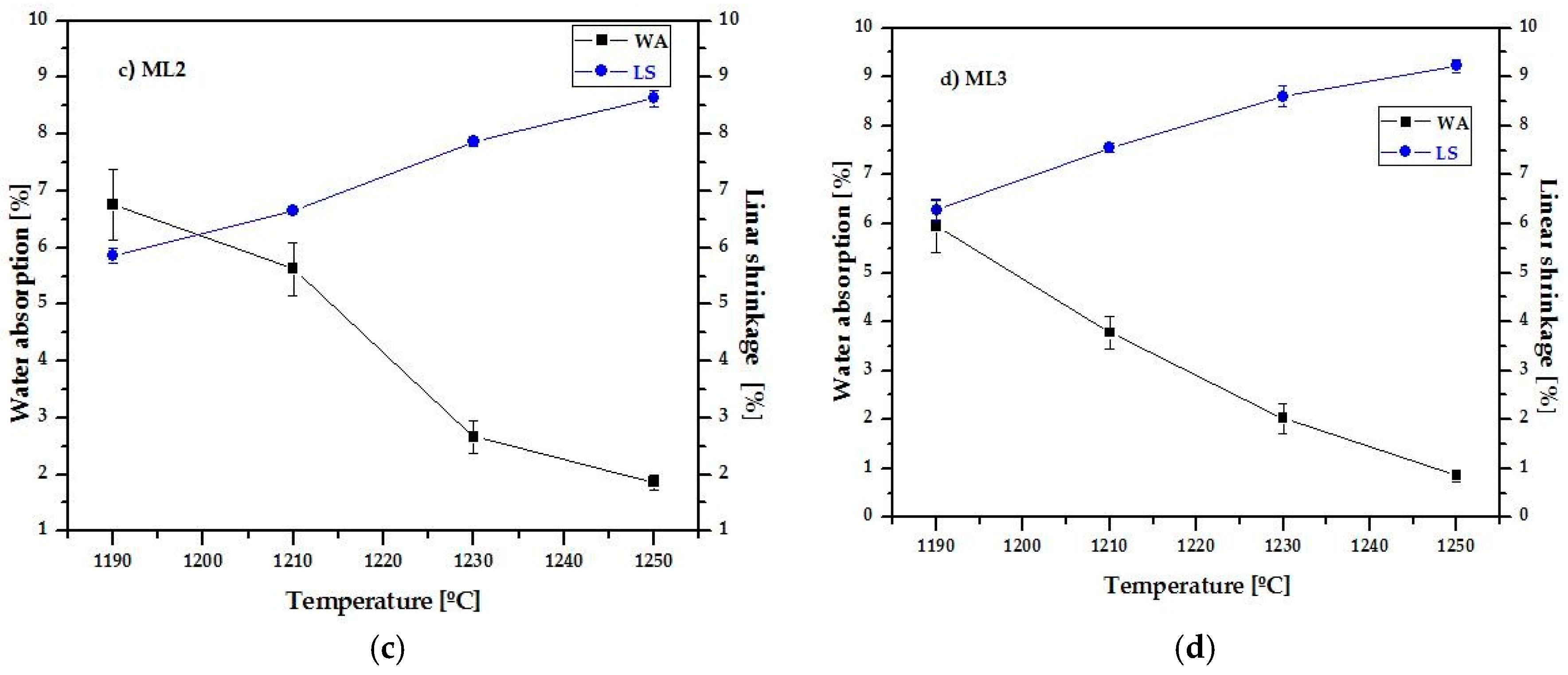
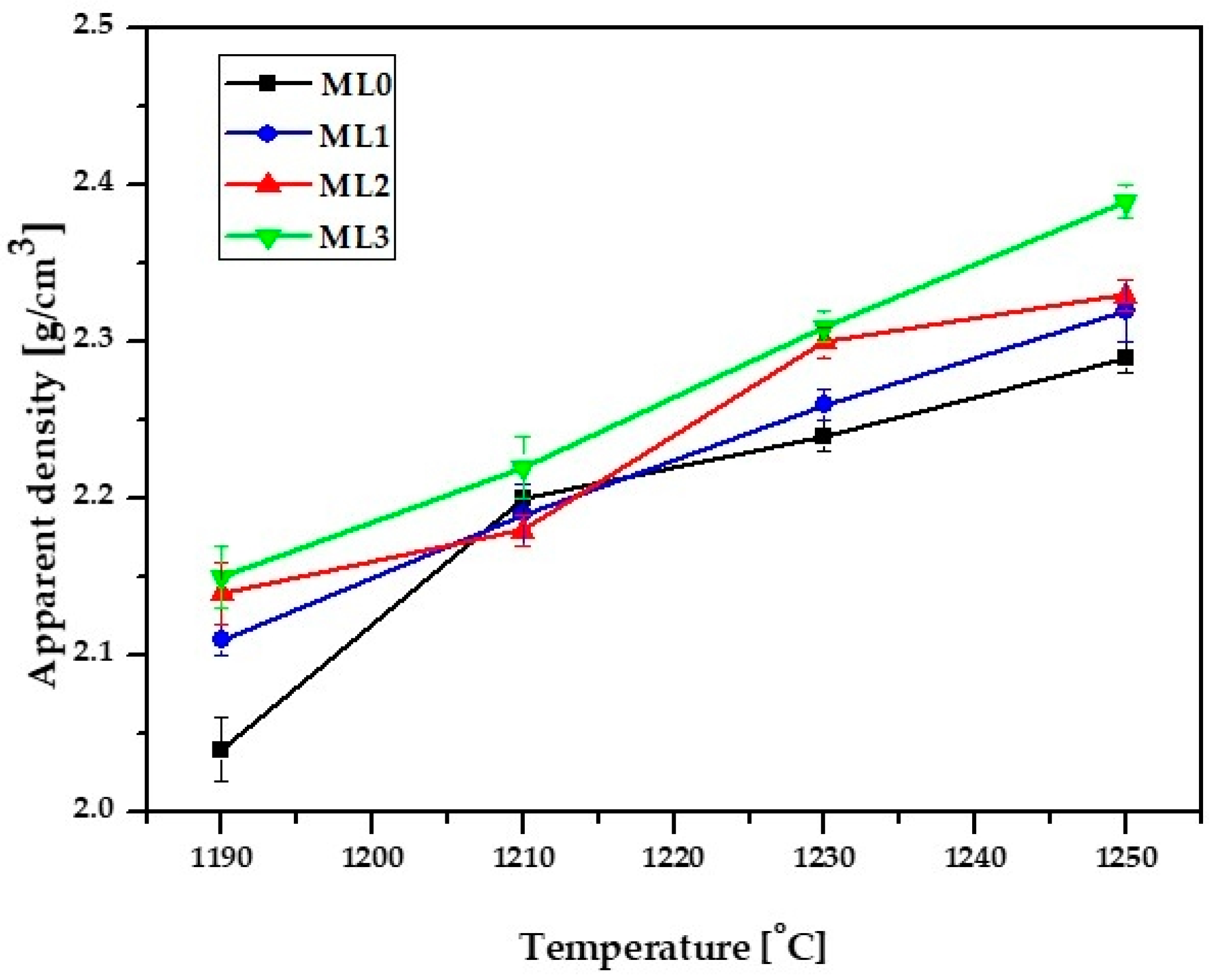
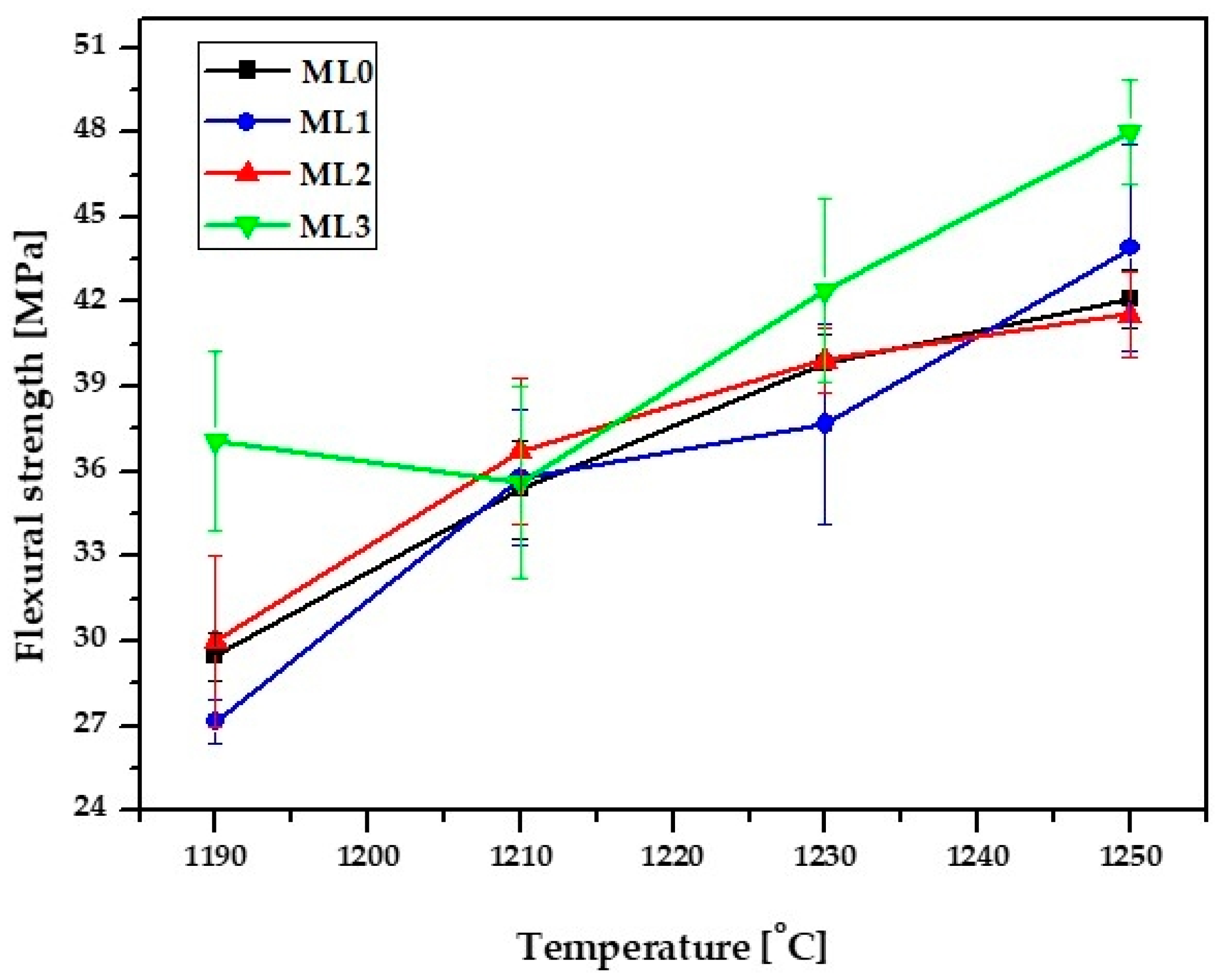
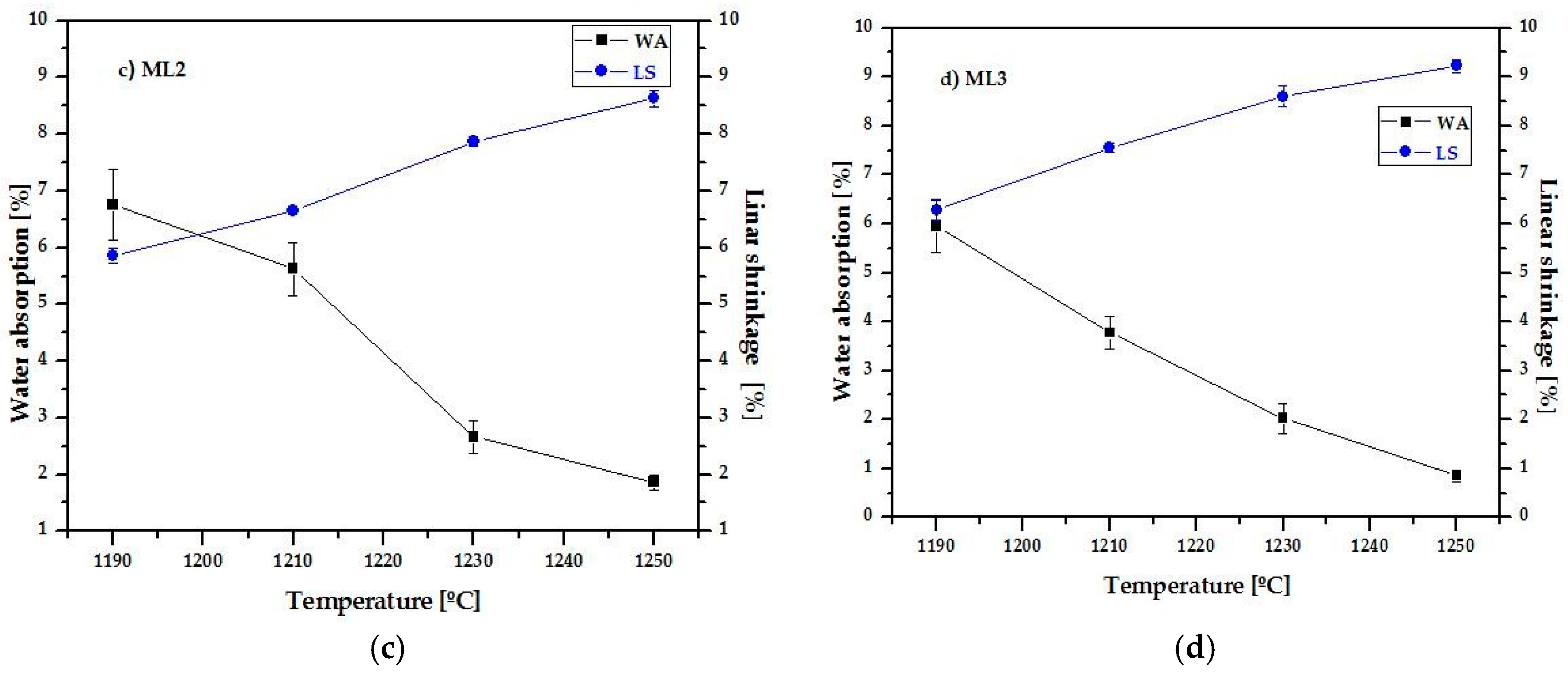
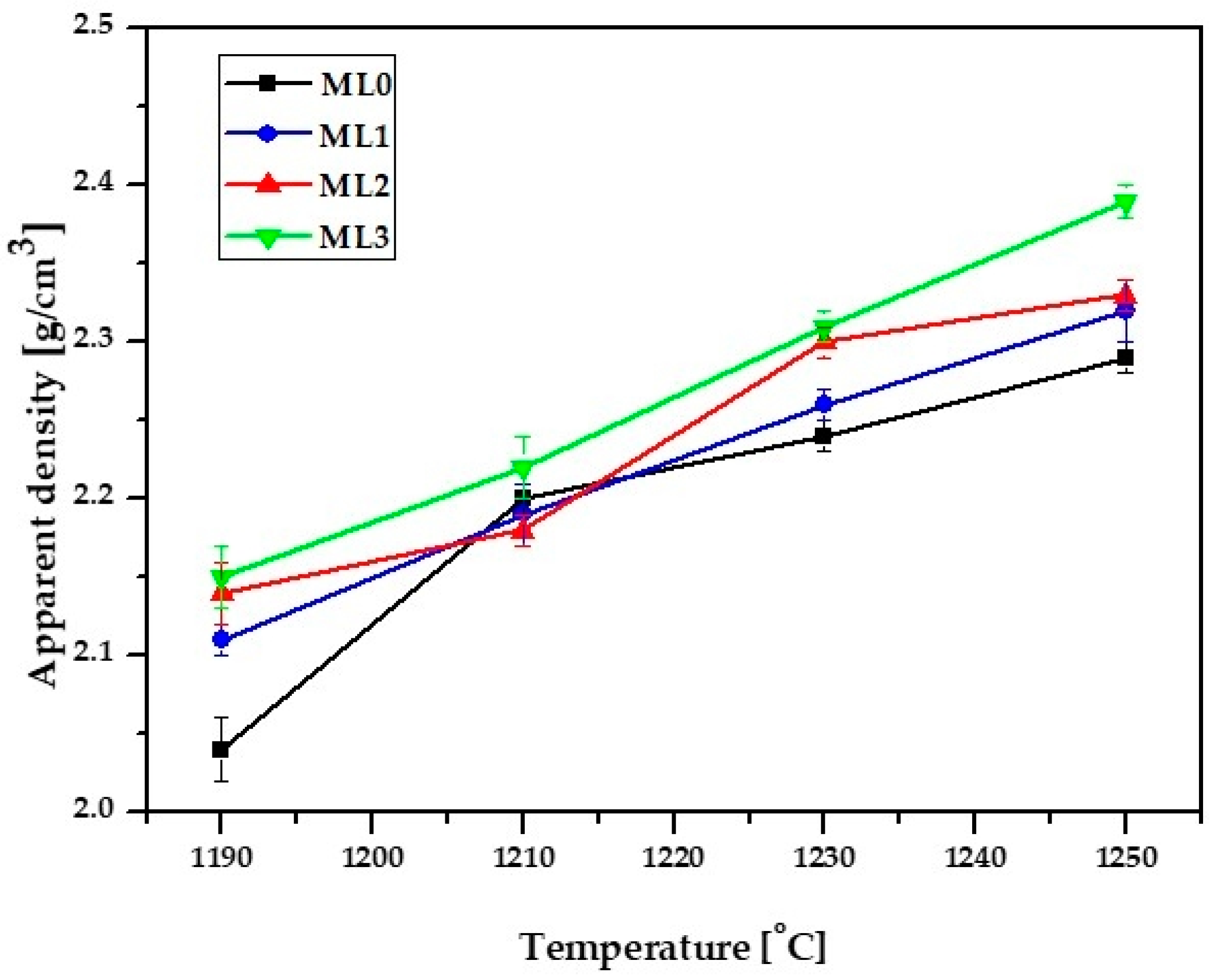
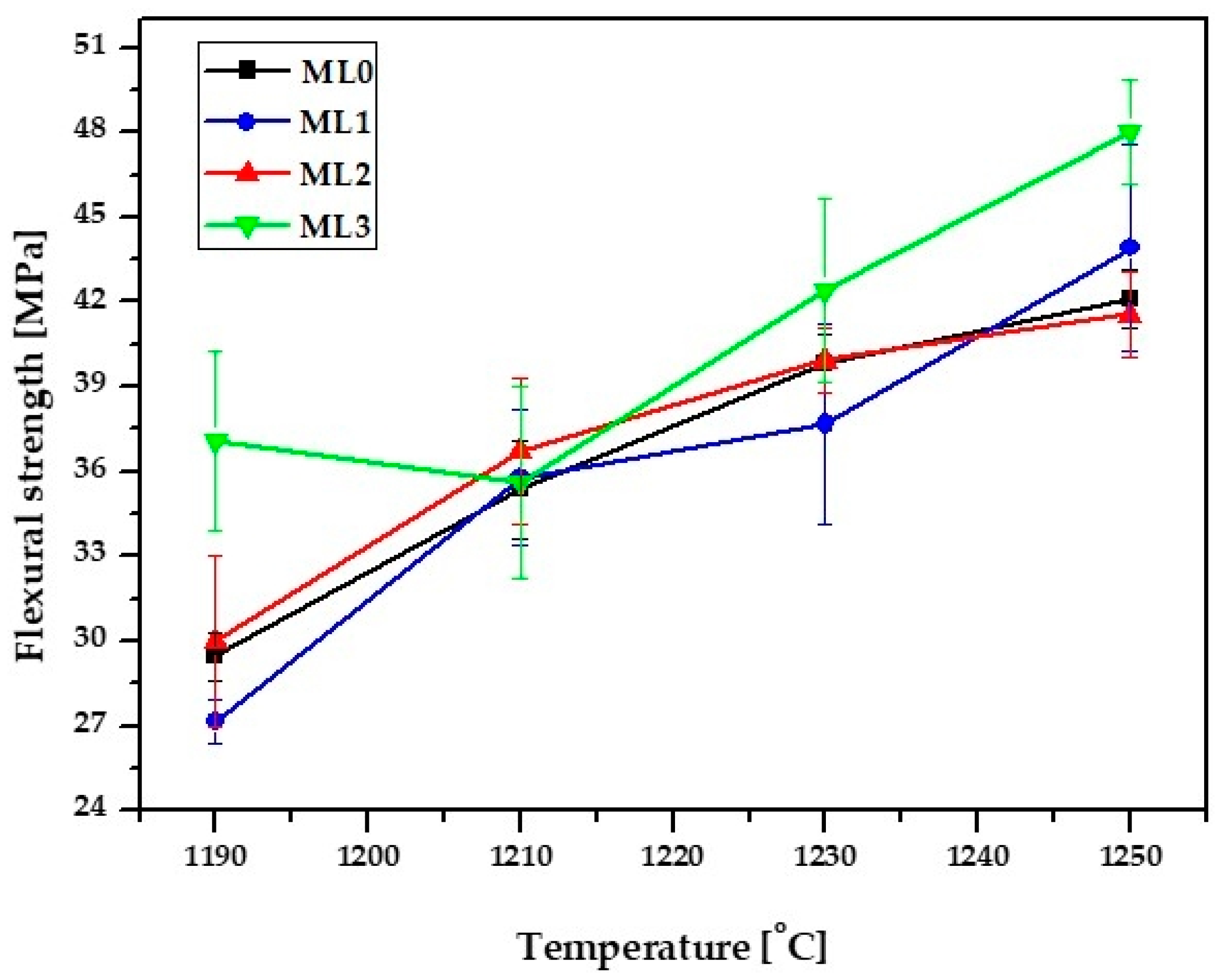
- The incorporation of municipal waterworks sludge positively influenced the densification behavior and technological properties of the floor tile pieces during the fast-firing cycle. It was demonstrated that the replacement of kaolin with up to 10 wt. % of municipal waterworks sludge allowed important effects in the tile quality, such as the production of group BIb (low water absorption floor tile) and group BIIa (medium water absorption floor tile) of ISO 13006 standard at lower temperatures (energy savings).
- The processing of ceramic floor tiles could be an interesting technological solution for the valorization and final disposal of municipal waterworks sludge.
- The fact that the tile materials obtained can be considered of good technical quality opens the possibility of using municipal waterworks sludge as an alternative raw material in the production of vitrified floor tiles with a commercial value.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Bernardo, L.D.; Dantas, A.D.B. Métodos e Técnicas de Tratamento de Água (Methods and Techniques of Water Treatment), 2nd ed.; RIMA: São Carlos, Brazil, 2005. [Google Scholar]
- Nasby, G.; Phillips, M. SCADA Standardization: Modernization of a Municipal Waterworks with SCADA Standardization: Past, Present, and Planning for the Future; InTech: Rijeka, Croatia, 2011; Volume 58, pp. 5–6. [Google Scholar]
- Davis, M.L.; Cornwell, D.A. Introduction to Environmental Engineering, 5th ed.; McGrawHill: New York, NY, USA, 2013. [Google Scholar]
- Trulli, E.; Torretta, V.; Rada, E.C. Water Restoration of an Urbanized Karst Stream by Free-Water-Surface Constructed Wetlands as Municipal Wastewater Post Treatment. UPB Sci. Bull. Ser. D 2016, 78, 163–174. [Google Scholar]
- Bencze, T.; Mindak, E. Experiences of Budapest waterworks with state, municipal ownership structures and with the involvement of private funding: Case study of Budapest waterworks. Water Pract. Technol. 2016, 11, 58–65. [Google Scholar] [CrossRef]
- Belkanova, M.Y.; Nikolaenko, E.V.; Gevel, D.A. Technological Aspects of Waterworks Sludge Treatment. IOP Conf. Ser. Mater. Sci. Eng. 2017, 262, 012221. [Google Scholar] [CrossRef]
- Oliveira, E.M.S. Study on the Valorization and Recycling of Waterworks Sludge Waste in Red Ceramic. Ph.D. Thesis, UENF-PPGECM, Campos dos Goytacazes-RJ, Brazil, 2004. [Google Scholar]
- Oliveira, E.M.S.; Sampaio, V.G.; Holanda, J.N.F. Evaluation of the suitability of municipal waterworks waste as raw material for red ceramic brick production. Ind. Ceram. 2006, 26, 23–28. [Google Scholar]
- Tantawy, M.A.; Mohamed, R.A.S. Middle Eocene clay from Goset Abu Khashier: Geological assessment and utilization with drinking water treatment sludge in brick manufacture. Appl. Clay Sci. 2017, 138, 114–124. [Google Scholar] [CrossRef]
- Ahmad, T.; Ahmad, K.; Alam, M. Characterization of water treatment plant’s sludge and its safe disposal options. Procedia Environ. Sci. 2016, 35, 950–955. [Google Scholar] [CrossRef]
- Souza, G.P.; Sousa, S.J.G.; Terrones, L.A.H.; Holanda, J.N.F. Mineralogical analysis of Brazilian ceramic sedimentary clays used in red ceramic. Cerâmica 2005, 51, 381–386. [Google Scholar] [CrossRef]
- Bennour, A.; Mahmoudi, S.; Srasra, E.; Boussen, S.; Htira, N. Composition, firing behavior and ceramic properties of the Sejnène clays (Northwest Tunisia). Appl. Clay Sci. 2015, 115, 30–38. [Google Scholar] [CrossRef]
- Hettiarachchi1, P.; Motha, J.T.S.; Pitawala, H.M.T.G.A. Identification of an appropriate body composition for red clay products. Cerâmica 2010, 56, 285–290. [Google Scholar] [CrossRef]
- Anderson, M.; Biggs, A.; Winters, C. Use of two blended water industry by-product wastes as a composite substitute for traditional raw materials used in clay brick manufacture. In Proceedings of the International Symposium on Recycling and Reuse of Waste Materials, Scotland, UK, 9–11 September 2003; pp. 417–426. [Google Scholar]
- Oliveira, E.M.S.; Sampaio, V.G.; Holanda, J.N.F. Effect of waterworks waste addition on densification and properties of clay ceramics. Ind. Ceram. 2007, 27, 191–196. [Google Scholar]
- Teixeira, S.R.; Santos, G.T.A.; Souza, A.E.; Alessio, P.; Souza, S.A.; Souza, N.R. The effect of incorporation of a Brazilian water treatment plant sludge on the properties of ceramic materials. Appl. Clay Sci. 2011, 53, 561–565. [Google Scholar] [CrossRef]
- Torres, P.; Hernández, D.; Paredes, D. Productive use of sludge from a drinking water treatment plant for manufacturing ceramic bricks. Rev. Ing. Constr. 2012, 27, 145–154. [Google Scholar] [CrossRef]
- Xie, M.; Gao, D.; Liu, X.; Li, F.; Huang, C. Experimental study on production of water permeable brick using waterworks sludge, Chin. J. Environ. Eng. 2013, 7, 1925–1928. [Google Scholar]
- Victoria, A.N. Characterisation and performance evaluation of waterworks sludge as brick material. Int. J. Eng. Appl. Sci. 2013, 3, 69–79. [Google Scholar]
- Rodrigues, L.P.; Holanda, J.N.F. Influence of the incorporation of water treatment plant (WTP) sludge on the technological properties of soil-cement bricks. Cerâmica 2013, 59, 551–556. [Google Scholar] [CrossRef]
- Fungaro, D.A.; Silva, M.V. Utilization of water treatment plant sludge and coal fly ash in brick manufacturing. Am. J. Environ. Prot. 2014, 2, 83–88. [Google Scholar] [CrossRef]
- Silva, E.M.; Morita, D.M.; Lima, A.C.N.; Teixeira, L.G. Manufacturing ceramic bricks with polyaluminum chloride (PAC) sludge from a water treatment plant. Water Sci. Technol. 2015, 71, 1638–1645. [Google Scholar] [CrossRef] [PubMed]
- Wolff, E.; Schwabe, W.K.; Conceição, S.V. Utilization of water treatment plant sludge in structural ceramics. J. Clean. Prod. 2015, 96, 282–289. [Google Scholar] [CrossRef]
- Barba, A.; Beltrán, V.; Felíu, C.; García, J.; Ginés, F.; Sánchez, E.; Sanz, V. Materias Primas Para la Fabricación de Soportes de Baldosas Cerámicas, 2nd ed.; Instituto de Tecnología Cerámica: Castellón, Spain, 2002. [Google Scholar]
- Pinheiro, B.C.A.; Silva, A.G.P.; Holanda, J.N.F. Use of Raw Materials from Rio Grande do Norte in the Preparation of Ceramic Paste for Porcelain Stoneware. Ceram. Ind. 2010, 15, 1–5. [Google Scholar]
- Sampaio, V.G.; Pinheiro, B.C.A.; Holanda, J.N.F. Dry granulation of a ceramic paste for porcelain stoneware tile. Cerâmica 2007, 53, 295–299. [Google Scholar] [CrossRef]
- ASTM. ASTM C326—Test Method for Drying and Firing Shrinkage of Ceramic Whiteware Clays; American Society for Testing and Materials: West Conshohocken, PA, USA, 1997. [Google Scholar]
- ASTM. ASTM C373—Test Method for Water Absorption, Bulk Density, Apparent Porosity, and Apparent Specific Gravity of Fired Whiteware Products; American Society for Testing and Materials: West Conshohocken, PA, USA, 1994. [Google Scholar]
- ASTM. ASTM C674—Test Method for Flexural Properties of Ceramic Whiteware Materials; American Society for Testing and Materials: West Conshohocken, PA, USA, 1994. [Google Scholar]
- Sanchez, E.; García, J.; Ginés, F.; Negre, F. Aspectos a serem melhorados nas características e homogeneidade de argilas vermelhas empregadas na fabricação de placas cerâmicas. Cerâm. Ind. 1996, 1, 13–22. [Google Scholar]
- Oliveira, A.P.N. Tecnologia de fabricação de revestimentos cerâmicos. Cerâm. Ind. 2000, 5, 37–47. [Google Scholar]
- Osburn, E.F. Phase Equilibrium Diagrams of Oxide Systems; American Ceramic Society: New York, NY, USA, 1960. [Google Scholar]
- Reed, J.S. Principles of Ceramic Processing, 2nd ed.; Wiley-Interscience: New York, NY, USA, 1995. [Google Scholar]
- Segadães, A.M. Use of phase diagrams to guide ceramic production from wastes. Adv. Appl. Ceram. 2006, 105, 46–54. [Google Scholar] [CrossRef]
- Bou, E.; Quereda, M.F.; Lever, D.; Boccaccini, A.R.; Cheeseman, C.R. Production of pulverized fuel ash tiles using conventional ceramic production processes. Adv. Appl. Ceram. 2009, 108, 44–49. [Google Scholar] [CrossRef]
- International Organization for Standardization. Ceramic Tiles: Definitions, Classifications, Characteristics and Marking; ISO 13006; International Organization for Standardization: Geneva, Switzerland, 2012. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oxides | MWS | MWS | MWS | Clay | Clay | Clay |
|---|---|---|---|---|---|---|
| ref. [9] | ref. [8] | ref. [10] | ref. [11] | ref. [12] | ref. [13] | |
| SiO2 | 59.70 | 35.92 | 52.78 | 46.42 | 52.67 | 41.10 |
| Al2O3 | 10.52 | 31.71 | 14.38 | 27.90 | 20.20 | 31.48 |
| Fe2O3 | 4.38 | 12.79 | 5.20 | 9.10 | 5.69 | 6.05 |
| K2O | 1.16 | 0.58 | 3.62 | 1.67 | 2.27 | 1.77 |
| Na2O | 1.53 | 0.06 | 0.97 | 0.36 | 0.12 | 0.62 |
| MgO | 2.20 | 0.37 | 3.08 | 0.71 | 1.33 | 0.35 |
| CaO | 6.01 | 0.10 | 4.39 | 0.22 | 2.07 | 0.28 |
| TiO2 | - | 1.10 | 0.61 | 1.32 | 0.15 | 1.49 |
| MnO | - | 0.09 | 0.08 | 0.11 | 0.03 | - |
| SO3 | 2.85 | - | - | - | 0.01 | - |
| +LoI | 11.10 | 16.93 | 8.96 | 11.96 | 14.48 | 16.58 |
| Raw Materials | ML0 | ML1 | ML2 | ML3 |
|---|---|---|---|---|
| Kaolin | 40.0 | 37.5 | 35.0 | 30.0 |
| MWS | 0.0 | 2.5 | 5.0 | 10.0 |
| Albite | 47.5 | 47.5 | 47.5 | 47.5 |
| Quartz | 12.5 | 12.5 | 12.5 | 12.5 |
| SiO2 | Al2O3 | Fe2O3 | K2O | Na2O | MgO | CaO | TiO2 | MnO | +LoI |
|---|---|---|---|---|---|---|---|---|---|
| 30.11 | 31.73 | 10.39 | 1.29 | - | - | 0.35 | 1.06 | 0.14 | 24.93 |
| Oxides | ML0 | ML1 | ML2 | ML3 |
|---|---|---|---|---|
| SiO2 | 64.98 | 64.48 | 64.01 | 63.07 |
| Al2O3 | 22.47 | 22.42 | 22.35 | 22.27 |
| Fe2O3 | 0.16 | 0.41 | 0.67 | 1.17 |
| TiO2 | 0.02 | 0.04 | 0.07 | 0.12 |
| Na2O | 4.80 | 4.78 | 4.76 | 4.74 |
| K2O | 1.51 | 1.49 | 1.48 | 1.44 |
| CaO | 0.20 | 0.21 | 0.21 | 0.21 |
| MgO | 0.03 | 0.07 | 0.07 | 0.06 |
| MnO | 0.04 | 0.04 | 0.04 | 0.05 |
| +LoI | 5.79 | 6.06 | 6.34 | 6.82 |
| Formulation | UPL (%) | LPL (%) | PI (%) | SR (%) | Hr |
|---|---|---|---|---|---|
| ML0 | 31.8 | 20.5 | 11.3 | 3.1 | 1.29 |
| ML1 | 32.8 | 20.5 | 12.3 | 0.7 | 1.57 |
| ML2 | 34.4 | 21.5 | 12.9 | 1.4 | 1.42 |
| ML3 | 35.3 | 22.8 | 12.5 | 1.5 | 1.57 |
| Formulation | 1190 °C | 1210 °C | 1230 °C | 1250 °C |
|---|---|---|---|---|
| ML0 | BIIb | BIIa | BIIa | BIb |
| ML1 | BIIb | BIIa | BIIa | BIb |
| ML2 | BIIb | BIIa | BIb | BIb |
| ML3 | BIIa | BIIa | BIb | BIb |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rodrigues, L.P.; De Holanda, J.N.F. Valorization of Municipal Waterworks Sludge to Produce Ceramic Floor Tiles. Recycling 2018, 3, 10. https://doi.org/10.3390/recycling3010010
Rodrigues LP, De Holanda JNF. Valorization of Municipal Waterworks Sludge to Produce Ceramic Floor Tiles. Recycling. 2018; 3(1):10. https://doi.org/10.3390/recycling3010010
Chicago/Turabian StyleRodrigues, Lara Pessin, and José Nilson França De Holanda. 2018. "Valorization of Municipal Waterworks Sludge to Produce Ceramic Floor Tiles" Recycling 3, no. 1: 10. https://doi.org/10.3390/recycling3010010
APA StyleRodrigues, L. P., & De Holanda, J. N. F. (2018). Valorization of Municipal Waterworks Sludge to Produce Ceramic Floor Tiles. Recycling, 3(1), 10. https://doi.org/10.3390/recycling3010010