

Incorporating Recyclates Derived from Household Waste into Flexible Food Packaging Applications: An Environmental Sustainability Assessment


Abstract
1. Introduction
2. Materials and Methods
2.1. Goal and Scope Definition
2.1.1. Pellet-Level Analysis
2.1.2. Packaging-Level Analysis
2.2. Inventory Analysis
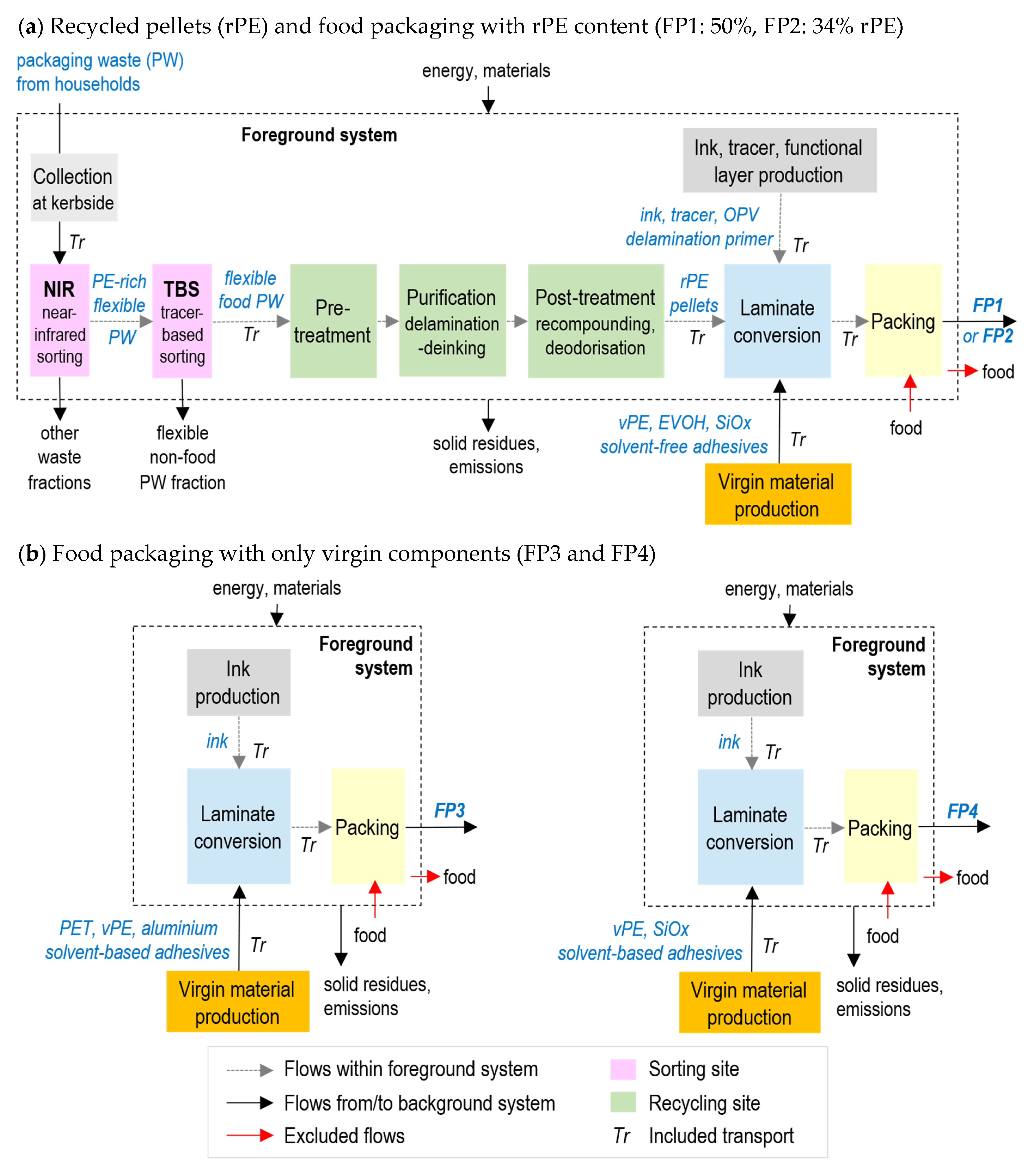
2.2.1. Foreground System
2.2.2. Background System
2.2.3. Multifunctionality Modelling
2.2.4. Assumptions
2.3. Impact Assessment
2.4. Approach to Sensitivity, Scenario and Data Quality Analyses
2.4.1. Sensitivity Analysis Method
2.4.2. Scenario Analysis Method
2.4.3. Data Quality Assessment
3. Results
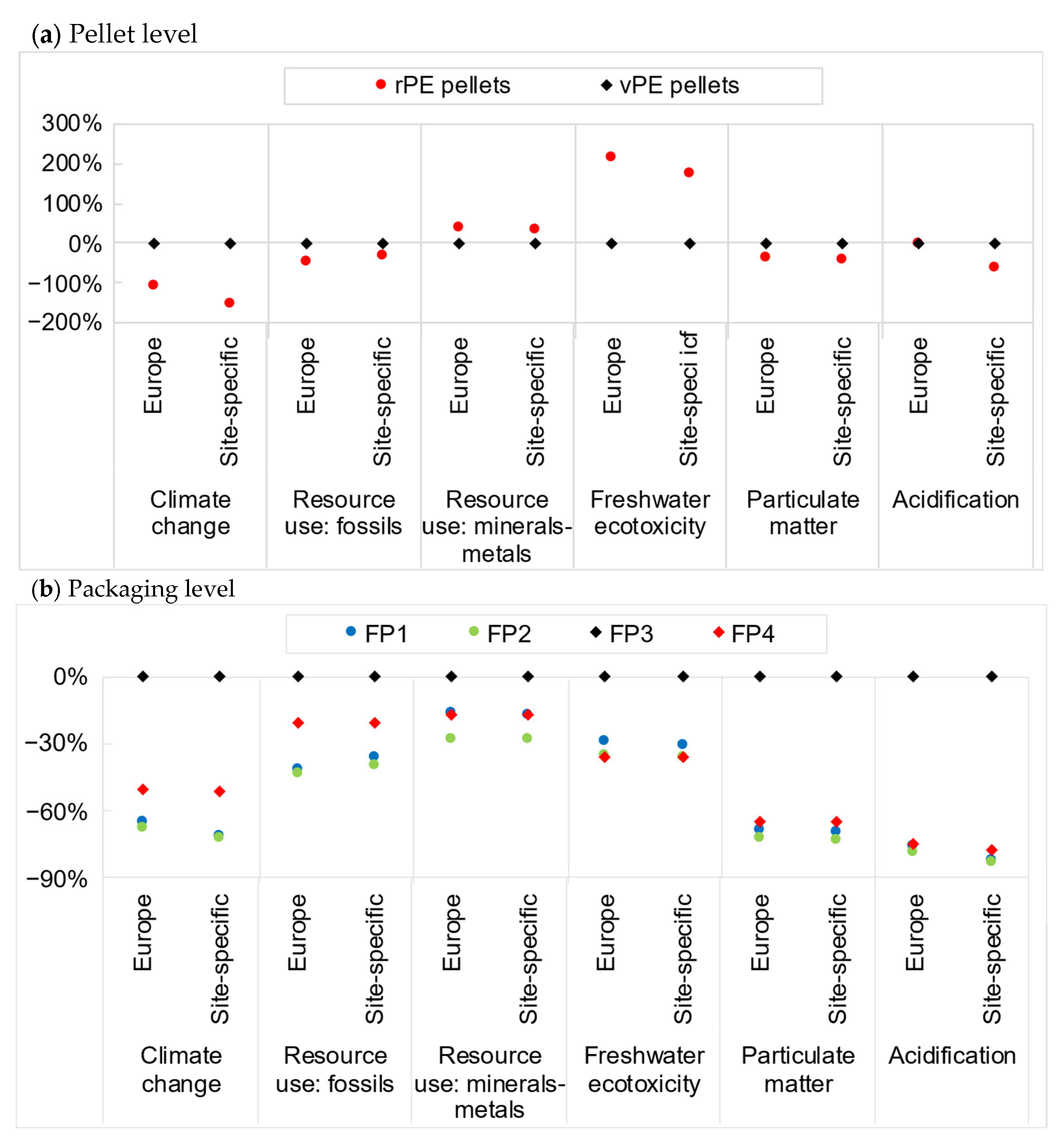
3.1. Pellet-Level Hotspot Analysis
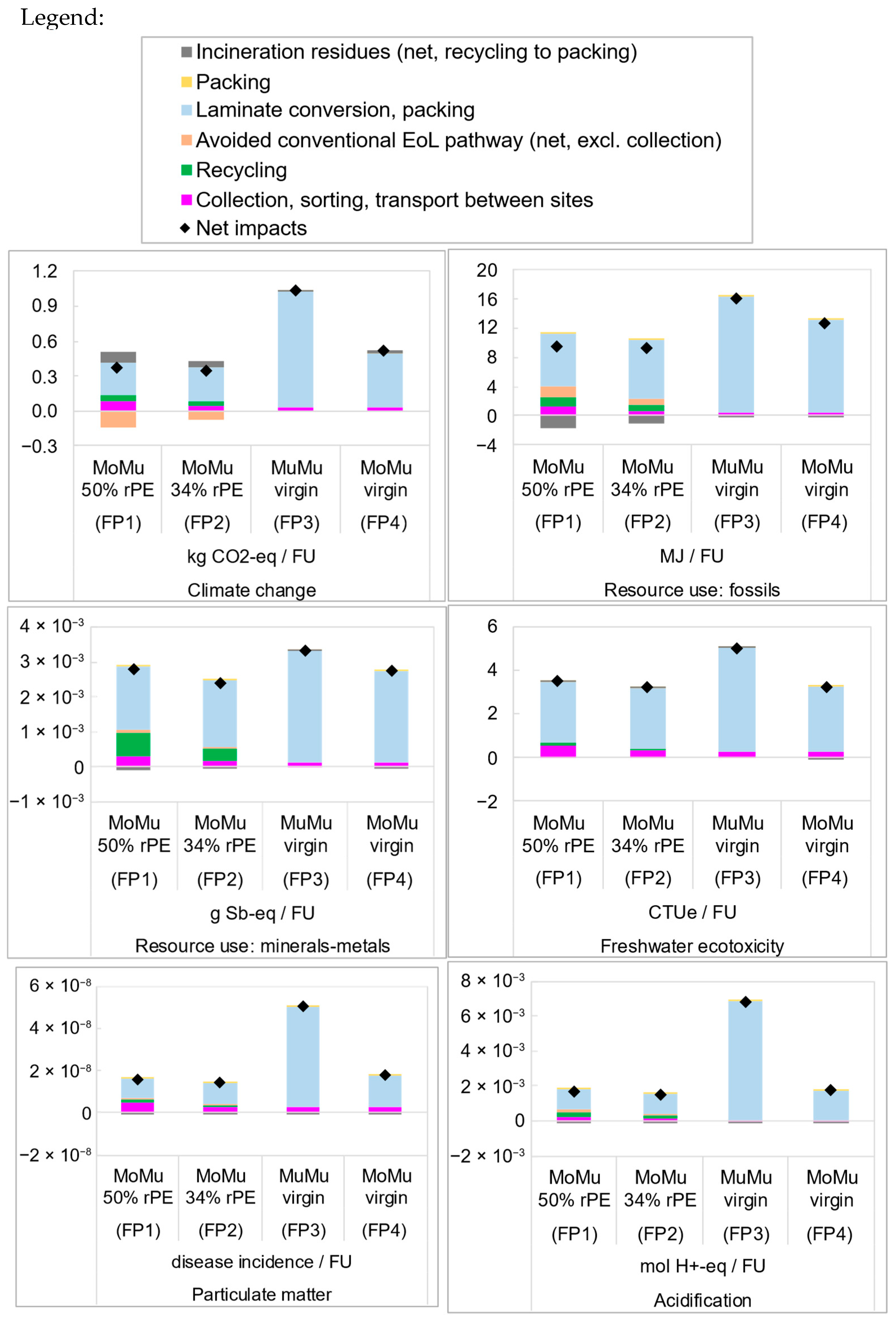
3.2. Packaging-Level Environmental Comparison
3.3. Findings from Sensitivity, Scenario and Data Quality Analyses
3.3.1. Sensitivity Analysis Results
3.3.2. Scenario Analysis Results
3.3.3. Data Quality Findings
4. Further Discussion and Study Limitations
4.1. Methodological Aspects
4.2. Food Packaging Design in Alignment with the European Regulatory Framework
4.3. Study Limitations
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| Alu | Aluminium |
| BE | Belgium |
| DE | Germany |
| EF | Environmental Footprint |
| EFSA | European Food Safety Authority |
| EoL | End of life |
| ESA | European System of Accounts |
| EU | European Union |
| EVA | Ethylene vinyl acetate |
| EVOH | Ethylene vinyl alcohol |
| FP | Food packaging |
| FR | France |
| FU | Functional unit |
| ILCD | International Reference Life Cycle Data System |
| Incineration | Incineration with energy recovery |
| ISO | International Organization for Standardization |
| LCA | Life cycle assessment |
| LDPE | Low-density polyethylene |
| LLDPE | Linear low-density polyethylene |
| MDOPE | Machine-direction-oriented polyethylene |
| MLP | Multilayer packaging |
| MoMu | Mono-material multilayer |
| MuMu | Multi-material multilayer |
| OPV | Overprint varnish |
| PA | Polyamide |
| PE | Polyethylene |
| PET | Polyethylene terephthalate |
| PP | Polypropylene |
| PT | Portugal |
| PW | Packaging waste |
| rPE | Recycled polyethylene |
| SiOx | Silicon oxide |
| TBS | Tracer-based sorting |
| TRL | Technology Readiness Levels |
| vPE | Virgin polyethylene |
References
- Plastics Europe. The Circular Economy for Plastics—A European Analysis; Plastics Europe: Brussels, Belgium, 2024. [Google Scholar]
- ISO 14021; Environmental Labels and Declarations—Self-Declared Environmental Claims (Type II Environmental Labelling). ISO: Geneva, Switzerland, 2016. Available online: https://www.iso.org/standard/66652.html (accessed on 1 April 2025).
- Jiao, H.; Ali, S.S.; Alsharbaty, M.H.M.; Elsamahy, T.; Abdelkarim, E.; Schagerl, M.; Al-Tohamy, R.; Sun, J. A Critical Review on Plastic Waste Life Cycle Assessment and Management: Challenges, Research Gaps, and Future Perspectives. Ecotoxicol. Environ. Saf. 2024, 271, 115942. [Google Scholar] [CrossRef]
- European Parliament and Council. Regulation (EU) 2025/40 on Packaging and Packaging Waste, Amending Regulation (EU) 2019/1020 and Directive (EU) 2019/904, and Repealing Directive 94/62/EC. Available online: https://eur-lex.europa.eu/eli/reg/2025/40/oj (accessed on 24 June 2025).
- European Commission Regulation (EU) 2025/351, Amending Regulation (EU) No 10/2011 on Plastic Materials and Articles Intended to Come into Contact with Food, Amending Regulation (EU) 2022/1616 on Recycled Plastic Materials and Articles Intended to Come into Contact with Foods. Available online: https://eur-lex.europa.eu/eli/reg/2025/351/oj (accessed on 2 May 2025).
- European Commission Consolidated Text: Commission Regulation (EU) 2022/1616 on Recycled Plastic Materials and Articles Intended to Come into Contact with Foods, and Repealing Regulation (EC) No 282/2008. Available online: https://eur-lex.europa.eu/eli/reg/2022/1616/2025-03-16 (accessed on 29 June 2025).
- European Parliament and Council. Regulation (EU) 2024/1157 on Shipments of Waste, Amending Regulations (EU) No 1257/2013 and (EU) 2020/1056 and Repealing Regulation (EC) No 1013/2006. Available online: https://eur-lex.europa.eu/eli/reg/2024/1157/oj (accessed on 23 June 2025).
- Cabrera, G.; Li, J.; Maazouz, A.; Lamnawar, K. A Journey from Processing to Recycling of Multilayer Waste Films: A Review of Main Challenges and Prospects. Polymers 2022, 14, 2319. [Google Scholar] [CrossRef]
- Soares, C.T.d.M.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of Multi-Material Multilayer Plastic Packaging: Current Trends and Future Scenarios. Resour. Conserv. Recycl. 2022, 176, 105905. [Google Scholar] [CrossRef]
- Bauer, A.S.; Tacker, M.; Uysal-Unalan, I.; Cruz, R.M.S.; Varzakas, T.; Krauter, V. Recyclability and Redesign Challenges in Multilayer Flexible Food Packaging—A Review. Foods 2021, 10, 2702. [Google Scholar] [CrossRef]
- Freitag, N.; Schneider, J.; Decottignies, V.; Fell, T.; Kucukpinar, E.; Schlummer, M. Waste Study on Flexible Food and Non-Food Packaging: Detailed Analysis of the Plastic Composition of European Polyethylene-Containing Waste Streams. Materials 2024, 17, 3202. [Google Scholar] [CrossRef]
- Tamizhdurai, P.; Mangesh, V.L.; Santhosh, S.; Vedavalli, R.; Kavitha, C.; Bhutto, J.K.; Alreshidi, M.A.; Yadav, K.K.; Kumaran, R. A State-of-the-Art Review of Multilayer Packaging Recycling: Challenges, Alternatives, and Outlook. J. Clean. Prod. 2024, 447, 141403. [Google Scholar] [CrossRef]
- Gall, M.; Freudenthaler, P.J.; Fischer, J.; Lang, R.W. Characterization of Composition and Structure–Property Relationships of Commercial Post-Consumer Polyethylene and Polypropylene Recyclates. Polymers 2021, 13, 1574. [Google Scholar] [CrossRef] [PubMed]
- Rumetshofer, T.; Fischer, J. Information-Based Plastic Material Tracking for Circular Economy—A Review. Polymers 2023, 15, 1623. [Google Scholar] [CrossRef] [PubMed]
- Guerritore, M.; Olivieri, F.; Castaldo, R.; Avolio, R.; Cocca, M.; Errico, M.E.; Galdi, M.R.; Carfagna, C.; Gentile, G. Recyclable-by-Design Mono-Material Flexible Packaging with High Barrier Properties Realized through Graphene Hybrid Coatings. Resour. Conserv. Recycl. 2022, 179, 106126. [Google Scholar] [CrossRef]
- Saperatec First Integrated Recycling Plant from the Value Stream Input on Value Stream-Processing and Separation Processes to Sorting and Treatment of Reclaimed Materials. Available online: https://saperatec.de/en/plant-service/ (accessed on 10 April 2025).
- INEOS. The World First with Recyclable Flexible Packaging Film Made from More than 50% Recycled Plastic Waste. Available online: https://www.ineos.com/news/shared-news/ineos-world-first-with-recyclable-flexible-packaging-film-made-from-more-than-50-recycled-plastic-waste2/ (accessed on 9 April 2025).
- ISO 14040; Environmental Management—Life Cycle Assessment—Principles and Framework: Amendment 1. ISO: Geneva, Switzerland, 2020. Available online: https://www.iso.org/standard/37456.html (accessed on 7 March 2024).
- ISO 14044; Environmental Management—Life Cycle Assessment—Requirements and Guidelines: Amendment 2. ISO: Geneva, Switzerland, 2020. Available online: https://www.iso.org/standard/38498.html (accessed on 7 March 2024).
- Bher, A.; Auras, R. Life Cycle Assessment of Packaging Systems: A Meta-Analysis to Evaluate the Root of Consistencies and Discrepancies. J. Clean. Prod. 2024, 476, 143785. [Google Scholar] [CrossRef]
- Bremenkamp, I.; Sousa Gallagher, M.J. Life Cycle Assessment Methods for Investigating Novel Food Packaging Systems. Environ. Sci. Adv. 2024, 3, 1337–1350. [Google Scholar] [CrossRef]
- Deeney, M.; Green, R.; Yan, X.; Dooley, C.; Yates, J.; Rolker, H.B.; Kadiyala, S. Human Health Effects of Recycling and Reusing Food Sector Consumer Plastics: A Systematic Review and Meta-Analysis of Life Cycle Assessments. J. Clean. Prod. 2023, 397, 136567. [Google Scholar] [CrossRef]
- Tunçok-Çeşme, B.; Yıldız-Geyhan, E.; Çiftçioğlu, G.A. Environmental Life Cycle Assessment of Two Types of Flexible Plastic Packaging under a Sustainable Circular Economy Approach. Sustainability 2024, 16, 3149. [Google Scholar] [CrossRef]
- Munguía-López, A.d.C.; Göreke, D.; Sánchez-Rivera, K.L.; Aguirre-Villegas, H.A.; Avraamidou, S.; Huber, G.W.; Zavala, V.M. Quantifying the Environmental Benefits of a Solvent-Based Separation Process for Multilayer Plastic Films. Green Chem. 2023, 25, 1611–1625. [Google Scholar] [CrossRef]
- Horodytska, O.; Kiritsis, D.; Fullana, A. Upcycling of Printed Plastic Films: LCA Analysis and Effects on the Circular Economy. J. Clean. Prod. 2020, 268, 122138. [Google Scholar] [CrossRef]
- Costamagna, M.; Massaccesi, B.M.; Mazzucco, D.; Baricco, M.; Rizzi, P. Environmental Assessment of the Recycling Process for Polyamides—Polyethylene Multilayer Packaging Films. Sustain. Mater. Technol. 2023, 35, e00562. [Google Scholar] [CrossRef]
- CIRCULAR FoodPack project Achievements & Activities. Available online: https://www.circular-foodpack.eu/achievements-activities/ (accessed on 5 July 2025).
- European Commission. European Commission Decision C (2025) 2779: Horizon Europe-Work Programme 2023–2025 General Annexes; European Commission: Brussels, Belgium, 2025. [Google Scholar]
- Sanabria Garcia, E.; Huysveld, S.; Nachtergaele, P.; Nhu, T.T.; Dewulf, J. How Multifunctionality Modelling in LCA Affects Decision-Making: The Case of Chemical Recycling of Plastic Waste. Resour. Conserv. Recycl. 2025, 218, 108262. [Google Scholar] [CrossRef]
- European Commission. European Commission Recommendations 2021/2279/EU on the Use of the Environmental Footprint Methods to Measure and Communicate the Life Cycle Environmental Performance of Products and Organisations; European Commission: Brussels, Belgium, 2021. [Google Scholar]
- Quantis and Amcor Draft Product Environmental Footprint Category Rules (PEFCR): Flexible Packaging—Version 1.0; Quantis: Lausanne, Switzerland, 2022.
- Huysveld, S.; Ragaert, K.; Demets, R.; Nhu, T.T.; Civancik-Uslu, D.; Kusenberg, M.; Van Geem, K.M.; De Meester, S.; Dewulf, J. Technical and Market Substitutability of Recycled Materials: Calculating the Environmental Benefits of Mechanical and Chemical Recycling of Plastic Packaging Waste. Waste Manag. 2022, 152, 69–79. [Google Scholar] [CrossRef]
- Civancik-Uslu, D.; Nhu, T.T.; Van Gorp, B.; Kresovic, U.; Larrain, M.; Billen, P.; Ragaert, K.; De Meester, S.; Dewulf, J.; Huysveld, S. Moving from Linear to Circular Household Plastic Packaging in Belgium: Prospective Life Cycle Assessment of Mechanical and Thermochemical Recycling. Resour. Conserv. Recycl. 2021, 171, 105633. [Google Scholar] [CrossRef]
- Pauer, E.; Wohner, B.; Heinrich, V.; Tacker, M. Assessing the Environmental Sustainability of Food Packaging: An Extended Life Cycle Assessment Including Packaging-Related Food Losses and Waste and Circularity Assessment. Sustainability 2019, 11, 925. [Google Scholar] [CrossRef]
- Bałdowska-Witos, P.; Piotrowska, K.; Kruszelnicka, W.; Błaszczak, M.; Tomporowski, A.; Opielak, M.; Kasner, R.; Flizikowski, J. Managing the Uncertainty and Accuracy of Life Cycle Assessment Results for the Process of Beverage Bottle Moulding. Polymers 2020, 12, 1320. [Google Scholar] [CrossRef]
- Thomassen, G.; Peeters, E.; Van Hee, N.; Noëth, E.; Du Bois, E.; Boone, L.; Compernolle, T. The Environmental Impacts of Reusable Rice Packaging: An Extended Comparative Life Cycle Assessment. Sustain. Prod. Consum. 2024, 45, 333–347. [Google Scholar] [CrossRef]
- Skaar, C.; Lausselet, C.; Bergsdal, H.; Brattebø, H. Towards a LCA Database for the Planning and Design of Zero-Emissions Neighborhoods. Buildings 2022, 12, 512. [Google Scholar] [CrossRef]
- Ciroth, A.; Muller, S.; Weidema, B.; Lesage, P. Empirically Based Uncertainty Factors for the Pedigree Matrix in Ecoinvent. Int. J. Life Cycle Assess. 2016, 21, 1338–1348. [Google Scholar] [CrossRef]
- Furberg, A.; Arvidsson, R.; Molander, S. A Practice-Based Framework for Defining Functional Units in Comparative Life Cycle Assessments of Materials. J. Ind. Ecol. 2021, 26, 718–730. [Google Scholar] [CrossRef]
- Tascione, V.; Simboli, A.; Taddeo, R.; Del Grosso, M.; Raggi, A. A Comparative Analysis of Recent Life Cycle Assessment Guidelines and Frameworks: Methodological Evidence from the Packaging Industry. Environ. Impact Assess. Rev. 2024, 108, 107590. [Google Scholar] [CrossRef]
- Nordahl, S.L.; Scown, C.D. Recommendations for Life-Cycle Assessment of Recyclable Plastics in a Circular Economy. Chem. Sci. 2024, 15, 9397–9407. [Google Scholar] [CrossRef]
- Mendoza Beltran, A.; Heijungs, R.; Guinée, J.; Tukker, A. A Pseudo-Statistical Approach to Treat Choice Uncertainty: The Example of Partitioning Allocation Methods. Int. J. Life Cycle Assess. 2016, 21, 252–264. [Google Scholar] [CrossRef]
- European Commission Proposal for a Targeted Revision of the Waste Framework Directive. Available online: https://environment.ec.europa.eu/publications/proposal-targeted-revision-waste-framework-directive_en (accessed on 8 July 2025).
- Butler, T.I.; Morris, B.A. PE-Based Multilayer Film Structures. In Multilayer Flexible Packaging, 2nd ed.; William Andrew: Oxford, UK, 2016; pp. 281–310. [Google Scholar] [CrossRef]
- Berkane, I.; Aracil, I.; Fullana, A. Improvement of Multilayer Plastic Delamination Using Surface Modification. Resour. Conserv. Recycl. 2024, 202, 107357. [Google Scholar] [CrossRef]
- Ebnesajjad, S. Regulatory Aspects of Food Packaging—A Global Matter. In Multilayer Flexible Packaging, 2nd ed.; William Andrew: Oxford, UK, 2016; pp. 319–361. [Google Scholar] [CrossRef]
- Zeilerbauer, L.; Fischer, J.; Fazeni-Fraisl, K.; Mager, M.; Lindorfer, J.; Paulik, C. Life Cycle Assessment of Mechanical Recycling of Low-Density Polyethylene into Film Products—Towards the Need for Life Cycle Thinking in Product Design. Resour. Conserv. Recycl. 2024, 209, 107807. [Google Scholar] [CrossRef]
- Zhang, F.; Zhao, Y.; Wang, D.; Yan, M.; Zhang, J.; Zhang, P.; Ding, T.; Chen, L.; Chen, C. Current Technologies for Plastic Waste Treatment: A Review. J. Clean. Prod. 2021, 282, 124523. [Google Scholar] [CrossRef]
- Akhras, M.H.; Langwieser, J.; Czaker, S.; Felgel-Farnholz, A.; Fischer, J. Cascadic Degradation of Selected Polyolefin Grades in a Simulated Closed-Loop Recycling Process. Clean Technol. Environ. Policy 2024, 26, 3507–3526. [Google Scholar] [CrossRef]
- European Parliament and Council. Regulation (EU) 2024/1781 Establishing a Framework for the Setting of Ecodesign Requirements for Sustainable Products, Amending Directive (EU) 2020/1828 and Regulation (EU) 2023/1542 and Repealing Directive 2009/125/EC. Available online: https://eur-lex.europa.eu/eli/reg/2024/1781/oj (accessed on 24 June 2025).
- Alassali, A.; Picuno, C.; Chong, Z.K.; Guo, J.; Maletz, R.; Kuchta, K. Towards Higher Quality of Recycled Plastics: Limitations from the Material’s Perspective. Sustainability 2021, 13, 13266. [Google Scholar] [CrossRef]
- Ding, Q.; Zhu, H. The Key to Solving Plastic Packaging Wastes: Design for Recycling and Recycling Technology. Polymers 2023, 15, 1485. [Google Scholar] [CrossRef] [PubMed]
- Soomro, S.S.; Hong, C.; Shaver, M.P. Quantification of Recycled Content in Plastics: A Review. Resour. Conserv. Recycl. 2025, 221, 108426. [Google Scholar] [CrossRef]
- Ghosh, A. Performance Modifying Techniques for Recycled Thermoplastics. Resour. Conserv. Recycl. 2021, 175, 105887. [Google Scholar] [CrossRef]
- Seier, M.; Roitner, J.; Archodoulaki, V.M.; Jones, M.P. Design from Recycling: Overcoming Barriers in Regranulate Use in a Circular Economy. Resour. Conserv. Recycl. 2023, 196, 107052. [Google Scholar] [CrossRef]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of Post-Consumer Plastic Packaging Waste in the EU: Recovery Rates, Material Flows, and Barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Coates, G.W.; Getzler, Y.D.Y.L. Chemical Recycling to Monomer for an Ideal, Circular Polymer Economy. Nat. Rev. Mater. 2020, 5, 501–516. [Google Scholar] [CrossRef]
- Ha, L.T. Is Environmental Tax an Enabler of Circularity: New Insights from the Unique Database. Environ. Sci. Pollut. Res. 2023, 30, 18438–18460. [Google Scholar] [CrossRef]
- European Parliament and Council. Consolidated Text: Regulation (EU) No 691/2011 on European Environmental Economic Accounts. Available online: https://eur-lex.europa.eu/eli/reg/2011/691/2014-06-16 (accessed on 6 July 2025).
- Freire-González, J.; Martinez-Sanchez, V.; Puig-Ventosa, I. Tools for a Circular Economy: Assessing Waste Taxation in a CGE Multi-Pollutant Framework. Waste Manag. 2022, 139, 50–59. [Google Scholar] [CrossRef]
- Milios, L. Towards a Circular Economy Taxation Framework: Expectations and Challenges of Implementation. Circ. Econ. Sustain. 2021, 1, 477–498. [Google Scholar] [CrossRef]
- Deserno, L.; Sterk, E. Resource Taxes as an Instrument to Foster Circularity? Analysis of the Effects of Resource Taxation on Circular Economy Progress in Europe. Circ. Econ. Sustain. 2025, 5, 873–899. [Google Scholar] [CrossRef]
- Ferreira, S.; Cabral, M.; da Cruz, N.F.; Simões, P.; Marques, R.C. The Costs and Benefits of Packaging Waste Management Systems in Europe: The Perspective of Local Authorities. J. Environ. Plan. Manag. 2017, 60, 773–791. [Google Scholar] [CrossRef]
- Jagoda, S.U.M.; Gamage, J.R.; Karunathilake, H.P. Environmentally Sustainable Plastic Food Packaging: A Holistic Life Cycle Thinking Approach for Design Decisions. J. Clean. Prod. 2023, 400, 136680. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Packaging | FP1 | FP2 | FP3 | FP4 |
|---|---|---|---|---|
| Structure | Triplex, MoMu | Triplex, MoMu | Triplex, MuMu | Triplex, MoMu |
| Thickness, µm | 135.5 | 117.5 | 85.5 | 116.5 |
| Surface weight g/m2 | 124.4 | 108.1 | 96.8 | 106.6 |
| Outer (barrier) layer | OPV MDOPE-SiOx Ink & tracer Delamination primer | OPV MDOPE-SiOx Ink & tracer Delamination primer | PET Ink | MDOPE Ink |
| Middle layer | rPE | rPE | Alu | MDOPE-SiOx |
| Inner (sealant) layer | vPE & EVOH | vPE & EVOH | vPE | vPE |
| Adhesive | Solvent-free | Solvent-free | Solvent-based | Solvent-based |
| Recycled content | rPE: 50% | rPE: 34% | 0% | 0% |
| Virgin content | vPE: 42% (incl. MDOPE) Others: 8% | vPE: 57% (incl. MDOPE) Others: 9% | vPE: 56%, PET: 17%, Alu: 20% Others: 3% | vPE: 94% (incl. MDOPE) Others: 6% |
| Pellet-Level Assessment: |
|
| Packaging-level assessment: |
|
| Rooms for improvement: |
|
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nhu, T.T.; Haslinger, A.-S.; Huysveld, S.; Dewulf, J. Incorporating Recyclates Derived from Household Waste into Flexible Food Packaging Applications: An Environmental Sustainability Assessment. Recycling 2025, 10, 142. https://doi.org/10.3390/recycling10040142
Nhu TT, Haslinger A-S, Huysveld S, Dewulf J. Incorporating Recyclates Derived from Household Waste into Flexible Food Packaging Applications: An Environmental Sustainability Assessment. Recycling. 2025; 10(4):142. https://doi.org/10.3390/recycling10040142
Chicago/Turabian StyleNhu, Trang T., Anna-Sophie Haslinger, Sophie Huysveld, and Jo Dewulf. 2025. "Incorporating Recyclates Derived from Household Waste into Flexible Food Packaging Applications: An Environmental Sustainability Assessment" Recycling 10, no. 4: 142. https://doi.org/10.3390/recycling10040142
APA StyleNhu, T. T., Haslinger, A.-S., Huysveld, S., & Dewulf, J. (2025). Incorporating Recyclates Derived from Household Waste into Flexible Food Packaging Applications: An Environmental Sustainability Assessment. Recycling, 10(4), 142. https://doi.org/10.3390/recycling10040142