

Hydrothermal Carbonization of Biomass Waste for Solid Biofuel Production: Hydrochar Characterization and Its Application in Blast Furnace Injection



Abstract
1. Introduction
2. Results and Discussion
2.1. Physical and Chemical Characteristics
2.2. Thermogravimetric Analysis of Coal and Hydrochar
2.3. Hydrochar/Coal Blending Scheme
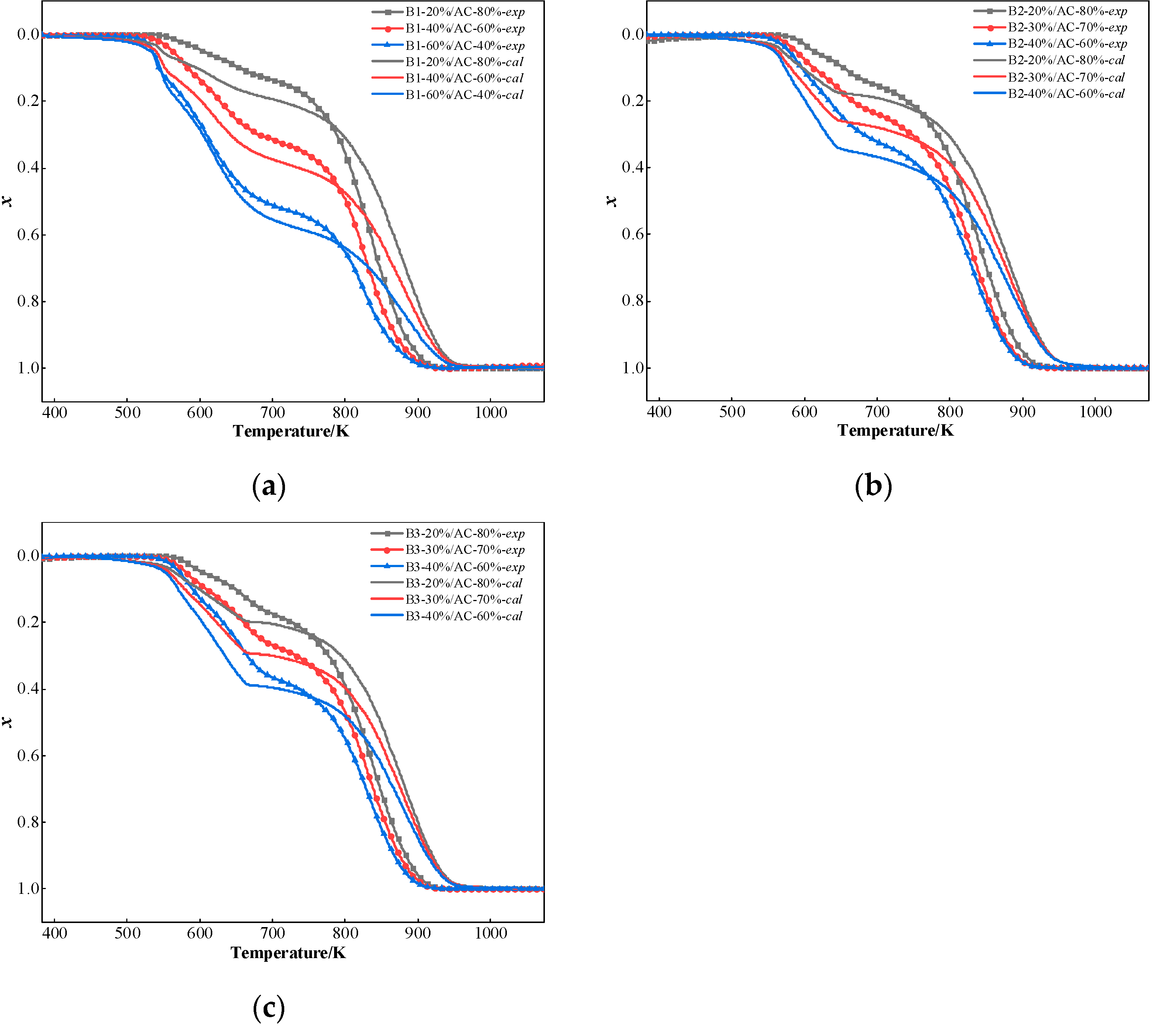
2.4. Co-Combustion Characteristics of the Blends
2.5. Synergistic Effects of Blended Coal Combustion
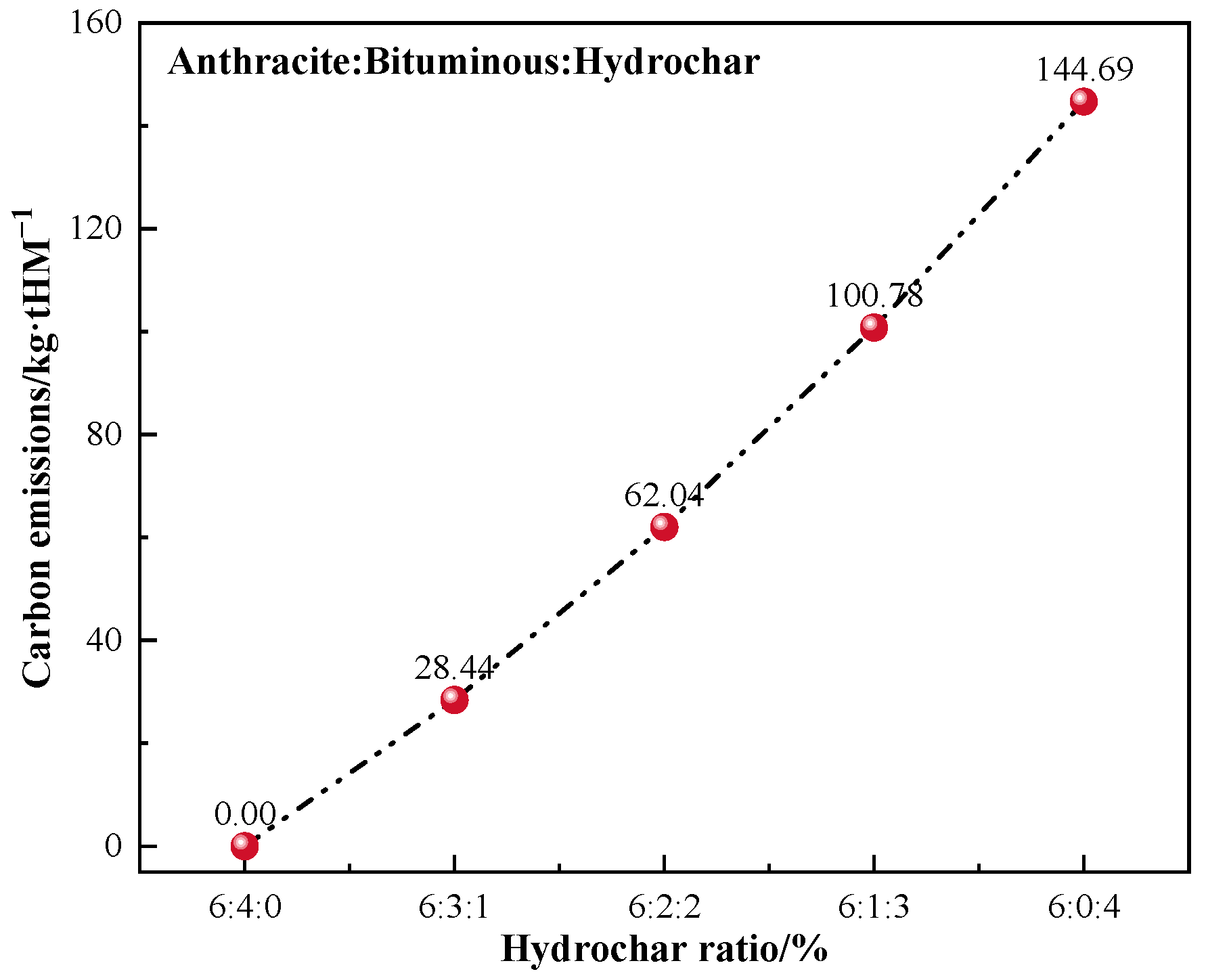
2.6. Energy Conservation and Emission Reduction Benefit Analysis
3. Materials and Methods
3.1. Material Preparation
3.2. Material Analysis
3.3. Thermogravimetric Analysis
4. Conclusions
- (1)
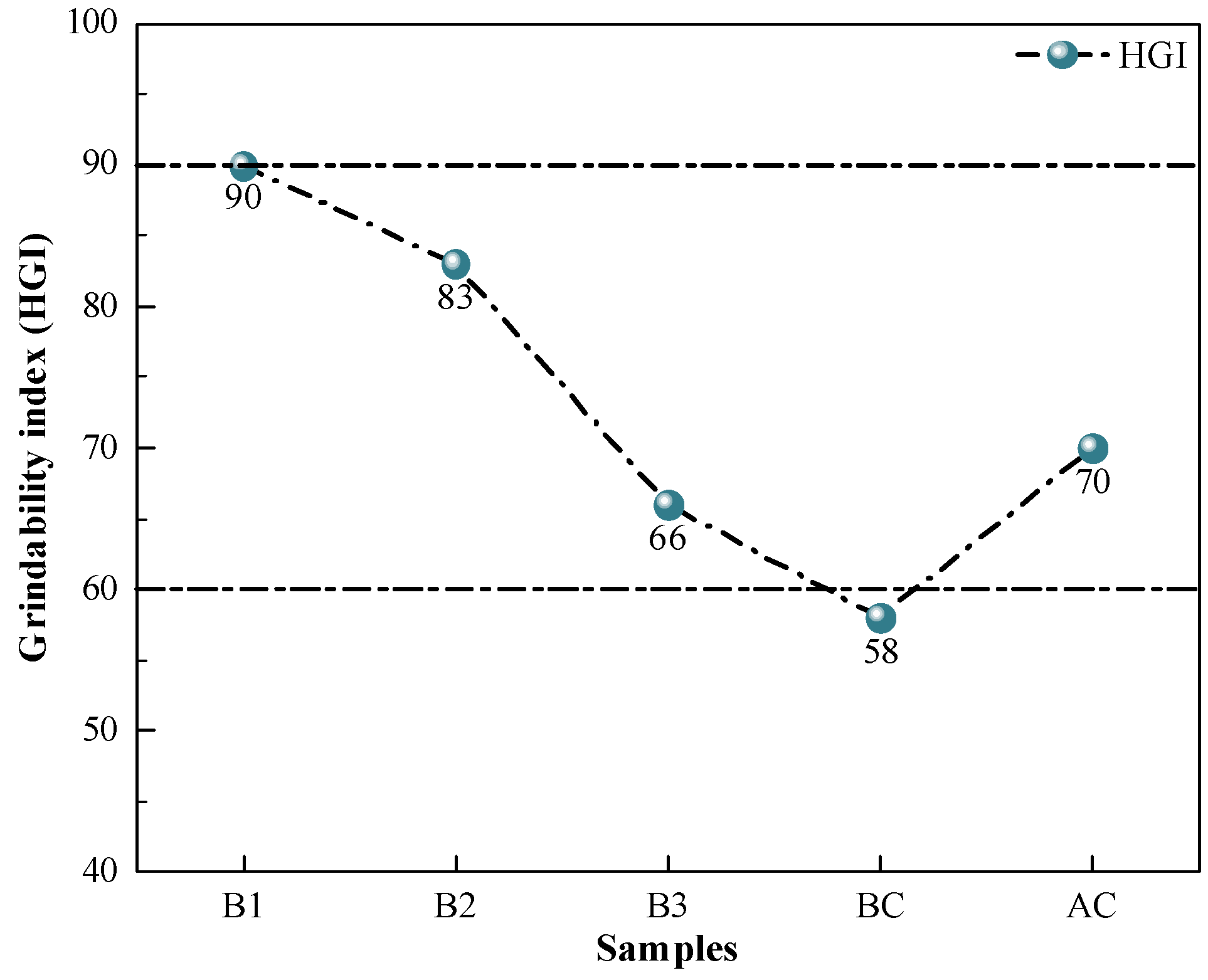
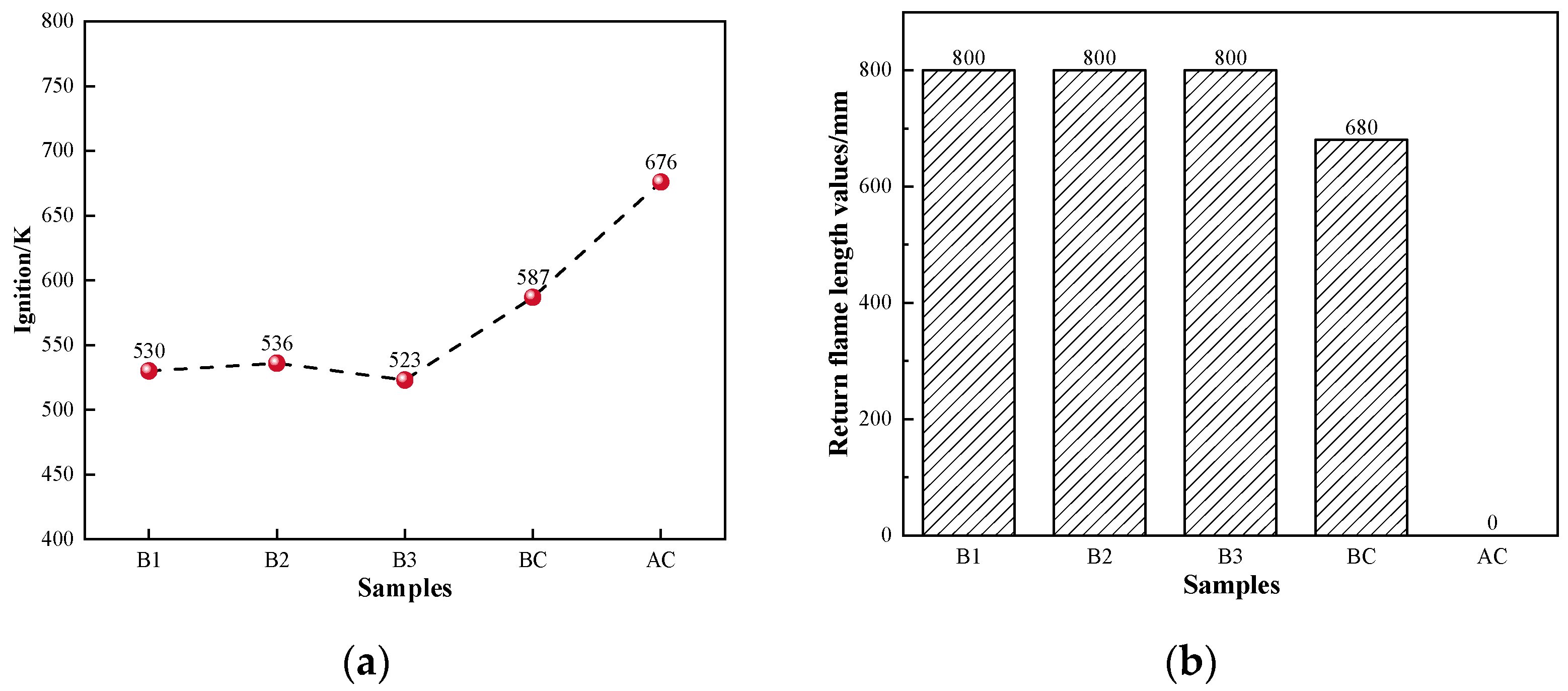
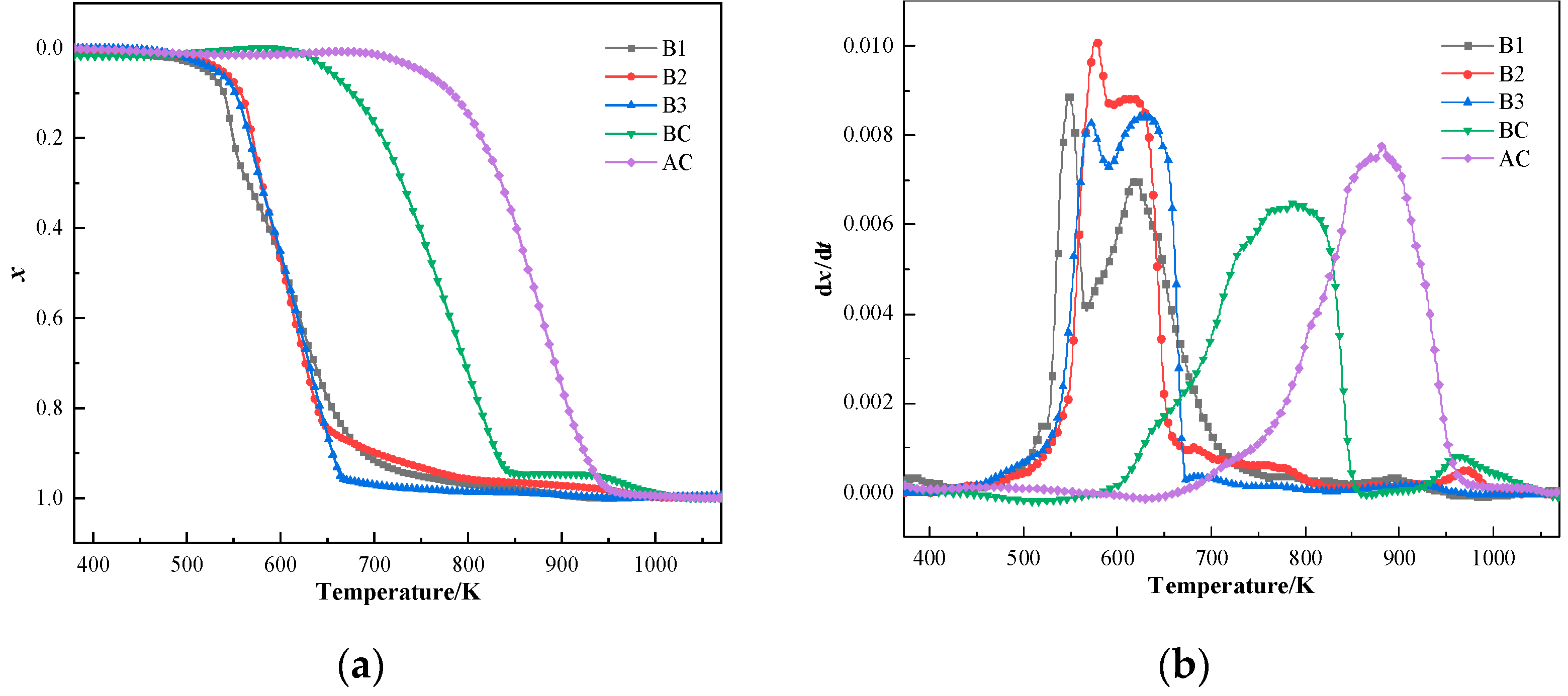
- The mass fraction of hydrogen and oxygen in the hydrochar was higher than that in BC and AC; the alkali metal content was higher than that in coal. The grindability and the ignition point met the requirements for BF injection, and it also has strong explosive properties. The combustibility of the three hydrochars was better than that of the coal.
- (2)
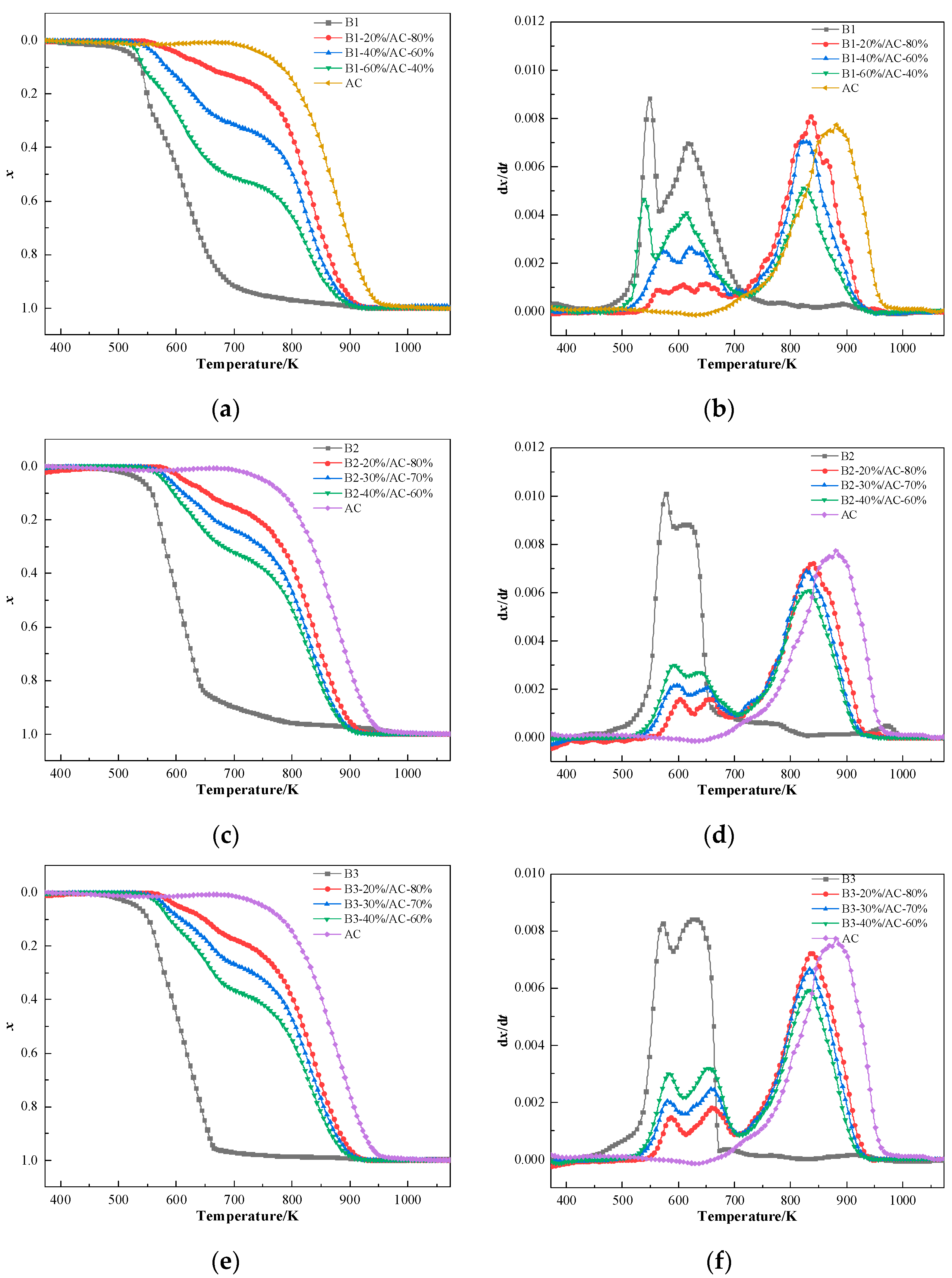
- Blending AC with hydrochar can increase its combustion reactivity. Two types of synergistic effects were identified in the combustion process of blends: ignition com-bustion of hydrochar is restricted by the presence of AC, but hydrochar can promote the combustion of the fixed carbon in AC.
- (3)
- The reduction in CO2 emissions by replacing bituminous coal with hydrochar can reach 145 kg per ton of hot metal. The annual CO2 reduction can reach 528 kton, and the annual coal reduction is 208 kton of BF, which reduces the fossil fuel use and increases the BF smelting efficiency.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| BF | blast furnace |
| HHV | high heating value |
| HTC | hydrothermal carbonization |
| BC | bituminous coal |
| AC | anthracite coal |
References
- Available online: https://worldsteel.org/steel-topics/statistics/world-steel-in-figures-2022/ (accessed on 20 September 2024).
- Crude Steel Production in 2021 of China. Available online: https://data.stats.gov.cn/ (accessed on 20 September 2024).
- Sarkodie, S.A.; Strezov, V.; Weldekidan, H.; Asamoah, E.F.; Owusu, P.A.; Doyi, I.N.Y. Environmental sustainability assessment using dynamic autoregressive-distributed lag simulations–nexus between greenhouse gas emissions, biomass energy, food and economic growth. Sci. Total Environ. 2019, 668, 318–332. [Google Scholar] [CrossRef] [PubMed]
- Wang, Z.H.; Huang, W.J.; Chen, Z.F. The peak of CO2 emissions in China: A new approach using survival models. Energy Econ. 2019, 81, 1099–1108. [Google Scholar] [CrossRef]
- REN21 Secretariat, Paris. REN21, Renewables Global Status Report. Available online: http://www.ren21.net/wp-content/uploads/2017/06/17-8399-GSR-2017-Full-Report-0621-Opt.pdf (accessed on 21 June 2018).
- Liu, Y.; Wei, J.; Li, J. Progress in hydrothermal carbonization of waste biomass and application of biochar in waste water treatment. Chem. Bioeng. 2019, 36, 1–10. [Google Scholar]
- Zhang, J.L.; Fu, H.Y.; Liu, Y.X.; Dang, H.; Ye, L.; Albero, N.C.; Xu, R.S. Review on biomass metallurgy: Pretreatment technology, metallurgical mechanism and process design. Int. J. Miner. Metall. Mater. 2022, 29, 1133–1149. [Google Scholar] [CrossRef]
- Saidur, R.; Abdelaziz, E.A.; Demirbas, A.; Hossain, M.S.; Mekhilef, S. A review on biomass as a fuel for boilers. Renew. Sustain. Energy Rev. 2011, 15, 2262–2289. [Google Scholar] [CrossRef]
- Suopajärvi, H.; Kemppainen, A.; Haapakangas, J.; Fabritius, T. Extensive review of the opportunities to use biomass-based fuels in iron and steelmaking processes. J. Clean. Prod. 2017, 148, 709–734. [Google Scholar] [CrossRef]
- Xie, G.H.; Fang, Y.; Ling, S.; Li, M.; Yang, Y.; Fu, T. Review of the definition, classification, and resource assessment of biowaste. J. China Agric. Univ. 2019, 24, 1–9. [Google Scholar]
- Fernández, M.J.; Mediavilla, I.; Barro, R.; Borjabad, E.; Ramos, R. Sintering reduction of herbaceous biomass when blended with woody biomass: Predictive and combustion tests. Fuel 2019, 239, 1115–1124. [Google Scholar] [CrossRef]
- Mian, I.; Li, X.; Dacres, O.D.; Wang, J.J.; Wei, B.; Jian, Y.M.; Zhang, M.; Liu, J.M.; Ma, F.Y.; Rahman, N. Combustion kinetics and mechanism of biomass pellet. Energy 2020, 205, 117909. [Google Scholar] [CrossRef]
- Zhu, G.Y.; Wen, C.; Liu, T.Y.; Xu, M.H.; Ling, P.P. Combustion and co-combustion of biochar: Combustion performance and pollutant emissions. Appl. Energy 2024, 376, 124292. [Google Scholar] [CrossRef]
- Campos de Assis, C.F.; Leal, E.M.; Assis, P.S.; Nascimento, L.M.; Konishi, H.; Usui, T. Experimental analysis of injecting different blends of biomass materials and charcoal in a blast furnace. Ironmak. Steelmak. 2020, 47, 284–289. [Google Scholar] [CrossRef]
- Seo, M.W.; Jeong, H.M.; Lee, W.J.; Yoona, S.J.; Ra, H.W.; Kim, Y.K.; Lee, D.; Han, S.W.; Kim, S.D.; Lee, J.G.; et al. Carbonization characteristics of biomass/coking coal blends for the application of bio-coke. Chem. Eng. J. 2020, 394, 124943. [Google Scholar] [CrossRef]
- Bridgeman, T.G.; Jones, J.M.; Shield, I.; Williams, P.T. Torrefaction of reed canary grass, wheat straw and willow to enhance solid fuel qualities and combustion properties. Fuel 2008, 87, 844–856. [Google Scholar] [CrossRef]
- Pimchuai, A.; Dutta, A.; Basu, P. Torrefaction of agriculture residue to enhance combustible properties. Energy Fuels. 2010, 24, 4638–4645. [Google Scholar] [CrossRef]
- Long, H.M.; Wei, R.F.; Li, N.; Zhou, D.; Meng, Q.M.; Li, J.X. Disposal of city combustible solid waste by blast furnace. Iron Steel 2018, 53, 1–9. [Google Scholar]
- Zhang, S.H.; Shao, J.N.; Lan, C.C.; Bi, Z.X.; Lv, Q. Application status and prospect of biomass energy in ironmaking process. Iron Steel 2022, 57, 13–22. [Google Scholar]
- Liu, Z.; Balasubramanian, R. Upgrading of waste biomass by hydrothermal carbonization (HTC) and low temperature pyrolysis (LTP): A comparative evaluation. Appl. Energy 2014, 114, 857–864. [Google Scholar] [CrossRef]
- Acharya, B.; Dutta, A.; Minaret, J. Review on comparative study of dry and wet torrefaction. Sustain. Energy Technol. Assess. 2015, 12, 26–37. [Google Scholar] [CrossRef]
- Li, B.Q.; Liu, J.; Li, R.Y. Biochars Preparation and Its Applications in Energy and Environment Field. Biomass Chem. Eng. 2012, 46, 34–38. [Google Scholar]
- Liu, Z.G.; Quek, A.; Hoekman, S.K.; Balasubramanian, R. Production of solid biochar fuel from waste biomass by hydrothermal carbonization. Fuel 2013, 103, 943–949. [Google Scholar] [CrossRef]
- Berge, N.D.; Ro, K.S.; Mao, J.; Flora, J.R.; Chappell, M.A.; Bae, S. Hydrothermal carbonization of municipal waste streams. Environ. Sci. Technol. 2011, 45, 5696–5703. [Google Scholar] [CrossRef]
- Donar, Y.O.; Çağlar, E.; Sınağ, A. Preparation and characterization of agricultural waste biomass based hydrochars. Fuel 2016, 183, 366–372. [Google Scholar] [CrossRef]
- Pawlak-Kruczek, H.; Niedzwiecki, L.; Sieradzka, M.; Mlonka-Mędrala, A.; Baranowski, M.; Serafin-Tkaczuk, M.; Magdziarz, A. Hydrothermal carbonization of agricultural and municipal solid waste digestates–Structure and energetic properties of the solid products. Fuel 2020, 275, 117837. [Google Scholar] [CrossRef]
- González-Arias, J.; Sánchez, M.E.; Cara-Jiménez, J.; Baena-Moreno, F.M.; Zhang, Z. Hydrothermal carbonization of biomass and waste: A review. Environ. Chem. Lett. 2022, 20, 211–221. [Google Scholar] [CrossRef]
- Cavali, M.; Junior, N.L.; de Sena, J.D.; Woiciechowski, A.L.; Soccol, C.R.; Belli Filho, P.; de Castilhos Junior, A.B. A review on hydrothermal carbonization of potential biomass wastes, characterization and environmental applications of hydrochar, and biorefinery perspectives of the process. Sci. Total Environ. 2023, 857, 159627. [Google Scholar] [CrossRef] [PubMed]
- Dang, H.; Xu, R.S.; Zhang, J.L.; Wang, M.Y.; Li, J.H. Cross-upgrading of biomass hydrothermal carbonization and pyrolysis for high quality blast furnace injection fuel production: Physicochemical characteristics and gasification kinetics analysis. Int. J. Miner. Mater Met. 2024, 31, 268–281. [Google Scholar] [CrossRef]
- Abhi, T.D.; MacDermid-Watts, K.; Salaudeen, S.A. Challenges and Opportunities of Agricultural Biomass as a Replacement for PCI Coal in the Ironmaking Blast Furnace: A Review. J. Sustain. Met. 2023, 9, 927–949. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, J.L.; Wu, S.X.; Wu, J.L.; Xu, K.; Liu, J.W.; Wang, G. Feasibility analysis of biomass hydrochar blended coal injection for blast furnace. Sustainability 2022, 14, 10885. [Google Scholar] [CrossRef]
- Yin, C.Y.; El Harbawi, M.; Jiang, Z.T. Life Cycle Assessment of Production of Hydrochar via Hydrothermal Carbonization of Date Palm Fronds Biomass. Materials 2023, 16, 6653. [Google Scholar] [CrossRef]
- Sobek, S.; Tran, Q.K.; Junga, R.; Werle, S. Hydrothermal carbonization of the waste straw: A study of the biomass transient heating behavior and solid products combustion kinetics. Fuel 2022, 314, 122725. [Google Scholar] [CrossRef]
- Lin, Y.; Ma, X.; Peng, X.; Yu, Z. Hydrothermal carbonization of typical components of municipal solid waste for deriving hydrochars and their combustion behavior. Bioresour. Technol. 2017, 243, 539–547. [Google Scholar] [CrossRef]
- Wang, G.W.; Zhang, J.L.; Shao, J.G.; Liu, Z.J.; Zhang, G.H.; Xu, T.; Guo, J.; Wang, H.Y.; Xu, R.S.; Lin, H. Thermal behavior and kinetic analysis of co-combustion of waste biomass/low rank coal blends. Energy Convers. Manag. 2016, 124, 414–426. [Google Scholar] [CrossRef]
- Wang, S.S.; Zou, C.; Wang, C.; Luo, C.; Yang, H.P.; Pu Yang Luo, J.H.; Peng, C.; Wang, C.; Li, Z.C. Influence of the synergistic effects between coal and hemicellulose/cellulose/lignin on the co-combustion of coal and lignocellulosic biomass. Fuel 2022, 311, 122585. [Google Scholar] [CrossRef]
- Wang, P.; Wang, G.; Zhang, J.; Lee, J.Y.; Li, Y.; Wang, C. Co-combustion characteristics and kinetic study of anthracite coal and palm kernel shell char. Appl. Therm. Eng. 2018, 143, 736–745. [Google Scholar] [CrossRef]
- Zhang, Y.S.; Zahid, I.; Danial, A.; Minaret, J.; Cao, Y.J.; Dutta, A. Hydrothermal carbonization of miscanthus: Processing, properties, and synergistic Co-combustion with lignite. Energy 2021, 225, 120200. [Google Scholar] [CrossRef]
- Liu, Z.G.; Quek, A.; Hoekman, S.K.; Srinivasan, M.P.; Balasubramanian, R. Thermogravimetric investigation of hydrochar-lignite co-combustion. Bioresour. Technol. 2012, 123, 646–652. [Google Scholar] [CrossRef] [PubMed]
- Saqib, N.U.; Baroutian, S.; Sarmah, A.K. Physicochemical, structural and combustion characterization of food waste hydrochar obtained by hydrothermal carbonization. Bioresour. Technol. 2018, 266, 357–363. [Google Scholar] [CrossRef]
- Xia, W.J.; Xu, T.; Wang, H. Thermal behaviors and harmful volatile constituents released from asphalt components at high temperature. J. Hazard. Mater. 2019, 373, 741–752. [Google Scholar] [CrossRef]
- Mo, W.L.; Wu, Z.F.; He, X.Q.; Qiang, W.J.; Wei, B.; Wei, X.Y.; Wu, Y.L.; Fan, X.; Ma, F.Y. Functional group characteristics and pyrolysis/combustion performance of fly ashes from Karamay oily sludge based on FT-IR and TG-DTG analyses. Fuel 2021, 296, 120669. [Google Scholar] [CrossRef]
- Zhou, C.C.; Liu, G.J.; Cheng, S.W.; Fang, T.; Lam, P.K.S. Thermochemical and trace element behavior of coal gangue, agricultural biomass and their blends during co-combustion. Bioresour. Technol. 2014, 166, 243–251. [Google Scholar] [CrossRef]
- Lee, J.; Lee, K.; Sohn, D.; Kim, Y.M.; Park, K.Y. Hydrothermal carbonization of lipid extracted algae for hydrochar production and feasibility of using hydrochar as a solid fuel. Energy 2018, 153, 913–920. [Google Scholar] [CrossRef]
- Kambo, H.S.; Dutta, A.; Dutta, A. Strength, storage, and combustion characteristics of densified lignocellulosic biomass produced via torrefaction and hydrothermal carbonization. Appl. Energy 2014, 135, 182–191. [Google Scholar] [CrossRef]
- Yang, T.H.; Du, C.Z.; Li, B.S.; Liu, Z.; Kai, X.P. Influence of alkali and alkaline earth metals on the hydrothermal liquefaction of lignocellulosic model compounds. Renew. Energy 2022, 188, 1038–1048. [Google Scholar] [CrossRef]
- Tymoszuk, M.; Mroczek, K.; Kalisz, S.; Kubiczek, H. An investigation of biomass grindability. Energy 2019, 183, 116–126. [Google Scholar] [CrossRef]
- Tremel, A.; Becherer, D.; Fendt, S.; Gaderer, M. Spliethoff, H. Performance of entrained flow and fluidised bed biomass gasifiers on different scales. Energy Convers. Manag. 2013, 69, 95–106. [Google Scholar] [CrossRef]
- Arias, B.; Pevida, C.; Fermoso, J.; Plaza, M.G.; Rubiera, F.; Pis, J.J. Influence of torrefaction on the grindability and reactivity of woody biomass. Fuel Process. Technol. 2008, 89, 169–175. [Google Scholar] [CrossRef]
- Sharma, H.B.; Sarmah, A.K.; Dubey, B. Hydrothermal carbonization of renewable waste biomass for solid biofuel production: A discussion on process mechanism, the influence of process parameters, environmental performance and fuel properties of hydrochar. Renew. Sustain. Energy Rev. 2020, 123, 109761. [Google Scholar] [CrossRef]
- Li, T.; Su, B.X.; Wang, G.W.; Liang WZhang, C.L.; Ren, K. Optimization of pulverized coal injection into blast furnace. Iron Steel 2022, 57, 22–31. [Google Scholar]
- Zhang, X.F.; Li, Y.L.; Zhang, X.W.; Ma, P.Y.; Xing, X.J. Co-combustion of municipal solid waste and hydrochars under non-isothermal conditions: Thermal behaviors, gaseous emissions and kinetic analyses by TGA–FTIR. Energy 2023, 265, 126373. [Google Scholar] [CrossRef]
- Wu, S.; Wang, Q.; Cui, D.; Sun, H.; Yin, H.L.; Xu, F.X. Evaluation of fuel properties and combustion behaviour of hydrochar derived from hydrothermal carbonisation of agricultural wastes. J. Energy Inst. 2023, 108, 101209. [Google Scholar] [CrossRef]
- Lin, Y.S.; Ma, X.Q.; Peng, X.W.; Hu, S.C.; Yu, Z.S.; Fang, S.W. Effect of hydrothermal carbonization temperature on combustion behavior of hydrochar fuel from paper sludge. Appl. Therm. Eng. 2015, 91, 574–582. [Google Scholar] [CrossRef]
- Zhu, G.K.; Yang, L.; Gao, Y.; Xu, J.Y.; Chen, H.J.; Zhu, Y.Z.; Wang, Y.F.; Liao, C.H.; Lu, C.; Zhu, C. Characterization and pelletization of cotton stalk hydrochar from HTC and combustion kinetics of hydrochar pellets by TGA. Fuel 2019, 244, 479–491. [Google Scholar] [CrossRef]
- Liang, W.; Jiang, C.H.; Wang, G.W.; Ning, X.J.; Zhang, J.L. Research on the co-combustion characteristics and kinetics of agricultural waste hydrochar and anthracite. Renew. Energy 2022, 194, 1119–1130. [Google Scholar] [CrossRef]
- Ma, Q.L.; Han, L.J.; Huang, G.Q. Potential of water-washing of rape straw on thermal properties and interactions during co-combustion with bituminous coal. Bioresour. Technol. 2017, 234, 53–60. [Google Scholar] [CrossRef] [PubMed]
- Cai, J.J.; Wang, S.Z.; Kuang, C.; Tang, X.Y. Insight into the kinetic analysis of catalytic combustion for biomass after alkaline metals loaded pretreatment. Fuel 2017, 203, 501–513. [Google Scholar] [CrossRef]
- Mlonka-Mędrala, A.; Magdziarz, A.; Gajek, M.; Nowińska, K.; Nowak, W. Alkali metals association in biomass and their impact on ash melting behaviour. Fuel 2020, 261, 116421. [Google Scholar] [CrossRef]
- Su, B.X.; Wang, G.W.; Li, R.G.; Xu, K. Co-Combustion Behavior of Paper Sludge Hydrochar and Pulverized Coal: Low Rank Coal and Its Product by Hydrothermal Carbonization. Energies 2022, 15, 5619. [Google Scholar] [CrossRef]
- Yang, L.; Wang, H.; Zhu, J.W.; Sun, W.; Xu, Y.N.; Wu, S.H. Co-combustion and ash characteristics of Zhundong coal with rice husk hydrochar prepared by the hydrothermal carbonization technology for co-combustion. IET Renew. Power Gener. 2022, 16, 329–338. [Google Scholar] [CrossRef]
- Farrow, T.S.; Sun, C.G.; Snape, C.E. Impact of biomass char on coal char burn-out under air and oxy-fuel conditions. Fuel 2013, 114, 128–134. [Google Scholar] [CrossRef]
- Qiao, L.; Mu, X.G.; Deng, C.B.; Wang, X.F.; Wang, Y.S. Experimental Study on Catalytic Action of Intrinsic Metals in Coal Spontaneous Combustion. ACS Omega 2023, 8, 13680–13689. [Google Scholar] [CrossRef]
- Mundike, J.; Collard, F.X.; Görgens, J.F. Co-combustion characteristics of coal with invasive alien plant chars prepared by torrefaction or slow pyrolysis. Fuel 2018, 225, 62–70. [Google Scholar] [CrossRef]
- Ding, L.; Zhang, Y.Q.; Wang, Z.Q.; Huang, J.J.; Fang, Y.T. Interaction and its induced inhibiting or synergistic effects during co-gasification of coal char and biomass char. Bioresour. Technol. 2014, 173, 11–20. [Google Scholar] [CrossRef] [PubMed]
- GB/T 32151.5-2015; Requirements of the Greenhouse Gas Emission Accounting and Reporting—Part 5: Iron and Steel Production Enterprise. Carbon Management: Beijing, China, 2015.
- GB/T 212-2008; Proximate Analysis of Coal. China National Coal Standardization Technology Committee: Beijing, China, 2008.
- GB/T 34534-2017; Coke—Determination of Ash Composition—X-Ray Fluorescence Spectrometric Method. China National Coal Standardization Technology Committee: Beijing, China, 2017.
- GB/T 18511-2017; Determination of Ignition Temperature of Coal. China National Coal Standardization Technology Committee: Beijing, China, 2017.
- AQ 1045-2007; Criterion of Explosive Identification of Coal Dust. Chongqing Branch of Coal Science Research Institute: Chongqing, China, 2007.
- Xu, Y.G.; Zhang, C.; Xia Ji Duan, Y.H.; Yin, J.J.; Chen, G. Experimental study on the comprehensive behavior of combustion for blended coals. Chem. Eng. 2010, 5, 435–440. [Google Scholar] [CrossRef]
- Essenhigh, R.H.; Misra, M.K.; Shaw, D.W. Ignition of coal particles: A review. Combust. Flame 1989, 77, 3–30. [Google Scholar] [CrossRef]
- Jiang, X.M.; Li, J.B.; Qiu, J.R. Study on combustion characteristics of micro-pulverized. Coal. Proc. CSEE 2000, 20, 71–76. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Proximate Analysis (%) | Ultimate Analysis (%) | HHV (MJ/kg) | Atomic Ratio | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| FCd a | Ad | Vd | Cd | Hd | Od a | Nd | Sd | H/C | O/C | ||
| B1 | 27.60 | 18.55 | 53.85 | 48.84 | 4.86 | 20.88 | 4.33 | 2.54 | 20.41 | 1.19 | 0.32 |
| B2 | 23.74 | 14.44 | 61.82 | 51.79 | 5.26 | 27.12 | 1.23 | 0.16 | 21.17 | 1.22 | 0.39 |
| B3 | 31.46 | 5.09 | 63.45 | 51.81 | 5.16 | 36.54 | 1.26 | 0.14 | 20.28 | 1.20 | 0.53 |
| BC | 62.64 | 5.72 | 31.64 | 73.26 | 5.15 | 14.47 | 1.03 | 0.37 | 30.05 | 0.84 | 0.15 |
| AC | 80.01 | 10.67 | 9.32 | 79.94 | 3.69 | 2.93 | 1.64 | 0.31 | 31.72 | 0.55 | 0.03 |
| Sample | Ti/K | T1/K | T2/K | Tf/K | Rmax/s–1 × 10−3 | Rmean/s–1 × 10−3 | S/10−13 | C/10−8 |
|---|---|---|---|---|---|---|---|---|
| B1 | 520.76 | 548.57 | 617.79 | 747.05 | 8.86 | 1.42 | 3.30 | 11.03 |
| B2 | 537.84 | 576.39 | 617.56 | 828.15 | 10.12 | 1.38 | 3.39 | 13.63 |
| B3 | 531.28 | 571.32 | 630.41 | 663.95 | 8.43 | 1.39 | 4.56 | 12.82 |
| BC | 604.65 | / | 784.68 | 850.15 | 6.49 | 1.45 | 1.48 | 5.91 |
| AC | 757.05 | / | 881.10 | 937.75 | 7.77 | 1.58 | 0.48 | 2.29 |
| Samples | Ti/K | T1/K | T2/K | T3/K | Tf/K | Rmean/s−1 × 10−3 | Rmax/s−1 × 10−3 | S/10−13 | C/10−8 |
|---|---|---|---|---|---|---|---|---|---|
| 20B1/80AC | 604.83 | 606.19 | 657.09 | 843.72 | 896.85 | 10.28 | 13.76 | 2.06 | 3.76 |
| 30B1/70AC | 562.59 | 573.81 | 622.37 | 820.31 | 885.87 | 8.43 | 13.99 | 2.30 | 4.42 |
| 40B1/60AC | 534.28 | 536.94 | 613.97 | 823.11 | 875.82 | 6.90 | 14.17 | 2.38 | 4.96 |
| 20B2/80AC | 612.91 | 600.82 | 654.69 | 838.05 | 899.18 | 8.71 | 13.57 | 1.64 | 3.61 |
| 30B2/70AC | 587.96 | 595.95 | 649.69 | 828.12 | 887.15 | 7.86 | 13.64 | 1.76 | 3.95 |
| 40B2/60AC | 578.26 | 591.59 | 638.71 | 833.39 | 883.46 | 6.81 | 14.03 | 1.68 | 4.20 |
| 20B3/80AC | 603.5 | 585.78 | 659.05 | 835.16 | 896.59 | 8.54 | 13.50 | 1.69 | 3.71 |
| 30B3/70AC | 580.89 | 580.21 | 658.60 | 831.90 | 889.40 | 7.49 | 13.90 | 1.78 | 4.12 |
| 40B3/60AC | 572.22 | 583.10 | 653.03 | 831.80 | 882.16 | 6.79 | 14.00 | 1.75 | 4.28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, G.; Wu, J.; Li, H.; Karasev, A.; Ning, X.; Wang, C. Hydrothermal Carbonization of Biomass Waste for Solid Biofuel Production: Hydrochar Characterization and Its Application in Blast Furnace Injection. Recycling 2025, 10, 89. https://doi.org/10.3390/recycling10030089
Wang G, Wu J, Li H, Karasev A, Ning X, Wang C. Hydrothermal Carbonization of Biomass Waste for Solid Biofuel Production: Hydrochar Characterization and Its Application in Blast Furnace Injection. Recycling. 2025; 10(3):89. https://doi.org/10.3390/recycling10030089
Chicago/Turabian StyleWang, Guangwei, Junyi Wu, Haibo Li, Andrey Karasev, Xiaojun Ning, and Chuan Wang. 2025. "Hydrothermal Carbonization of Biomass Waste for Solid Biofuel Production: Hydrochar Characterization and Its Application in Blast Furnace Injection" Recycling 10, no. 3: 89. https://doi.org/10.3390/recycling10030089
APA StyleWang, G., Wu, J., Li, H., Karasev, A., Ning, X., & Wang, C. (2025). Hydrothermal Carbonization of Biomass Waste for Solid Biofuel Production: Hydrochar Characterization and Its Application in Blast Furnace Injection. Recycling, 10(3), 89. https://doi.org/10.3390/recycling10030089