
Lithium-Ion Battery Manufacturing: Industrial View on Processing Challenges, Possible Solutions and Recent Advances



Abstract
:1. Introduction
2. Manufacturing of Lithium-Ion Battery Cells
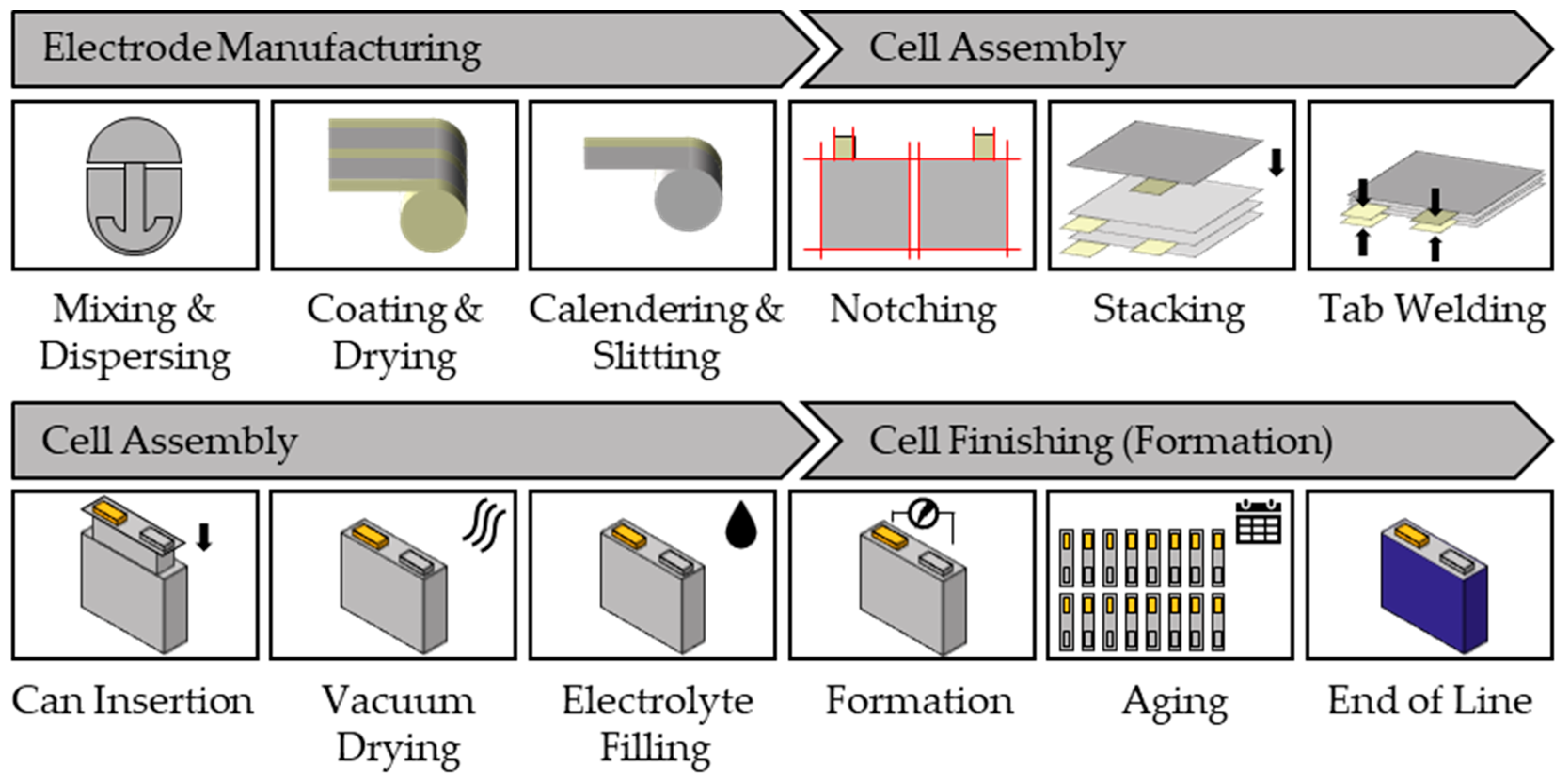
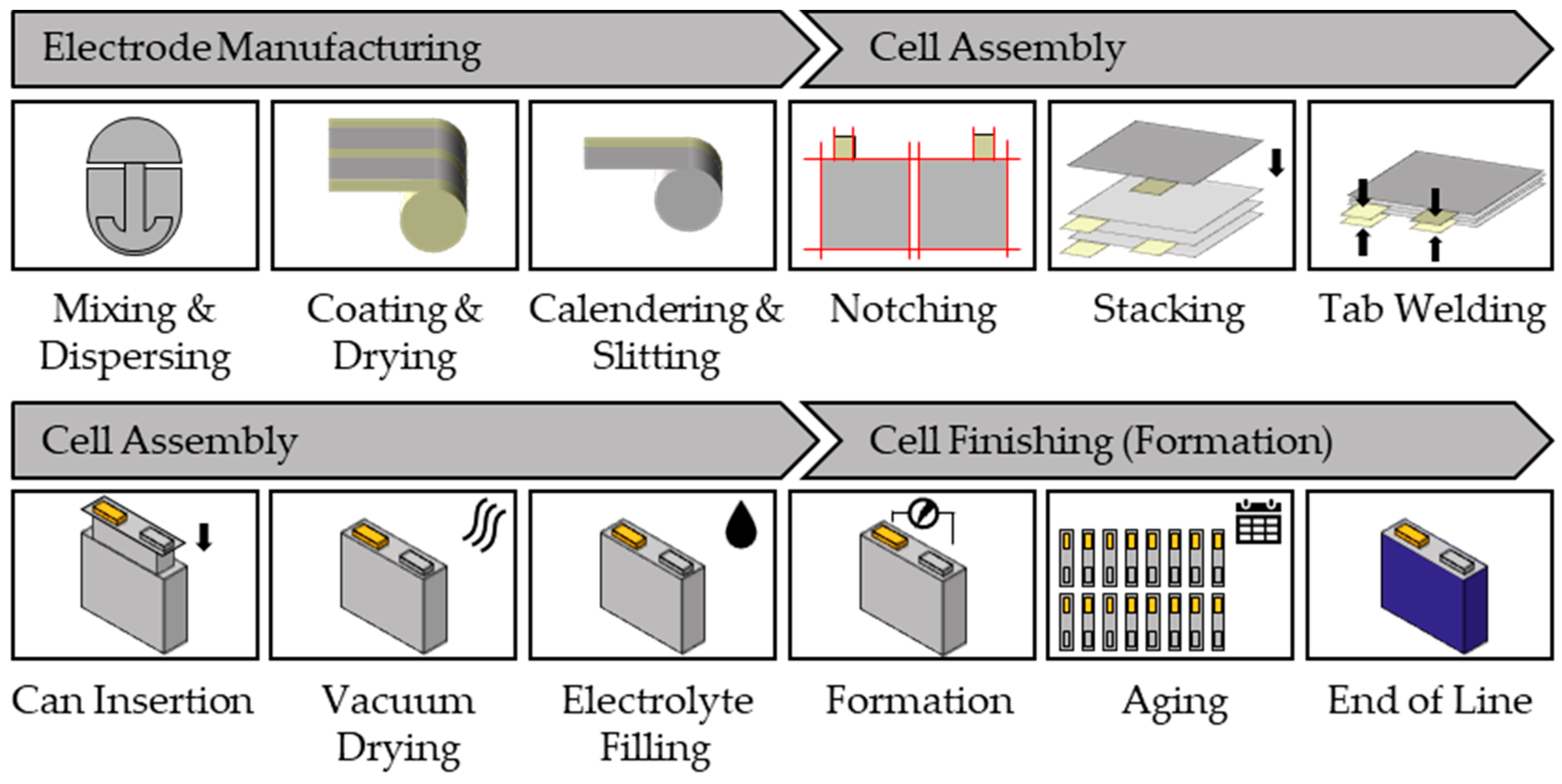
2.1. State-of-the-Art Manufacturing
2.2. Challenges in Industrial Battery Cell Manufacturing
2.3. Industrialization of Battery Cell Processing: From Lab to Pilot to Series Manufacturing
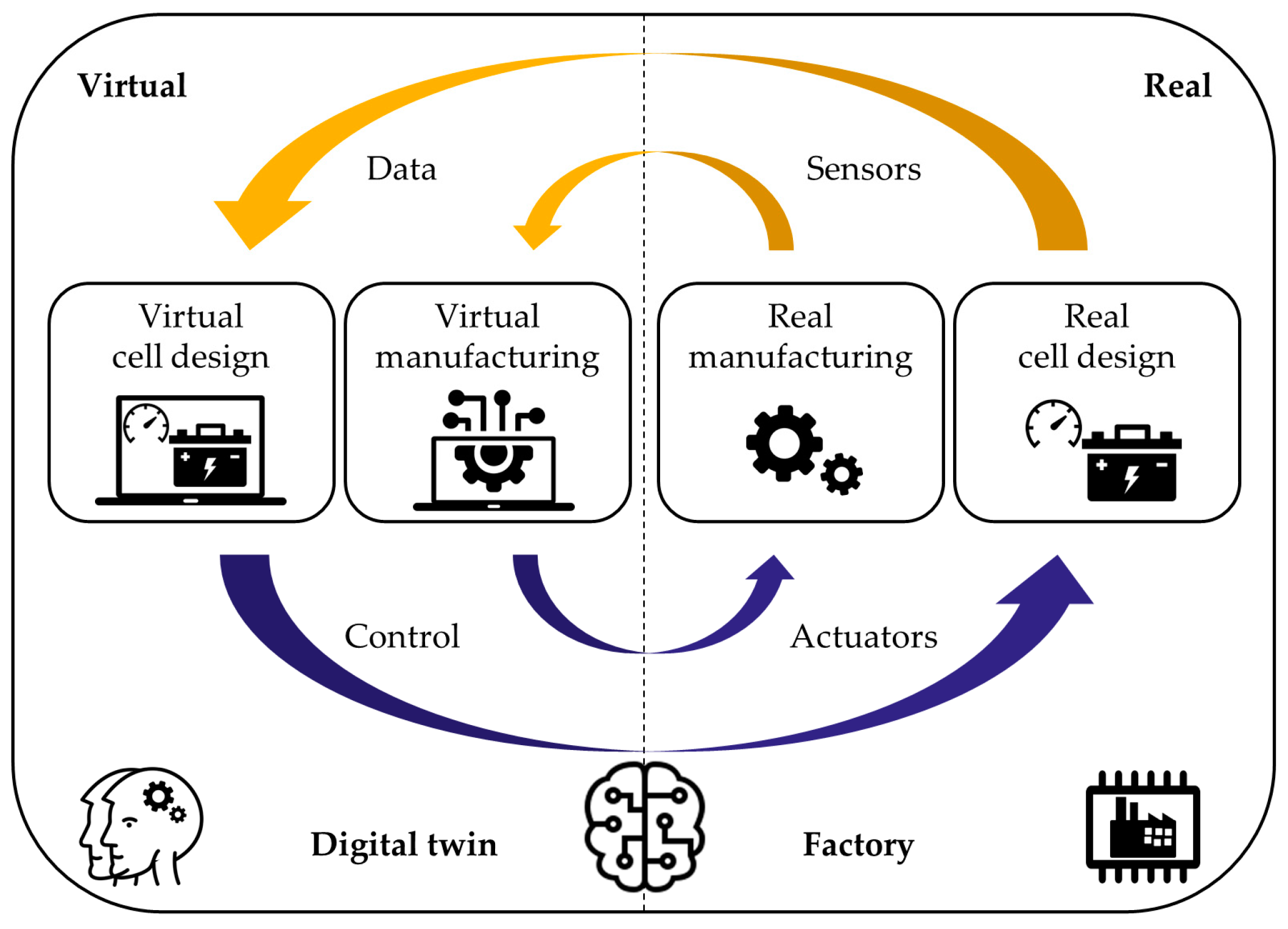
2.4. Digital Twins for Battery Cell Manufacturing
3. Advanced Manufacturing Technologies for LIB
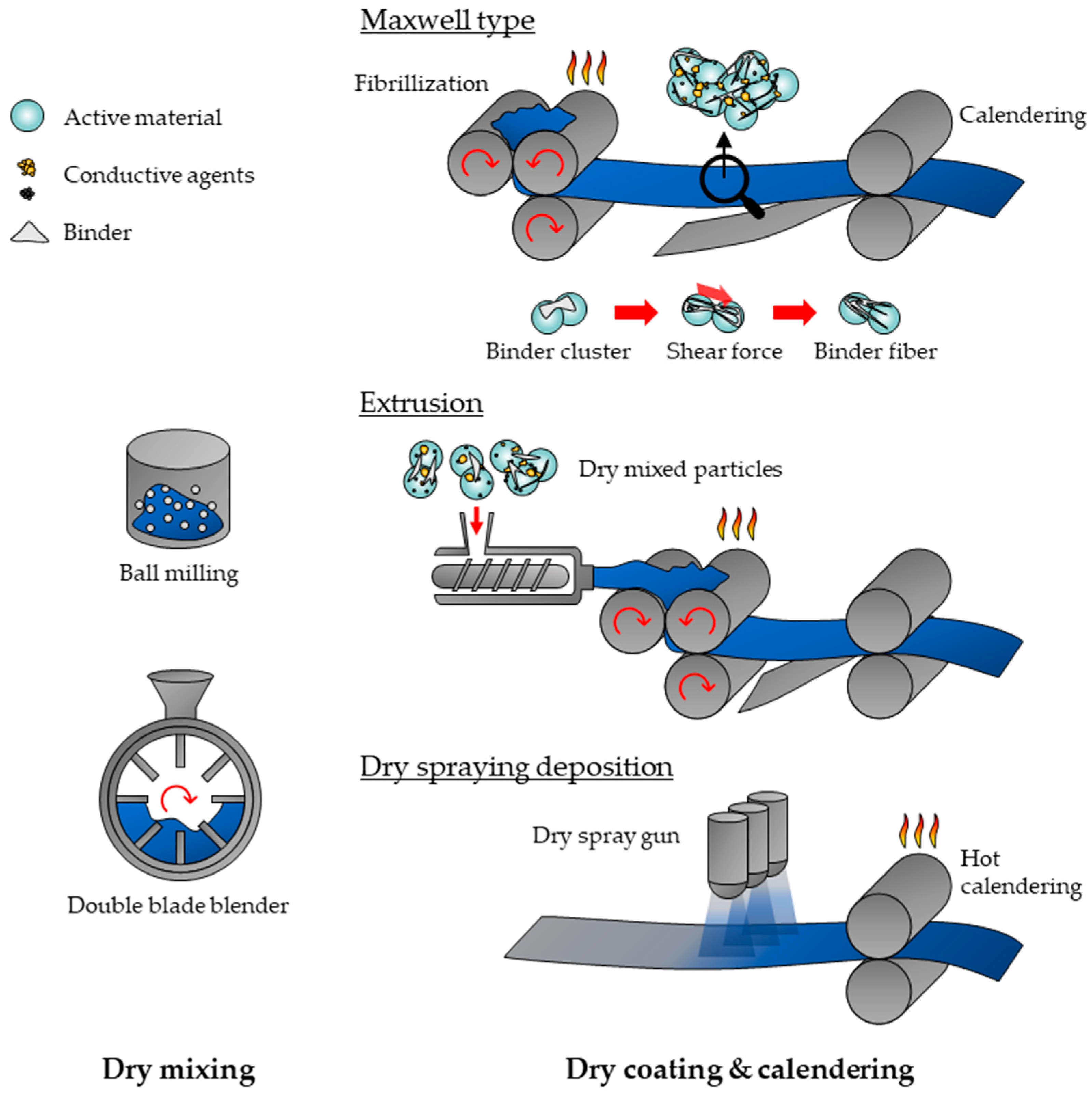
3.1. Dry-Coating Technology
3.2. 3D-Printing

3.3. Prelithiation Technology
- Electrochemical prelithiation: Generally, lithium salt will be reduced on the anode electrode via an electrochemical bath. This method has excellent uniformity and has the benefit of having no lithium metal used. Moreover, the control over the lithiation process and the prelithiation uniformity is excellent. In addition, a great part of the SEI is already formed, thus reducing the gas generation during the first charge, which simplifies the formation protocol; however, during the reduction of the lithium compound, harmful gas will be formed and need further processing. Furthermore, the reactivity of the electrode after prelithiation is increased and further steps need to be implemented into the production process in order to control the safety risks.
- Vacuum deposition of lithium metal onto the anode: Vaporized lithium metal is deposited in a vacuum chamber onto the anode electrode to form a lithium layer of generally <10 µm. The vacuum deposition technique is generally a slow and expensive method, making it incompatible with the current industrialization speed of lithium-ion battery manufacturing. Moreover, there are safety concerns due to the lithium metal used. As the electrode contains a thin lithium metal layer, its reactivity is increased, which complicates the further processing of the electrode. In addition, during the chamber cleaning process, lithium may ignite, causing a risk of fire. Finally, lithium being a sticky material, the rewinding of the electrode for further processing, as well as the electrode slitting becomes more difficult.
- Direct coating of the electrode with stabilized lithium metal powder: The lithium metal powder is dispersed in a slurry and further coated or printed directly onto the anode electrode. The benefit of the process is that typical lithium-ion battery manufacturing speed (target: 80 m/min) can be achieved, and the amount of lithium deposited can be well controlled. Additionally, as the lithium powder is stabilized via a slurry, its reactivity is reduced. However, there are still some concerns regarding safety at large scale with the storage of stabilized lithium metal powder, as well as concerns about electrode reactivity after the coating of stabilized lithium metal powder. Furthermore, the current price of stabilized lithium metal powder is prohibitive for the industry and would result in an increase in cost.
4. Manufacturing of Solid-State Batteries
4.1. Component Manufacturing
4.2. Cell Assembly
4.3. Cell finishing
5. Summary and Conclusions
- Promoting the understanding of process parameters and the associated product quality relationship is crucial to achieve a high throughput process.
- Establishing (international) standards for battery manufacturing is paramount for reliable and reproducible product quality, enabling easy scalability from the lab to series production. Since battery production is a cost-intensive (material and energy costs) process, these standards will help to save time and money.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lal, A.; You, F. Will Reshoring Manufacturing of Advanced Electric Vehicle Battery Support Renewable Energy Transition and Climate Targets? Sci. Adv. 2023, 9, eadg6740. [Google Scholar] [CrossRef]
- Baazouzi, S.; Feistel, N.; Wanner, J.; Landwehr, I.; Fill, A.; Birke, K.P. Design, Properties, and Manufacturing of Cylindrical Li-Ion Battery Cells—A Generic Overview. Batteries 2023, 9, 309. [Google Scholar] [CrossRef]
- Patoux, S.; Sannier, L.; Lignier, H.; Reynier, Y.; Bourbon, C.; Jouanneau, S.; Le Cras, F.; Martinet, S. High Voltage Nickel Manganese Spinel Oxides for Li-Ion Batteries. Electrochim. Acta 2008, 53, 4137–4145. [Google Scholar] [CrossRef]
- Ryu, H.H.; Park, K.J.; Yoon, C.S.; Sun, Y.K. Capacity Fading of Ni-Rich Li[NixCoyMn1-x-y]O2 (0.6 ≤ x ≤ 0.95) Cathodes for High-Energy-Density Lithium-Ion Batteries: Bulk or Surface Degradation? Chem. Mater. 2018, 30, 1155–1163. [Google Scholar] [CrossRef]
- Yang, H.; Bang, H.; Amine, K.; Prakash, J. Investigations of the Exothermic Reactions of Natural Graphite Anode for Li-Ion Batteries during Thermal Runaway. J. Electrochem. Soc. 2005, 152, A73. [Google Scholar] [CrossRef]
- Salah, M.; Murphy, P.; Hall, C.; Francis, C.; Kerr, R.; Fabretto, M. Pure Silicon Thin-Film Anodes for Lithium-Ion Batteries: A Review. J. Power Sources 2019, 414, 48–67. [Google Scholar] [CrossRef]
- Terranova, M.L.; Orlanducci, S.; Tamburri, E.; Guglielmotti, V.; Rossi, M. Si/C Hybrid Nanostructures for Li-Ion Anodes: An Overview. J. Power Sources 2014, 246, 167–177. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, R.; Wang, J.; Wang, Y. Current and Future Lithium-Ion Battery Manufacturing. iScience 2021, 24, 102332. [Google Scholar] [CrossRef] [PubMed]
- Bresser, D.; Paillard, E.; Passerini, S. Lithium-Ion Batteries (LIBs) for Medium- and Large-Scale Energy Storage: In Advances in Batteries for Medium and Large-Scale Energy Storage; Elsevier: Amsterdam, The Netherlands, 2015; pp. 125–211. ISBN 9781782420224. [Google Scholar]
- Li, J.; Fleetwood, J.; Hawley, W.B.; Kays, W. From Materials to Cell: State-of-the-Art and Prospective Technologies for Lithium-Ion Battery Electrode Processing. Chem. Rev. 2022, 122, 903–956. [Google Scholar] [CrossRef]
- Smyrek, P.; Pfleging, W. Processing and Manufacturing of Electrodes for Lithium-Ion Batteries; Li, J., Jin, C., Eds.; Institution of Engineering and Technology: London, UK, 2023; ISBN 9781839536694. [Google Scholar]
- Wood, D.L.; Li, J.; An, S.J. Formation Challenges of Lithium-Ion Battery Manufacturing. Joule 2019, 3, 2884–2888. [Google Scholar] [CrossRef]
- Schnell, J.; Reinhart, G. Quality Management for Battery Production: A Quality Gate Concept. Procedia CIRP 2016, 57, 568–573. [Google Scholar] [CrossRef]
- Riexinger, G.; Doppler, J.P.; Haar, C.; Trierweiler, M.; Buss, A.; Schöbel, K.; Ensling, D.; Bauernhansl, T. Integration of Traceability Systems in Battery Production. Procedia CIRP 2020, 93, 125–130. [Google Scholar] [CrossRef]
- Maiser, E.; Michaelis, S.; Müller, D.; Kampker, A.; Deutskens, C.; Heimes, H.; Sarovic, N.; Klusmann, N.; Thielmann, A.; Sauer, A. Roadmap Battery Production Equipment 2030; Update; VDMA: Frankfurt, Germany, 2014; pp. 1–63. [Google Scholar]
- Lithium-Ion Battery Pack Prices Rise for First Time to an Average of $151/KWh. Available online: https://about.bnef.com/blog/lithium-ion-battery-pack-prices-rise-for-first-time-to-an-average-of-151-kwh/ (accessed on 26 October 2023).
- Kwade, A.; Haselrieder, W.; Leithoff, R.; Modlinger, A.; Dietrich, F.; Droeder, K. Current Status and Challenges for Automotive Battery Production Technologies. Nat. Energy 2018, 3, 290–300. [Google Scholar] [CrossRef]
- Liu, H.; Cheng, X.; Chong, Y.; Yuan, H.; Huang, J.-Q.; Zhang, Q. Advanced Electrode Processing of Lithium Ion Batteries: A Review of Powder Technology in Battery Fabrication. Particuology 2021, 57, 56–71. [Google Scholar] [CrossRef]
- Bernhart, W. The Lithium-Ion (EV) Battery Market and Supply Chain–Market Drivers and Emerging Supply Chain Risks; Roland Berger: Munich, Germany, 2022. [Google Scholar]
- Ding, X.; Liu, J.; Harris, T.A.L. A Review of the Operating Limits in Slot Die Coating Processes. AIChE J. 2016, 62, 2508–2524. [Google Scholar] [CrossRef]
- Lin, C.-F.; Wang, B.-K.; Tiu, C.; Liu, T.-J. On the Pinning of Downstream Meniscus for Slot Die Coating. Adv. Polym. Technol. 2013, 32, E249–E257. [Google Scholar] [CrossRef]
- Kronthaler, M.R.; Schloegl, F.; Kurfer, J.; Wiedenmann, R.; Zaeh, M.F.; Reinhart, G. Laser Cutting in the Production of Lithium Ion Cells. Phys. Procedia 2012, 39, 213–224. [Google Scholar] [CrossRef]
- Lutey, A.H.A.; Fortunato, A.; Carmignato, S.; Ascari, A.; Liverani, E.; Guerrini, G. Quality and Productivity Considerations for Laser Cutting of LiFePO4 and LiNiMnCoO2 Battery Electrodes. Procedia CIRP 2016, 42, 433–438. [Google Scholar] [CrossRef]
- Pfleging, W. A Review of Laser Electrode Processing for Development and Manufacturing of Lithium-Ion Batteries. Nanophotonics 2017, 7, 549–573. [Google Scholar] [CrossRef]
- Du, Z.; Dunlap, R.A.; Obrovac, M.N. High Energy Density Calendered Si Alloy/Graphite Anodes. J. Electrochem. Soc. 2014, 161, A1698–A1705. [Google Scholar] [CrossRef]
- Diehm, R.; Müller, M.; Burger, D.; Kumberg, J.; Spiegel, S.; Bauer, W.; Scharfer, P.; Schabel, W. High-Speed Coating of Primer Layer for Li-Ion Battery Electrodes by Using Slot-Die Coating. Energy Technol. 2020, 8, 2000259. [Google Scholar] [CrossRef]
- Lee, S.; Oh, E.-S. Performance Enhancement of a Lithium Ion Battery by Incorporation of a Graphene/Polyvinylidene Fluoride Conductive Adhesive Layer between the Current Collector and the Active Material Layer. J. Power Sources 2013, 244, 721–725. [Google Scholar] [CrossRef]
- Babaiee, M.; Zarei-Jelyani, M.; Baktashian, S.; Eqra, R. Surface Modification of Copper Current Collector to Improve the Mechanical and Electrochemical Properties of Graphite Anode in Lithium-Ion Battery. J. Renew. Energy Environ. 2022, 9, 63–69. [Google Scholar] [CrossRef]
- Zhang, J.; Zuo, D.; Pei, X.; Mu, C.; Chen, K.; Chen, Q.; Hou, G.; Tang, Y. Effects of Electrolytic Copper Foil Roughness on Lithium-Ion Battery Performance. Metals 2022, 12, 2110. [Google Scholar] [CrossRef]
- Laskurain, I.; Arana, G.; Heras-Saizarbitoria, I. Adopting ISO/TS 16949 and IATF 16949 standards: An exploratory and preliminary study. In ISO 9001, ISO 14001, and New Management Standards, 1st ed.; Heras-Saizarbitoria, I., Ed.; Springer: Cham, Switzerland, 2018; Volume 3, pp. 131–143. [Google Scholar]
- Zanotto, F.M.; Dominguez, D.Z.; Ayerbe, E.; Boyano, I.; Burmeister, C.; Duquesnoy, M.; Eisentraeger, M.; Montaño, J.F.; Gallo-Bueno, A.; Gold, L.; et al. Data Specifications for Battery Manufacturing Digitalization: Current Status, Challenges, and Opportunities. Batter. Supercaps 2022, 5, e202200224. [Google Scholar] [CrossRef]
- Eddy, J.; Pfeiffer, A.; van de Staaij, J. Recharging Economies: The EV-Battery Manufacturing Outlook for Europe. Available online: https://www.mckinsey.com/industries/oil-and-gas/our-insights/recharging-economies-the-ev-battery-manufacturing-outlook-for-europe (accessed on 27 August 2023).
- Ayerbe, E.; Berecibar, M.; Clark, S.; Franco, A.A.; Ruhland, J. Digitalization of Battery Manufacturing: Current Status, Challenges, and Opportunities. Adv. Energy Mater. 2022, 12, 2102696. [Google Scholar] [CrossRef]
- Franco, A.A.; Loup-Escande, E.; Loiseaux, G.; Chotard, J.; Zapata-Dominguez, D.; Ciger, J.; Leclere, A.; Denisart, L.; Lelong, R. From Battery Manufacturing to Smart Grids: Towards a Metaverse for the Energy Sciences**. Batter. Supercaps 2023, 6, e202200369. [Google Scholar] [CrossRef]
- Cards PLM Solutions Plant Simulation—Digital Twin of a Battery Production. Available online: https://www.youtube.com/watch?v=piwslwafan0& (accessed on 30 October 2023).
- Amici, J.; Asinari, P.; Ayerbe, E.; Barboux, P.; Bayle-Guillemaud, P.; Behm, R.J.; Berecibar, M.; Berg, E.; Bhowmik, A.; Bodoardo, S.; et al. A Roadmap for Transforming Research to Invent the Batteries of the Future Designed within the European Large Scale Research Initiative BATTERY 2030+. Adv. Energy Mater. 2022, 12, 2102785. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, C.Z.; Yuan, H.; Hu, J.K.; Huang, J.Q.; Zhang, Q. Dry Electrode Technology, the Rising Star in Solid-State Battery Industrialization. Matter 2022, 5, 876–898. [Google Scholar] [CrossRef]
- Duong, H.; Shin, J.; Yudi, Y. Dry Electrode Coating Technology. In Proceedings of the 48th Power Sources Conference, Denver, CO, USA, 11–14 June 2018; Volume 3-1, pp. 34–37. [Google Scholar]
- Schälicke, G.; Landwehr, I.; Dinter, A.; Pettinger, K.H.; Haselrieder, W.; Kwade, A. Solvent-Free Manufacturing of Electrodes for Lithium-Ion Batteries via Electrostatic Coating. Energy Technol. 2020, 8, 1900309. [Google Scholar] [CrossRef]
- Liu, J.; Ludwig, B.; Liu, Y.; Pan, H.; Wang, Y. Strengthening the Electrodes for Li-Ion Batteries with a Porous Adhesive Interlayer through Dry-Spraying Manufacturing. ACS Appl. Mater. Interfaces 2019, 11, 25081–25089. [Google Scholar] [CrossRef] [PubMed]
- Degen, F.; Kratzig, O. Future in Battery Production: An Extensive Benchmarking of Novel Production Technologies as Guidance for Decision Making in Engineering. IEEE Trans. Eng. Manag. 2022. early access. [Google Scholar] [CrossRef]
- Ludwig, B.; Liu, J.; Liu, Y.; Zheng, Z.; Wang, Y.; Pan, H. Simulation of Micro/Nanopowder Mixing Characteristics for Dry Spray Additive Manufacturing of Li-Ion Battery Electrodes. J. Micro Nano-Manuf. 2017, 5, 1700570. [Google Scholar] [CrossRef]
- Zhang, Y.; Huld, F.; Lu, S.; Jektvik, C.; Lou, F.; Yu, Z. Revisiting Polytetrafluorethylene Binder for Solvent-Free Lithium-Ion Battery Anode Fabrication. Batteries 2022, 8, 57. [Google Scholar] [CrossRef]
- Yao, W.; Chouchane, M.; Li, W.; Bai, S.; Liu, Z.; Li, L.; Chen, A.X.; Sayahpour, B.; Shimizu, R.; Raghavendran, G.; et al. A 5 V-Class Cobalt-Free Battery Cathode with High Loading Enabled by Dry Coating. Energy Environ. Sci. 2023, 16, 1620–1630. [Google Scholar] [CrossRef]
- Zhang, Y.; Lu, S.; Wang, Z.; Volkov, V.; Lou, F.; Yu, Z. Recent Technology Development in Solvent-Free Electrode Fabrication for Lithium-Ion Batteries. Renew. Sustain. Energy Rev. 2023, 183, 113515. [Google Scholar] [CrossRef]
- Mitchell, P.; Zhong, L.; Xi, X. Recyclable Dry Particle Based Adhesive Electrode and Methods of Making Same. U.S. Patent 7,342,770, 11 March 2008. [Google Scholar]
- Park, D.W.; Cañas, N.A.; Wagner, N.; Friedrich, K.A. Novel Solvent-Free Direct Coating Process for Battery Electrodes and Their Electrochemical Performance. J. Power Sources 2016, 306, 758–763. [Google Scholar] [CrossRef]
- Mo, F.; Guo, B.; Liu, Q.; Ling, W.; Liang, G.; Chen, L.; Yu, S.; Wei, J. Additive Manufacturing for Advanced Rechargeable Lithium Batteries: A Mini Review. Front. Energy Res. 2022, 10, 986985. [Google Scholar] [CrossRef]
- Pei, M.; Shi, H.; Yao, F.; Liang, S.; Xu, Z.; Pei, X.; Wang, S.; Hu, Y. 3D Printing of Advanced Lithium Batteries: A Designing Strategy of Electrode/Electrolyte Architectures. J. Mater. Chem. A 2021, 9, 25237–25257. [Google Scholar] [CrossRef]
- Pinilla, S.; Ryan, S.; Mckeon, L.; Coelho, J.; Nicolosi, V. Towards 3D Printed Batteries: A Comparative Study between Electrode Fabrication Processes. ECS Meet. Abstr. 2020, MA2020-02, 497. [Google Scholar] [CrossRef]
- Choi, K.H.; Ahn, D.B.; Lee, S.Y. Current Status and Challenges in Printed Batteries: Toward Form Factor-Free, Monolithic Integrated Power Sources. ACS Energy Lett. 2018, 3, 220–236. [Google Scholar] [CrossRef]
- Beydaghi, H.; Abouali, S.; Thorat, S.B.; Del Rio Castillo, A.E.; Bellani, S.; Lauciello, S.; Gentiluomo, S.; Pellegrini, V.; Bonaccorso, F. 3D Printed Silicon-Few Layer Graphene Anode for Advanced Li-Ion Batteries. RSC Adv. 2021, 11, 35051–35060. [Google Scholar] [CrossRef]
- Maurel, A.; Grugeon, S.; Armand, M.; Fleutot, B.; Courty, M.; Prashantha, K.; Davoisne, C.; Tortajada, H.; Panier, S.; Dupont, L. Overview on Lithium-Ion Battery 3D-Printing By Means of Material Extrusion. ECS Meet. Abstr. 2020, MA2020-02, 3690. [Google Scholar] [CrossRef]
- Blackstone Resources AG Company History. Available online: https://www.blackstoneresources.ch/en/about-blackstone/company-history/ (accessed on 25 August 2023).
- Blackstone Announces Plans for 3D Printed Sodium-Ion Batteries. Available online: https://www.electrive.com/2022/03/28/blackstone-announces-plans-for-3d-printed-sodium-ion-batteries/ (accessed on 25 August 2023).
- Schwaar, C. Additive Manufacturing for Batteries of the Future: Will 3D Printing Transform Battery Making? Available online: https://www.forbes.com/sites/carolynschwaar/2023/01/30/additive-manufacturing-for-batteries-of-the-future-will-3d-printing-transform-battery-making (accessed on 25 August 2023).
- Sakuu Unveils 3D Printed Batteries for Licensing. Available online: https://www.electrive.com/2023/05/25/sakuu-unveils-3d-printed-batteries-for-licensing/ (accessed on 25 August 2023).
- Sakuu Selects Porsche Consulting for Design of Commercial-Scale Battery Manufacturing Plants. Available online: https://www.sakuu.com/news/sakuu-selects-porsche-consulting-for-design-of-com (accessed on 25 August 2023).
- Pang, Y.; Cao, Y.; Chu, Y.; Liu, M.; Snyder, K.; MacKenzie, D.; Cao, C. Additive Manufacturing of Batteries. Adv. Funct. Mater. 2020, 30, 1906244. [Google Scholar] [CrossRef]
- Larcher, D.; Beattie, S.; Morcrette, M.; Edström, K.; Jumas, J.C.; Tarascon, J.M. Recent Findings and Prospects in the Field of Pure Metals as Negative Electrodes for Li-Ion Batteries. J. Mater. Chem. 2007, 17, 3759–3772. [Google Scholar] [CrossRef]
- Kasavajjula, U.; Wang, C.; Appleby, A.J. Nano- and Bulk-Silicon-Based Insertion Anodes for Lithium-Ion Secondary Cells. J. Power Sources 2007, 163, 1003–1039. [Google Scholar] [CrossRef]
- Takamura, T.; Uehara, M.; Suzuki, J.; Sekine, K.; Tamura, K. High Capacity and Long Cycle Life Silicon Anode for Li-Ion Battery. J. Power Sources 2006, 158, 1401–1404. [Google Scholar] [CrossRef]
- Ng, S.H.; Wang, J.; Wexler, D.; Chew, S.Y.; Liu, H.K. Amorphous Carbon-Coated Silicon Nanocomposites: A Low-Temperature Synthesis via Spray Pyrolysis and Their Application as High-Capacity Anodes for Lithium-Ion Batteries. J. Phys. Chem. C 2007, 111, 11131–11138. [Google Scholar] [CrossRef]
- Khomenko, V.G.; Barsukov, V.Z.; Doninger, J.E.; Barsukov, I.V. Lithium-Ion Batteries Based on Carbon-Silicon-Graphite Composite Anodes. J. Power Sources 2007, 165, 598–608. [Google Scholar] [CrossRef]
- Yin, Y.; Wan, L.; Guo, Y. Silicon-Based Nanomaterials for Lithium-Ion Batteries. Chin. Sci. Bull. 2012, 57, 4104–4110. [Google Scholar] [CrossRef]
- Zhu, B.; Liu, G.; Lv, G.; Mu, Y.; Zhao, Y.; Wang, Y.; Li, X.; Yao, P.; Deng, Y.; Cui, Y. Minimized Lithium Trapping by Isovalent Isomorphism for High Initial Coulombic Efficiency of Silicon Anodes. Sci. Adv. 2019, 5, 2101565. [Google Scholar] [CrossRef] [PubMed]
- Zhan, R.; Wang, X.; Chen, Z.; Seh, Z.W.; Wang, L.; Sun, Y. Promises and Challenges of the Practical Implementation of Prelithiation in Lithium-Ion Batteries. Adv. Energy Mater. 2021, 11, 2101565. [Google Scholar] [CrossRef]
- Jin, L.; Shen, C.; Wu, Q.; Shellikeri, A.; Zheng, J.; Zhang, C.; Zheng, J.P. Pre-lithiation Strategies for Next-generation Practical Lithium-ion Batteries. Adv. Sci. 2021, 8, 2005031. [Google Scholar] [CrossRef] [PubMed]
- Winter, M.; Besenhard, J.O. Electrochemical Lithiation of Tin and Tin-Based Intermetallics and Composites. Electrochim. Acta 1999, 45, 31–50. [Google Scholar] [CrossRef]
- Xu, H.; Li, S.; Chen, X.; Zhang, C.; Liu, W.; Fan, H.; Yu, Y.; Huang, Y.; Li, J. Sn-Alloy Foil Electrode with Mechanical Prelithiation: Full-Cell Performance up to 200 Cycles. Adv. Energy Mater. 2019, 9, 1902150. [Google Scholar] [CrossRef]
- Esen, E.; Mohrhardt, M.; Lennartz, P.; de Meatza, I.; Schmuck, M.; Winter, M.; Paillard, E. Effect of Prelithiation with Passivated Lithium Metal Powder on Passivation Films on High-Energy NMC-811 and SiCx Electrodes. Mater. Today Chem. 2023, 30, 101587. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, Q.; Zhang, K.; Yang, F. Coupling Effects of Self-Limiting Lithiation, Reaction Front Evolution and Free Volume Evolution on Chemical Stress in Amorphous Wire-Based Electrodes. J. Power Sources 2020, 457, 228016. [Google Scholar] [CrossRef]
- Eguchi, T.; Sugawara, R.; Abe, Y.; Tomioka, M.; Kumagai, S. Impact of Full Prelithiation of Si-Based Anodes on the Rate and Cycle Performance of Li-Ion Capacitors. Batteries 2022, 8, 49. [Google Scholar] [CrossRef]
- Sun, X.; Wang, P.; An, Y.; Zhang, X.; Zheng, S.; Wang, K.; Ma, Y. A Fast and Scalable Pre-Lithiation Approach for Practical Large-Capacity Lithium-Ion Capacitors. J. Electrochem. Soc. 2021, 168, 110540. [Google Scholar] [CrossRef]
- Guo, J.; Dong, D.; Wang, J.; Liu, D.; Yu, X.; Zheng, Y.; Wen, Z.; Lei, W.; Deng, Y.; Wang, J.; et al. Silicon-Based Lithium Ion Battery Systems: State-of-the-Art from Half and Full Cell Viewpoint. Adv. Funct. Mater. 2021, 31, 2102546. [Google Scholar] [CrossRef]
- Schmaltz, T.; Wicke, T.; Weymann, L.; Voß, P.; Neef, C.; Thielmann, A. Solid-State Battery Roadmap 2035+; Fraunhofer ISI: Karlsruhe, Germany, 2022. [Google Scholar]
- Albertus, P.; Anandan, V.; Ban, C.; Balsara, N.; Belharouak, I.; Buettner-Garrett, J.; Chen, Z.; Daniel, C.; Doeff, M.; Dudney, N.J.; et al. Challenges for and Pathways toward Li-Metal-Based All-Solid-State Batteries. ACS Energy Lett. 2021, 6, 1399–1404. [Google Scholar] [CrossRef]
- Heimes, H.H. Production of All-Solid-State Battery Cells; PEM der RWTH Aachen University: Aachen, Germany, 2018; ISBN 3947920040. [Google Scholar]
- Schnell, J.; Günther, T.; Knoche, T.; Vieider, C.; Köhler, L.; Just, A.; Keller, M.; Passerini, S.; Reinhart, G. All-Solid-State Lithium-Ion and Lithium Metal Batteries—Paving the Way to Large-Scale Production. J. Power Sources 2018, 382, 160–175. [Google Scholar] [CrossRef]
- Hatzell, K.B.; Zheng, Y. Prospects on Large-Scale Manufacturing of Solid State Batteries. MRS Energy Sustain. 2021, 8, 33–39. [Google Scholar] [CrossRef]
- Cao, D.; Zhao, Y.; Sun, X.; Natan, A.; Wang, Y.; Xiang, P.; Wang, W.; Zhu, H. Processing Strategies to Improve Cell-Level Energy Density of Metal Sulfide Electrolyte-Based All-Solid-State Li Metal Batteries and Beyond. ACS Energy Lett. 2020, 5, 3468–3489. [Google Scholar] [CrossRef]
- Komura, S. Method of Producing Cathode Slurry, Cathode and All-Solid-State Battery, and Cathode and All-Solid-State Battery. U.S. Patent 20200287208, 10 September 2020. pp. 1–18. [Google Scholar]
- Xiao, Y.; Turcheniuk, K.; Narla, A.; Song, A.Y.; Ren, X.; Magasinski, A.; Jain, A.; Huang, S.; Lee, H.; Yushin, G. Electrolyte Melt Infiltration for Scalable Manufacturing of Inorganic All-Solid-State Lithium-Ion Batteries. Nat. Mater. 2021, 20, 984–990. [Google Scholar] [CrossRef]
- Yasunami, S.; Honjo, H.; Honjo, K.; Kimio, S. Manufacture of Lithium Metal Foil or Lithium Alloy Foil. Japan Patent JPH1058007A, 3 March 1998. [Google Scholar]
- Schmuch, R.; Wagner, R.; Hörpel, G.; Placke, T.; Winter, M. Performance and Cost of Materials for Lithium-Based Rechargeable Automotive Batteries. Nat. Energy 2018, 3, 267–278. [Google Scholar] [CrossRef]
- Frith, J.T.; Lacey, M.J.; Ulissi, U. A Non-Academic Perspective on the Future of Lithium-Based Batteries. Nat. Commun. 2023, 14, 420. [Google Scholar] [CrossRef]
- McMahan, S. SK Innovation to Use PolyPlus’ Glass Separator Tech for Li Battery Development. Available online: https://eepower.com/news/sk-innovation-to-use-polyplus-glass-separator-tech-on-development-of-li-battery-anodes/ (accessed on 25 August 2023).
- The World’s First Glass Protected Li Metal Battery. Available online: https://polyplus.com/glass-protected-lithium-battery/ (accessed on 25 August 2023).
- SES Corporate Overview. Available online: https://investors.ses.ai/events-and-presentations/presentations/default.aspx (accessed on 30 October 2023).
- Ceramics 101: The QuantumScape Separator in Context. Available online: https://www.quantumscape.com/resources/blog/ceramics-101-the-quantumscape-separator-in-context/ (accessed on 25 August 2023).
- Oh, D.Y.; Nam, Y.J.; Park, K.H.; Jung, S.H.; Kim, K.T.; Ha, A.R.; Jung, Y.S. Slurry-Fabricable Li + -Conductive Polymeric Binders for Practical All-Solid-State Lithium-Ion Batteries Enabled by Solvate Ionic Liquids. Adv. Energy Mater. 2019, 9, 1802927. [Google Scholar] [CrossRef]
- Chen, Y.-T.; Marple, M.A.T.; Tan, D.H.S.; Ham, S.-Y.; Sayahpour, B.; Li, W.-K.; Yang, H.; Lee, J.B.; Hah, H.J.; Wu, E.A. Investigating Dry Room Compatibility of Sulfide Solid-State Electrolytes for Scalable Manufacturing. J. Mater. Chem. A 2022, 10, 7155–7164. [Google Scholar] [CrossRef]
- Prawitz, S. Svolt Stellt Feststoffbatteriezellen Mit Einer Ladung von 20 Ah Her. Available online: https://www.automobil-industrie.vogel.de/svolt-stellt-feststoffbatteriezellen-mit-einer-ladung-von-20-ah-her-a-35b73f0558deb7616ed35e805c684987/ (accessed on 25 August 2023).
- Solid Power Meets All 2021 Milestones with Production of 20Ah Silicon EV Cells. Available online: https://www.solidpowerbattery.com/solid-power-meets-all-2021-milestones/ (accessed on 25 August 2023).
- Tan, D.H.S.; Chen, Y.T.; Yang, H.; Bao, W.; Sreenarayanan, B.; Doux, J.M.; Li, W.; Lu, B.; Ham, S.Y.; Sayahpour, B.; et al. Carbon-Free High-Loading Silicon Anodes Enabled by Sulfide Solid Electrolytes. Science 2021, 373, 1494–1499. [Google Scholar] [CrossRef]
- Cangaz, S.; Hippauf, F.; Reuter, F.S.; Doerfler, S.; Abendroth, T.; Althues, H.; Kaskel, S. Enabling High-Energy Solid-State Batteries with Stable Anode Interphase by the Use of Columnar Silicon Anodes. Adv. Energy Mater. 2020, 10, 2001320. [Google Scholar] [CrossRef]
- Tan, D.H.S.; Meng, Y.S.; Jang, J. Scaling up High-Energy-Density Sulfidic Solid-State Batteries: A Lab-to-Pilot Perspective. Joule 2022, 6, 1755–1769. [Google Scholar] [CrossRef]
- Xu, L.; Lu, Y.; Zhao, C.Z.; Yuan, H.; Zhu, G.L.; Hou, L.P.; Zhang, Q.; Huang, J.Q. Toward the Scale-Up of Solid-State Lithium Metal Batteries: The Gaps between Lab-Level Cells and Practical Large-Format Batteries. Adv. Energy Mater. 2021, 11, 2002360. [Google Scholar] [CrossRef]
- Toyota to Launch All-New Aqua. Available online: https://global.toyota/en/newsroom/toyota/35584064.html#bipolar (accessed on 25 August 2023).
- Prologium Products. Available online: https://prologium.com/products/ (accessed on 30 October 2023).
- Pal, S.; Zhang, X.; Babu, B.; Lin, X.; Wang, J.; Vlad, A. Materials, Electrodes and Electrolytes Advances for next-Generation Lithium-Based Anode-Free Batteries. Oxf. Open Mater. Sci. 2022, 2, itac005. [Google Scholar] [CrossRef]
- Heubner, C.; Maletti, S.; Auer, H.; Hüttl, J.; Voigt, K.; Lohrberg, O.; Nikolowski, K.; Partsch, M.; Michaelis, A. From Lithium-metal toward Anode-free Solid-state Batteries: Current Developments, Issues, and Challenges. Adv. Funct. Mater. 2021, 31, 2106608. [Google Scholar] [CrossRef]
- Wang, M.J.; Carmona, E.; Gupta, A.; Albertus, P.; Sakamoto, J. Enabling “Lithium-Free” Manufacturing of Pure Lithium Metal Solid-State Batteries through in Situ Plating. Nat. Commun. 2020, 11, 5201, Erratum in Nat. Commun. 2020, 11, 6400.. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Step | Important Quality Parameters | Measurement Methods (In-Line and Laboratory Analysis) |
|---|---|---|
| Mixing | Purity | Elemental analysis ICP |
| Suspension density | Pycnometer | |
| Solid content | Solid balance, moisture determination | |
| Homogeneity | Grindometer | |
| Viscosity | Rheometer | |
| Agglomerate size | Laser diffraction particle size analyzer | |
| Particle size distribution | SEM microscopy | |
| Temperature | PT100 thermometer | |
| pH value | pH measurement | |
| Surface tension | Tensiometry | |
| Electric conductivity | impedance measurement | |
| Calendering | Layer thickness, density and porosity | Laser triangulation |
| Surface roughness | Reflectometer | |
| Surface finish | Camera | |
| Weight distribution | Area mass scanner | |
| Pore size distribution | Hg porosimeter | |
| Adhesion | Tensile testing machine |
| Control Parameters | Measured Parameters |
|---|---|
| Raw material | Raw material environment (temperature and humidity) Weighting of components (active materials, binders, etc.) Monitoring of filters as initial condition for following processes |
| Workshop environment | Monitoring of the clean room class; for example, ISO 8 Monitoring of the dew point Monitoring of temperature Pressure control (vacuum environment) |
| Process parameters: mixing | Equipment setting for stirring (speed control) Control of the standing time Process temperature |
| Quality parameters: slurry | Solid content Viscosity Homogeneity Particle size distribution Examine for metal particles Examine for bubbles and agglomeration |
| Process parameters: calendering | Roller temperature monitoring Roller pressure monitoring Roller speed monitoring |
| Quality parameters: calendering | Electrode foil tension monitoring Verifying the dimensions Layer thickness Surface resistivity |
| Element | Atomic Ratio/At% |
|---|---|
| C | 82.37 |
| O | 10.14 |
| F | 6.79 |
| Na | 0.02 |
| Al | 0.01 |
| P | 0.59 |
| S | 0.06 |
| Ca | 0.01 |
| Fe | 0.01 |
| Total | 100.00 |
| 3D-Printing Method | Resolution |
|---|---|
| Template-assisted electrodeposition | 50 nm |
| Direct ink printing | 50 nm–1 μm |
| Aerosol jet printing | 10 μm |
| Stereolithography | 10 μm |
| Inkjet printing | 20 μm |
| Fused deposition | 50–200 μm |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Örüm Aydin, A.; Zajonz, F.; Günther, T.; Dermenci, K.B.; Berecibar, M.; Urrutia, L. Lithium-Ion Battery Manufacturing: Industrial View on Processing Challenges, Possible Solutions and Recent Advances. Batteries 2023, 9, 555. https://doi.org/10.3390/batteries9110555
Örüm Aydin A, Zajonz F, Günther T, Dermenci KB, Berecibar M, Urrutia L. Lithium-Ion Battery Manufacturing: Industrial View on Processing Challenges, Possible Solutions and Recent Advances. Batteries. 2023; 9(11):555. https://doi.org/10.3390/batteries9110555
Chicago/Turabian StyleÖrüm Aydin, Aslihan, Franziska Zajonz, Till Günther, Kamil Burak Dermenci, Maitane Berecibar, and Lisset Urrutia. 2023. "Lithium-Ion Battery Manufacturing: Industrial View on Processing Challenges, Possible Solutions and Recent Advances" Batteries 9, no. 11: 555. https://doi.org/10.3390/batteries9110555
APA StyleÖrüm Aydin, A., Zajonz, F., Günther, T., Dermenci, K. B., Berecibar, M., & Urrutia, L. (2023). Lithium-Ion Battery Manufacturing: Industrial View on Processing Challenges, Possible Solutions and Recent Advances. Batteries, 9(11), 555. https://doi.org/10.3390/batteries9110555