

Techno-Economic Analysis of the Production of Lactic Acid from Lignocellulosic Biomass

Abstract
1. Introduction
2. Materials and Methods
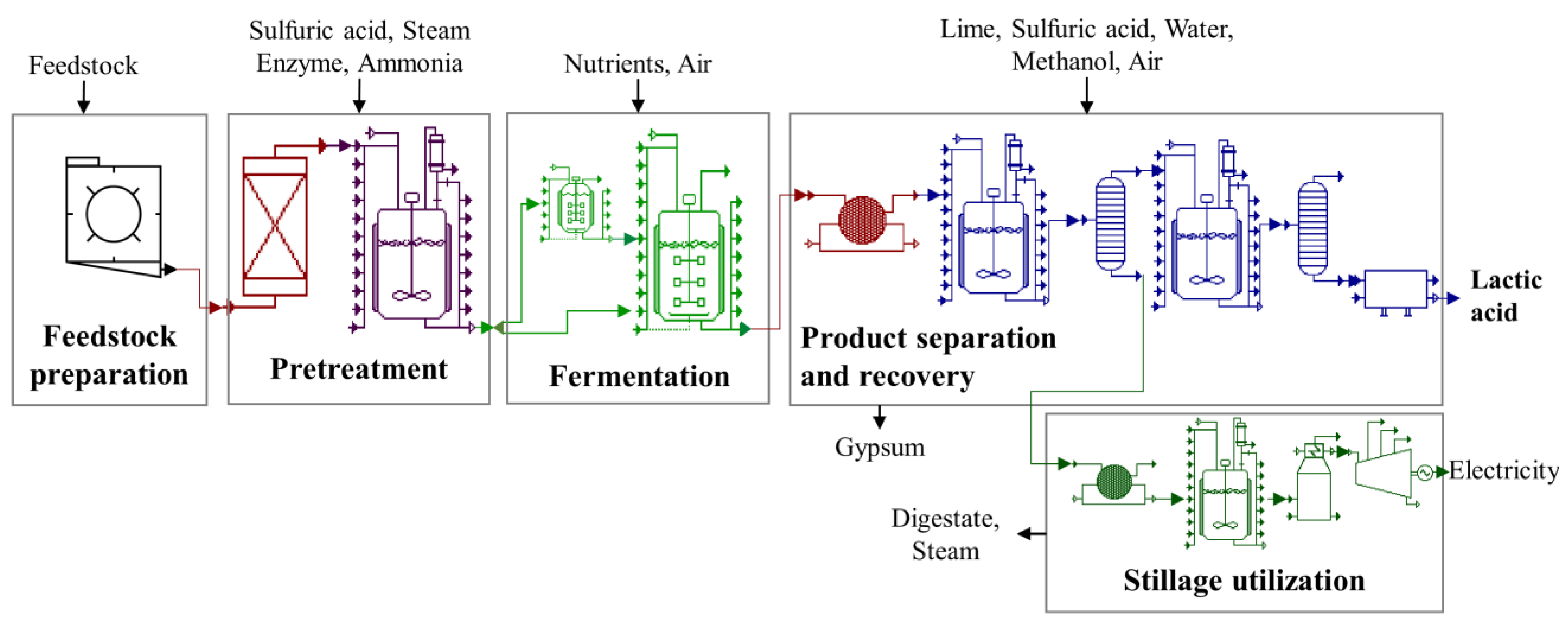
2.1. System Overview
2.2. Discrete Production Processes, Sections, and Data Sources

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Unit | Average Value | Pessimistic Value | Optimistic Value |
|---|---|---|---|---|
| Plant size | t/year | 100,000 | 80,000 | 120,000 |
| Annual operation hours | h | 7920 | 7560 | 8280 |
| Feedstock cost (corn stover) [39,40] | USD/t | 119 | 150 | 87 |
| Feedstock cost (miscanthus) [41,42] | USD/t | 89 | 116 | 66 |
| Feedstock moisture content | % | 20 | 25 | 15 |
| Cellulose content in corn stover [43,44] | % | 38 | 35 | 40 |
| Cellulose content in miscanthus [45,46,47,48,49] | % | 46.7 | 35.1 | 52.2 |
| Hemi-cellulose content in corn stover [43,44] | % | 30 | 17 | 35 |
| Hemi-cellulose content in miscanthus [45,46,47,48,49] | % | 29.3 | 19.2 | 34.0 |
| Lignin content in corn stover [43,44] | % | 18 | 7 | 21 |
| Lignin content in miscanthus [45,46,47,48,49] | % | 11.3 | 9.2 | 16.5 |
| Pretreatment—Acid hydrolysis | ||||
| Cellulose to glucose conversion [50] | % | 9.9 | ||
| Hemicellulose to xylose conversion [50] | % | 90 | ||
| Lignin to soluble lignin [50] | % | 5 | ||
| Sulfuric acid cost [51] | USD/t | 70 | 94 | 57 |
| Acid hydrolysis reactor cost [50] | USD | 19,812,400 | 23,774,880 | 15,849,920 |
| Pretreatment—Enzymatic hydrolysis | ||||
| Residence time for enzymatic hydrolysis [50] | h | 84 | 100 | 60 |
| Enzymatic hydrolysis temperature [50] | °C | 45 | ||
| Total solids loading [50] | % | 20 | ||
| Cellulase loading (mg enzyme protein/g cellulose) [50] | mg | 20 | ||
| Cellulose to glucose conversion [50] | % | 95 | ||
| Hemicellulose to xylose conversion [50] | % | 60 | ||
| Enzyme cost [52] | USD/t | 10.15 | 15 | 5 |
| Ammonia cost [53] | USD/t | 496 | 771 | 385 |
| Enzymatic hydrolysis reactor cost [50] | USD | 837,000 | 1,004,400 | 669,600 |
| Fermentation | ||||
| Fermentation duration [50] | h | 48 | 65 | 30 |
| Glucose to lactic acid conversion using LAB [54,55] | % | 90 | 80 | 95 |
| Xylose to lactic acid conversion using LAB [21,56] | % | 70 | 60 | 85 |
| Glucose to lactic acid conversion using fungi [38,57] | % | 85 | 75 | 92 |
| Xylose to lactic acid conversion using fungi [23,25] | % | 80 | 70 | 88 |
| Glucose to lactic acid conversion using yeast [31,58] | % | 93 | 85 | 95 |
| Xylose to lactic acid conversion using yeast [19] | % | 60 | 46.4 | 69.6 |
| Nutrient use [50] | % | 0.35 | ||
| Nutrient cost [50] | USD/kg | 0.05 | 0.02 | 0.08 |
| Diammonium phosphate fraction [50] | % | 0.6 | ||
| Fermentation reactor cost [50] | USD | 837,000 | 1,004,400 | 669,600 |
| Product recovery | ||||
| Lime cost [59] | USD/t | 110 | 150 | 90 |
| Gypsum use cost * | USD/t | −50 | −100 | 8 |
| Distillation temperature (after esterification) [34] | °C | 101 | ||
| Distillation temperature (after hydrolysis) [34] | °C | 66 | ||
| Drying temperature [34] | °C | 150 | ||
| Methanol cost [60] | USD/t | 442 | 530.4 | 353.6 |
| Stillage utilization | ||||
| Anaerobic digestion temperature [61] | °C | 35 | ||
| Overall heat loss during steam generation [62] | % | 5 | ||
| Multistage turbine efficiencies [62] | ||||
| Stage 1 | % | 67 | ||
| Stage 2 | % | 60 | ||
| Power generation efficiency [62] | % | 90 |
2.2.1. Feedstock Collection and Preparation
2.2.2. Pretreatment
2.2.3. Fermentation
2.2.4. Lactic Acid Separation and Recovery
2.2.5. Stillage Utilization
2.3. Techno-Economic Modeling Overview
2.3.1. Process Modeling
2.3.2. Economic Analysis
2.4. Sensitivity Analysis
3. Results and Discussion
3.1. Material Requirement
3.2. Equipment, Utilities, and Labor Requirements
3.3. Capital Costs
3.4. Lactic Acid Production Costs
3.5. Financial Analysis
3.6. Sensitivity Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Ren, J. Biodegradable Poly(Lactic Acid); Springer: Berlin/Heidelberg, Germany, 2010; ISBN 978-3-642-17596-1. [Google Scholar]
- Rodrigues, C.; Vandenberghe, L.P.S.; Woiciechowski, A.L.; de Oliveira, J.; Letti, L.A.J.; Soccol, C.R. Production and Application of Lactic Acid. In Current Developments in Biotechnology and Bioengineering—Production, Isolation and Purification of Industrial Products; Elsevier: Amsterdam, The Netherlands, 2017; pp. 543–556. ISBN 9780444636621. [Google Scholar] [CrossRef]
- Gao, C.; Ma, C.; Xu, P. Biotechnological Routes Based on Lactic Acid Production from Biomass. Biotechnol. Adv. 2011, 29, 930–939. [Google Scholar] [CrossRef] [PubMed]
- Wee, Y.; Kim, J.; Ryu, H. Biotechnological Production of Lactic Acid and Its Recent Applications. Food Technol. Biotechnol. 2006, 44, 163–172. [Google Scholar]
- Datta, R.; Henry, M. Lactic Acid: Recent Advances in Products, Processes and Technologies—A Review. J. Chem. Technol. Biotechnol. 2006, 81, 1119–1129. [Google Scholar] [CrossRef]
- Wang, Y.; Tashiro, Y.; Sonomoto, K. Fermentative Production of Lactic Acid from Renewable Materials: Recent Achievements, Prospects, and Limits. J. Biosci. Bioeng. 2015, 119, 10–18. [Google Scholar] [CrossRef]
- Shiin, H.D.; Guo, X.; Chen, R.R. Biocatalysis for Chiral Synthesis. In Bioprocessing for Value-Added Products from Renewable Resources; Elsevier B.V.: Amsterdam, The Netherlands, 2007; pp. 351–371. ISBN 9780444521149. [Google Scholar]
- Grand View Research Lactic Acid Market Size Worth $9.8Bn by 2025 & PLA to Reach $6.5Bn. Available online: www.grandviewresearch.com/press-release/global-lactic-acid-and-poly-lactic-acid-market (accessed on 21 March 2018).
- Bozell, J.J.; Petersen, G.R. Technology Development for the Production of Biobased Products from Biorefinery Carbohydrates—The US Department of Energy’s “Top 10” Revisited. Green Chem. 2010, 12, 539. [Google Scholar] [CrossRef]
- Biddy, M.J.; Scarlata, C.J.; Kinchin, C.M. Chemicals from Biomass: A Market Assessment of Bioproducts with Near-Term Potential; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2016.
- Castillo Martinez, F.A.; Balciunas, E.M.; Salgado, J.M.; Domínguez González, J.M.; Converti, A.; de Souza Oliveira, R.P. Lactic Acid Properties, Applications and Production: A Review. Trends Food Sci. Technol. 2013, 30, 70–83. [Google Scholar] [CrossRef]
- Hofvendahl, K.; Hahn–Hägerdal, B. Factors Affecting the Fermentative Lactic Acid Production from Renewable Resources. Enzym. Microb. Technol. 2000, 26, 87–107. [Google Scholar] [CrossRef]
- Lasprilla, A.J.R.; Martinez, G.A.R.; Lunelli, B.H.; Jardini, A.L.; Filho, R.M. Poly-Lactic Acid Synthesis for Application in Biomedical Devices-A Review. Biotechnol. Adv. 2012, 30, 321–328. [Google Scholar] [CrossRef]
- Taskila, S.; Ojamo, H. The Current Status and Future Expectations in Industrial Production of Lactic Acid by Lactic Acid Bacteria. In Lactic Acid Bacteria-R&D Food, Health Livestock Purposes; IntechOpen: London, UK, 2013; pp. 615–632. [Google Scholar] [CrossRef]
- Lunelli, B.H.; Andrade, R.R.; Atala, D.I.P.; MacIel, M.R.W.; Filho, F.M.; Filho, R.M. Production of Lactic Acid from Sucrose: Strain Selection, Fermentation, and Kinetic Modeling. Appl. Biochem. Biotechnol. 2010, 161, 227–237. [Google Scholar] [CrossRef] [PubMed]
- Castro-Aguirre, E.; Iñiguez-Franco, F.; Samsudin, H.; Fang, X.; Auras, R. Poly(Lactic Acid)—Mass Production, Processing, Industrial Applications, and End of Life. Adv. Drug Deliv. Rev. 2016, 107, 333–366. [Google Scholar] [CrossRef]
- Vijayakumar, J.; Aravindan, R.; Viruthagiri, T. Recent Trends in the Production, Purification and Application of Lactic Acid. Chem. Biochem. Eng. Q. 2008, 2, 245–264. [Google Scholar]
- Manandhar, A.; Shah, A. Techno-Economic Analysis of Bio-Based Lactic Acid Production Utilizing Corn Grain as Feedstock. Processes 2020, 8, 199. [Google Scholar] [CrossRef]
- Ilmen, M.; Koivuranta, K.; Ruohonen, L.; Suominen, P.; Penttil, M. Efficient Production of L-Lactic Acid from Xylose by Pichia Stipitis. Appl. Environ. Microbiol. 2007, 73, 117–123. [Google Scholar] [CrossRef] [PubMed]
- Åkerberg, C.; Hofvendahl, K.; Zacchi, G.; Hahn-Hägerdal, B. Modelling the Influence of PH, Temperature, Glucose and Lactic Acid Concentrations on the Kinetics of Lactic Acid Production by Lactococcus lactis Ssp. Lactis ATCC 19435 in Whole-Wheat Flour. Appl. Microbiol. Biotechnol. 1998, 49, 682–690. [Google Scholar] [CrossRef]
- Cui, F.; Li, Y.; Wan, C. Lactic Acid Production from Corn Stover Using Mixed Cultures of Lactobacillus Rhamnosus and Lactobacillus Brevis. Bioresour. Technol. 2011, 102, 1831–1836. [Google Scholar] [CrossRef] [PubMed]
- Zhu, Y.; Lee, Y.Y.; Elander, R.T. Conversion of Aqueous Ammonia-Treated Corn Stover to Lactic Acid by Simultaneous Saccharification and Cofermentation. Appl. Biochem. Biotechnol. 2007, 137–140, 721–738. [Google Scholar] [CrossRef]
- Maas, R.H.W.; Bakker, R.R.; Eggink, G.; Weusthuis, R.A. Lactic Acid Production from Xylose by the Fungus Rhizopus Oryzae. Appl. Microbiol. Biotechnol. 2006, 72, 861–868. [Google Scholar] [CrossRef]
- Shen, X.; Xia, L. Lactic Acid Production from Cellulosic Material by Synergetic Hydrolysis and Fermentation. Appl. Biochem. Biotechnol. 2006, 133, 251–262. [Google Scholar] [CrossRef]
- Bai, D.M.; Li, S.Z.; Liu, Z.L.; Cui, Z.F. Enhanced L-(+)-Lactic Acid Production by an Adapted Strain of Rhizopus Oryzae Using Corncob Hydrolysate. Appl. Biochem. Biotechnol. 2008, 144, 79–85. [Google Scholar] [CrossRef]
- Daful, A.G.; Goergens, J.F. Techno-Economic Analysis and Environmental Impact Assessment of Lignocellulosic Lactic Acid Production. Chem. Eng. Sci. 2017, 162, 53–65. [Google Scholar] [CrossRef]
- Datta, R.; Tsai, S.-P. Lactic Acid Production and Potential Uses: A Technology and Economics Assessment; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 1997; Volume 666, pp. 223–236. [Google Scholar]
- Langholtz, M.H.; Stokes, B.J.; Eaton, M.; U.S. Department of Energy. 2016 Billion-Ton Report: Advancing Domestic Resources for a Thriving Bioeconomy, Volume 1: Economic Availability of Feedstocks; ORNL/TM-2016/160; Oak Ridge National Laboratory: Oak Ridge, TN, USA, 2016. [CrossRef]
- Adom, F.K.; Dunn, J.B. Life Cycle Analysis of Corn-Stover-Derived Polymer-Grade l-Lactic Acid and Ethyl Lactate: Greenhouse Gas Emissions and Fossil Energy Consumption. Biofuels Bioprod. Biorefin. 2017, 11, 258–268. [Google Scholar] [CrossRef]
- Biomass Magazine Total Corbion PLA Starts-up 75,000-Ton-per-Year Bioplastics Plant. Available online: http://biomassmagazine.com/articles/15800/total-corbion-pla-starts-up-75-000-ton-per-year-bioplastics-plant (accessed on 20 December 2018).
- Miller, C.; Fosmer, A.; Rush, B.; McMullin, T.; Beacom, D.; Suominen, P. Industrial Production of Lactic Acid. Compr. Biotechnol. Second Ed. 2011, 3, 179–188. [Google Scholar] [CrossRef]
- Åkerberg, C.; Zacchi, G. An Economic Evaluation of the Fermentative Production of Lactic Acid from Wheat Flour. Bioresour. Technol. 2000, 75, 119–126. [Google Scholar] [CrossRef]
- Komesu, A.; Wolf Maciel, M.R.; Rocha de Oliveira, J.A.; da Silva Martins, L.H.; Maciel Filho, R. Purification of Lactic Acid Produced by Fermentation: Focus on Non-Traditional Distillation Processes. Sep. Purif. Rev. 2017, 46, 241–254. [Google Scholar] [CrossRef]
- Joglekar, H.G.; Rahman, I.; Babu, S.; Kulkarni, B.D.; Joshi, A. Comparative Assessment of Downstream Processing Options for Lactic Acid. Sep. Purif. Technol. 2006, 52, 1–17. [Google Scholar] [CrossRef]
- Zhang, Z.Y.; Jin, B.; Kelly, J.M. Production of Lactic Acid from Renewable Materials by Rhizopus Fungi. Biochem. Eng. J. 2007, 35, 251–263. [Google Scholar] [CrossRef]
- Soccol, C.R.; Stonoga, V.I.; Raimbault, M. Production of L-Lactic Acid by Rhizopus Species. World J. Microbiol. Biotechnol. 1994, 10, 433–435. [Google Scholar] [CrossRef]
- Rosenberg, M.; Krišofíková, L. Physiological Restriction of the L-lactic Acid Production by Rhizopus Arrhizus. Acta Biotechnol. 1995, 15, 367–374. [Google Scholar] [CrossRef]
- Tay, A.; Yang, S.T. Production of L(+)-Lactic Acid from Glucose and Starch by Immobilized Cells of Rhizopus Oryzae in a Rotating Fibrous Bed Bioreactor. Biotechnol. Bioeng. 2002, 80, 1–12. [Google Scholar] [CrossRef]
- Shah, A.; Darr, M. A Techno-Economic Analysis of the Corn Stover Feedstock Supply System for Cellulosic Biorefineries. Biofuels Bioprod. Biorefin. 2016, 10, 542–559. [Google Scholar] [CrossRef]
- Kaliyan, N.; Morey, R.V.; Tiffany, D.G. Economic and Environmental Analysis for Corn Stover and Switchgrass Supply Logistics. Bioenergy Res. 2015, 8, 1433–1448. [Google Scholar] [CrossRef]
- Khanna, M.; Dhungana, B.; Clifton-Brown, J. Costs of Producing Miscanthus and Switchgrass for Bioenergy in Illinois. Biomass Bioenergy 2008, 32, 482–493. [Google Scholar] [CrossRef]
- Jain, A.K.; Khanna, M.; Erickson, M.; Huang, H. An Integrated Biogeochemical and Economic Analysis of Bioenergy Crops in the Midwestern United States. Glob. Chang. Biol. 2010, 2, 217–234. [Google Scholar] [CrossRef]
- Saini, J.K.; Saini, R.; Tewari, L. Lignocellulosic Agriculture Wastes as Biomass Feedstocks for Second-Generation Bioethanol Production: Concepts and Recent Developments. 3 Biotech 2015, 5, 337–353. [Google Scholar] [CrossRef]
- Isikgor, F.H.; Becer, C.R. Lignocellulosic Biomass: A Sustainable Platform for Production of Bio-Based Chemicals and Polymers. Polym. Chem. 2015, 6, 4497–4559. [Google Scholar] [CrossRef]
- Brosse, N.; Dufour, A.; Meng, X.; Sun, Q.; Ragauskas, A. Miscanthus: A Fast- Growing Crop for Biofuels and Chemicals Production. Biofuels Bioprod. Biorefin. 2012, 6, 246–256. [Google Scholar] [CrossRef]
- Vasco-correa, J.; Li, Y. Solid-State Anaerobic Digestion of Fungal Pretreated Miscanthus Sinensis Harvested in Two Different Seasons. Bioresour. Technol. 2015, 185, 211–217. [Google Scholar] [CrossRef]
- Hodgson, E.M.; Lister, S.J.; Bridgwater, A.V.; Clifton-brown, J.; Donnison, I.S. Genotypic and Environmentally Derived Variation in the Cell Wall Composition of Miscanthus in Relation to Its Use as a Biomass Feedstock. Biomass Bioenergy 2010, 34, 652–660. [Google Scholar] [CrossRef]
- Karp, A.; Shield, I. Bioenergy from Plants and the Sustainable Yield Challenge. 2008, 179, 15–32. New Phytol. 2008, 179, 15–32. [Google Scholar] [CrossRef]
- Byrt, C.S.; Grof, C.P.L.; Furbank, R.T.; Furbank, R.T. C4 Plants as Biofuel Feedstocks: Optimising Biomass Production and Feedstock Quality from a Lignocellulosic Perspective. J. Integr. Plant Biol. 2011, 53, 120–135. [Google Scholar] [CrossRef]
- Humbird, D.; Davis, R.; Tao, L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Lukas, J.; Olthof, B.; Worley, M.; et al. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol; NREL/TP-5100-47764; National Renewable Energy Lab.: Golden, CO, USA, 2011. [CrossRef]
- ICIS Sulfuric Acid Cost. Available online: https://www.icis.com/explore/commodities/chemicals/channel-info-chemicals-a-z/ (accessed on 17 June 2018).
- Klein-Marcuschamer, D.; Oleskowicz-Popiel, P.; Simmons, B.A.; Blanch, H.W. The Challenge of Enzyme Cost in the Production of Lignocellulosic Biofuels. Biotechnol. Bioeng. 2012, 109, 1083–1087. [Google Scholar] [CrossRef]
- ICIS Cost of Ammonia. Available online: https://www.icis.com/chemicals/channel-info-chemicals-a-z/ (accessed on 22 July 2018).
- Suskovic, J.; Novak, S.; Maric, V.; Matosic, S. Lactic Acid Fermentation Kinetics on Different Carbon Sources. Prehrambeno—Tehnol. Biotehnol. Rev. 1991, 29, 155–158. [Google Scholar]
- Trontel, A.; Bar, V.; Slavica, A.; Novak, S. Modelling the Effect of Different Substrates and Temperature on the Growth and Lactic Acid Production by Lactobacillus Amylovorus DSM 20531T in Batch Process. Food Technol. Biotechnol. 2010, 48, 352–361. [Google Scholar]
- Guo, W.; Jia, W.; Li, Y.; Chen, S. Performances of Lactobacillus Brevis for Producing Lactic Acid from Hydrolysate of Lignocellulosics. Appl. Biochem. Biotechnol. 2010, 161, 124–136. [Google Scholar] [CrossRef] [PubMed]
- Kosakai, Y.; Park, Y.S.; Okabe, M. Enhancement of L(+)-Lactic Acid Production Using Mycelial Flocs of Rhizopus Oryzae. Biotechnol. Bioeng. 1997, 55, 461–470. [Google Scholar] [CrossRef]
- Valli, M.; Sauer, M.; Branduardi, P.; Borth, N.; Porro, D.; Mattanovich, D. Improvement of Lactic Acid Production in Saccharomyces Cerevisiae by Cell Sorting for High Intracellular PH. Appl. Environ. Microbiol. 2006, 72, 5492–5499. [Google Scholar] [CrossRef]
- Index Mundi Lime Prices in the United States. Available online: https://www.indexmundi.com/en/commodities/minerals/lime/lime_t5.html (accessed on 10 November 2018).
- Painuly, G. Methanol Prices Skyrocket by 180% Over Last Year. Available online: www.costinsights.com/methanol-prices-skyrocket (accessed on 12 December 2018).
- Vasco-Correa, J.; Khanal, S.; Manandhar, A.; Shah, A. Anaerobic Digestion for Bioenergy Production: Global Status, Environmental and Techno-Economic Implications, and Government Policies. Bioresour. Technol. 2018, 247, 1015–1026. [Google Scholar] [CrossRef]
- Intelligen Inc. SuperPro Designer Software Version 13. Available online: https://www.intelligen.com/superpro_overview.html (accessed on 11 March 2020).
- Statista Average Price of Crude Gypsum on a Free-on Board (FOB) Mine Basis in the U.S. from 2007 to 2017 (in U.S. Dollars per Metric Ton). Available online: www.statista.com/statistics/219363/wallboard-products-crude-price-in-the-us/ (accessed on 21 December 2018).
- Laquatra, J.; Pierce, M.R. Waste Management at the Construction Site. Cornell Coop. Ext. 2002, 1, 281–300. [Google Scholar]
- Belyea, R.L.; Rausch, K.D.; Tumbleson, M.E. Composition of Corn and Distillers Dried Grains with Solubles from Dry Grind Ethanol Processing. Bioresour. Technol. 2004, 94, 293–298. [Google Scholar] [CrossRef]
- Davis, R.; Tao, L.; Tan, E.C.D.; Biddy, M.J.; Beckham, G.T.; Scarlata, C.; Jacobson, J.; Cafferty, K.; Ross, J.; Lukas, J.; et al. Process Design and Economics for the Conversion of Lignocellulosic Biomass to Hydrocarbons: Dilute-Acid and Enzymatic Deconstruction of Biomass to Sugars and Biological Conversion of Sugars to Hydrocarbons; NREL/TP-5100-60223; National Renewable Energy Lab.: Golden, CO, USA, 2013.
- Moreno, A.D.; Olsson, L. Pretreatment of Lignocellulosic Feedstocks. In Extremophilic Enzymatic Processing of Lignocellulosic Feedstocks to Bioenergy; Sani, R.K., Krishnaraj, R.N., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 31–52. ISBN 978-3-319-54684-1. [Google Scholar]
- Uppugundla, N.; da Costa, S.L.; Chundawat, S.P.S.; Yu, X.R.; Simmons, B.; Singh, S.; Gao, X.D.; Kumar, R.; Wyman, C.E.; Dale, B.E.; et al. A Comparative Study of Ethanol Production Using Dilute Acid, Ionic Liquid and AFEX Pretreated Corn Stover. Biotechnol. Biofuels 2014, 7, 72. [Google Scholar] [CrossRef]
- Lloyd, T.A.; Wyman, C.E. Combined Sugar Yields for Dilute Sulfuric Acid Pretreatment of Corn Stover Followed by Enzymatic Hydrolysis of the Remaining Solids. Bioresour. Technol. 2005, 96, 1967–1977. [Google Scholar] [CrossRef]
- Qin, L.; Liu, Z.-H.; Li, B.-Z.; Dale, B.E.; Yuan, Y.-J. Mass Balance and Transformation of Corn Stover by Pretreatment with Different Dilute Organic Acids. Bioresour. Technol. 2012, 112, 319–326. [Google Scholar] [CrossRef]
- Kazi, F.K.; Fortman, J.A.; Anex, R.P.; Hsu, D.D.; Aden, A.; Dutta, A.; Kothandaraman, G. Techno-Economic Comparison of Process Technologies for Biochemical Ethanol Production from Corn Stover. Fuel 2010, 89, S20–S28. [Google Scholar] [CrossRef]
- Baral, N.R.; Shah, A. Comparative Techno-Economic Analysis of Steam Explosion, Dilute Sulfuric Acid, Ammonia Fiber Explosion and Biological Pretreatments of Corn Stover. Bioresour. Technol. 2017, 232, 331–343. [Google Scholar] [CrossRef]
- Zhang, M.; Su, R.; Qi, W.; He, Z. Enhanced Enzymatic Hydrolysis of Lignocellulose by Optimizing Enzyme Complexes. Appl. Biochem. Biotechnol. 2010, 160, 1407–1414. [Google Scholar] [CrossRef]
- Lin, Z.X.; Zhang, H.M.; Ji, X.J.; Chen, J.W.; Huang, H. Hydrolytic Enzyme of Cellulose for Complex Formulation Applied Research. Appl. Biochem. Biotechnol. 2011, 164, 23–33. [Google Scholar] [CrossRef]
- Abdel-Rahman, M.A.; Tashiro, Y.; Sonomoto, K. Lactic Acid Production from Lignocellulose-Derived Sugars Using Lactic Acid Bacteria: Overview and Limits. J. Biotechnol. 2010, 156, 286–301. [Google Scholar] [CrossRef] [PubMed]
- Filachione, E.M.; Fisher, C.H. Purification of Lactic Acid. Ind. Eng. Chem. 1946, 38, 228–232. [Google Scholar] [CrossRef]
- Trading Economics United State Inflation Rate. Available online: https://tradingeconomics.com/united-states/inflation-cpi (accessed on 12 December 2018).
- Shah, A.; Darr, M.J.; Webster, K.; Hoffman, C. Outdoor Storage Characteristics of Single-Pass Large Square Corn Stover Bales in Iowa. Energies 2011, 4, 1687–1695. [Google Scholar] [CrossRef]
- Baral, N.R.; Shah, A. Techno-Economic Analysis of Cellulosic Butanol Production from Corn Stover through Acetone-Butanol-Ethanol Fermentation. Energy Fuels 2016, 30, 5779–5790. [Google Scholar] [CrossRef]
- Munagala, M.; Shastri, Y.; Nalawade, K.; Konde, K.; Patil, S. Life Cycle and Economic Assessment of Sugarcane Bagasse Valorization to Lactic Acid. Waste Manag. 2021, 126, 52–64. [Google Scholar] [CrossRef] [PubMed]
- Gonzalez, M.I.; Alvarez, S.; Riera, F.; Alvarez, R. Economic Evaluation of an Integrated Process for Lactic Acid Production from Ultrafiltered Whey. J. Food Eng. 2007, 80, 553–561. [Google Scholar] [CrossRef]
- Marchesan, A.N.; Leal Silva, J.F.; Maciel Filho, R.; Wolf Maciel, M.R. Techno-Economic Analysis of Alternative Designs for Low-PH Lactic Acid Production. ACS Sustain. Chem. Eng. 2021, 9, 12120–12131. [Google Scholar] [CrossRef]
- Li, Y.; Bhagwat, S.S.; Cortés-Peña, Y.R.; Ki, D.; Rao, C.V.; Jin, Y.-S.; Guest, J.S. Sustainable Lactic Acid Production from Lignocellulosic Biomass. ACS Sustain. Chem. Eng. 2021, 9, 1341–1351. [Google Scholar] [CrossRef]
- Wright, M.M.; Satrio, J.; Brown, R.C.; Daugaard, D.E. Techno-Economic Analysis of Biomass Fast Pyrolysis to Transportation Fuels; Technical Report NREL/TP-6A20-46586; National Renewable Energy Laboratory: Golden, CO, USA, 2010.
- Jones, S.; Meyer, P.; Snowden-Swan, L.; Padmaperuma, A.; Tan, E.; Dutta, A.; Jacobson, J.; Cafferty, K. Process Design and Economics for the Conversion of Lignocellulosic Biomass to Hydro-Carbon Fuels: Fast pyrolysis and Hydrotreating Bio-Oil Pathway; Technical Report PNNL-23053\NREL/TP-5100-61178; OSTI: Albuquerque, NM, USA, 2013.





| Time Parameters | Values | Capital Investment Parameters (Contd.) | Values |
|---|---|---|---|
| Analysis year a | 2022 | Buildings (% of PC) [62] | 45 |
| Year construction starts a | 2022 | Yard improvement (% of PC) [62] | 15 |
| Construction period (months) | 18 | Auxiliary facilities (% of PC) [62] | 40 |
| Start-up period (months) | 12 | Plants’ indirect cost parameters | |
| Project lifetime (years) | 30 | Engineering [62] | 20 |
| Inflation rate (%) b | 2.2 | Construction [62] | 20 |
| Financing parameters | Contractor’s fees [62] | 5 | |
| Equity (%) | 40 | Contingencies [62] | 10 |
| Loan term (years) | 12 | Annual operating cost parameters | Values |
| Loan interest (%) [50] | 8 | Facility dependent costs | |
| Depreciation method [50] | Straight line | Equipment maintenance (% of PC) [62] | 10 |
| Depreciation period (years) [50] | 15 | Insurance (% of DFC) [62] | 1 |
| Income tax rate (%) [50] | 40 | Local taxes (% of DFC) [62] | 2 |
| Capital investment parameters | Overhead expense (% of DFC) [62] | 5 | |
| Plants’ direct fixed costs (DFC) parameters | Labor rate (USD/h) [62] | 57 | |
| Process piping (% of total equipment purchase cost (PC)) [62] | 35 | Utilities costs | |
| Instrumentation (% of PC) [62] | 40 | Electricity (USD/kWh) [62] | 0.07 |
| Insulation (% of PC) [62] | 5 | Steam (USD/t) [62] | 12 |
| Electrical (% of PC) [62] | 10 | Cooling water (USD/t) [62] | 0.05 |
| Pathways | Bacteria | Fungi | Yeast | |||
|---|---|---|---|---|---|---|
| Feedstock | Corn Stover | Miscanthus | Corn Stover | Miscanthus | Corn Stover | Miscanthus |
| Electricity (kWh/h) | ||||||
| Feedstock preparation | 514 | 454 | 504 | 450 | 535 | 466 |
| Pretreatment | 1140 | 1013 | 1119 | 1005 | 1187 | 1041 |
| Fermentation | 3900 | 3694 | 4780 | 4315 | 3881 | 3390 |
| Recovery and purification | 527 | 484 | 520 | 479 | 304 | 279 |
| Stillage utilization | 3082 | 2551 | 2903 | 2269 | 2866 | 2846 |
| Total amount of electricity used | 9162 | 8196 | 9828 | 8519 | 8773 | 8023 |
| Total electricity produced | 6360 | 4870 | 6040 | 4750 | 7200 | 5420 |
| Steam (t/h) | ||||||
| Feedstock preparation | - | - | - | - | - | - |
| Pretreatment | 18.7 | 16.6 | 18.4 | 16.4 | 19.5 | 17.0 |
| Fermentation | - | - | - | - | - | - |
| Recovery and purification | 195.5 | 179.5 | 193.2 | 178.2 | 182.3 | 164.0 |
| Stillage utilization | 1.3 | 1.1 | 1.2 | 0.9 | 1.0 | 1.3 |
| Total amount of steam used | 215.5 | 197.1 | 212.8 | 195.4 | 202.8 | 182.2 |
| Total steam produced | 33.7 | 26.3 | 32.1 | 25.7 | 37.9 | 29.0 |
| Cooling water (t/h) | ||||||
| Feedstock preparation | - | - | - | - | - | - |
| Pretreatment | 448.9 | 398.9 | 440.9 | 395.7 | 467.4 | 409.9 |
| Fermentation | 402.8 | 373.3 | 438.2 | 394.6 | 370.6 | 324.3 |
| Recovery and purification | 3373.0 | 3280.5 | 3359.8 | 3272.0 | 2826.5 | 2717.6 |
| Stillage utilization | 262.0 | 216.7 | 246.7 | 192.8 | 243.6 | 241.9 |
| Total amount of cooling water used | 4486.6 | 4269.5 | 4485.5 | 4255.1 | 3908.0 | 3693.6 |
| Pathways | Bacteria | Fungi | Yeast | |||
|---|---|---|---|---|---|---|
| Feedstock | Corn Stover | Miscanthus | Corn Stover | Miscanthus | Corn Stover | Miscanthus |
| Feedstock preparation | 2489 | 2489 | 2489 | 2489 | 2489 | 2489 |
| Pretreatment | 22,383 | 22,383 | 22,383 | 22,383 | 22,383 | 22,383 |
| Fermentation | 23,166 | 23,422 | 24,763 | 24,595 | 23,488 | 23,278 |
| Recovery and purification | 26,219 | 26,219 | 26,219 | 26,219 | 22,629 | 22,629 |
| Stillage utilization | 7605 | 7605 | 7605 | 7605 | 7605 | 7605 |
| Total labor | 81,862 | 82,118 | 83,459 | 83,291 | 78,594 | 78,384 |
| Pathways | Bacteria | Fungi | Yeast | |||
|---|---|---|---|---|---|---|
| Feedstock | Corn Stover | Miscanthus | Corn Stover | Miscanthus | Corn Stover | Miscanthus |
| Unit production cost (USD/t) | 1281 | 1136 | 1279 | 1137 | 1033 | 894 |
| Revenues (USD/t) | 69 | 53.7 | 66.0 | 52.4 | 78.4 | 60.0 |
| Minimum selling price (USD/t) | 1390 | 1243 | 1392 | 1250 | 1123 | 993 |
| Gross margin (%) | 12.2 | 12.4 | 12.3 | 12.4 | 14.0 | 15.1 |
| Return on investment (%) | 13.2 | 13.2 | 13.2 | 13.2 | 13.2 | 13.3 |
| Payback period (years) | 7.6 | 7.6 | 7.6 | 7.6 | 7.6 | 7.6 |
| Net present value (million USD) | 78.9 | 70.9 | 80.0 | 73.7 | 75.3 | 71.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Manandhar, A.; Shah, A. Techno-Economic Analysis of the Production of Lactic Acid from Lignocellulosic Biomass. Fermentation 2023, 9, 641. https://doi.org/10.3390/fermentation9070641
Manandhar A, Shah A. Techno-Economic Analysis of the Production of Lactic Acid from Lignocellulosic Biomass. Fermentation. 2023; 9(7):641. https://doi.org/10.3390/fermentation9070641
Chicago/Turabian StyleManandhar, Ashish, and Ajay Shah. 2023. "Techno-Economic Analysis of the Production of Lactic Acid from Lignocellulosic Biomass" Fermentation 9, no. 7: 641. https://doi.org/10.3390/fermentation9070641
APA StyleManandhar, A., & Shah, A. (2023). Techno-Economic Analysis of the Production of Lactic Acid from Lignocellulosic Biomass. Fermentation, 9(7), 641. https://doi.org/10.3390/fermentation9070641