Abstract
Alcoholic fermentations were performed, adapting the technology to exploit the residual thermal energy (hot water at 83–85 °C) of a cogeneration plant and to valorize agricultural wastes. Substrates were apple, kiwifruit, and peaches wastes; and corn threshing residue (CTR). Saccharomyces bayanus was chosen as starter yeast. The fruits, fresh or blanched, were mashed; CTR was gelatinized and liquefied by adding Liquozyme® SC DS (Novozymes, Dittingen, Switzerland); saccharification simultaneous to fermentation was carried out using the enzyme Spirizyme® Ultra (Novozymes, Dittingen, Switzerland). Lab-scale static fermentations were carried out at 28 °C and 35 °C, using raw fruits, blanched fruits and CTR, monitoring the ethanol production. The highest ethanol production was reached with CTR (10.22% (v/v) and among fruits with apple (8.71% (v/v)). Distillations at low temperatures and under vacuum, to exploit warm water from a cogeneration plant, were tested. Vacuum simple batch distillation by rotary evaporation at lab scale at 80 °C (heating bath) and 200 mbar or 400 mbar allowed to recover 93.35% (v/v) and 89.59% (v/v) of ethanol, respectively. These results support a fermentation process coupled to a cogeneration plant, fed with apple wastes and with CTR when apple wastes are not available, where hot water from cogeneration plant is used in blanching and distillation phases. The scale up in a pilot plant was also carried out.
1. Introduction
The rising demand for renewable energy sources induced the development of new technologies to produce biofuels [1,2]. Among them, microbial biotechnologies have been largely developed, allowing the development and production of several different biofuels, also using effluents and wastes as substrates: by this way, the costs of the processes are reduced, improving their economical competitiveness and simultaneously reducing the environmental load for wastes disposal [3,4].
Bioethanol can be used as a fuel, either pure or blended with gasoline (gasohol). In the United States, it is used as 10% solution in gasoline (E-10) while in Brazil it is used both blended (24% ethanol, 76% gasoline) and hydrated in flexible-fuel vehicles [5]. Others mixtures are E-15 (15% ethanol, 85% gasoline) and E-85 (85% ethanol e 15% gasoline). Bioethanol can also replace other additives, as octane boosters, in gasoline fuel, and ethanol–gasoline blend provides the highest brake power [6]. Other benefits come from using bioethanol as biofuel: it is totally biodegradable and sulphur free, and the products from its incomplete oxidation (acetic acid and acetaldehyde) are less toxic in comparison to other alcohols [7].
The raw materials that can be used for alcoholic fermentations are sugar crops (sugar cane, sugar beet and sorghum, fruits), starchy crops (corn, wheat and barley), and cellulosic crops (stems, leaves, trunks, branches, husks), the latter needing a pre-treatment to make fermentation possible. They vary in relation to geographic areas: corn is generally used in USA and China, while in tropical areas (India, Brazil, Colombia) sugar cane is more diffused [8]. Nowadays, the use of ligno-cellulosic biomasses, as forest management residues, food industry wastes, or specific plants, is expanding [9].
Among fruits, grape fermentation is well known worldwide; other fruit fermentation is typical of peculiar areas. Apple (Malus domestica) fermentation product is called cider and it is typical of the United Kingdom, France, Spain, Germany, Ireland, The Netherlands, Finland, and Switzerland. The alcoholic fermentation of peach (Prunus persica) and kiwifruit (Actinidia chinensis) is extremely rare [10,11], but possible due to the sugar content of these fruits. Until now, the fermentation of these fruits has mainly been addressed for nutritional uses; bioethanol destination is less diffused, due to ethical and economical considerations; however, much of fruit residue that is disposed as waste could become low cost substrates for bio ethanol production.
Starch from starchy crops, such as cereals, to become fermentable needs a pre-treatment composed of three steps: gelatinization, to allow the starch to lose its crystallinity and become an amorphous gel; liquefaction, where starch is hydrolyzed to dextrins by an alfa-amylase and viscosity is reduced; and saccharification, where a gluco-amylase is added to convert dextrins to glucose [12,13,14]. Saccharification can be managed to be simultaneous to fermentation: this makes the glucose gradually available to microorganisms and reduces contamination risks, process duration, and costs [15,16].
The microorganisms chosen for alcoholic fermentation are usually yeasts, mainly belonging to Saccharomyces genus. The preferred characteristics for industrial bioethanol production are: high ethanol yield; high ethanol tolerance; high ethanol productivity (>5.0 g/L/h); aptitude to grow in simple, inexpensive, and undiluted media; aptitude to grow in presence of inhibitors, at low pH, or high temperature [17]. S. cerevisiae is usually considered the typical yeast of wine and cider fermentations; among other species of the genus Saccharomyces, S. bayanus—characterized by high ethanol tolerance—is used for the production of wine, sparkling wines, and cider, and it can also be used in industrial applications for bioethanol production [18].
The temperature is a fundamental parameter of the fermentation process. According to some authors, the ethanol production increases with increasing temperature [14], under a limit above which the production rate decreases, because high temperatures can become a stress factor for micro-organisms. The temperatures that allow a good microbial growth and a good ethanol yield generally range between 20 and 35 °C. As fermentation is an exergonic process, particular attention is required for fermentation temperature control [5]. Then, to maximize the ethanol yield, yeast strains resistant to high temperatures should be chosen [19]; this is the best choice for bioethanol production, allowing high yields and low costs, while it could be unsuitable for fermentations aimed to reach alcoholic beverages, because sensory properties could be compromised [20,21].
The fermentation duration must also be chosen to obtain an adequate microbial growth and ethanol yield, taking into account that the shorter the duration is, the lower the costs are. The study of the microbial growth and ethanol production kinetics in relation to the substrate allows the identification of the correct duration of the fermentation process, also in consideration of volumetric productivity (g/L/h), both in batch and in continuous fermentations.
The distillation of ethanol formed during fermentation from ethanol-water solution will lead finally to production of hydrous (azeotropic) ethanol (theoretical maximum achievable 95.5% wt. ethanol and 4.5% water). To remove the remaining water, special processes are required to reach anhydrous ethanol, that include: chemical dehydration process, dehydration by vacuum distillation process, azeotropic distillation process, extractive distillation processes, membrane processes, adsorption processes, and diffusion distillation process [22]. The evaluation of the energy balance of bioethanol production reveals that most of the energy is required for the distillation, also because of the low concentration of ethanol in the fermented broth [5]. Energy consumption can be reduced during distillation if lower heating is necessary; this can be reached using residual thermal energy from other processes to warm the fermented broth. Moreover, distillations carried out under vacuum enable good ethanol yields even at lower temperatures. The aim of this study was to evaluate the exploitation of the residual thermal energy of a cogeneration plant, producing residual hot water from plant chilling systems, in downstream phases of the fermentation process, by warming the fermented broth with the hot water of the cogeneration plant; vacuum distillation was also tested at temperatures lower than that usually employed in traditional simple batch distillation plants. The possible role of fruit blanching pretreatment, carried out with the hot water from the cogeneration plant—mainly aimed at facilitating the grinding phase and reducing contaminations during alcoholic fermentation—was also tested. Moreover, to further reduce the costs of the process, agricultural wastes were checked as feedstock for fermentations: unmarketable residues of apple, kiwifruit, peaches, and corn threshing residue (CTR). Saccharomyces bayanus, characterized by high ethanol tolerance and largely used in cider fermentation, has been chosen as starter. The results obtained support the feasibility of a fermentation process, coupled to a cogeneration plant, fed throughout the year with apple wastes, when available, and with CTR when apple wastes are unavailable, where residual thermal energy from a cogeneration plant is used in fruit blanching and in distillation phases.
2. Materials and Methods
2.1. Strain and Culture Media
Fermentation medium was inoculated with a Saccharomyces bayanus commercial strain (Zymoferm Bayanus, Chimica FRANKE, Susa, Torino, Italy). The starter cultures were prepared by inoculating the yeast in 100 mL of YEPD (yeast extract 1%, bacto-peptone 2%, glucose 2%) and incubating it at 25 °C under static conditions in an incubation chamber for 24 h.
The unmarketable residues of apples, kiwifruits, and peaches were cut and ground separately for 2 min (Tables S1 and S2: raw material characterization). The mash obtained from each fruit was stored at −20 °C. Samples of the same fruits were blanched in boiling water: the apples and the peaches for 15 min, the kiwi for 5 min, then the fruits were cut and ground for 2 min and the mash obtained from each fruit stored at −20 °C. The concentrations of sugars (glucose and fructose) were determined in raw materials to check the homogeneity of starting conditions, and throughout the fermentations, to check the trend of fermentation and sugar consumption (Table S2), by d-Fructose/d-Glucose Assay Kit and Ethanol Assay Kit (Megazyme, Bray, Co., Wicklow, Ireland).
The CTR was milled and water was added to the flour in order to obtain a mash 30% w/v powder/water ratio. The gelatinization was conducted for 4 h at 85 °C until the complete water absorption. For the liquefaction the Liquozyme® SC DS (Novozymes, Dittingen, Switzerland) was added (0.020% weight of enzyme/dried weight of CTR). The saccharification was carried out at the same time as the fermentation by adding Spirizyme® Ultra (Novozymes, Dittingen, Switzerland) (0.030% weight of enzyme/dried weight of RTC). Starch concentration was analyzed by Kit Total Starch (Megazyme, Bray, Co., Wicklow, Ireland) (Table S3: CTR characterization).
2.2. Fermentations
Lab-scale batch fermentations were carried out on 600 g mash of each kind of fruit and of liquefied CTR, that were inoculated with the starter yeast culture (1 × 106 cell/g of substrate), in 1 liter flask, under static conditions, at 28 and 35 °C. Samples were taken at 24, 48, 72, 96, and 168 h to quantify ethanol production.
Batch and semi-continuous fermentations were also carried out with liquefied CTR and with an apple:kiwifruit 1:1 mix, the latter in a 2 L flask filled with 1200 g mashed fruits, inoculated with the starter yeast culture (1 × 106 cell/g of substrate) and incubated under static conditions at 35 °C. In semi-continuous fermentations, at 120 h, 400 g fermented substrate was withdrawn and substituted with fresh substrate; the same procedure was repeated every 48 h. Samples were withdrawn once a week after one, two, three, and four weeks to determine ethanol and residual sugars concentrations. The concentrations of ethanol were determined by Ethanol Assay Kit (Megazyme, Bray, Co., Wicklow, Ireland). All the assays were carried out in triplicate.
2.3. Downstream
In order to evaluate the amount of ethanol that can be recovered by evaporation/distillation under vacuum at low temperatures from the fermented fruit biomasses heated with the residual hot water from the plant chilling systems of a cogeneration plant, samples of fermented broth were distilled combining different temperatures to different vacuum levels. Temperatures were chosen lower than the temperature of the chilling water of cogeneration plant (83–85 °C). Different water bath temperatures and vacuum levels were obtained in a rotary evaporation system (Laborota 4000, Heidolph Instruments GmbH & Co, Schwabach, Germany). The combinations of temperature and pressure tested are shown in Table 1.

Table 1.
Assays of simple batch distillation of fermented broth in a rotary evaporation system: different temperatures and vacuum levels combinations and % ethanol recovered.
2.4. Scale-Up
Scale-up was done for apple and kiwi fruits, fresh or blanched, in a 1000 L thermostated fermenter, loaded with about 600 kg mashed fruits each time. Batch fermentations were carried out for five days under controlled temperature, lower than 35 °C. Exterior air-lock of the bioreactor was loaded with cold water during the fermentation, to avoid excessive warming, and with hot water (83–85 °C), coming from the cooling of the cogeneration plant, during the distillation phase. The same hot water from cogeneration plant was also used to blanch fruits during pretreatment, blanching at 80 °C for 5 min.
3. Results and Discussion
Lab scale fermentations were carried out in order to check the best conditions to reach high ethanol yields; as fruit wastes are available only seasonally, CTR was also evaluated. CTR is an agricultural residue that is easy to store and available throughout the whole year, then usable to supply the fermentation plant when fruit wastes are unavailable.
The ethanol concentrations checked throughout batch fermentations are reported in Figure 1.
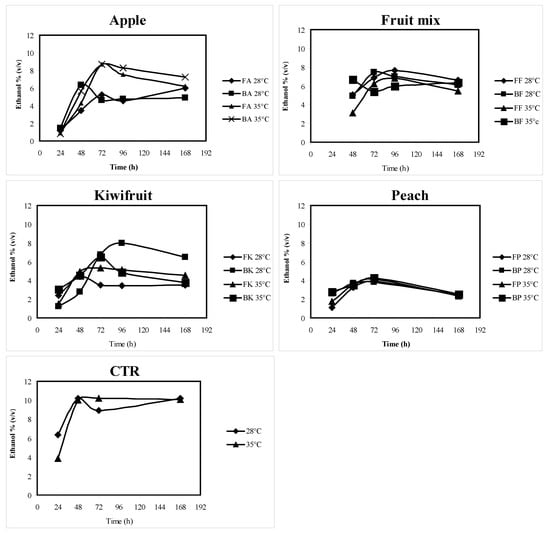
Figure 1.
Lab-scale batch fermentation trends. FA: fresh apple; BA: blanched apple; FK: fresh kiwifruit; BK: blanched kiwifruit; FP: fresh peach; BP: blanched peach; FF: fresh fruit mix; BF: blanched fruit mix; CTR: corn threshing residue.
Among fruits, the highest ethanol concentrations were reached with blanched fruits, at 35 °C for apple and peach, at 28 °C for kiwifruit and fruit mix. The apple showed, among fruits, the maximum ethanol concentration: 8.71 ± 0.83% (v/v). The kiwifruits produced 7.97 ± 0.39% (v/v) and peaches produced 4.26 ± 0.27% (v/v). The ethanol concentration produced from CTR was 10.22 ± 0.70% (v/v). Apples were shown to give the best ethanol production among the tested fruits, but kiwifruit also gave good results, while the amount of ethanol obtained from peach was low. CTR showed to be very suitable as substrate of fermentation for bioethanol production.
The ethanol productivity, expressed as g/L/h, is reported in Table 2.
Table 2.
Ethanol productivity (g/L/h) in batch fermentations. FA: fresh apple; BA: blanched apple; FK: fresh kiwifruit; BK: blanched kiwifruit; FP: fresh peach; BP: blanched peach; FF: fresh fruit mix; BF: blanched fruit mix; CTR: corn threshing residue.
The optimal duration of fermentation was three days for fruits, two days for CTR. A summary of the best selected batch fermentation conditions are reported in Table 3. The short fermentation duration contributes to the economical sustainability of the process.
Table 3.
Selection of best results from batch fermentations.
Semi-continuous fermentations can be sometimes preferred in industrial fermentations, due to several advantages, such as shorter induction times due to the suppression of the lag phase, better control of contaminations and higher yields; however, in our assays, semi-continuous fermentations gave lower productions of ethanol than batch fermentations (Table 4). Then, due to short duration and high yield, batch fermentations should be preferred to semi-continuous fermentations; batch fermentations are also suitable, taking into account that the fermentation plant should be fed with seasonally different substrates.
Table 4.
Ethanol concentration (% v/v) and productivity (g/L/h) in semi-continuous fermentations carried out at 35 °C. BF: blanched fruit mix (apple:kiwifruit 1:1); CTR: residue of threshing of corn.
Scale-up fermentations were carried out with the best conditions selected from the lab-scale fermentations, with blanched apple and kiwifruit. As fruits were ground after blanching at 80 °C, it was necessary to cool down the temperature at the start and throughout the whole fermentation to maintain it lower than 35 °C. An average ethanol concentration of 6.58% and an ethanol productivity of 0.30 g/L/h were obtained with apple (three replications), while with kiwifruit no ethanol production was detected, even if sugars (glucose and fructose) were completely exhausted at the end of the fermentation; a possible explanation could be that an aerobic respiratory catabolism from contaminating microorganisms predominated, preventing yeast growth.
The product of a batch apple fermentation (626 kg, 6.44% ethanol concentration at the end of fermentation) was used to test the ethanol yield that can be reached with distillations at low temperatures. The results of the distillation tests carried out under controlled conditions, at atmospheric pressure and under vacuum, are reported in Table 1. Temperatures of heating water bath ≤80 °C were tested to reproduce the conditions of warming obtained with the hot water coming from the chilling system of a cogeneration plant. The ethanol yielded at 80 °C at atmospheric pressure was only 43.4%, while the yield augmented to 89.59% under vacuum at 400 mbar; a further increase to 93.35% was obtained, raising the vacuum until 200 mbar. A strong pressure decrease (175 mbar) was not sufficient to produce an improvement of ethanol recovery at 60 °C.
In scale-up assay, 47.53% of the produced ethanol was recovered (19.16 L distilled from 40.31 L produced) with distillation at air pressure, warming the whole tank at the end of fermentation with 85 °C hot water. The use of residual hot water from the cogeneration plant allows an energy saving, in each batch fermentation, of 28,000 kcal for warming 500 kg fermented biomass from 35 to 85 °C, and of 6000 kcal to maintain the same biomass at 85 °C during a 12 h distillation; this corresponds to 1775 kcal saved per liter of ethanol produced. If distillation is applied under vacuum, distilled ethanol recovered would rise to 37.49 L; energy consumption for vacuum production would be 2438 kcal per fermentation, then the global energy saving would decrease from 34,000 to 31,562 kcal, but considering the higher distilled ethanol recovery, the energy saved per liter of ethanol would be 842 kcal.
4. Conclusions
Several aspects of the production of bioethanol from fruit wastes using the residual heat from chilling water of a cogeneration plant make this process highly suitable for its environmental sustainability. In fact, an alternative to disposal of residual biomasses with high carbon load valorizes them, transforming agricultural wastes in co-products; the use of hot chilling water of a cogeneration plant allows to reduce the energy consumption needed for distillation, contemporarily reducing the environmental impact due to heat dispersal from the cogeneration plant; bioethanol, that can be used as a biofuel, is a renewable energy source.
Among the tested fruits, apple showed the best performances. The possibility to feed the fermentation plant with CTR when fruit wastes are unavailable guarantees functionality throughout the whole year and the economical sustainability of the plant.
Supplementary Materials
The following are available online at www.mdpi.com/2311-5637/3/2/24/s1.
Acknowledgments
This project was financed by the Piedmont Region (Italy) under the FEASR Program (Assessorato Agricoltura, Foreste, Caccia e Pesca, Direzione Agricoltura, PSR 2007-2013, Misura 124 Azione 1). We acknowledge Marco Sola (TAS s.r.l, Ceresole d’Alba (CN) Italy) for kind cooperation during scale-up assays, and Giancarlo Bourlot (Piedmont Region) for helpfulness during the whole project steps.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Licht’s, F.O. World Ethanol and Biofuels Report; Informa PLC: London, UK, 2016. [Google Scholar]
- European Commission. Final report of the Biofuel Research Advisory Council, 2006: Biofuels in the European Union. A Vision for 2030 and Beyond; EUR 22066; Office for Official Publications of the European Communities: Brussels, Belgium, 2006; ISBN 92-79-01748-9. ISSN 1018-5593. [Google Scholar]
- Passoth, V. Molecular Mechanisms in Yeast Carbon Metabolism: Bioethanol and Other Biofuels. In Molecular Mechanisms in Yeast Carbon Metabolism; Piškur, J., Compagno, C., Eds.; Springer-Verlag: Berlin/Heidelberg, Germany, 2014; 43p. [Google Scholar]
- Zoppellari, F.; Bardi, L. Production of bioethanol from effluents of the dairy industry by Kluyveromyces marxianus. New Biotechnol. 2013, 30, 607–613. [Google Scholar] [CrossRef] [PubMed]
- Zabed, H.; Faruq, G.; Sahu, J.N.; Azirun, M.S.; Hashim, R.; Boyce, A.N. Bioethanol production from fermentable sugar juice. Sci. World J. 2014, 12, 957102. [Google Scholar] [CrossRef] [PubMed]
- Elfasakhany, A. Investigations on the effects of ethanol–methanol–gasoline blends in a spark-ignition engine: Performance and emissions analysis. Eng. Sci. Technol. 2015, 18, 713–719. [Google Scholar] [CrossRef]
- Minteer, S. Alcoholic Fuels; Taylor & Francis: New York, NY, USA, 2006; 265p. [Google Scholar]
- Cheng, J.J.; Timilsina, G.R. Status and barriers of advanced biofuel technologies: A review. Renew. Energy 2011, 36, 3541–3549. [Google Scholar] [CrossRef]
- Banerjee, S.; Mudliar, S.; Sen, R.; Giri, L.; Satpute, D.; Chakrabarti, T.; Pandey, R.A. Commercializing lignocellulosic bioethanol: Technology bottlenecks. Biofuels Bioprod. Biorefining 2010, 4, 77–93. [Google Scholar] [CrossRef]
- Ucuncu, C.; Tari, C.; Demir, H.; Oguz Buyukkileci, A.; Ozen, B. Dilute-Acid Hydrolysis of Apple, Orange, Apricot and Peach Pomaces as Potential Candidates for Bioethanol Production. J. Biobased Mater. Bioenergy 2013, 7, 1–14. [Google Scholar] [CrossRef]
- Edwards, M.C.; Williams, T.; Pattathil, S.; Hahn, M.G.; Doran-Peterson, J. Fermentation, Cell Culture and Bioengineering Replacing a suite of commercial pectinases with a single enzyme, pectate lyase B, in Saccharomyces cerevisiae fermentations of cull peaches. J. Ind. Microbiol. Biotechnol. 2014. [Google Scholar] [CrossRef] [PubMed]
- Verardi, A.; Blasi, A.; Molino, A.; Albo, L.; Calabrò, V. Improving the Enzymatic Hydrolysis of Saccharum Officinarum L. Bagasse by Optimizing Mixing in a Stirred Tank Reactor: Quantitative Analysis of Biomass Conversion. Fuel Process. Technol. 2016, 149, 15–22. [Google Scholar] [CrossRef]
- Amelio, A.; van der Bruggen, B.; Lopresto, C.; Verardi, A.; Calabrò, V. Pervaporation Membrane Reactors: Biomass conversion into alcohols. In Membrane Technologies for Biorefining; Figoli, A., Cassano, A., Basile, A., Eds.; Elsevier Ltd.: Duxford, UK, 2016; pp. 331–381. ISBN 978-0-08-100451-7. [Google Scholar]
- Xu, Z.; Huang, F. Pretreatment Methods for Bioethanol Production. Appl. Biochem. Biotechnol. 2014, 174, 43–62. [Google Scholar] [CrossRef] [PubMed]
- Bothast, R.J.; Schlicher, M.A. Biotechnological processes for conversion of corn into ethanol. Appl. Microbiol. Biotechnol. 2005, 67, 19–25. [Google Scholar] [CrossRef] [PubMed]
- Lee, S. Ethanol from corn. In Handbook of Alternative Fuel Technologies; Lee, S., Speight, J.G., Loyalka, S.K., Eds.; CRC Press: Boca Raton, FL, USA, 2007; pp. 323–341. [Google Scholar]
- López-Malo, M.; Querol, A.; Guillamon, J.M. Metabolomic comparison of Saccharomyces cerevisiae and the cryotolerant species S. bayanus var. uvarum and S. kudriavzevii during wine fermentation at low temperature. PLoS ONE 2013, 8, e60135. [Google Scholar] [CrossRef] [PubMed]
- Publicover, K.; Caldwell, T.; Harcum, S.W. Biofuel ethanol production using Saccharomyces bayanus, the champagne yeast. In Proceedings of the 32nd Symposium on Biotechnology for Fuels and Chemicals, Clearwater Beach, FL, USA, 19–22 April 2010; pp. 11–34. [Google Scholar]
- Verardi, A.; De Bari, I.; Ricca, E.; Calabrò, V. Hydrolysis of Lignocellulosic Biomass: Current Status of Processes and Technologies and Future Perspectives; Lima, M.A.P., Ed.; InTech: Rijeka, Croatia, 2012; pp. 95–122. [Google Scholar]
- Rose, A.H.; Harrison, J.S. The yeasts. Volume III: Metabolism and Physiology of Yeasts, 2nd ed.; Academic Press Limited: London, UK, 1989. [Google Scholar]
- Mallouchos, A.; Komaitis, M.; Koutinas, A.; Kanellaki, M. Wine fermentations by immobilized and free cells at different temperatures: Effect of immobilization and temperature on volatile by-products. Food Chem. 2003, 80, 109–113. [Google Scholar] [CrossRef]
- Kumar, S.; Singh, N.; Prasad, R. Anhydrous ethanol: A renewable source of energy. Renew. Sustain. Energy 2010, 14, 1830–1844. [Google Scholar] [CrossRef]
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).