
Process Optimization and Analysis of Product Quality of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria


Abstract
1. Introduction
2. Materials and Methods
2.1. Pretreatment of Raw Materials
2.2. Starter Cultures Preparation
2.3. Design of Single-Factor Experiments
2.4. Plackett–Burman Experiments
2.5. Box–Behnken Response Surface Experiments
2.6. Sensory Evaluation
2.7. Viable Counting Method of LAB
2.8. Quality Evaluation of Fermented Blueberry Corn Peptides with Mixed Lactic Acid Bacteria
2.8.1. Determination of Physical and Chemical Indicators
2.8.2. Determination of Active Ingredients
2.8.3. Determination of Antioxidant Activity
2.9. Data Processing
3. Results and Discussion
3.1. Single-Factor Tests
3.1.1. Effect of the Fermentation Strain Ratio on the Quality of Fermented Blueberry and Corn Peptide
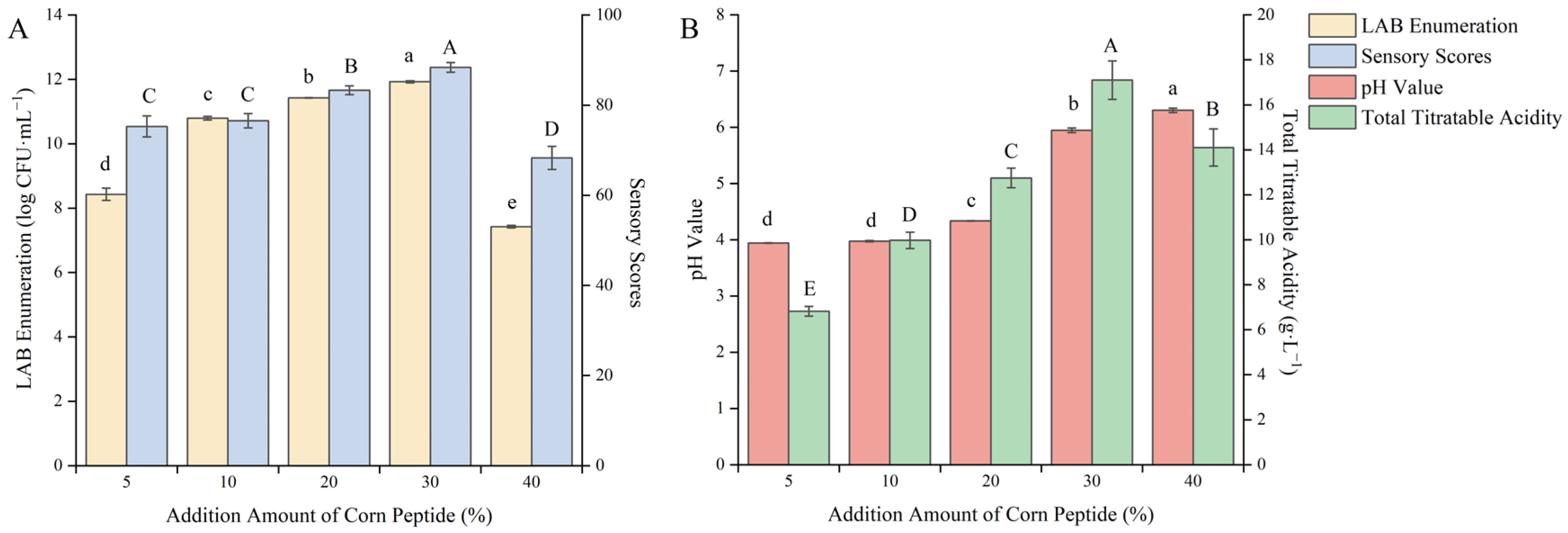
3.1.2. Effect of Corn Peptide Addition on the Quality of Fermented Blueberry Corn Peptide
3.1.3. Effect of the Addition of Blueberry Juice on the Quality of Fermented Blueberry Corn Peptide
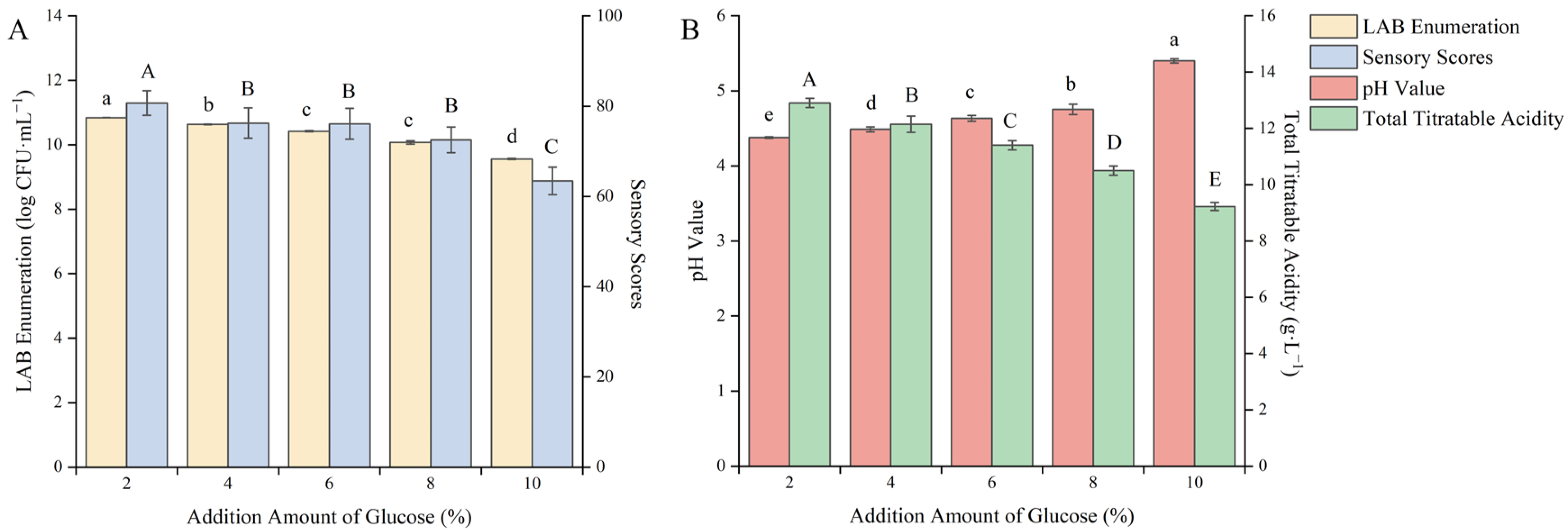
3.1.4. Effect of Glucose Addition on the Quality of Fermented Blueberry Corn Peptides
3.1.5. Effect of Fermentation Temperature on the Quality of Fermented Blueberry Corn Peptides
3.1.6. Effect of Fermentation Time on the Quality of Fermented Blueberry Corn Peptides
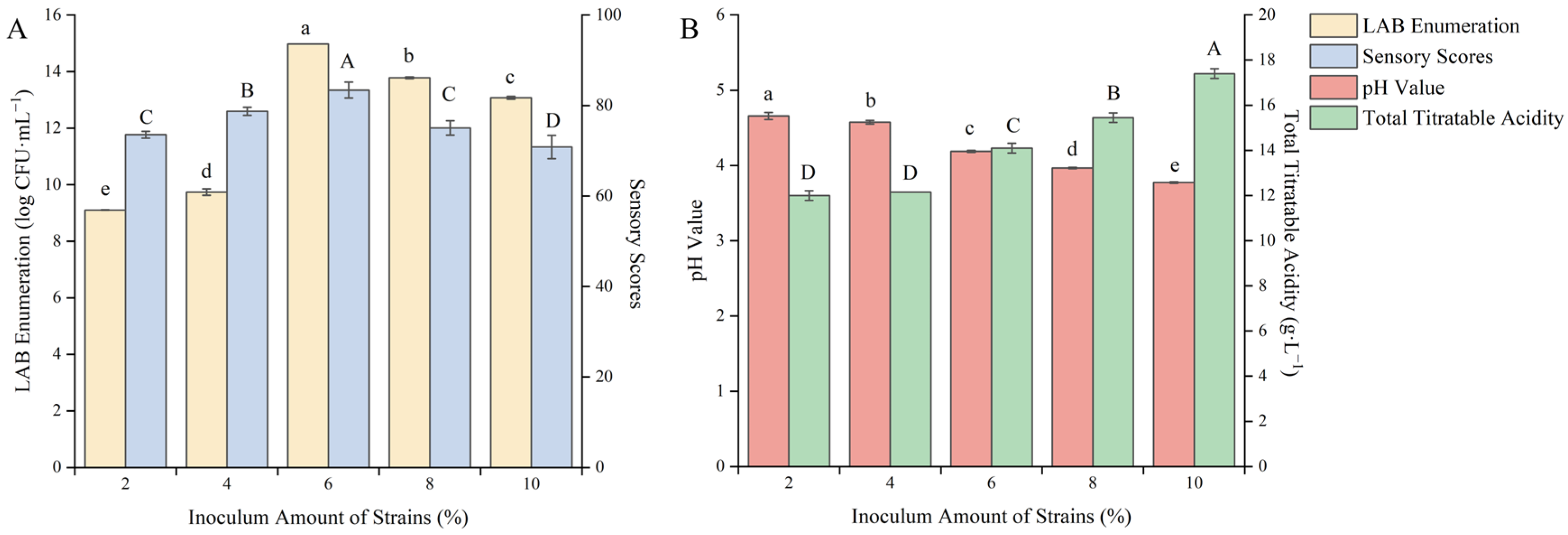
3.1.7. Effect of the Fermentation Strain Inoculum on the Quality of Fermented Blueberry Corn Peptides
3.2. Plackett–Burman Design
3.3. Response Surface Methodology
3.3.1. Analysis of Fermentation Condition Response Surface Regression Model
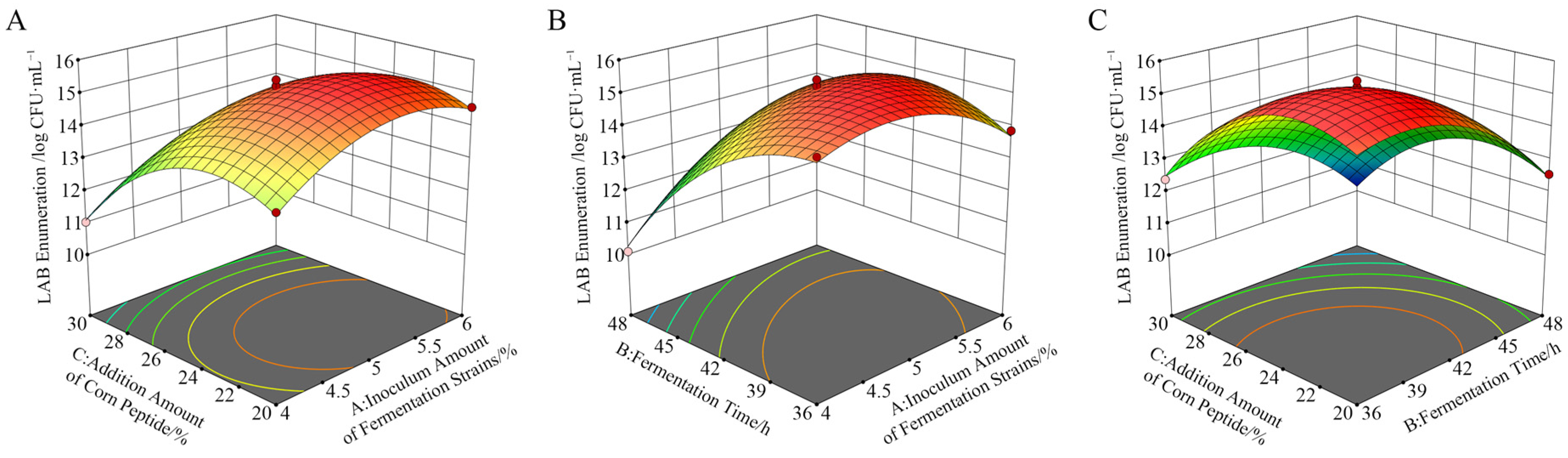
3.3.2. Response Surface Methodology Interaction Analysis
3.4. Quality Evaluation of Lactobacillus Fermented Blueberry Corn Peptides
3.4.1. Determination of Physical and Chemical Indicators of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria
3.4.2. Determination of the Active Ingredients of Blueberry Corn Peptides Fermented with Mixed Lactic Acid Bacteria
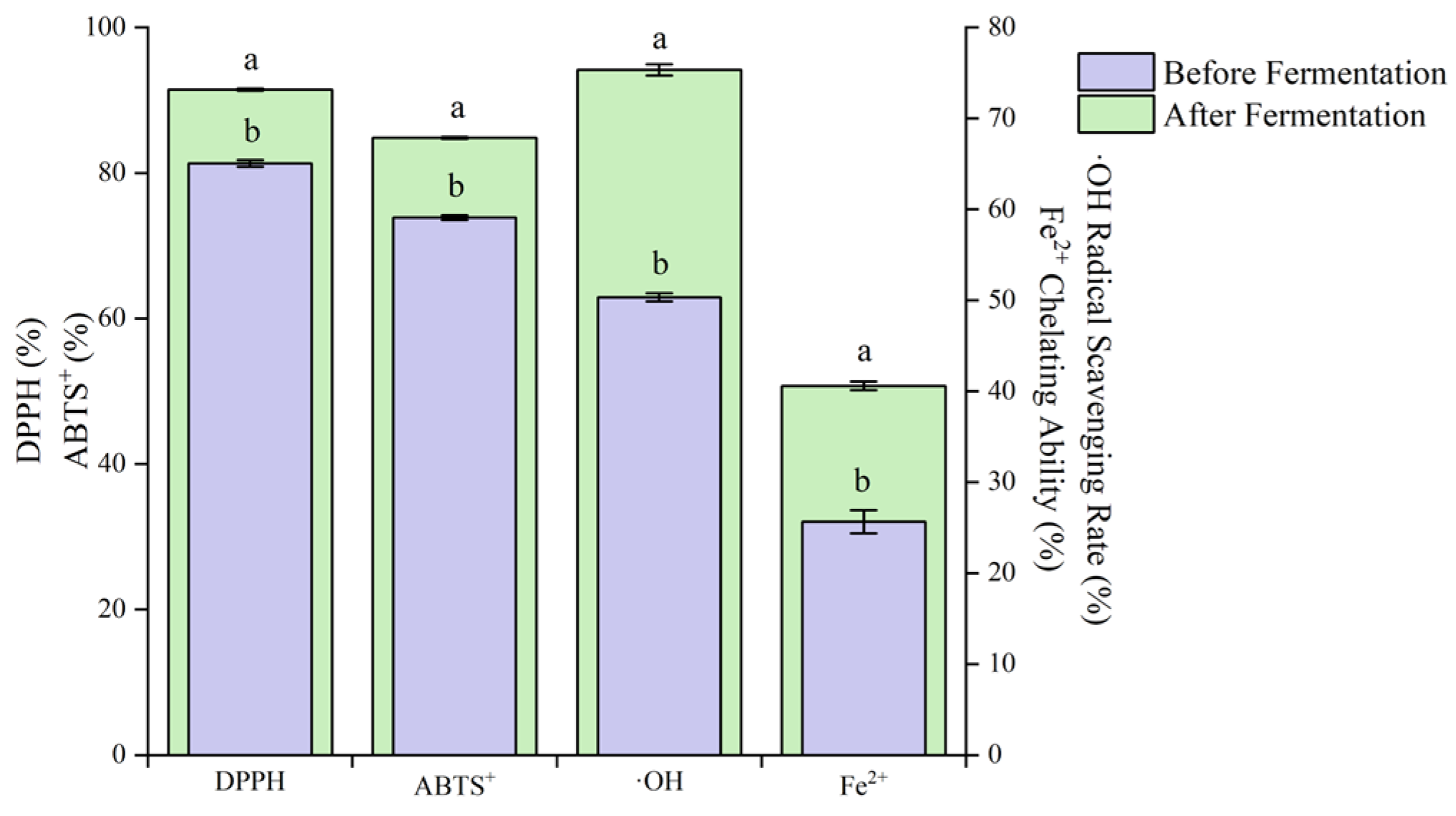
3.4.3. Determination of the Antioxidant Activity of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wu, X.L.; Wang, T.T.Y.; Prior, R.L.; Pehrsson, P.R. Prevention of Atherosclerosis by Berries: The Case of Blueberries. J. Agric. Food Chem. 2018, 66, 9172–9188. [Google Scholar] [CrossRef]
- Xing, Y.G.; Yang, S.; Xu, Q.L.; Xu, L.; Zhu, D.; Li, X.L.; Shui, Y.R.; Liu, X.C.; Bi, X.F. Effect of Chitosan/Nano-TiO2 Composite Coating on the Postharvest Quality of Blueberry Fruit. Coatings 2021, 11, 512. [Google Scholar] [CrossRef]
- Diaconeasa, Z.; Iuhas, C.I.; Ayvaz, H.; Rugina, D.; Stanila, A.; Dulf, F.; Bunea, A.; Socaci, S.A.; Socaciu, C. Phytochemical Characterization of Commercial Processed Blueberry, Blackberry, Blackcurrant, Cranberry, and Raspberry and Their Antioxidant Activity. Antioxidants 2019, 8, 540. [Google Scholar] [CrossRef] [PubMed]
- Dimitrellou, D.; Solomakou, N.; Kokkinomagoulos, E.; Kandylis, P. Yogurts Supplemented with Juices from Grapes and Berries. Foods 2020, 9, 1158. [Google Scholar] [CrossRef] [PubMed]
- Li, S.J.; Tao, Y.; Li, D.D.; Wen, G.Z.; Zhou, J.Z.; Manickam, S.; Han, Y.B.; Chai, W.S. Fermentation of Blueberry Juices Using Autochthonous Lactic Acid Bacteria Isolated From Fruit Environment: Fermentation Characteristics and Evolution of Phenolic Profiles. Chemosphere 2021, 276, 130090. [Google Scholar] [CrossRef]
- Hamdan, N.; Lee, C.H.; Wong, S.L.; Fauzi, C.E.N.C.A.; Zamri, N.M.A.; Lee, T.H. Prevention of Enzymatic Browning by Natural Extracts and Genome-editing: A Review on Recent Progress. Molecules 2022, 27, 1101. [Google Scholar] [CrossRef]
- Liu, X.L.; Wang, J.T.; Liu, Y.; Cui, N.; Wang, D.Y.; Zheng, X.Q. Conjugation of the Glutelin Hydrolysates-glucosamine by Transglutaminase and Functional Properties and Antioxidant Activity of the Products. Food Chem. 2022, 380, 132210. [Google Scholar] [CrossRef] [PubMed]
- Liu, X.L.; Song, C.L.; Chen, J.P.; Liu, X.; Ren, J.; Zheng, X.Q. Preparation and Evaluation of New Glycopeptides Obtained by Proteolysis from Corn Gluten Meal Followed by Transglutaminase-induced Glycosylation with Glucosamine. Foods 2020, 9, 555. [Google Scholar] [CrossRef]
- Wang, X.J.; Liu, X.L.; Zheng, X.Q.; Qu, Y.; Shi, Y.G. Preparation of Corn Glycopeptides and Evaluation of Their Antagonistic Effects on Alcohol-induced Liver Injury in Rats. J. Funct. Foods 2020, 66, 103776. [Google Scholar] [CrossRef]
- Mirzapour-Kouhdasht, A.; Moosavi-Nasab, M.; Kim, Y.M.; Eun, J.B. Antioxidant Mechanism, Antibacterial Activity, and Functional Characterization of Peptide Fractions Obtained from Barred Mackerel Gelatin with a Focus on Application in Carbonated Beverages. Food Chem. 2021, 342, 128339. [Google Scholar] [CrossRef]
- Ma, T.T.; Li, C.; Zhao, F.Q.; Cao, J.; Zhang, X.Y.; Shen, X.R. Effects of Co-fermented Collagen Peptide-jackfruit Juice on the Immune Response and Gut Microbiota in Immunosuppressed Mice. Food Chem. 2021, 365, 130487. [Google Scholar] [CrossRef] [PubMed]
- Li, T.L.; Jiang, T.; Liu, N.; Wu, C.Y.; Xu, H.D.; Lei, H.J. Biotransformation of Phenolic Profiles and Improvement of Antioxidant Capacities in Jujube Juice by Select Lactic Acid Bacteria. Food Chem. 2021, 339, 127859. [Google Scholar] [CrossRef]
- Kwaw, E.; Ma, Y.K.; Tchabo, W.; Apaliya, M.T.; Wu, M.; Sackey, A.S.; Xiao, L.L.; Tahir, H.E. Effect of Lactobacillus Strains on Phenolic Profile, Color Attributes and Antioxidant Activities of Lactic-acid-fermented Mulberry Juice. Food Chem. 2018, 250, 148–154. [Google Scholar] [CrossRef]
- Duan, W.H.; Guan, Q.J.; Zhang, H.L.; Wang, F.Z.; Lu, R.; Li, D.M.; Geng, Y.; Xu, Z.H. Improving Flavor, Bioactivity, and Changing Metabolic Profiles of Goji Juice by Selected Lactic Acid Bacteria Fermentation. Food Chem. 2023, 408, 135155. [Google Scholar] [CrossRef] [PubMed]
- Cong, S.Z.; Zhang, X.X.; Ji, J.; Liu, X.L.; Hu, N. Isolation and Identifcation of Blueberry-derived Lactic Acid Bacteria and Their Probiotic, Antioxidant, and Fermentation Properties. Food Biosci. 2024, 104497. [Google Scholar] [CrossRef]
- Hu, N.; Lei, M.; Zhao, X.L.; Zhang, Z.; Gu, Y.; Zhang, Y.; Wang, S. Analysis of the Microbial Diversity and Characteristics of Fermented Blueberry Beverages from Different Regions. Foods 2020, 9, 1656. [Google Scholar] [CrossRef]
- Hu, N.; Lei, M.; Zhao, X.L.; Wang, Y.Y.F.; Zhang, Y.; Wang, S. Analysis of Microbiota in Hainan Yucha During Fermentation by 16S rRNA Gene High-Throughput Sequencing. J. Food Process. Pres. 2020, 7, e14523. [Google Scholar] [CrossRef]
- Li, Y.F.; Jeong, E.C.; Wang, L.L.; Kim, H.J.; Ahmadi, F.; Kim, J.G. Effects of Sodium Diacetate and Microbial Inoculants on Fermentation of Forage Rye. J. Anim. Sci. Technol. 2023, 65, 96–112. [Google Scholar] [CrossRef]
- Phwan, C.K.; Chew, K.W.; Sebayang, A.H.; Ong, H.C.; Ling, T.C.; Malek, M.A.; Ho, Y.C.; Show, P.L. Effects of Acids Pre-treatment on the Microbial Fermentation Process for Bioethanol Production from Microalgae. Biotechnol. Biofuels 2019, 12, 191. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, C.B.; Guo, Z.Q.; Li, S.Y.; Zhu, Z.Z.; Grimi, N.; Xiao, J. Fermentation of Betaphycus gelatinum Using Lactobacillus brevis: Growth of Probiotics, Total Polyphenol Content, Polyphenol Profile, and Antioxidant Capacity. Foods 2023, 12, 3334. [Google Scholar] [CrossRef]
- Li, Y.Q.; Zhang, Y.Z.; Dong, L.Z.; Li, Y.; Liu, Y.H.; Liu, Y.; Liu, L.Y.; Liu, L.L. Fermentation of Lactobacillus fermentum NB02 with Feruloyl Esterase Production Increases the Phenolic Compounds Content and Antioxidant Properties of Oat Bran. Food chem. 2024, 437, 137834. [Google Scholar] [CrossRef] [PubMed]
- Mohamad, N.; Manan, H.; Sallehhuddin, M.; Musa, N.; Ikhwanuddin, M. Screening of Lactic Acid Bacteria Isolated from Giant Freshwater Prawn (Macrobrachium rosenbergii) as Potential Probiotics. Aquacult. Rep. 2020, 18, 100523. [Google Scholar] [CrossRef]
- Kim, K.T.; Kim, J.W.; Kim, S.I.; Kim, S.; Nguyen, T.H.; Kang, C.H. Antioxidant and Anti-Inflammatory Effect and Probiotic Properties of Lactic Acid Bacteria Isolated from Canine and Feline Feces. Microorganisms 2021, 9, 1971. [Google Scholar] [CrossRef] [PubMed]
- Lin, C.H.; Wei, Y.T.; Chou, C.C. Enhanced Antioxidative Activity of Soybean Koji Prepared with Various Filamentous Fungi. Food Microbiol. 2006, 23, 628–633. [Google Scholar] [CrossRef] [PubMed]
- Lee, J.J.; Choi, Y.J.; Lee, M.J.; Park, S.J.; Oh, S.J.; Yun, Y.R.; Min, S.G.; Seo, H.Y.; Park, S.H.; Lee, M.A. Effects of Combining Two Lactic Acid Bacteria as a Starter Culture on Model Kimchi Fermentation. Food Res. Int. 2020, 136, 109591. [Google Scholar] [CrossRef]
- Lan, T.; Lv, X.R.; Zhao, Q.Y.; Lei, Y.S.; Gao, C.X.; Yuan, Q.Y.; Sun, X.Y.; Liu, X.B.; Ma, T.T. Optimization of Strains for Fermentation of Kiwifruit Juice and Effects of Mono- and Mixed Culture Fermentation on Its Sensory and Aroma Profiles. Food chem. X 2023, 17, 100595. [Google Scholar] [CrossRef]
- Cong, S.Z.; Cao, Y.J.; Zhang, X.X.; Li, G.L.; Liu, X.L.; Hu, N. Optimization of Technological Conditions and Antioxidant Activity of Corn Protein Hydrolysates Fermented by Lactic Acid Bacteria. Food Res. Dev. 2024, 45, 152–162. [Google Scholar]
- Liao, W.H.; Shen, J.; Manickam, S.; Li, S.J.; Tao, Y.; Li, D.D.; Liu, D.F.; Han, Y.B. Investigation of Blueberry Juice Fermentation by Mixed Probiotic Strains: Regression Modeling, Machine Learning Optimization and Comparison with Fermentation by Single Strain in the Phenolic and Volatile Profiles. Food chem. 2023, 405, 134982. [Google Scholar] [CrossRef]
- Zhou, C.S.; Hu, J.L.; Ma, H.L.; Yagoub, A.E.A.; Yu, X.J.; Owusu, J.; Ma, H.Y.; Qin, X.P. Antioxidant Peptides from Corn Gluten Meal: Orthogonal Design Evaluation. Food Chem. 2015, 187, 270–278. [Google Scholar] [CrossRef]
- Mo, F.; Zhao, H.F.; Lei, H.J.; Zhao, M.M. Effects of Nitrogen Composition on Fermentation Performance of Brewer’s Yeast and the Absorption of Peptides with Different Molecular Weights. Appl. Biochem. Biotech. 2013, 171, 1339–1350. [Google Scholar] [CrossRef]
- Hu, N.; Yang, Q.Q.; Lei, M.; Cong, S.Z.; Wang, S. Process Optimization of Uncooked Blueberry Fermentation by Lactic Acid Bacteria Using Response Surface Methodology. Food Sci. Technol. 2021, 46, 20–28. [Google Scholar]
- Kuo, H.C.; Kwong, H.K.; Chen, H.Y.; Hsu, H.Y.; Yu, S.H.; Hsieh, C.W.; Lin, H.W.; Chu, Y.L.; Cheng, K.C. Enhanced Antioxidant Activity of Chenopodium formosanum Koidz. by Lactic Acid Bacteria: Optimization of Fermentation Conditions. PLoS ONE 2021, 16, e0249250. [Google Scholar] [CrossRef] [PubMed]
- Li, H.; Ramia, N.E.; Borges, F.; Revol-Junelles, A.M.; Vogensen, F.K.; Leisner, J.J. Identification of Potential Citrate Metabolism Pathways in Carnobacterium maltaromaticum. Microorganisms 2021, 9, 2169. [Google Scholar] [CrossRef] [PubMed]
- He, Z.; Chen, H.Y.; Wang, X.Y.; Lin, X.P.; Ji, C.F.; Li, S.J.; Liang, H.P. Effects of Different Temperatures on Bacterial Diversity and Volatile Flavor Compounds During the Fermentation of Suancai, a Traditional Fermented Vegetable Food from Northeastern China. LWT 2020, 118, 108773. [Google Scholar] [CrossRef]
- Wang, Y.; He, L.W.; Xing, Y.Q.; Zhou, W.; Pian, R.Q.; Yang, F.Y.; Chen, X.Y.; Zhang, Q. Bacterial Diversity and Fermentation Quality of Moringa Oleifera Leaves Silage Prepared with Lactic Acid Bacteria Inoculants and Stored at Different Temperatures. Bioresource Technol. 2019, 284, 349–358. [Google Scholar] [CrossRef]
- Madjirebaye, P.; Peng, F.; Huang, T.; Liu, Z.G.; Mueed, A.; Pahane, M.M.; Guan, Q.Q.; Xiao, M.Y.; Du, T.H.; Wei, B.; et al. Effects of Fermentation Conditions on Bioactive Substances in Lactic Acid Bacteria-Fermented Soymilk and Its Storage Stability Assessmen. Food Biosci. 2022, 50, 102207. [Google Scholar] [CrossRef]
- An, Y.Q.; Cai, X.W.; Cong, L.; Hu, Y.; Liu, R.; Xiong, S.B.; Hu, X.B. Quality Improvement of Zhayu, a Fermented Fish Product in China: Effects of Inoculated Fermentation with Three Kinds of Lactic Acid Bacteria. Foods 2022, 11, 2756. [Google Scholar] [CrossRef]
- Zhang, J.; Nie, J.Y.; Li, J.; Zhang, H.; Li, Y.; Farooc, S.; Bacha, S.A.S.; Wang, J. Evaluation of Sugar and Organic Acid Composition and Their Levels in Highbush Blueberries from Two Regions of China. J. Integr. Agr. 2020, 19, 2352–2361. [Google Scholar] [CrossRef]
- Wang, J.; Wei, B.C.; Wei, B.; Yu, H.Y.; Thakur, K.; Wang, C.Y.; Wei, Z.J. Evaluation of phenolics biotransformation and health promoting properties of blueberry juice following lactic acid bacteria fermentation. Food Sci. Technol. 2023, 43, e104522. [Google Scholar] [CrossRef]
- Zhao, X.X.; Tang, F.X.; Cai, W.C.; Peng, B.; Zhang, P.L.; Shan, C.H. Effect of Fermentation by Lactic Acid Bacteria on the Phenolic Composition, Antioxidant Activity, and Flavor Substances of Jujube–Wolfberry Composite Juice. LWT 2023, 184, 114884. [Google Scholar] [CrossRef]
- Wu, H.C.; Shum, T.F.; Chiou, J. Characterization of the Probiotic Potential of Lactic Acid Bacteria Isolated from Kimchi, Yogurt, and Baby Feces in Hong Kong and Their Performance in Soymilk Fermentation. Microorganisms 2021, 9, 2544. [Google Scholar] [CrossRef] [PubMed]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Considerations | Level | |
|---|---|---|
| −1 | +1 | |
| A—Inoculum (%) | 4 | 8 |
| B—Fermentation time (h) | 24 | 48 |
| C—Fermentation temperature (°C) | 34 | 40 |
| D—Glucose addition (%) | 0 | 4 |
| E—Blueberry juice addition (%) | 10 | 30 |
| F—Corn peptide addition (%) | 20 | 40 |
| Level | Factor | ||
|---|---|---|---|
| Inoculation Volume (%) | Fermentation Time (h) | Corn Peptide Addition (%) | |
| −1 | 4 | 36 | 20 |
| 0 | 5 | 42 | 25 |
| +1 | 6 | 48 | 30 |
| Subject of Entry | Evaluation Criteria |
|---|---|
| Color (20 points) | Has the inherent purple color of blueberry juice or the yellow color of corn peptide (16 to 20 points); dark purple or dark red (10 to 15 points); loses its own color and appears black and slightly yellowish, slightly greenish (less than 10 points) |
| Appearance (20 points) | Glossy, no precipitation (16–20 points); glossy, trace precipitation on bottom of long-term storage (10–15 points); no glossy, precipitation produced on bottom of storage (less than 10 points) |
| Taste (30 points) | Good taste, moderate acidity, no bitterness, harmonized taste, inherent flavor of blueberries or corn peptides (26–30 points); good taste, harmonized taste, no bitterness (20–25 points); fair taste, slightly inappropriate acidity and sweetness, slightly bitter, viscous (less than 20 points) |
| Fragrance (30 points) | Fresh aroma of blueberries or corn peptides, no pungent odor (26–30 points); slightly fresh aroma of blueberries or corn peptides, with prominent sourness and slightly unpleasant odor (20–25 points); no fresh aroma of blueberries or corn peptides, with pungent odor (less than 20 points) |
| Serial Number | Considerations | LAB Viable Count (log CFU/mL) | |||||
|---|---|---|---|---|---|---|---|
| A—Inoculum (%) | B—Fermentation Time (h) | C—Fermentation Temperature (°C) | D—Glucose Addition (%) | E—Blueberry Juice Addition (%) | F—Corn Peptide Addition (%) | ||
| 1 | +1 | −1 | +1 | +1 | +1 | −1 | 8.60 |
| 2 | −1 | +1 | +1 | +1 | −1 | −1 | 15.67 |
| 3 | −1 | −1 | +1 | −1 | +1 | +1 | 9.32 |
| 4 | +1 | +1 | +1 | −1 | −1 | −1 | 13.97 |
| 5 | −1 | −1 | −1 | +1 | −1 | +1 | 11.07 |
| 6 | +1 | +1 | −1 | −1 | −1 | +1 | 14.15 |
| 7 | +1 | −1 | +1 | +1 | −1 | +1 | 10.49 |
| 8 | +1 | −1 | −1 | −1 | +1 | −1 | 10.51 |
| 9 | −1 | +1 | +1 | −1 | +1 | +1 | 14.92 |
| 10 | +1 | +1 | −1 | +1 | +1 | +1 | 14.61 |
| 11 | −1 | −1 | −1 | −1 | −1 | −1 | 11.22 |
| 12 | −1 | +1 | −1 | +1 | +1 | −1 | 13.23 |
| Sum of Successive Squares | Degree of Freedom | Principal Sum of Squares | Mean Square F-Value | p-Value | Significance | |
|---|---|---|---|---|---|---|
| Mould | 72.83 | 6 | 12.14 | 124.68 | <0.0001 | ** |
| A—Inoculum | 1.40 | 1 | 1.40 | 14.34 | 0.0128 | * |
| B—Fermentation time | 66.89 | 1 | 66.89 | 687.05 | <0.0001 | ** |
| C—Fermentation temperature | 0.11 | 1 | 0.11 | 1.18 | 0.3272 | |
| D—Glucose addition | 0.56 | 1 | 0.56 | 5.77 | 0.0615 | |
| E—Blueberry Juice Additions | 0.47 | 1 | 0.47 | 4.85 | 0.0788 | |
| F—Corn peptide addition | 3.40 | 1 | 3.40 | 34.88 | 0.0020 | ** |
| Residual error | 0.49 | 5 | 0.097 | |||
| In sum | 73.32 | 11 | ||||
| R2 | 0.9934 | |||||
| R2Adj | 0.9854 | |||||
| R2Pred | 0.9618 |
| Considerations | Level | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Inoculation volume (%) | 8 | 7 | 6 | 5 | 4 |
| Fermentation time (h) | 24 | 30 | 36 | 42 | 48 |
| Corn peptide addition (%) | 10 | 15 | 20 | 25 | 30 |
| Fermentation temperature (°C) | 37 | 37 | 37 | 37 | 37 |
| Glucose addition (%) | 2 | 2 | 2 | 2 | 2 |
| Blueberry juice addition (%) | 20 | 20 | 20 | 20 | 20 |
| Strain volume ratio | 1:1 | 1:1 | 1:1 | 1:1 | 1:1 |
| LAB viable count (log CFU/mL) | 8.46 ± 0.12 d | 9.00 ± 0.04 c | 13.32 ± 0.07 b | 14.60 ± 0.05 a | 13.44 ± 0.04 b |
| Serial Number | Inoculation Volume (%) | Fermentation Time (h) | Corn Peptide Addition (%) | LAB Viable Count (log CFU/mL) |
|---|---|---|---|---|
| 1 | 0 | 0 | 0 | 14.82 ± 0.80 |
| 2 | +1 | −1 | 0 | 12.88 ± 0.41 |
| 3 | 0 | −1 | +1 | 12.40 ± 0.58 |
| 4 | 0 | +1 | −1 | 12.56 ± 0.30 |
| 5 | 0 | 0 | 0 | 15.11 ± 0.02 |
| 6 | 0 | 0 | 0 | 15.23 ± 0.08 |
| 7 | 0 | −1 | −1 | 14.82 ± 0.05 |
| 8 | 0 | +1 | +1 | 10.38 ± 0.01 |
| 9 | +1 | 0 | +1 | 11.91 ± 0.46 |
| 10 | −1 | 0 | −1 | 13.50 ± 0.55 |
| 11 | 0 | 0 | 0 | 15.22 ± 0.07 |
| 12 | 0 | 0 | 0 | 15.10 ± 0.45 |
| 13 | +1 | 0 | −1 | 14.59 ± 0.17 |
| 14 | −1 | 0 | +1 | 11.04 ± 0.49 |
| 15 | −1 | −1 | 0 | 14.38 ± 0.23 |
| 16 | +1 | +1 | 0 | 13.21 ± 0.42 |
| 17 | −1 | +1 | 0 | 9.58 ± 0.59 |
| Source of Variance | Square Sum | Degrees of Freedom | Mean Square | F-Value | p-Value | Significance |
|---|---|---|---|---|---|---|
| Mould | 52.16 | 9 | 5.80 | 271.26 | <0.0001 | ** |
| A | 2.09 | 1 | 2.09 | 97.85 | 0.0001 | ** |
| B | 9.54 | 1 | 9.54 | 446.68 | <0.0001 | ** |
| C | 11.85 | 1 | 11.85 | 554.82 | <0.0001 | ** |
| AB | 6.58 | 1 | 6.58 | 307.82 | <0.0001 | ** |
| AC | 0.011 | 1 | 0.011 | 0.53 | 0.4903 | |
| BC | 0.015 | 1 | 0.015 | 0.70 | 0.4294 | |
| A2 | 5.89 | 1 | 5.89 | 275.85 | <0.0001 | ** |
| B2 | 8.26 | 1 | 8.26 | 386.75 | <0.0001 | ** |
| C2 | 5.61 | 1 | 5.61 | 262.71 | <0.0001 | ** |
| Residual error | 0.15 | 7 | 0.021 | |||
| Misfit term | 0.043 | 3 | 0.014 | 0.53 | 0.6852 | insignificant |
| Pure error | 0.11 | 4 | 0.027 | |||
| Total deviation | 52.31 | 16 | ||||
| R2 | 0.9971 | |||||
| R2adj | 0.9935 | |||||
| R2Pred | 0.9838 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cong, S.; Zhang, X.; Zhao, H.; Sun, M.; Hu, N. Process Optimization and Analysis of Product Quality of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria. Fermentation 2024, 10, 454. https://doi.org/10.3390/fermentation10090454
Cong S, Zhang X, Zhao H, Sun M, Hu N. Process Optimization and Analysis of Product Quality of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria. Fermentation. 2024; 10(9):454. https://doi.org/10.3390/fermentation10090454
Chicago/Turabian StyleCong, Shanzi, Xinxin Zhang, Hongji Zhao, Meng Sun, and Nan Hu. 2024. "Process Optimization and Analysis of Product Quality of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria" Fermentation 10, no. 9: 454. https://doi.org/10.3390/fermentation10090454
APA StyleCong, S., Zhang, X., Zhao, H., Sun, M., & Hu, N. (2024). Process Optimization and Analysis of Product Quality of Blueberry and Corn Peptide Fermented by Mixed Lactic Acid Bacteria. Fermentation, 10(9), 454. https://doi.org/10.3390/fermentation10090454