
Simulation and Optimization of Conveying Parameters for Vertical Screw Conveyor Based on CFD + DEM


Abstract
1. Introduction
2. Development and Validation of a Minimal Periodic Model
2.1. Simulation Model and Parameter Configuration
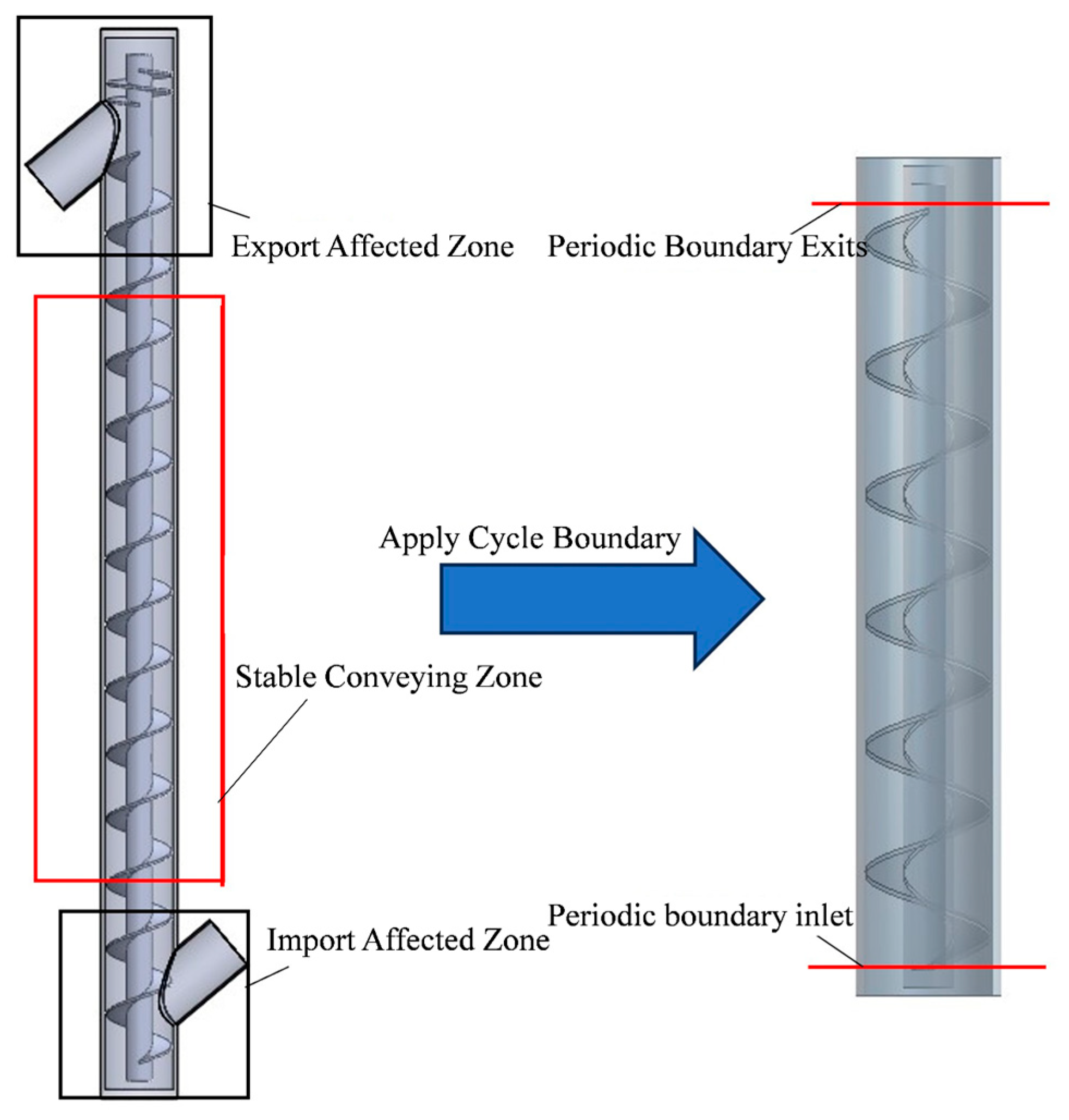
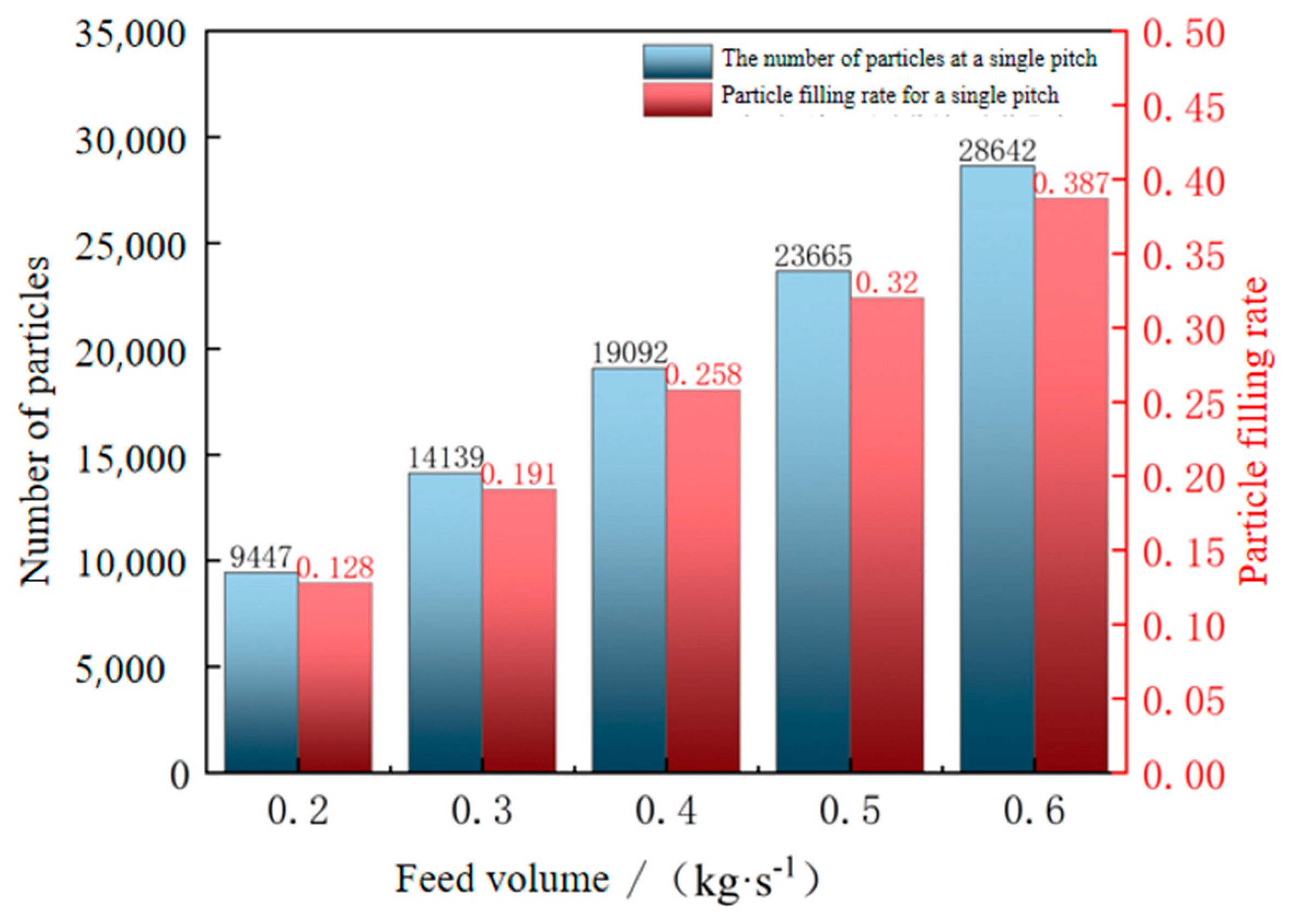
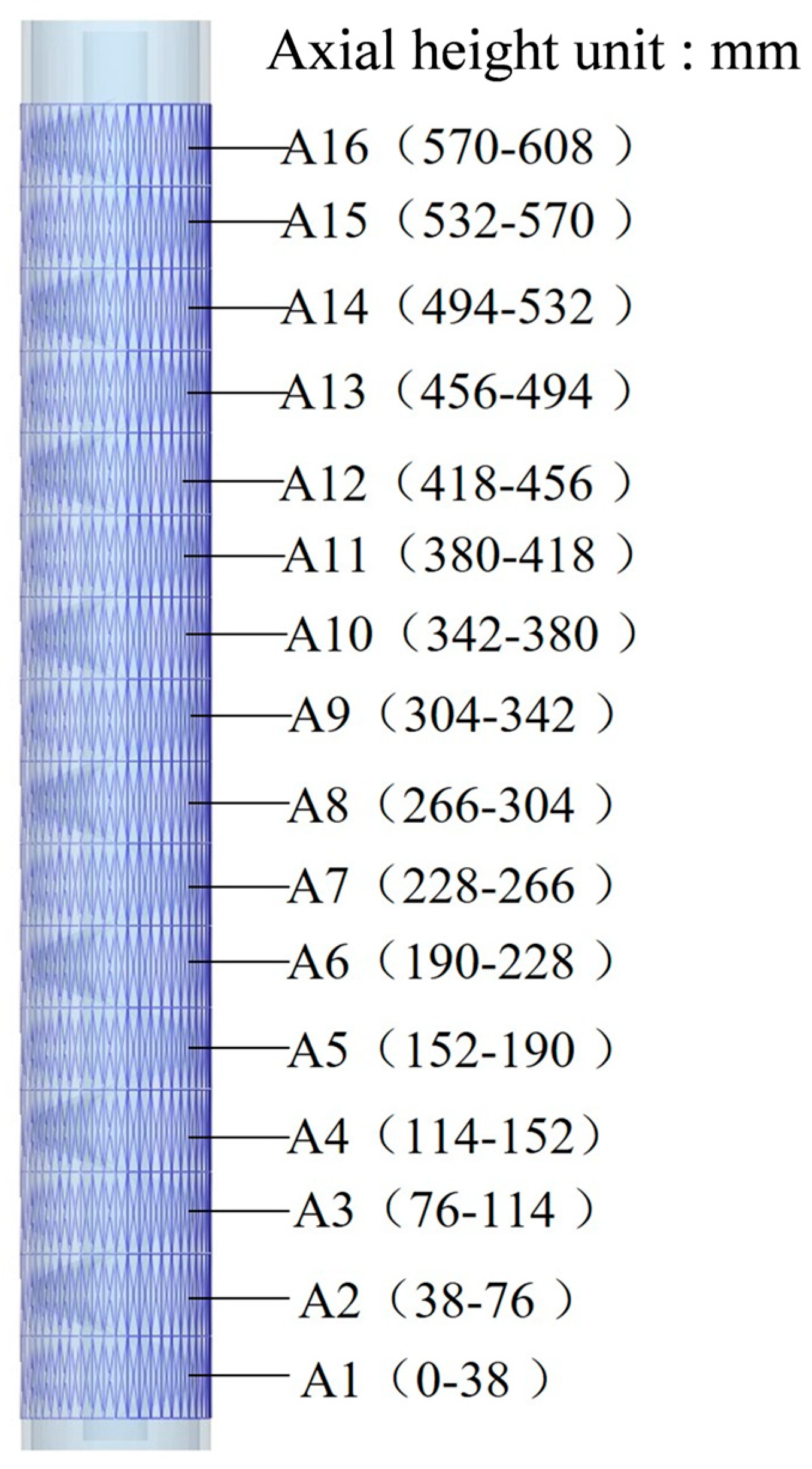
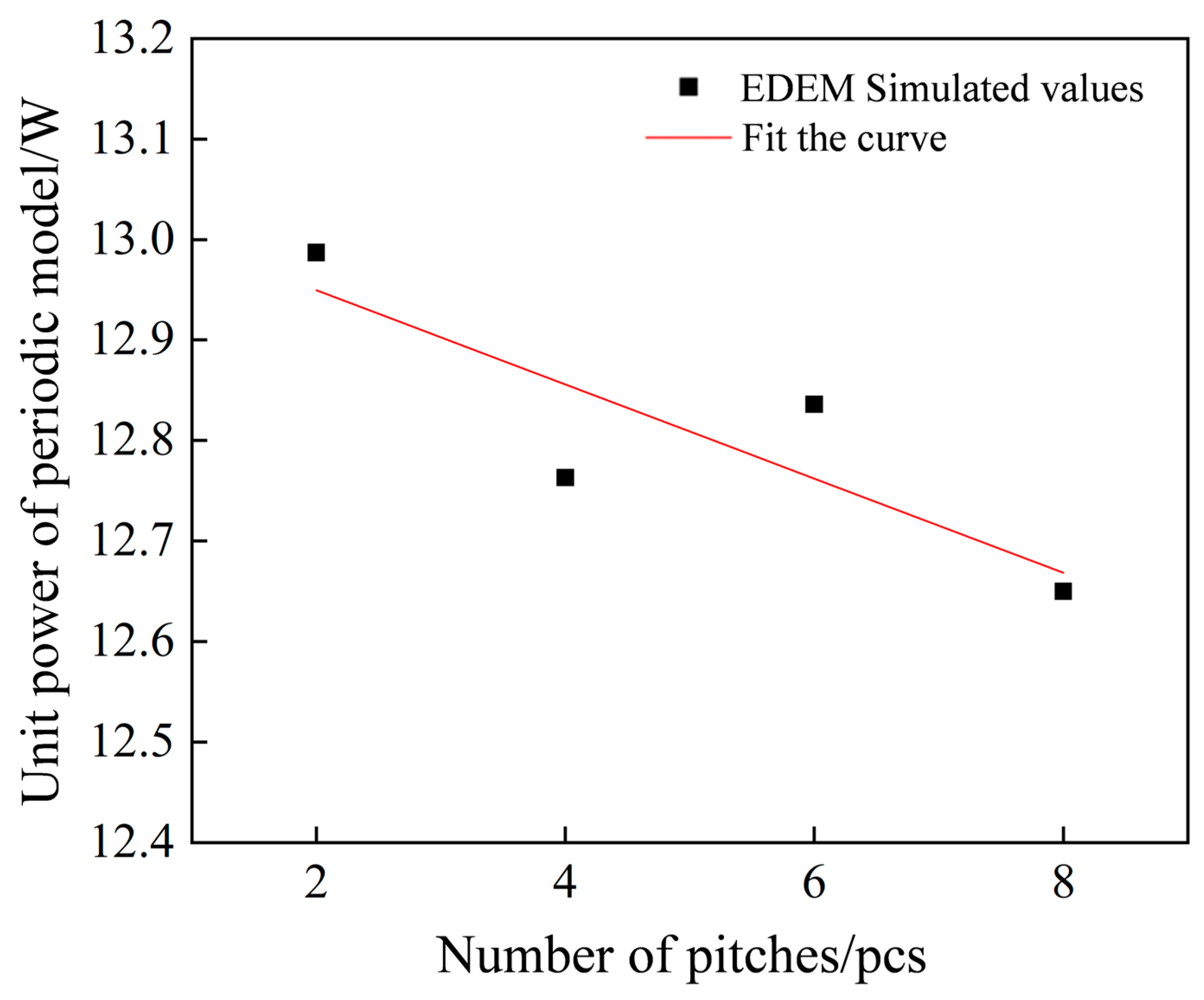
2.2. Determination of the Minimal Periodic Model
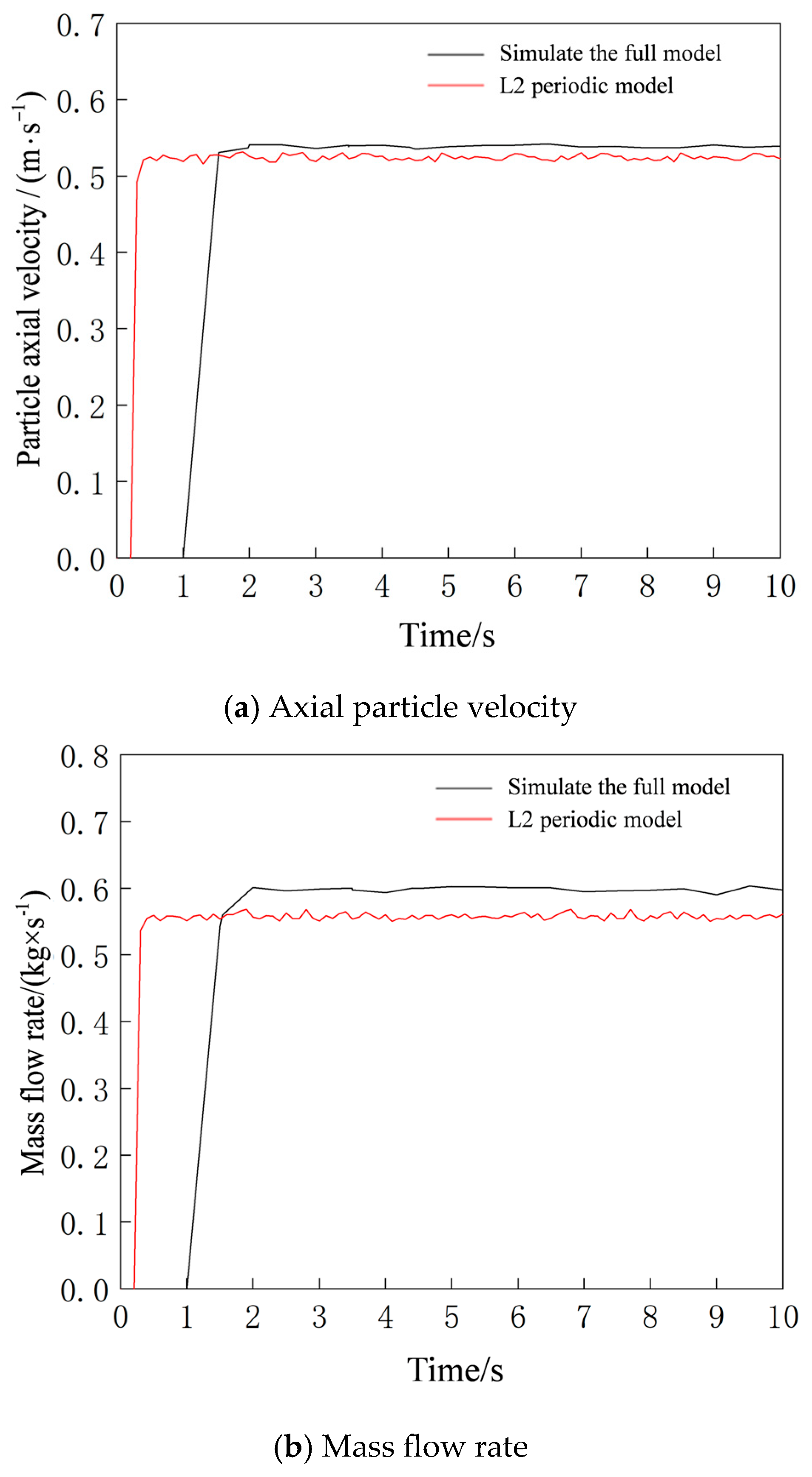
2.3. Comparison of Periodic and Full Models
3. Simulation Comparison Under Single- and Two-Phase Flow
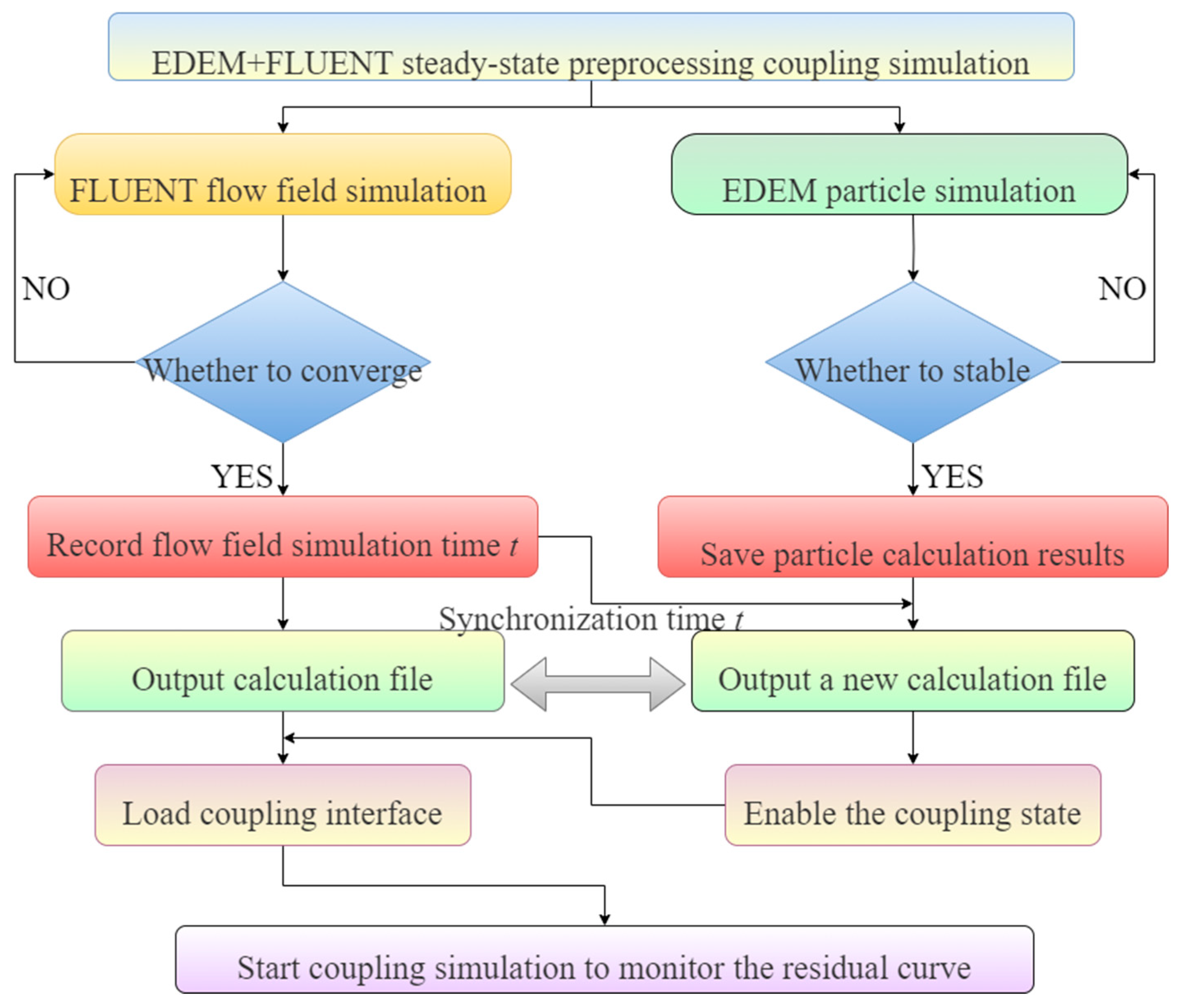
3.1. Steady-State Preprocessing Coupling Method
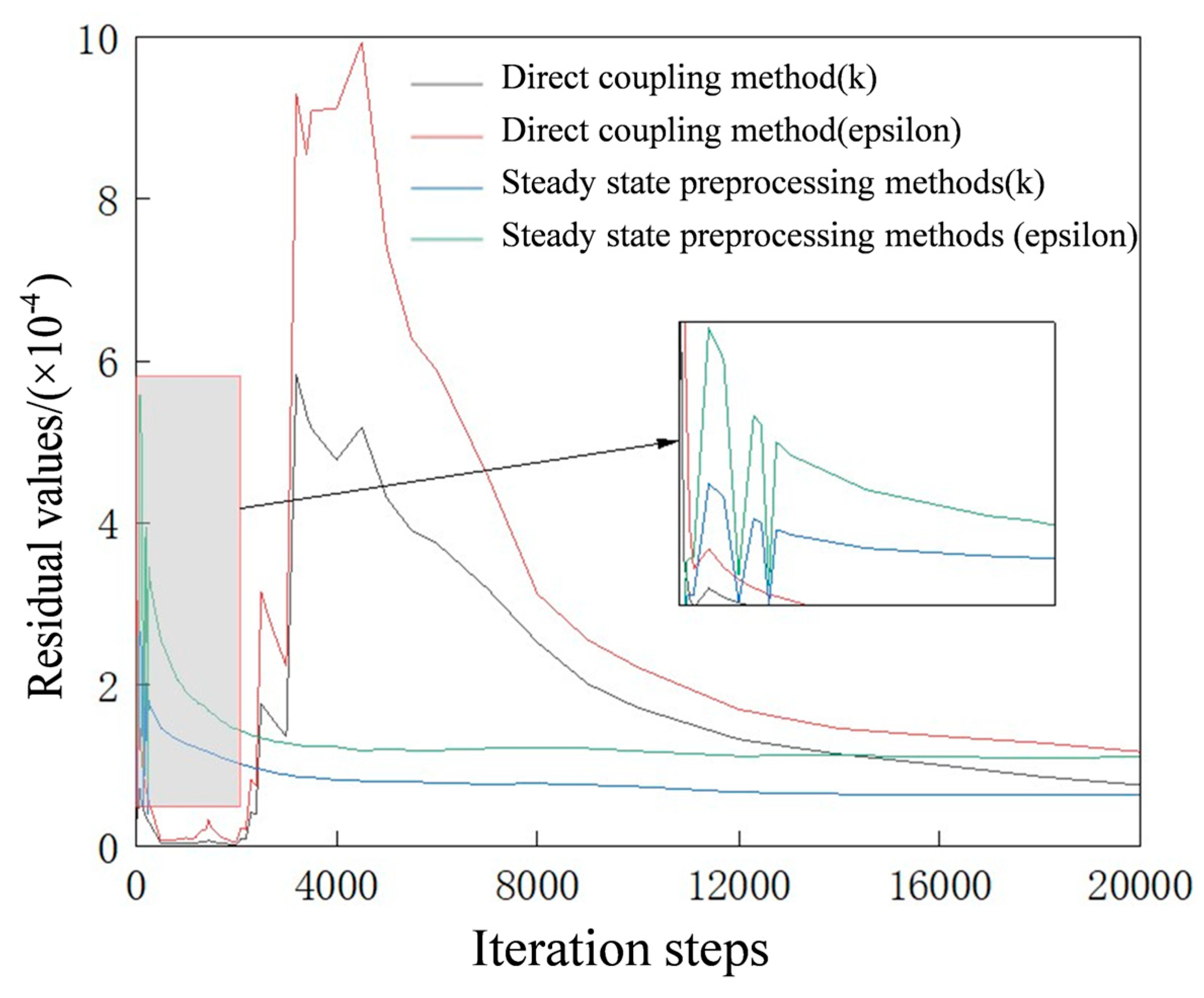
3.2. Comparison of Direct Coupling and Steady-State Preprocessing Methods
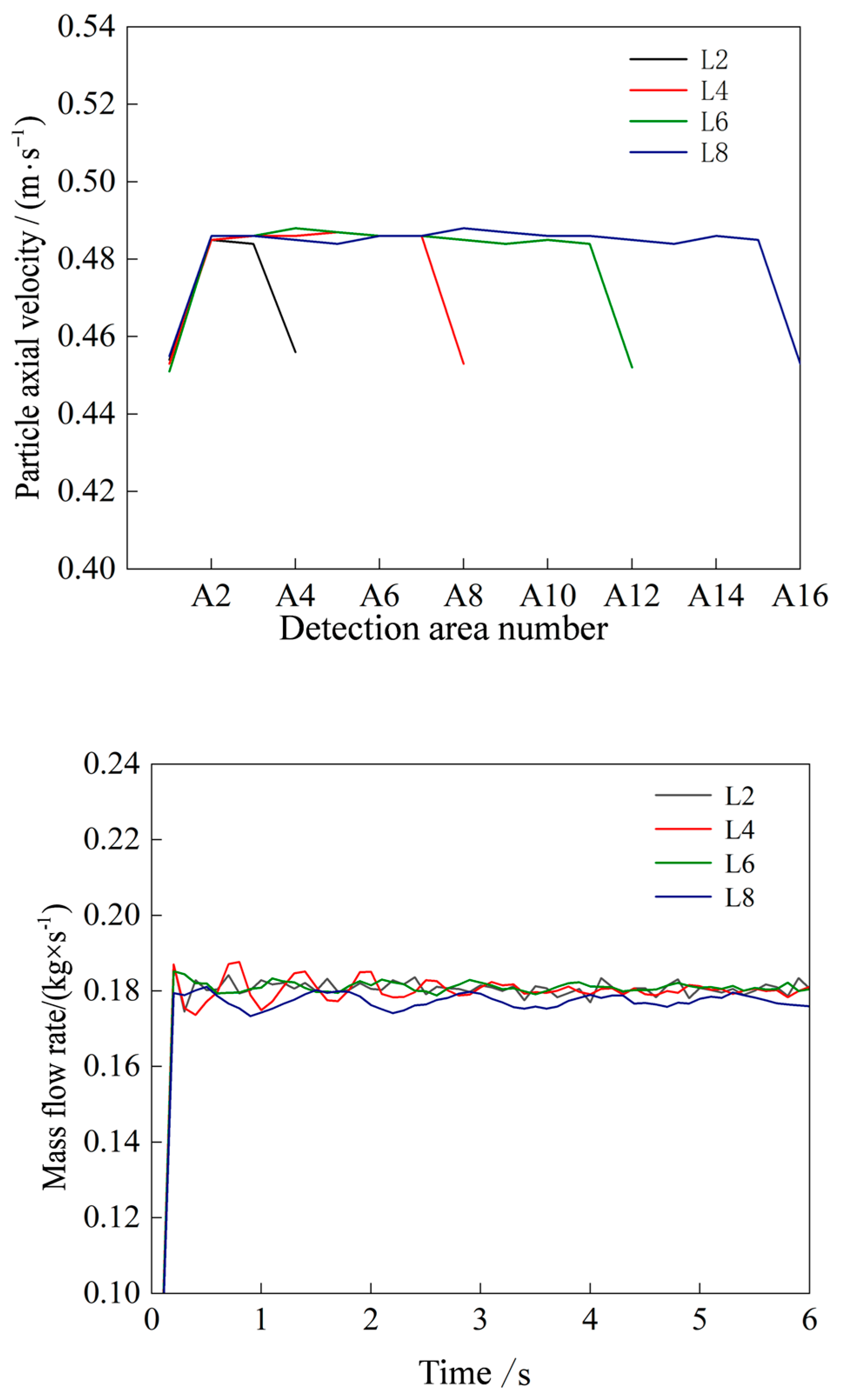
3.3. Comparison of Average Axial Particle Velocity
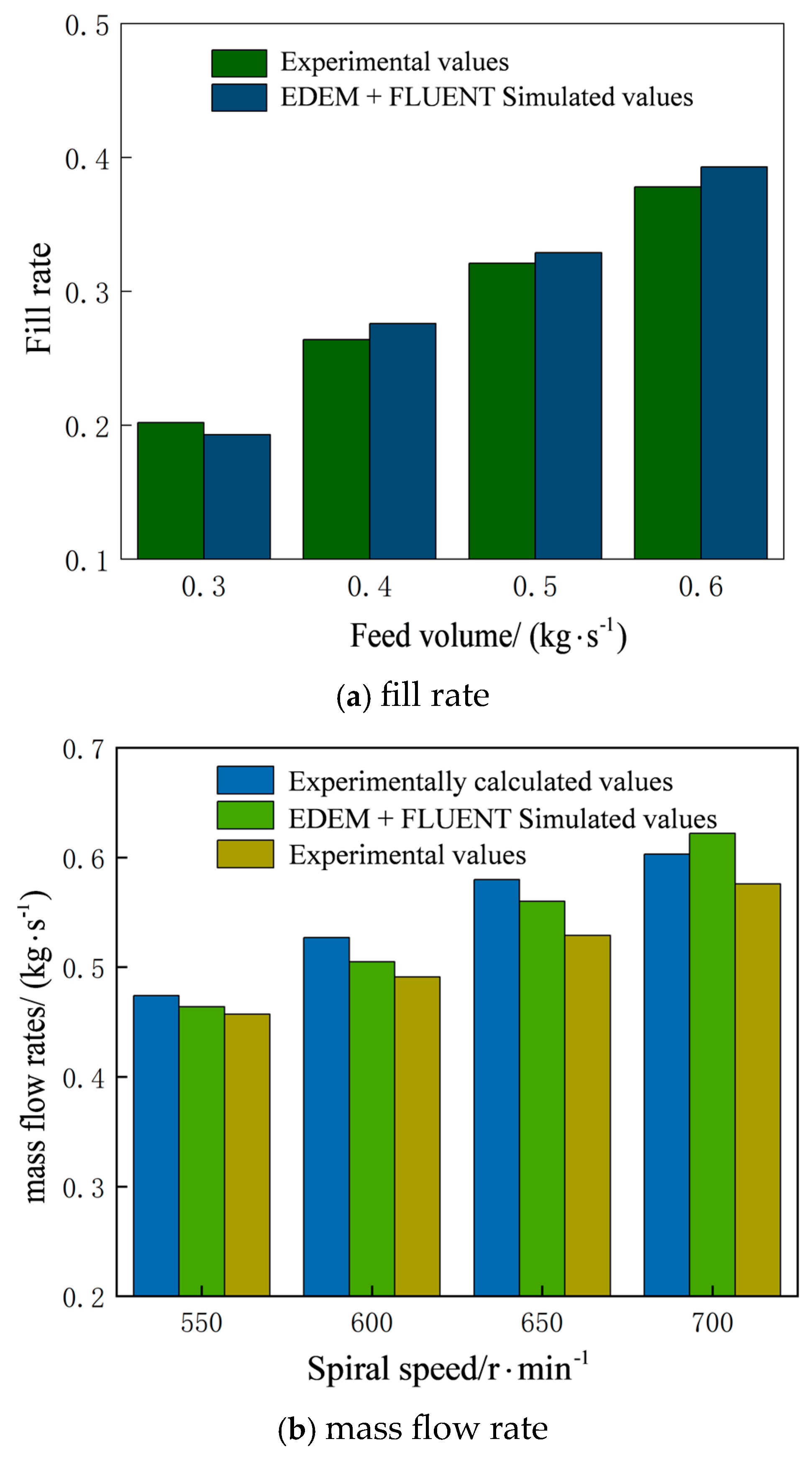
3.4. Comparison of Mass Flow Rate and Fill Rate
4. Impact of Two-Phase Flow on Screw Conveyor Performance
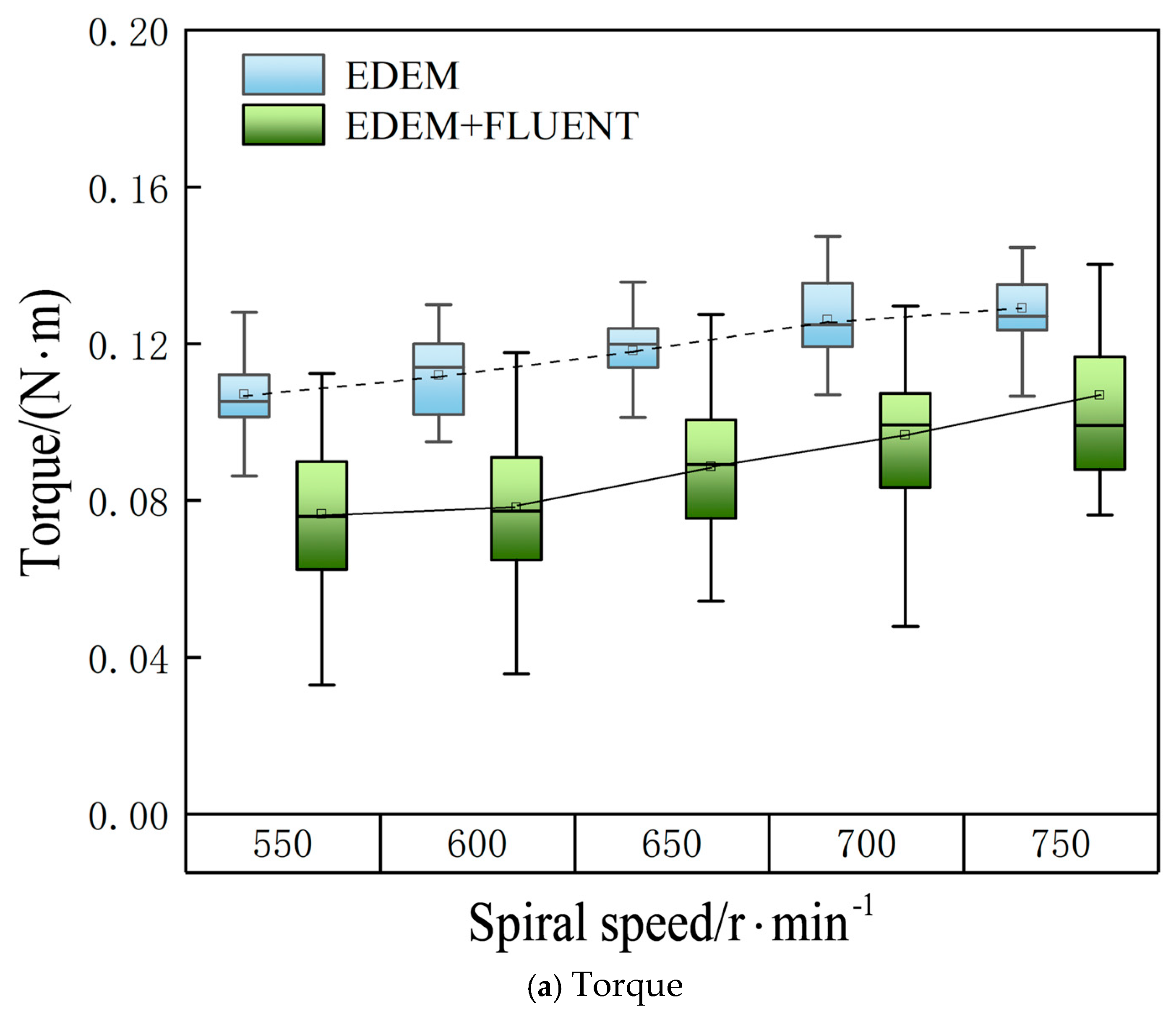
4.1. Effects of Airflow on Particle Motion at Varying Screw Speeds
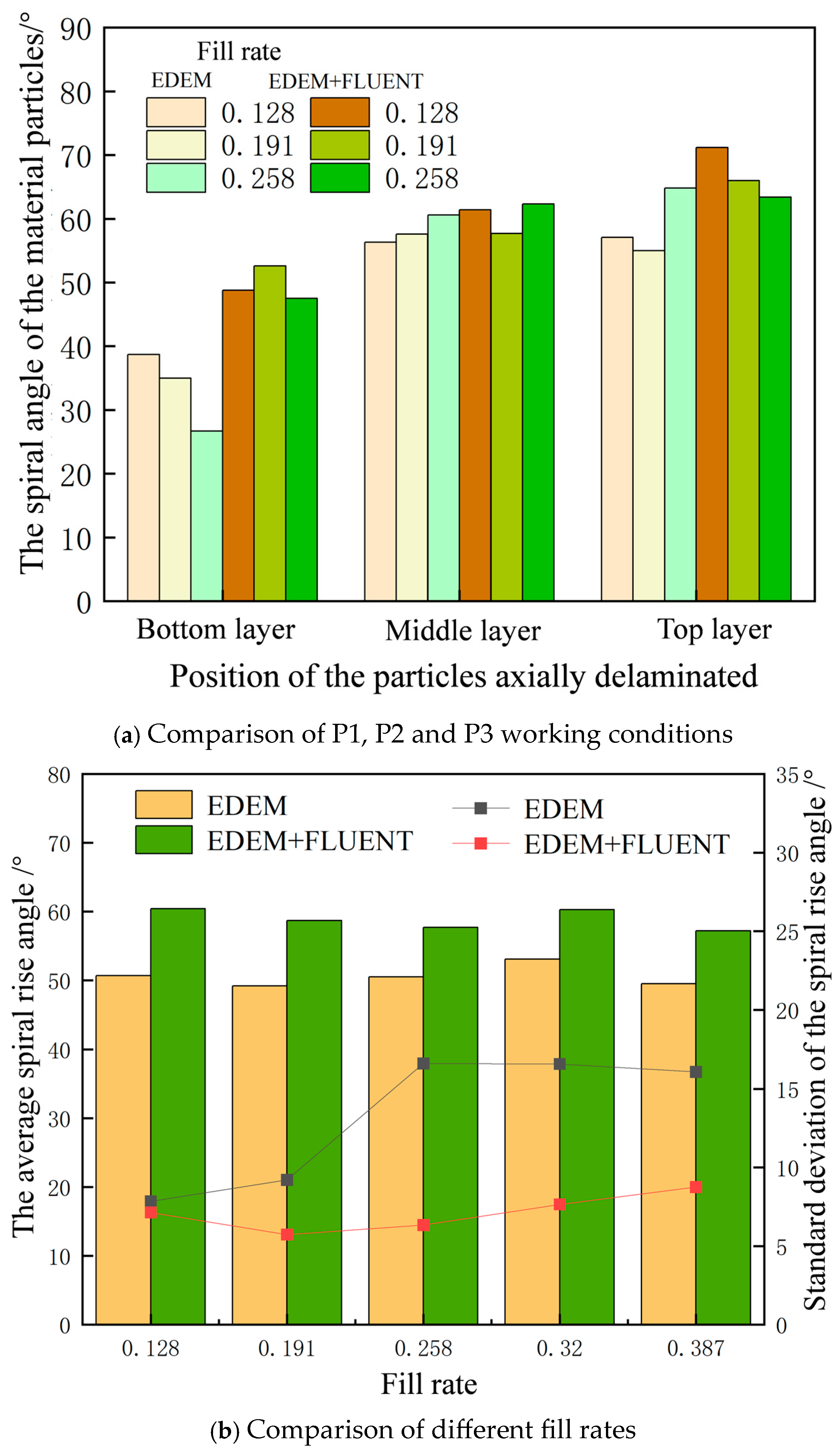
4.2. Impact of Gas–Solid Two-Phase Flow Patterns on Material Lift Angle
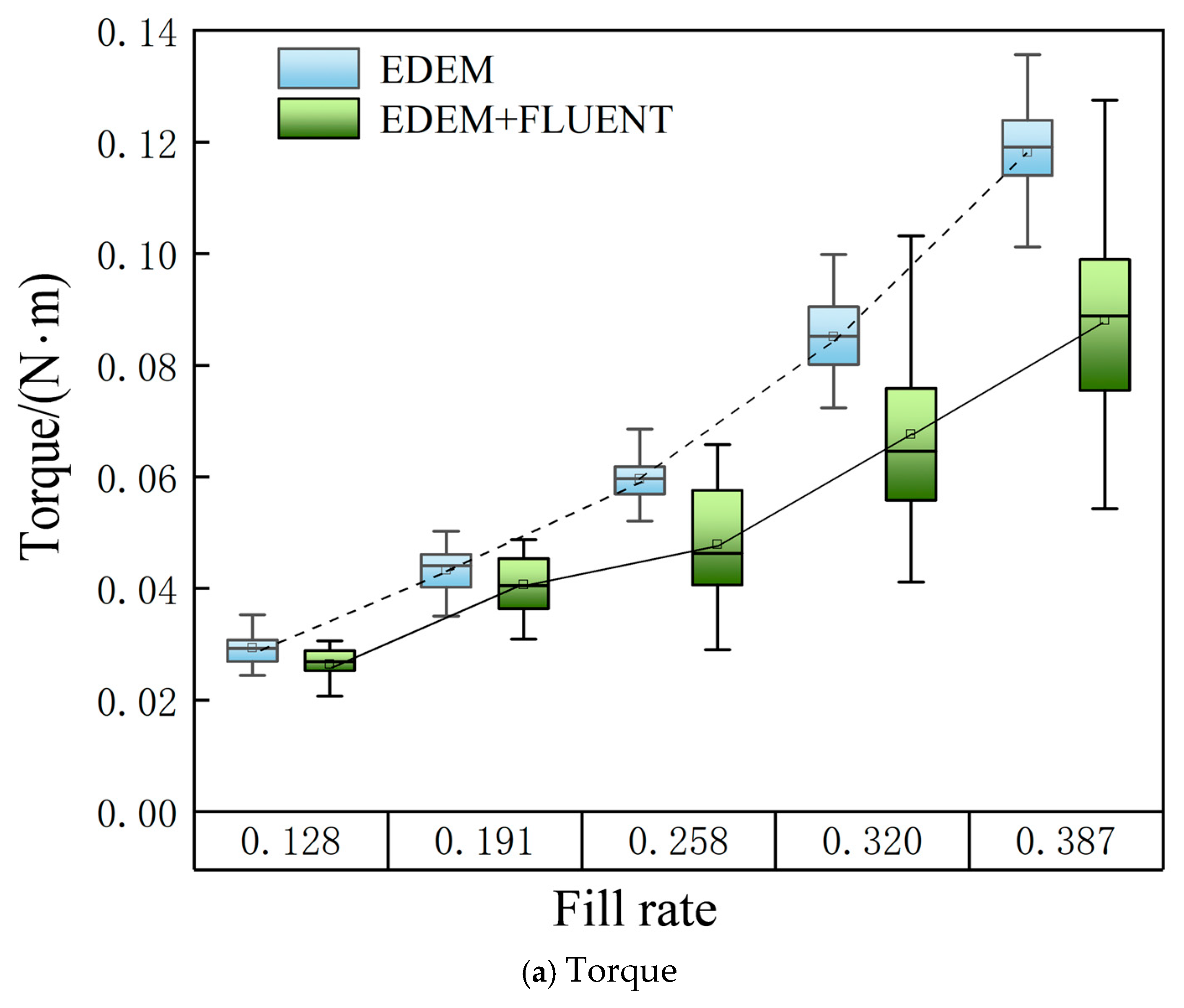
4.3. Analysis of the Influence of Gas–Solid Two-Phase Flow Pattern on Energy Consumption
5. Optimization Analysis of Conveying Performance Based on Response Surface Methodology
5.1. Establishment of Performance Index K and Analysis of Conveying Performance
5.2. Response Surface Methodology-Based Experimental Design and Result Analysis
6. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Mei, X.; Ke, Z.; Wang, W.; Liu, H. Correction of productivity calculation model of vertical screw conveyor. China Powder Sci. Technol. 2018, 24, 37–43. [Google Scholar]
- Chen, S.-F.; Zhang, X.-M.; Li, Q.-P.; Shen, C.; Shi, Y.-C. Conveying characteristics and parameter optimization of vertical screw conveyor. J. Mech. Electr. Eng. 2023, 40, 746–756. [Google Scholar]
- Li, Y.-Q.; Yu, S.-H.; Xie, S.-L.; You, Q.X. Optimal Design and Verification of the Operating Parameters of the Vertical Screw Conveyor. Mach. Des. Manuf. 2019, 150–152+156. [Google Scholar]
- Sun, H.Y.; Ma, H.Q.; Zhao, Y.Z. DEM investigation on conveying of non-spherical particles in a screw conveyor. Particuology 2021, 65, 17–31. [Google Scholar] [CrossRef]
- Chen, L.J.; Sun, Z.J.; Pan, G. DEM simulation of the transport of mine concrete by a screw feeder. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 280. [Google Scholar] [CrossRef]
- Sun, L.; Zhang, X.; Zeng, Q.; Gao, K.; Jiang, K.; Zhou, J. Application of a screw conveyor with axial tilt blades on a shearer drum and investigation of conveying performance based on DEM. Particuology 2022, 61, 91–102. [Google Scholar] [CrossRef]
- Sneha, S. Effect of shape and size of filler particle on the aggregation and sedimentation behavior of the polymer composite. Powder Technol. 2020, 366, 43–51. [Google Scholar]
- Guo, Y.-H.; Meng, W.-J.; Zhao, Z.-Y.; Sun, X.-X.; Cui, C.-M. The sliding grid technique was used to analyze the unsteady flow of the gas-phase flow field in the vertical screw conveyor. Lift. Transp. Mach. 2015, 44–47. [Google Scholar]
- Meng, W.; Zhao, Z.; Guo, Y.; Sun, X.; Li, Y. Numerical Simulation of Particle Flow in Vertical Screw Conveyor with Periodic Boundary Conditions. China Powder Sci. Technol. 2016, 22, 28–33. [Google Scholar]
- Chen, K.-K.; Ye, F.-P.; Mei, L.; Hu, J.-Q. Correction of granular vertical screw transport motion model based on the discrete element method. J. Mech. Des. 2018, 35, 27–32. [Google Scholar]
- Sun, X.X.; Meng, W.J.; Yuan, Y. Design method of a vertical screw conveyor based on Taylor-Couette-Poiseuille stable helical vortex. Adv. Mech. Eng. 2017, 9, 1–11. [Google Scholar]
- Wang, S.; Ji, Y.; Wang, S.; Chen, Y.; Tian, R.; Ma, Y.; Sun, Q. Comparison of computational fluid dynamics-discrete element method and discrete element method simulations for a screw conveyor. Asia-Pac. J. Chem. Eng. 2020, 15, 1–14. [Google Scholar] [CrossRef]
- Ren, J.; Hu, W.; Wang, Q.; Zhou, L.; Zhou, J. Experiment and numerical simulation of gas-solid two-phase flow in vertical screw conveyor. Comput. Appl. Chem. 2016, 33, 663–669. [Google Scholar]
- Sun, X.X.; Meng, W.J.; Yuan, Y. Conditions of gas-solid two-phase flow formed in a vertical screw conveyor. Adv. Mech. Eng. 2018, 10, 1–10. [Google Scholar]
- Zhao, Z.-Y.; Meng, W.-J.; Sun, X.-X.; Jiang, Q.; Zhang, L.-Y. Distribution of Particle Velocity in a Vertical Screw Conveyor. Chin. J. Process Eng. 2015, 15, 909–915. [Google Scholar]
- Ren, J.-L.; Zhou, J.-N.; Han, L.; Hu, Y.-J. Analysis of the Law Governing the Movement of Bulk Materials in a Vertical Helical Conveyer. J. Eng. Therm. Energy Power 2018, 33, 77–82+136. [Google Scholar]
- Wang, Z.; Li, Y.; Xu, X. Parameter Calibration of Millet Discrete Element Based on Stacking Experiment. J. Chin. Cereals Oils Assoc. 2021, 36, 115–119. [Google Scholar]
- Cao, W.; Liu, Y.; Zhang, W. Accelerated convergence method for fluid dynamics solvers based on reduced⁃order model and gradient optimization. Acta Aeronaut. Astronaut. Sin. 2023, 44, 127–137. [Google Scholar]
- Zhao, Y.; Sun, X.-X.; Meng, W.-J.; Zhai, Y.-Y. Multi-Scale Structure Analysis of Vertical Screw Conveyor. Mach. Des. Manuf. 2024, 29–32. [Google Scholar]
- Sun, X.-X.; Meng, W.-J.; Liang, Z.-J.; Yuan, Y. The Design Method of Vertical Screw Conveyer Based on TCP-SHV. Trans. Beijing Innstitutte Technol. 2017, 37, 1114–1121. [Google Scholar]
- Mei, X.; Xue, Y.K.; Liu, H.W. Experimental study on characteristics of vertical screw conveying different material. China Powder Sci. Technol. 2022, 28, 26–33. [Google Scholar]
- Jin, K.-K.; Wang, Y.-L. Optimization Design of Response Surface Method for Traction Mechanism of Shearer. Mach. Des. Manuf. 2023, 389, 74–78. [Google Scholar]
- Huang, W.-D.; Lai, Z.-P.; Chen, X.-Y.; Wei, Q.-W. The Whole Machine Structure Optimization of Flexible Drilling Machine Tool Based on Response Surface Method. Mach. Des. Manuf. 2024, 4, 1–6. [Google Scholar]
- Ramesh, B.; Elayaperumal, A.; Satishkumar, S.; Kumar, A.; Jayakumar, T. Effect of drill point geometry on quality characteristics and multiple performance optimization in drilling of nonlaminated composites. J. Mater. Des. Appl. 2015, 230, 558–568. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author (s) and contributor (s) and not of MDPI and/or the editor (s). MDPI and/or the editor (s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Millet Particles | Low-Carbon Steel | Millet-Millet Interaction | Millet-Steel Interaction | Friction Coefficients | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Poisson’s Ratio | Shear Modulus (Pa) | Density (kg/m3) | Poisson’s Ratio | Shear Modulus (Pa) | Density (kg/m3) | Restitution Coefficient | Rolling Friction Coefficient | Restitution Coefficient | Rolling Friction Coefficient | Internal Friction Coefficient | External Friction Coefficient |
| 0.25 | 2.3 × 107 | 700 | 0.3 | 7.0 × 1010 | 7800 | 0.1 | 0.03 | 0.3 | 0.01 | 0.68 | 0.5 |
| Case | Fill Rate | Screw Speed (r/min) |
|---|---|---|
| W1 | 0.387 | 600 |
| W2 | 0.387 | 650 |
| W3 | 0.387 | 700 |
| P1 | 0.128 | 650 |
| P2 | 0.191 | 650 |
| P3 | 0.258 | 650 |
| Case | Spiral Speed (r/min) | Fill Rate | Q (kg/s) | P (W) | ks | K |
|---|---|---|---|---|---|---|
| 1 | 650 | 0.258 | 0.398 | 3.26 | 9.12 | 1228.47 |
| 2 | 550 | 0.258 | 0.330 | 2.61 | 9.97 | 1391.45 |
| 3 | 600 | 0.258 | 0.372 | 2.89 | 9.86 | 1399.52 |
| 4 | 600 | 0.258 | 0.372 | 2.89 | 9.86 | 1399.52 |
| 5 | 600 | 0.191 | 0.257 | 2.39 | 10.32 | 1223.30 |
| 6 | 600 | 0.258 | 0.372 | 2.89 | 9.86 | 1399.52 |
| 7 | 600 | 0.258 | 0.372 | 2.89 | 9.86 | 1399.52 |
| 8 | 650 | 0.320 | 0.505 | 4.60 | 7.59 | 919.32 |
| 9 | 650 | 0.191 | 0.289 | 2.79 | 10.25 | 1170.59 |
| 10 | 600 | 0.258 | 0.372 | 2.89 | 9.86 | 1399.52 |
| 11 | 600 | 0.320 | 0.481 | 3.43 | 7.24 | 1118.51 |
| 12 | 550 | 0.191 | 0.231 | 2.08 | 10.22 | 1256.18 |
| 13 | 550 | 0.320 | 0.424 | 3.23 | 7.76 | 1124.03 |
| Source | Sum of Squares | df | Mean Square | F-Value | p-Value Prob > F |
|---|---|---|---|---|---|
| Model | 275,812 | 5 | 55,162 | 109 | <0.0001 |
| A-Spiral speed | 34,243 | 1 | 34,243 | 67 | <0.0001 |
| B-Fill rate | 39,724 | 1 | 39,724 | 78.8 | <0.0001 |
| AB | 3547 | 1 | 3547 | 7.04 | 0.0328 |
| A2 | 14,354 | 1 | 14,354 | 28 | 0.0011 |
| B2 | 123,133 | 1 | 123,133 | 244 | <0.0001 |
| Residual | 3527 | 7 | 503 | ||
| Lack of fit | 3527 | 3 | 1175 | ||
| Pure error | 0.00 | 4 | 0.00 | ||
| Corrected total | 279,340 | 12 | |||
| Standard deviation | 22.45 | R2 | 0.98 | ||
| Mean | 1263.80 | Adjusted R2 | 0.97 | ||
| Coefficient of variation,% | 1.78 | Predicted R2 | 0.88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mei, X.; Fang, X.; Zhang, L.; Wang, Y.; Tian, Y. Simulation and Optimization of Conveying Parameters for Vertical Screw Conveyor Based on CFD + DEM. Fluids 2025, 10, 171. https://doi.org/10.3390/fluids10070171
Mei X, Fang X, Zhang L, Wang Y, Tian Y. Simulation and Optimization of Conveying Parameters for Vertical Screw Conveyor Based on CFD + DEM. Fluids. 2025; 10(7):171. https://doi.org/10.3390/fluids10070171
Chicago/Turabian StyleMei, Xiao, Xiaoyu Fang, Liyang Zhang, Yandi Wang, and Yuan Tian. 2025. "Simulation and Optimization of Conveying Parameters for Vertical Screw Conveyor Based on CFD + DEM" Fluids 10, no. 7: 171. https://doi.org/10.3390/fluids10070171
APA StyleMei, X., Fang, X., Zhang, L., Wang, Y., & Tian, Y. (2025). Simulation and Optimization of Conveying Parameters for Vertical Screw Conveyor Based on CFD + DEM. Fluids, 10(7), 171. https://doi.org/10.3390/fluids10070171